JP2015016501A - 鋳物の鋳造方法、鋳物及びタイヤ成形用金型 - Google Patents
鋳物の鋳造方法、鋳物及びタイヤ成形用金型 Download PDFInfo
- Publication number
- JP2015016501A JP2015016501A JP2013146936A JP2013146936A JP2015016501A JP 2015016501 A JP2015016501 A JP 2015016501A JP 2013146936 A JP2013146936 A JP 2013146936A JP 2013146936 A JP2013146936 A JP 2013146936A JP 2015016501 A JP2015016501 A JP 2015016501A
- Authority
- JP
- Japan
- Prior art keywords
- casting
- alloy
- solidification
- shrinkage
- increasing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images















Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Description
この鋳造方法によるときは、鋳型内における凝固面と鋳型溝間に閉塞空間が形成されると、押し湯供給が断絶するために凝固収縮による穴が発生し、他方、凝固完了までの溶湯の対流不足、さらに凝固完了までの遊離結晶の発生や沈着不足が起こるため、鋳出し骨の付け根部分やその内部まで引け巣欠陥が無く健全な鋳物を得ることは難しい。
そのため、この鋳造方法では、引け巣やブロー欠陥といった鋳造欠陥や結晶欠陥の粗大化に起因する機械的強度劣化等が問題になっていた。
この鋳造方法は、鋳型のタイヤ幅方向を重力方向と合わせ、溶湯の凝固方向に、上から下、若しくは下から上の指向性を持たせることが一般的である。しかし、この鋳造方法でも、鋳型の溝形状部と、溶湯の等凝固時間曲面での閉塞空間の形成を完全に抑制することはできない。
しかしながら、この特許文献1記載の鋳造方法でも、なお以下の問題があることが分かった。即ち、
i)予め閉塞空間形成を予測して(つまり、凝固シミュレーション等を実施しておいて)鋳型側に冷やし金や盲押し湯を設置することが必須である。
ii)鋳造された鋳物に対して、この冷やし金や盲押し湯部分を手作業で仕上げ加工し直さなければならない。
iii)この鋳造方法を用いても完全に引け巣欠陥の発生を抑えることは難しく、かつ引け巣欠陥が生じた該当部分の結晶組織の改善は難しい。
図1は鋳造装置10を模式的に示し、図1Aは鋳造装置10の冷やし金を透視して示した平面図、図1Bは鋳造装置10の正面側断面図、図1Cはその側面側断面図である。
鋳造装置10は、概略的には溶湯供給部20と鋳造部30とから成っている。溶湯供給部20は、図1B、1Cに示すように、加熱容器21と、合金ここではアルミ合金を溶融する坩堝22と、加熱容器21内に配置され坩堝22を加熱する電気ヒータ23と、加熱容器21内に加圧エアを供給して坩堝22内の溶湯に圧力を作用させるため、図示しない加圧源に連結された加圧エア供給口24と、加熱容器21を気密保持するためその上面に配置された断熱ボード25と、溶融アルミ合金を鋳造部30に供給するため、断熱ボード25の中央部の開口25aの周りに密着するフランジ26aを上端に有し、下端は坩堝22内の溶融アルミ合金中に配置された筒状のストーク26とから成っている。
なお、図1において、Wは鋳物の長さ、Dは鋳物両端の突起高さ、Pは鋳物の幅、Tは鋳物の肉厚であり、ここでは、例えば、W=150〜300mm、D=30〜60mm、P=30〜150mm、T=20〜40mmである。
石膏鋳型31内に充填された溶湯は、後述するように、上面の冷やし金34に接触した部分から凝固を始め、それ以外の溶湯部分は石膏鋳型31内を通る対流を行う。この対流の過程で遊離結晶が溶湯対流による淀みの部分(溝部)で重力により下降する。したがって、遊離結晶は石膏鋳型31の溝部31aに優先的に堆積されることになる。
まず、金属の凝固について基本的な事項について説明する。
図3は、金属の凝固について基本的な事項を説明する図であり、凝固時に溶湯に流れ(対流)が起きないことを前提とした場合における、金属の凝固に関する一般的な現象を示している。
図3Aは鋳造性が良くない合金の例である。この合金では図示のように凝固温度範囲が広く、デンドライト(樹枝状晶)DRが長いという特徴がある。特定の合金では、これに遊離結晶CIの発生が加わる。遊離結晶を生成する合金は、凝固温度範囲が広い方が遊離結晶CIが多く発生する傾向が強い。
図3A、3Bの下側のグラフは、縦軸に温度、横軸に凝固方向距離を取って、固相率100%から0%までのそれぞれの凝固の進捗状況を示している。
鋳造性の良い合金に対して鋳造性の良くない合金は、固液共存領域が長く、したがって、液相から固相への移行温度範囲(凝固温度範囲)が広いことを示している。
しかしながら、溶湯対流が存在し、かつ、遊離結晶を形成する合金の場合においては、この常識が通用しないことが分かった。その理由は、凝固完了直前まで溶湯の対流が生じていると思われること、及び遊離結晶CIの溶湯対流淀み部への堆積により溝部形状が形成されるメカニズムが存在し、それが前記骨部における引け巣欠陥発生の有無を左右していることによると推測される。つまり前記メカニズムと引け巣欠陥発生とは相関関係があるものと推測される(この推測は、該鋳物の断面組織観察結果、石膏鋳型表面近傍の組織が「等軸晶」であること、つまり遊離結晶であることにより裏付けられている)。
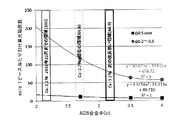
図4は、その実験の結果をまとめたAC2B合金中のCu含有率(%)と引け巣欠陥個数の相関図である。
ここでは、遊離結晶を発生するAC2B合金中のCu%と引け巣欠陥個数の相関を、縦軸にモールド1ピース当たり引け巣欠陥個数を、また、横軸にAC2B合金中のCu%をとって示した。具体的には、Cu含有量(率)を、2.2%、2.7%、3.2%のAC2B合金について鋳造試験を行い、それぞれの引け巣欠陥個数をカウントしてプロットした。
この相関図から明らかなように、直径が0.2〜0.5mmの微細引け巣では、Cu含有率が3.5%まではCu含有率を増やすほど引け巣欠陥個数が減少することが確認できた。
図示のように、AC2B合金中のCu含有率(%)が2.7%、3.5%、4.0%と大きくなるにしたがって、AC2B合金の溶湯の凝固開始から完了までの温度範囲が広くなっていることが確認された。
即ち、図6は鋳物凝固進行形態を模式的に示した図であり、図6Aは溶湯(ハッチング部分)が鋳型内に充填された溶湯充填完了の状態を示す。即ち、溶湯は断熱ボード(ここでは珪酸カルシウムボード)25の開口25aから石膏鋳型31中に充填され、その上面が石膏鋳型31の上面にある冷やし金(天板ともいう)34に接触した状態を示している。
図7Bは、図7Aの範囲Bで示す石膏鋳型の溝部31aをさらに拡大した拡大図であり、凝固温度範囲が広い合金の場合を示す。
図7Bに示すように、合金の凝固温度範囲は広く、デンドライトDRが大であり、遊離結晶CIの量が多く、デンドライトDRの隙間も大きいため溝部31a内を遊離結晶CIで充填し易く、押し湯供給もし易い。したがって、微細引け巣は発生し難いことを示している。
図7Cに示すように、この場合は、合金の凝固温度範囲が狭く、デンドライトDRが小であり遊離結晶CIの量が少なく、デンドライトDRの隙間も小さいため溝部31a内を遊離結晶CIで充填し難く、押し湯供給もされ難い。したがって、微細引け巣が発生し易いことを示している。
したがって、例えば、AC2B合金中のCu含有量(率)については、それが増加すると、凝固完了までの時間(溶湯対流時間)が長くなると同時に、溶湯単位容積当たりの遊離結晶発生量(遊離結晶発生容積)も増加し、微細引け巣欠陥の発生量(数)が少なくなる。
つまり、(i)鋳物の骨部以外の容積(Vb)、(ii)鋳物の骨部の容積(Ve)、(iii)合金中のCu含有量(率)、(iv)溶湯滞留時間に影響を与える他の要因(鋳込み温度、冷やし金(天板)温度等)と、引け巣欠陥発生量(数)とが高い相関性を持つことが推定できる。
即ち、図8は、多変量解析を行うために収集したデータを示す表であり、収集した、鋳物突起形状容積比率(Ve/Vb)と、合金中Cu含有量(率;%)と、鋳造温度(℃)と、冷金(冷やし金)温度(℃)と、W(鋳物の長さ)、D(鋳物両端の突起高さ)、P(鋳物の幅)、T(鋳物の肉厚(鋳物肉厚))と、リブ41の凝固完了時間(sec)の各データと、これらの鋳造条件で行った鋳造による鋳物の引け巣発生率(%)のデータを表示した図である。
ここで、説明変数としてD+W/2を使用したのは、鋳物の押し湯が供給されるべき最長距離を代表特性として採用するためである。また、リブ41の凝固完了時間を説明変数に採用したのは、該当部分に引け巣欠陥が発生し易いためである。
引け巣発生率%=457.216895+1101.64238×(鋳物突起形状容積比率)−60.037464×(合金中Cu含有率(%))+0.782509×(D(mm))−0.888991×(リブ凝固完了時間(sec))+0.594333×(P(mm))−1.738397×(D+W/2(mm))・・・・・式Aとして得られる。
即ち、実測値は、上述のとおり、図7の21条件でAC2B合金を用いてそれぞれ20〜100個の鋳物を製作した場合の引け巣発生率であり、また、予測値は前記式Aに基づき計算した結果である。なお、予測値がマイナスの場合は、「引け巣発生率0%」とみなす。
なお、この予測式を実際に活用する場合は、リブ41の溶湯凝固完了時間(sec)のみは、コンピュータによる凝固シミュレーションを行わないと厳密には定量化できない。しかし、基本的な鋳造方法を不変のものとすれば、凝固完了時間を、鋳造条件、鋳物外径寸法形状からそれを予測することができるので、ここではそれの値を用いる。
図11は、基本的な鋳造方法を不変にして、AC2B合金中のCuの含有率(%)、鋳造温度(℃)、冷やし金温度(℃)、W(mm)、D(mm)、P(mm)、T(mm)と、リブ凝固完了時間(sec)についての291個のデータを示す表である。
ここでは、これらのデータに基づき、説明変数を、AC2B合金中Cu含有量(%)、鋳造温度(℃)、冷やし金温度(℃)、W(mm)、D(mm)、P(mm)、T(mm)とし、かつ目的変数をリブ41の凝固完了時間(sec)として、291個のデータを用いて多変量解析を行った。
即ち、定数項、合金中Cu含有量(%)、鋳造温度(℃)、冷やし金温度(℃)、W(mm)、D(mm)、P(mm)、T(mm)毎の、回帰係数、標準回帰係数、標準誤差、t値、p値、それに重相関係数、決定係数を得た。
この結果から、リブ41の凝固完了時間=―227.061206−4.175116×(合金中Cu(%))+0.033615×(鋳造温度(℃))+0.483805×(冷やし金温度(℃))−0.052257×(W(mm))+0.136969×(D(mm))+0.482811×(P(mm))+5.670057×(T(mm))・・・・・式Bの関係式を得た。
この結果からも、予測値が実測値によく合致しているのが分かる。
即ち、引け巣発生率%=659.072264+1101.64238×鋳物突起形状容積比率(Ve/Vb)−56.325823×(合金中Cu含有量(%))−0.029883×(鋳造温度(℃))−0.430098×(冷やし金温度(℃))−0.822743×(W(mm))−1.077652×(D(mm))+0.165118×(P(mm))−5.040630×(T(mm))・・・・・式C
同様の手法を用いて、他の鋳造方法、合金種を採用した場合でも、実際の製品鋳造時に引け巣発生予測式を構築し、引け巣欠陥を発生し難い条件を定量化することができる。
事例1
AC2B合金を用いて、図13に示す条件(つまりAC2B合金中のCu含有量(%)のみを変更させ、あとの数値は変更しない条件)で20個ずつ鋳造を行い、鋳物意匠面上での引け巣発生率(%)を取得したところ、図13に示す結果となった。
つまり、改善前に行った20個の鋳造品の平均の引け巣発生率は55%であった(但し、リブ41近傍に発生した引け巣)。そこで、前記式Cから引け巣発生率が0となるCu含有量(%)を求めた。前記式Cにおいて、引け巣発生率(55%)を相殺するためにはCuの含有量を1%増やせばよいことが分かる。つまり、AC2B合金中のCu含有量(%)を2.7から3.7%と1%増加させることで、式Cにおいて引け巣発生率はマイナスになる。
AC2B合金を用いて、図14に示す条件(冷やし金の温度(℃)の数値のみを変更し、あとの数値は変更しない条件)で20個ずつ鋳造を行い、鋳物意匠面上での引け巣発生率(%)を測定したところ、同図に示す結果となった。
つまり、改善前に行った20個の鋳造品の平均の引け巣発生率が25%であった(但し、リブ41近傍に発生した引け巣)。そこで、前記式Cからその数値が0になる冷やし金の温度(℃)を求めた。
前記式Cから、引け巣発生率(25%)を相殺するために冷金温度を例えば380℃に上げればよいことが分かる。つまり、冷やし金温度を300℃から380℃に上げることで、式Cにおいて引け巣発生率はマイナスになる。
つまり、冷やし金温度を300℃から380℃に上げて凝固完了時間を長くしたことで、遊離結晶を増大させて改善前には引け巣発生率が25%であったものが、改善後には0%に改善できたことが確認された。
AC2B合金を用いて、図15に示す条件(鋳物肉厚:TとVe/Vbのみを変更し、あとの数値は変更しない条件)で20個ずつ鋳造を行い、鋳物意匠面上での引け巣発生率(%)を測定したところ、同図に示す結果となった。なお、Ve/Vbの変化は鋳物肉厚T(mm)の変化に伴い従属的に発生したものである。
つまり、改善前に行った20個の鋳造品の平均の引け巣発生率が25%であった(但し、リブ41近傍に発生した引け巣)。そこで、式Cからその数値が0となる鋳物肉厚Tを求めた。前記式Cから、引け巣発生率(25%)を相殺するためにTを5mm増やせばよいことが分かる。つまり、Tを20mmから25mmに上げる、また、これに伴って、Ve/Vbが0.0329から0.0280に下がることで、これらの値を式Cに代入すれば、式Cにおける引け巣発生率はマイナスになる。
即ち、鋳物肉厚Tを増大して凝固完了時間を長くすることで、改善前には引け巣発生率が25%であったものが、遊離結晶を増大させた結果0%に改善することができた。
成形する鋳物は、タイヤ成形用金型用アルミ合金鋳物である。
鋳造方法は、低圧鋳造方法、使用金型は、ノリタケカンパニーリミテッド製の非発泡石膏G−6(商品名)、使用アルミ合金は、凝固時に遊離結晶が形成しやすいアルミ合金の実施例として、ここではAC2B合金、即ち、Si:6%、Cu:2.2〜3.2%(但し、随時変更)、Mg:0.4%、Fe:0.5%、Zn:0.2%、Bal:Alとし、これに対し、比較例として、凝固時に遊離結晶が形成し難いアルミ合金、ここではAC4C合金、即ちSi:7%、Cu:0.01%、Mg:0.4%、Fe:0.3%、Zn:0.00%、Bal:Alを選択した。
前記実施形態と同様な鋳造方法を用いて、遊離結晶が発生しないAC4C合金を用いて鋳造を実施したところ、全ての条件でリブ41近傍に引け巣欠陥が発生した。つまり、引け巣発生の防止ができず、試験を行った全ての条件で引け巣発生率100%となったため、本発明の前記予測式を構築するのは不可能であった。
Claims (9)
- 鋳造時に合金溶湯が生成する遊離結晶で鋳造欠陥を低減させる鋳物の鋳造方法であって、
合金溶湯が生成する遊離結晶を増大させる工程を有することを特徴とする鋳物の鋳造方法。 - 請求項1に記載された鋳物の鋳造方法において、
前記合金溶湯が生成する遊離結晶を増大させる工程は、遊離結晶を増大させる合金の成分元素を変更する工程であることを特徴とする鋳物の鋳造方法。 - 請求項1に記載された鋳物の鋳造方法において、
前記合金溶湯が生成する遊離結晶を増大させる工程は、合金溶湯の凝固温度範囲を変化させる合金の成分元素の含有量を変化させる工程であることを特徴とする鋳物の鋳造方法。 - 請求項1に記載された鋳物の鋳造方法において、
前記合金溶湯が生成する遊離結晶を増大させる工程は、合金の成分元素の含有量を変化させて前記合金溶湯の凝固完了時間を増大させる工程であることを特徴とする鋳物の鋳造方法。 - 請求項4に記載された鋳物の鋳造方法において、
前記合金溶湯が生成する遊離結晶を増大させる工程は、鋳造条件を変化させて前記合金溶湯の凝固完了時間を増大させる工程であることを特徴とする鋳物の鋳造方法。 - 請求項5に記載された鋳物の鋳造方法において、
前記鋳造条件は、鋳込み温度又は鋳型温度又は冷やし金温度の少なくとも一つであることを特徴とする鋳物の鋳造方法。 - 請求項1ないし6のいずれかに記載された鋳物の鋳造方法において、
前記合金溶湯が生成する遊離結晶を増大させる工程は、鋳造条件データ、鋳物寸法データ、鋳造欠陥発生率データの相関データに基づき、鋳物の鋳造欠陥発生率を求める予測式を構築する工程と、前記予測式に基づき遊離結晶を増大させて鋳造欠陥発生率を低減させる鋳造条件又は鋳物寸法を算出する工程と、算出した鋳造条件又は鋳物寸法で鋳造を行う工程と、を有することを特徴とする鋳物の鋳造方法。 - 請求項1ないし7のいずれかに記載された鋳物の鋳造方法により鋳造されたことを特徴とする鋳物。
- 請求項1ないし7のいずれかに記載された鋳物の鋳造方法により鋳造されたことを特徴とするタイヤ成形用金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013146936A JP2015016501A (ja) | 2013-07-12 | 2013-07-12 | 鋳物の鋳造方法、鋳物及びタイヤ成形用金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013146936A JP2015016501A (ja) | 2013-07-12 | 2013-07-12 | 鋳物の鋳造方法、鋳物及びタイヤ成形用金型 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015016501A true JP2015016501A (ja) | 2015-01-29 |
Family
ID=52438041
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013146936A Pending JP2015016501A (ja) | 2013-07-12 | 2013-07-12 | 鋳物の鋳造方法、鋳物及びタイヤ成形用金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015016501A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120100976A (zh) * | 2025-03-07 | 2025-06-06 | 哈尔滨工业大学 | 一种反重力铸造用升液管安装密封保温多功能法兰盘 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07164128A (ja) * | 1993-12-10 | 1995-06-27 | Ube Ind Ltd | 加圧鋳造方法および装置 |
| JPH08114520A (ja) * | 1994-10-14 | 1996-05-07 | Ube Ind Ltd | 圧力計測装置および圧力計測装置を用いた加圧鋳造法 |
| JP2002035921A (ja) * | 2000-07-27 | 2002-02-05 | Ngk Insulators Ltd | アルミニウム合金鋳物の粗大初晶Si欠陥防止方法及びアルミニウム合金鋳物の製造方法 |
| JP2002096157A (ja) * | 2000-09-14 | 2002-04-02 | Taisei:Kk | 細かい全等軸晶組織の鋳造方法 |
| WO2006016631A1 (ja) * | 2004-08-10 | 2006-02-16 | Sanbo Shindo Kogyo Kabushiki Kaisha | Sn含有銅合金及びその製造方法 |
| JP2010179363A (ja) * | 2009-01-08 | 2010-08-19 | Nippon Light Metal Co Ltd | アルミニウム合金鋳塊およびその製造方法 |
| JP2011045909A (ja) * | 2009-08-27 | 2011-03-10 | Toyota Motor Corp | 微細結晶組織を有するAl−Si系合金、その製造方法、その製造装置及びその鋳物の製造方法 |
| JP2013226579A (ja) * | 2012-04-25 | 2013-11-07 | Bridgestone Corp | 鋳物の製造方法及び鋳物 |
-
2013
- 2013-07-12 JP JP2013146936A patent/JP2015016501A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07164128A (ja) * | 1993-12-10 | 1995-06-27 | Ube Ind Ltd | 加圧鋳造方法および装置 |
| JPH08114520A (ja) * | 1994-10-14 | 1996-05-07 | Ube Ind Ltd | 圧力計測装置および圧力計測装置を用いた加圧鋳造法 |
| JP2002035921A (ja) * | 2000-07-27 | 2002-02-05 | Ngk Insulators Ltd | アルミニウム合金鋳物の粗大初晶Si欠陥防止方法及びアルミニウム合金鋳物の製造方法 |
| JP2002096157A (ja) * | 2000-09-14 | 2002-04-02 | Taisei:Kk | 細かい全等軸晶組織の鋳造方法 |
| WO2006016631A1 (ja) * | 2004-08-10 | 2006-02-16 | Sanbo Shindo Kogyo Kabushiki Kaisha | Sn含有銅合金及びその製造方法 |
| JP2010179363A (ja) * | 2009-01-08 | 2010-08-19 | Nippon Light Metal Co Ltd | アルミニウム合金鋳塊およびその製造方法 |
| JP2011045909A (ja) * | 2009-08-27 | 2011-03-10 | Toyota Motor Corp | 微細結晶組織を有するAl−Si系合金、その製造方法、その製造装置及びその鋳物の製造方法 |
| JP2013226579A (ja) * | 2012-04-25 | 2013-11-07 | Bridgestone Corp | 鋳物の製造方法及び鋳物 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120100976A (zh) * | 2025-03-07 | 2025-06-06 | 哈尔滨工业大学 | 一种反重力铸造用升液管安装密封保温多功能法兰盘 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3534650B2 (ja) | 金型、ダイカスト鋳造法及びダイカスト製品 | |
| Kuo et al. | Optimal gating system design for investment casting of 17-4PH stainless steel enclosed impeller by numerical simulation and experimental verification | |
| JP5120295B2 (ja) | 低圧鋳造用金型 | |
| JP2012176424A (ja) | 低温金型・低圧鋳造法 | |
| JP2009274098A (ja) | 低圧鋳造用砂型及びそれを利用した低圧鋳造装置 | |
| JP2011104613A (ja) | 重力鋳造方法 | |
| JP5339764B2 (ja) | 鋳造方法 | |
| CN104550822A (zh) | 成形装置、半凝固金属的制造装置、成形方法及制造方法 | |
| JP2015016501A (ja) | 鋳物の鋳造方法、鋳物及びタイヤ成形用金型 | |
| CN106513622A (zh) | 一种am50镁合金的真空压铸工艺 | |
| JP2009248119A (ja) | 半溶融金属成形用金型 | |
| JP5675696B2 (ja) | 鋳造における溶融金属の冷却方法及び金属組織の制御方法 | |
| WO2009133602A1 (ja) | 鋳鉄鋳物の引け巣の予測および防止方法 | |
| JPH07155897A (ja) | 鋳型構造及び鋳造方法 | |
| CN105382240A (zh) | 一种薄壁铝合金铸件的精密铸造工艺 | |
| JP5594122B2 (ja) | 鋳型及び鋳型を用いた鋳造方法、並びに鋳型の設計方法 | |
| ALUMINIJA | Progressive method of porosity prediction for aluminium castings | |
| Gaspar et al. | Specific Pressure and Mechanical Properties of the Alternator Flange from EN AC 47100 Alloy in HPDC Technology | |
| JP2008080356A (ja) | 金型設計方法及び金型鋳造方法 | |
| US20090218067A1 (en) | Lost-wax method associated with piezocrystallization and a device for carrying out said method | |
| JP6725877B2 (ja) | ダイカストの初期温度設定方法 | |
| Zhang et al. | Research on Casting Process of Electrolytic Aluminum Anode Phosphorus Cast Iron and Carbon Block based on ProCAST | |
| JP2021037522A (ja) | 金型焼付き予測方法 | |
| Krishna et al. | Estimation of interfacial heat transfer coefficient in indirect squeeze casting | |
| JP6330375B2 (ja) | アルミニウム合金鋳造素材の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151215 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160205 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160607 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160817 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20160830 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20161028 |