JP2014172143A - 研磨工具用治具 - Google Patents
研磨工具用治具 Download PDFInfo
- Publication number
- JP2014172143A JP2014172143A JP2013049155A JP2013049155A JP2014172143A JP 2014172143 A JP2014172143 A JP 2014172143A JP 2013049155 A JP2013049155 A JP 2013049155A JP 2013049155 A JP2013049155 A JP 2013049155A JP 2014172143 A JP2014172143 A JP 2014172143A
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- polishing tool
- jig
- angle
- sliding direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Abstract
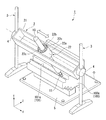
【解決手段】先端に研磨部11を有する研磨工具10を加工対象面101に対して、研磨工具10の延在方向に交差するスライド方向に相対移動可能に保持する治具本体2と、治具本体2を加工対象面101に対して、前記スライド方向に平行に延びる軸線O回りに相対回転させる角度調整部4と、を備えることを特徴とする。
【選択図】図1
Description
そして、タービン翼の翼根部のように複雑な角度で傾斜した平面が連なって形成された構造物では、研磨工具を表面に対して平行に当接させた状態を維持して、表面に対して負荷する力を一定としたまま研磨することが難しく、高い平面度を有した平面を形成することができない。そのため、複雑な面を有する構造物の研磨方法としては例えば特許文献1に開示されている方法が挙げられる。
本発明の一態様に係る研磨工具用治具は、先端に研磨部を有する研磨工具を加工対象面に対して、前記研磨工具の延在方向に交差するスライド方向に相対移動可能に保持する治具本体と、前記治具本体を前記加工対象面に対して、前記スライド方向に平行に延びる軸線回りに相対回転させる角度調整部と、を備えることを特徴とする。
そして、加工対象面に対して研磨部が平行となるように、角度調整部によって角度を調整してから、治具本体によって研磨工具を保持したままスライド方向に移動させることができる。その結果、研磨部を、加工対象面に対して平行に当接させ往復移動させて研磨することができる。したがって、一定に負荷を加工対象面に作用させた状態を維持しながら、加工対象面を研磨することができ、平面度の高い面を得ることが可能となる。これにより、任意の角度に配置された加工対象面を容易に精度高く平滑にすることが可能となる。
本実施形態の研磨工具用治具1は、図1に示すように、水平に設置された固定台5に加工対象物100を固定して、加工対象面101に研磨工具10を用いて平面研磨を実施する際に使用される。
本実施形態に使用される研磨工具10は、研磨工具10の延在方向に延びる軸線O回りに回転する研磨部11を先端に有する市販のグラインダを用いている。研磨工具10は、研磨部11の外周面を研磨面として加工対象面101に当接することで研磨可能としている。
本実施形態における加工対象物100は、傾斜する平面によって複数の凹部と凸部とが形成されクリスマスツリー状の断面をなすタービン翼の翼根部100aである。そして、加工対象面101は、翼根部100aの凹部と凸部とを形成している一の傾斜平面101aである。
外装部21は、延在方向に延びて角筒状をなす枠体であり、研磨工具10の延在方向に開放されて内部が中空となっている。
工具保持部22は、円筒状をなして外装部21の中空部分の内壁に当接して配置される外周部22aと、外周部22aの内側で同時軸上に配置され円筒状をなす内周部22bと、外周部22aと内周部22bとの間に周方向わたって複数配置される円柱部材22cとを有している。
内周部22bは、内側に研磨工具10を保持可能とされている。
外周部22aは、外装部21の中空部分の内壁と当接したまま回転可能に配置されている。
円柱部材22cは、外周部22aと内周部22bとの間に周方向わたって複数本が離間して、外周部22aと内周部22bとに当接したまま回転可能に配置されている。
固定台5は、治具本体2の下部に配置されて水平に地面にボルト等によって直接固定されており、加工対象物100であるタービン翼の翼根部100aを上面に固定している。
図2に示すように、加工対象物100であるタービン翼の翼根部100aを固定台5に設置し、研磨工具10であるグラインダを、治具本体2の工具保持部22内に挿入して、研磨部11が加工対象物100側に突出するようにして固定する。そして、加工対象面101である傾斜平面101aと研磨部11の研磨面とが平行となる角度に、角度調整部4で治具本体2の外装部21を軸線O回りに回転させる角度を調整する。治具本体2の角度を調整し傾斜平面101aに対して平行にすることと同時に、治具本体2の固定台5からの高さ位置を調整して、研磨部11の研磨面が傾斜平面101aに当接するよう調整して固定する。加工対象面101である傾斜平面101aに研磨部11の研磨面が平行に当接した状態で、研磨工具10であるグラインダの電源を入れ、研磨部11を回転させる。研磨部11を回転させながら、研磨工具10を治具本体2の工具保持部22と共に外装部21の中でスライド方向に移動させる。なお、工具保持部22は、内周部22bに保持された研磨工具10をスライド方向に移動させると、転がり軸受のように、内周部22b及び内周部22bに保持された研磨工具10は回転せずに円柱部材22cが回転することで、円柱部材22cが外周部22aのみを外装部21の内壁に当接させたまま回転させて、スライド方向に移動する。そして、研磨工具10を治具本体2によってスライド方向に往復させるように複数回移動させることで、加工対象面101を研磨部11で平滑に研磨する。
第二実施形態においては第一実施形態と同様の構成要素には同一の符号を伏して詳細な説明を省略する。この第二実施形態の研磨工具用治具1は、治具本体2を回転させる角度を決定する角度決定部6を有している点について第一実施形態と相違する。
角度決定部6は、治具本体2の外装部21のスライド方向に延びる一方の外側の面に配置されており、矩形板状をなす当て板部61と、当て板部61の固定台5側への突出する量を調整する当て板調整部62とを有している。
当て板部61は、研磨工具10の延在方向に延び矩形状をなす薄板金属板であり、例えば金尺のような形状をなしている。そして、当て板部61は、幅の広い面をスライド方向に平行に配置されている。即ち、当て板部61の幅の広い面を当接面61aと呼ぶものとすると、当て板部61の当接面61aと治具本体2の外装部21のスライド方向に延びる面とは平行に配置されている。
当て板調整部62は、箱状をなしており、治具本体2の外装部21のスライド方向に延びる外側の面に固定されている。そして、当て板調整部62は、当て板部61を内部に挿通させており、任意の量だけ当て板部61を固定台5側に突出させて固定可能としている。
第二実施形態の研磨工具用治具1によれば、角度調整部4で治具本体2を軸線O回りに回転させる角度を調整する際に、角度決定部6の当て板部61を固定台5側に突出させ、当て板部61の当接面61aと傾斜平面101aとを平行になるように角度調整部4で角度を調整する。即ち、治具本体2を角度調整部4でスライド方向に平行に延びる軸線O回りに回転させると、治具本体2の外装部21に固定された当て板部61も合わせて回転する。そして、当て板部61を当て板調整部62から固定台5側に突出させて、当て板部61の当接面61aと加工対象面101である傾斜平面101aとが平行に当接するよう当て板部61の角度及び突出する量を調整することで、当て板部61の当接面61aと傾斜平面101aとを平行に配置する。その後、角度調整部4で研磨工具10の高さ位置を調整し、研磨部11の研磨面と傾斜平面101aと当接させる。そして、第一実施形態と同様に、研磨工具10を治具本体2によってスライド方向に往復させるように複数回移動させることで、加工対象面101を研磨部11で平滑に研磨している。
第三実施形態においては第一実施形態と同様の構成要素には同一の符号を伏して詳細な説明を省略する。この第三実施形態の研磨工具用治具1は、加工対象面101の平面度を検出する点について第一実施形態と相違する。
平面度検出部7は、治具本体2の外装部21のスライド方向に延びる面に沿ってスライド方向に延びるレール部71と、レール部71に沿ってスライド方向に移動する第二角度決定部72とを有している。
レール部71は、治具本体2の外装部21のスライド方向に延びる面に形成された溝部である。
第二角度決定部72は、第二実施形態と同様の角度決定部6の当て板調整部62に、レール部71に嵌め込まれて摺動可能とされて突起部を有している点で相違している。即ち、当て板部61を有している点や当て板調整部62における当て板部61を突出させる量を調整する機構を有している点は、角度決定部6と同様である。
第三実施形態の研磨工具用治具1によれば、第二実施形態と同様の手順で第二角度決定部72の当て板部61によって治具本体2を軸線O回りに回転させる角度を決定して研磨を実施した後に、再び第二角度決定部72の当て板部61の当接面61aと傾斜平面101aと平行に配置して当接させる。そして、平面度検出部7である第二角度決定部72をレール部71に沿ってスライド方向に徐々に移動させる。第二角度決定部72をスライド方向に移動させる際に、当接面61aと傾斜平面101aと間の間隔を確認し、傾斜平面101aが平滑になっているかを確認し、加工対象面101の平面度を検出する。その後、加工対象面101の平面度が必要な状態に達していなければ、再度研磨を実施する。
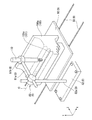
第五実施形態においては第一実施形態と同様の構成要素には同一の符号を伏して詳細な説明を省略する。この第四実施形態の研磨工具用治具1は、治具本体2に固定された研磨工具10がスライド方向に移動するのではなく、加工対象物100が固定された固定台5がスライド方向に移動する点について第一実施形態と相違する。
第二工具保持部81は、スライド方向に平行に延びる軸線Oと直交する方向に延びる円筒部81bと、円筒部81bから円筒部81bの延びる方向及びスライド方向とに直交する方向に延びる第二軸部材81aとを有している。第二工具保持部81は、円筒部81bの内部に研磨工具10を挿通させて固定している。
ベース部82は、第二治具本体8が移動しないよう地面に直接固定され、一体となって鉛直方向に延びる第一軸部材82aを有している。
第二角度調整部83は、ベース部82の第一軸部材82aに対する第二工具保持部81の第二軸部材81aのスライド方向に平行に延びる軸線O回りの角度、及び、研磨工具10の延在方向の位置である高さ位置及び研磨工具10の位置を調整可能に接続している。
第四実施形態の研磨工具用治具1によれば、第二治具本体8の第二工具保持部81にて研磨工具10を保持し、移動固定部9に加工対象物100であるタービン翼の翼根部100aを固定した状態で、第二角度調整部83によって第二工具保持部81の第二軸部材81aをベース部82の第一軸部材82aに対してスライド方向に平行に伸びる軸線O回りに回転させる。そして、翼根部100aの傾斜平面101aと研磨部11の研磨面とが平行になるよう角度を調整し、高さ位置等も調整して当接させる。そして、加工対象面101である傾斜平面101aと研磨工具10の研磨部11とが当接した状態で移動固定部9をスライド方向に移動させる。これにより、加工対象面101である傾斜平面101aをスライド方向に往復させるように複数回移動させることで、加工対象面101を研磨部11で平滑に研磨する。
また、研磨工具10の研磨部11は、研磨工具10の延在方向に延びる軸線O回りに回転することに限定されるものではなく、研磨工具10の延在方向とは異なる回転軸を有していても良い。その際、治具本体2等と加工対象面101である傾斜平面101aとの角度等を角度調整部4ではなく予め調整しておくことが好ましい。このようにすることで、研磨工具10の延在方向と研磨部11の回転軸との方向が異なることによる影響を抑えることができる。
Claims (4)
- 先端に研磨部を有する研磨工具を加工対象面に対して、前記研磨工具の延在方向に交差するスライド方向に相対移動可能に保持する治具本体と、
前記治具本体を前記加工対象面に対して、前記スライド方向に平行に延びる軸線回りに相対回転させる角度調整部と、
を備えることを特徴とする研磨工具用治具。 - 前記加工対象面に対して前記研磨部が平行となるように前記角度調整部によって相対回転する角度を決定する角度決定部を有することを特徴とする請求項1に記載の研磨工具用治具。
- 前記加工対象面の平面度を検出する平面度検出部を有することを特徴とする請求項1又は請求項2に記載の研磨工具用治具。
- 前記加工対象面を有する加工対象物を支持する固定台を有し、
該固定台が移動することで前記研磨工具を前記加工対象面に対して相対移動可能とすることを特徴とする請求項1から請求項3のいずれか一項に記載の研磨工具用治具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013049155A JP6126876B2 (ja) | 2013-03-12 | 2013-03-12 | 研磨工具用治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013049155A JP6126876B2 (ja) | 2013-03-12 | 2013-03-12 | 研磨工具用治具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014172143A true JP2014172143A (ja) | 2014-09-22 |
| JP6126876B2 JP6126876B2 (ja) | 2017-05-10 |
Family
ID=51693954
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013049155A Active JP6126876B2 (ja) | 2013-03-12 | 2013-03-12 | 研磨工具用治具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6126876B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05329762A (ja) * | 1992-05-26 | 1993-12-14 | Canon Inc | 曲面研磨方法および装置 |
| JPH07223151A (ja) * | 1994-02-03 | 1995-08-22 | Mitsubishi Materials Corp | 金属電解用母板研磨機 |
| JPH09323252A (ja) * | 1996-06-06 | 1997-12-16 | Fuji Xerox Co Ltd | 曲面研磨方法、及び曲面研磨装置 |
| JP2008030172A (ja) * | 2006-07-31 | 2008-02-14 | Nagase Integrex Co Ltd | 研削盤及び研削方法 |
-
2013
- 2013-03-12 JP JP2013049155A patent/JP6126876B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05329762A (ja) * | 1992-05-26 | 1993-12-14 | Canon Inc | 曲面研磨方法および装置 |
| JPH07223151A (ja) * | 1994-02-03 | 1995-08-22 | Mitsubishi Materials Corp | 金属電解用母板研磨機 |
| JPH09323252A (ja) * | 1996-06-06 | 1997-12-16 | Fuji Xerox Co Ltd | 曲面研磨方法、及び曲面研磨装置 |
| JP2008030172A (ja) * | 2006-07-31 | 2008-02-14 | Nagase Integrex Co Ltd | 研削盤及び研削方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6126876B2 (ja) | 2017-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9316476B2 (en) | Profile measuring instrument, adjusting method for profile measuring instrument, and profile measuring method | |
| CN106461376B (zh) | 用于物体的几何测量的装置和方法 | |
| US9383198B2 (en) | Method and device for reducing errors in a turning device during the determination of coordinates of a workpiece or during the machining of a workpiece | |
| JP2006231509A (ja) | プログラム制御の工作機械を測定する方法 | |
| US20160195869A1 (en) | Reducing errors of a rotary device, in particular for the determination of coordinates of a workpiece or the machining of a workpiece | |
| JP2009012083A (ja) | 工作機械の運動誤差測定方法及び運動誤差測定装置 | |
| JP5841846B2 (ja) | 研削装置 | |
| JP2016517957A (ja) | 測定対象物の形状輪郭を割り出す方法 | |
| JP2016097459A (ja) | 回転軸中心位置計測用治具および該治具を用いた回転軸中心位置計測方法 | |
| JP2014091170A (ja) | ねじ研削盤における砥石の芯出し方法、及び、芯出し用の測定装置 | |
| TW201511884A (zh) | 晶圓的雙面硏磨方法及雙面硏磨系統 | |
| TWI580513B (zh) | Method of Simultaneous Error Measurement of Linear and Rotating Shaft of Machine Tool | |
| CN104535013A (zh) | 光学测量仪安装调整支架 | |
| JP6346538B2 (ja) | 形状測定装置及び形状測定方法 | |
| KR101499315B1 (ko) | 연마 두께 조절 기능을 갖는 시편 연마 장치 | |
| JP2016173320A (ja) | ワーク円筒部の形状測定方法および形状測定装置 | |
| JP5597035B2 (ja) | ワークレスト | |
| JP6126876B2 (ja) | 研磨工具用治具 | |
| JP2006194739A (ja) | 被測定物の振れ測定装置及び方法 | |
| CN103926139A (zh) | 一种用于测量薄显微硬化层厚度的夹具及方法 | |
| Gao et al. | Measurement of slide error of an ultra-precision diamond turning machine by using a rotating cylinder workpiece | |
| Sergeeva et al. | Sub surface damage measurements based on short coherent interferometry | |
| JP2010201581A (ja) | 工作機械のワーク姿勢制御装置 | |
| JP2016075603A (ja) | 超精密形状測定装置 | |
| JP4529664B2 (ja) | 工具形状測定装置及び方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20170131 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170328 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170410 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6126876 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |