JP2017124564A - ヒートシールシートおよびプレススルー包装体 - Google Patents
ヒートシールシートおよびプレススルー包装体 Download PDFInfo
- Publication number
- JP2017124564A JP2017124564A JP2016005681A JP2016005681A JP2017124564A JP 2017124564 A JP2017124564 A JP 2017124564A JP 2016005681 A JP2016005681 A JP 2016005681A JP 2016005681 A JP2016005681 A JP 2016005681A JP 2017124564 A JP2017124564 A JP 2017124564A
- Authority
- JP
- Japan
- Prior art keywords
- paper
- heat seal
- seal sheet
- pulp
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Packages (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Paper (AREA)
Abstract
【課題】基材が紙製であり、優れたプレススルー適性を有し、且つ蓋材として使用した場合に内容物の視認性が優れ、且つ万一誤飲された場合でも身体へのダメージが小さいヒートシールシートおよびこれを蓋材に用いたPTPの提供。
【解決手段】ヒートシールシート1は、紙基材3と、紙基材3の一方の面に積層した熱接着層5とを備え、紙基材3が、パルプにより構成された原紙を含み、前記紙基材の坪量が、50g/m2以下であり、該ヒートシールシートのISO5−2に準じて測定される透明度が87%以上であることを特徴とするヒートシールシート。
【選択図】図1
【解決手段】ヒートシールシート1は、紙基材3と、紙基材3の一方の面に積層した熱接着層5とを備え、紙基材3が、パルプにより構成された原紙を含み、前記紙基材の坪量が、50g/m2以下であり、該ヒートシールシートのISO5−2に準じて測定される透明度が87%以上であることを特徴とするヒートシールシート。
【選択図】図1
Description
本発明は、ヒートシールシートおよびプレススルー包装体に関する。
カプセル剤、錠剤の薬剤、食品等の包装に、プレススルー包装体(以下「PTP」と略記する場合がある。)が用いられている。
従来、PTPとしては、樹脂シートを成形して被収容物を収容するポケット部を複数設けた容器と、アルミニウム箔の片面に熱接着層を設けた蓋材とから構成されるものが汎用されている。蓋材は、ヒートシールにより容器に貼り合わされ、ポケット部の開口を封止する。PTPのポケット部に収容された被収容物は、ポケット部の膨らみを手指で押し込み、該ポケット部に対応する位置の蓋材を破断させて取り出される。
従来、PTPとしては、樹脂シートを成形して被収容物を収容するポケット部を複数設けた容器と、アルミニウム箔の片面に熱接着層を設けた蓋材とから構成されるものが汎用されている。蓋材は、ヒートシールにより容器に貼り合わされ、ポケット部の開口を封止する。PTPのポケット部に収容された被収容物は、ポケット部の膨らみを手指で押し込み、該ポケット部に対応する位置の蓋材を破断させて取り出される。
現在、本格的な高齢化社会を迎え、誤った種類の錠剤を服用するという医療過誤が少なからず発生している。その中で、医薬品メーカーでは錠剤自体に着色する、情報を印刷するなどさまざまな形で錠剤の視認性を高め、注意喚起の取り組みを行っている。
通常のPTP包装体では、容器フィルムはポリプロピレン樹脂やポリ塩化ビニル樹脂等の高い透明性を有するものが用いられているが、蓋材に関しては、錠剤を容易に押し出せるようアルミ箔が用いられる。
通常のPTP包装体では、容器フィルムはポリプロピレン樹脂やポリ塩化ビニル樹脂等の高い透明性を有するものが用いられているが、蓋材に関しては、錠剤を容易に押し出せるようアルミ箔が用いられる。
アルミ箔は遮光性が高く、蓋材側からでは内封されている錠剤を見ることはできないため、蓋材に錠剤の名称や有効成分量等を印刷して表示しているが、異なる錠剤でも印刷のデザインは似通っており、視認性に乏しいものとなっている。
蓋材にも前記の容器用フィルムと同様の材質の薄葉フィルムを使用して視認性を高めることが考えられるが、一般に樹脂フィルムでは錠剤のプレススルー適性を付与することは困難なため、蓋材を剥離して(イージーピール)錠剤を取り出すことになるが、必要な数の錠剤分の蓋材を剥離するのは難しい。
蓋材にも前記の容器用フィルムと同様の材質の薄葉フィルムを使用して視認性を高めることが考えられるが、一般に樹脂フィルムでは錠剤のプレススルー適性を付与することは困難なため、蓋材を剥離して(イージーピール)錠剤を取り出すことになるが、必要な数の錠剤分の蓋材を剥離するのは難しい。
また、錠剤を取り出す方法としては片方の手でPTPの容器膨らみ部分を押して、錠剤によって蓋材を破って押し出し、もう片方の手で受ける場合が多いが、PTPが全て透明性の高い材料で構成されていると錠剤を容易に受けられ、錠剤を落として紛失してしまう事故が減らせると考えられる。
さらには、高齢者の場合は力加減が困難なこともあり、強く押しすぎて、蓋材が錠剤の形に抜き取られて、錠剤と一緒に誤飲されることも起こっている。万一蓋材が誤飲された場合も、アルミ製蓋材よりも紙製蓋材の方が身体へのダメージが小さいと考えられる。
このため、視認性、透明性と錠剤のプレススルー適性とを両立させた紙性蓋材が求められているが満足なものは得られていないのが現状である。
さらには、高齢者の場合は力加減が困難なこともあり、強く押しすぎて、蓋材が錠剤の形に抜き取られて、錠剤と一緒に誤飲されることも起こっている。万一蓋材が誤飲された場合も、アルミ製蓋材よりも紙製蓋材の方が身体へのダメージが小さいと考えられる。
このため、視認性、透明性と錠剤のプレススルー適性とを両立させた紙性蓋材が求められているが満足なものは得られていないのが現状である。
紙は、パルプ繊維同士のからみ合いにより破裂強度が高くなる傾向がある。そのため、蓋材の基材としてアルミニウム箔の代わりに紙を用いた場合、ポケット部を押し込んで被収容物を取り出す際の取り出しやすさ(プレススルー適性)が劣る。
このような問題に対し、蓋材の紙基材の原料に酸化パルプや酸化セルロースを用い、MIT試験機による耐折強さ試験法に準じて測定した耐折回数を5回以下としたPTP蓋材が提案されている(特許文献1)。
しかし、該PTP蓋材は、透明性については改善されないため、視認性の向上効果は得られないものである。
このような問題に対し、蓋材の紙基材の原料に酸化パルプや酸化セルロースを用い、MIT試験機による耐折強さ試験法に準じて測定した耐折回数を5回以下としたPTP蓋材が提案されている(特許文献1)。
しかし、該PTP蓋材は、透明性については改善されないため、視認性の向上効果は得られないものである。
本発明の目的は、基材が紙製であり、優れたプレススルー適性を有し、且つ蓋材として使用した場合に内容物の視認性が優れ、且つ万一誤飲された場合でも身体へのダメージが小さいヒートシールシートおよびこれを蓋材に用いたPTPの提供である。
上記課題を解決するために、本発明は、以下の構成を採用した。
[1]紙基材と、該紙基材の一方の面に積層した熱接着層とを備えたヒートシールシートにおいて、
前記紙基材が、パルプにより構成された原紙を含み、前記紙基材の坪量が、50g/m2以下であり、該ヒートシールシートのISO5−2に準じて測定される透明度が87%以上であることを特徴とするヒートシールシート。
[2]前記紙基材の密度が、0.95〜1.30g/cm3以上である[1]に記載のヒートシールシート。
[3]前記原紙を構成する前記パルプが、下記の変則フリーネスが50〜350mLであるパルプを使用して製造されたものである[1]または[2]に記載のヒートシールシート。
変則フリーネス:パルプ懸濁液の固形分濃度を0.30%±0.01%から0.030%±0.001%に変更した以外は、JIS P 8121−2:2012に準じて測定されるフリーネス。
[4]前記紙基材がパーチメント紙である[1]〜[3]のいずれか一項に記載のヒートシールシート。
[5]前記紙基材が、前記原紙と、前記原紙の少なくとも前記熱接着層側の面に設けられたポリアクリルアミド樹脂を含む表面樹脂層とを含む[1]〜[4]のいずれか一項に記載のヒートシールシート。
[6]プレススルー包装体用蓋材である[1]〜[5]のいずれか一項に記載のヒートシールシート。
[7]容器と蓋材とを備え、前記容器が、被収容物を収容する複数のポケット部と、該複数のポケット部の開口の周囲に設けられ、前記蓋材と貼り合わされるフランジ部とを備えるプレススルー包装体であって、前記蓋材が、[1]〜[5]のいずれか一項に記載のヒートシールシートからなることを特徴とするプレススルー包装体。
[1]紙基材と、該紙基材の一方の面に積層した熱接着層とを備えたヒートシールシートにおいて、
前記紙基材が、パルプにより構成された原紙を含み、前記紙基材の坪量が、50g/m2以下であり、該ヒートシールシートのISO5−2に準じて測定される透明度が87%以上であることを特徴とするヒートシールシート。
[2]前記紙基材の密度が、0.95〜1.30g/cm3以上である[1]に記載のヒートシールシート。
[3]前記原紙を構成する前記パルプが、下記の変則フリーネスが50〜350mLであるパルプを使用して製造されたものである[1]または[2]に記載のヒートシールシート。
変則フリーネス:パルプ懸濁液の固形分濃度を0.30%±0.01%から0.030%±0.001%に変更した以外は、JIS P 8121−2:2012に準じて測定されるフリーネス。
[4]前記紙基材がパーチメント紙である[1]〜[3]のいずれか一項に記載のヒートシールシート。
[5]前記紙基材が、前記原紙と、前記原紙の少なくとも前記熱接着層側の面に設けられたポリアクリルアミド樹脂を含む表面樹脂層とを含む[1]〜[4]のいずれか一項に記載のヒートシールシート。
[6]プレススルー包装体用蓋材である[1]〜[5]のいずれか一項に記載のヒートシールシート。
[7]容器と蓋材とを備え、前記容器が、被収容物を収容する複数のポケット部と、該複数のポケット部の開口の周囲に設けられ、前記蓋材と貼り合わされるフランジ部とを備えるプレススルー包装体であって、前記蓋材が、[1]〜[5]のいずれか一項に記載のヒートシールシートからなることを特徴とするプレススルー包装体。
本発明によれば、基材が紙製であり、プレススルー包装体用蓋材に使用された場合、優れた内封物の押し出し適性と視認性を有するヒートシールシートおよびこれを蓋材に用いたプレススルー包装体を提供できる。
<ヒートシールシート>
本発明のヒートシールシートは、紙基材と、該紙基材の一方の面に積層した熱接着層とを備え、前記紙基材が、パルプにより構成された原紙を含み、前記パルプが、JIS P8121−2:2012に準じて測定されるフリーネスが600mL以下であり、前記紙基材の坪量が、18g/m2以上であり、且つ該ヒートシールシートのISO5−2に準じて測定される透明度が87%以上であることを特徴とする。
本発明のヒートシールシートは、紙基材と、該紙基材の一方の面に積層した熱接着層とを備え、前記紙基材が、パルプにより構成された原紙を含み、前記パルプが、JIS P8121−2:2012に準じて測定されるフリーネスが600mL以下であり、前記紙基材の坪量が、18g/m2以上であり、且つ該ヒートシールシートのISO5−2に準じて測定される透明度が87%以上であることを特徴とする。
以下、本発明のヒートシールシートについて、添付の図面を参照し、実施形態を示して説明する。
図1は、本発明のヒートシールシートの第一実施形態を模式的に示す断面図である。
本実施形態のヒートシールシート1は、紙基材3と、紙基材3の一方の面に積層した熱接着層5とを備える。
図1は、本発明のヒートシールシートの第一実施形態を模式的に示す断面図である。
本実施形態のヒートシールシート1は、紙基材3と、紙基材3の一方の面に積層した熱接着層5とを備える。
(透明度)
本発明のヒートシールシートのISO5−2に準じて測定される透明度を87%以上とするものである。透明度を87%とすることにより、プレススルー包装体用蓋材に使用した場合、良好な錠剤視認性が得られ、錠剤の誤飲や紛失を防ぐことができる。
透明度は89%以上がより好ましく、91%以上がさらに好ましい。
本発明のヒートシールシートのISO5−2に準じて測定される透明度を87%以上とするものである。透明度を87%とすることにより、プレススルー包装体用蓋材に使用した場合、良好な錠剤視認性が得られ、錠剤の誤飲や紛失を防ぐことができる。
透明度は89%以上がより好ましく、91%以上がさらに好ましい。
(紙基材)
紙基材3を構成する原紙は、パルプスラリーを含む抄紙原料を抄紙したものである。
パルプスラリーに用いられるパルプとしては、木材パルプ、非木材パルプ等が挙げられる。木材パルプとしては、針葉樹パルプ、広葉樹パルプ等が挙げられるが、透明性が得られ易い面から針葉樹パルプが好ましい。
紙基材3を構成する原紙は、パルプスラリーを含む抄紙原料を抄紙したものである。
パルプスラリーに用いられるパルプとしては、木材パルプ、非木材パルプ等が挙げられる。木材パルプとしては、針葉樹パルプ、広葉樹パルプ等が挙げられるが、透明性が得られ易い面から針葉樹パルプが好ましい。
また、蒸解方法や漂白方法には特に限定されない。非木材パルプとしては、麻パルプ、ケナフパルプ、竹パルプ等が挙げられる。これらのパルプは1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
レーヨン繊維やナイロン繊維、その他熱融着繊維など、パルプ繊維以外の材料も副資材としてパルプスラリーに配合することが可能である。
レーヨン繊維やナイロン繊維、その他熱融着繊維など、パルプ繊維以外の材料も副資材としてパルプスラリーに配合することが可能である。
パルプスラリーは、パルプを水の存在下で叩解することにより得られる。
パルプの叩解方法、叩解装置は特に限定されるものではないが、叩解効率が高いダブルディスクリファイナー(DDR)が好適に使用される。
パルプの叩解度についも特に限定するものではないが、叩解度が、JIS P 8121−2:2012に準じて測定されるフリーネス(以下、「標準フリーネス」ともいう。)として、600mL以下となるように行われる。つまり原紙として、標準フリーネスが600mL以下であるパルプを使用して製造されたものが好ましい。標準フリーネスは、350mL以下がさらに好ましい。
パルプの叩解方法、叩解装置は特に限定されるものではないが、叩解効率が高いダブルディスクリファイナー(DDR)が好適に使用される。
パルプの叩解度についも特に限定するものではないが、叩解度が、JIS P 8121−2:2012に準じて測定されるフリーネス(以下、「標準フリーネス」ともいう。)として、600mL以下となるように行われる。つまり原紙として、標準フリーネスが600mL以下であるパルプを使用して製造されたものが好ましい。標準フリーネスは、350mL以下がさらに好ましい。
一般にパルプの叩解と紙力の関係については、叩解をあまりすすめない状態では紙力は得られにくく、その理由としては、パルプ繊維同士のからみが弱く、繊維間結合(水素結合)のポイントも少ないためと考えられており、ある程度叩解を進めることで紙力は向上する。パルプの標準フリーネスが前記の上限値以下であれば、原紙、ひいては紙基材3の紙力が充分に高く、プレススルー包装体用蓋材として使用しても支障を来たすことはない。
前記パルプの叩解度は、下記の変則フリーネスとして、50〜350mLであることがより好ましく、100〜300mLがさらに好ましい。
変則フリーネス:パルプ懸濁液の固形分濃度を0.30%±0.01%から0.030%±0.001%に変更した以外は、JIS P 8121−2:2012に準じて測定されるフリーネス。
変則フリーネスは、測定に使用されるパルプの量が標準フリーネスの10分の1であるため、標準フリーネスよりも、叩解がある程度進んだ状態での評価に適している。たとえば変則フリーネスの770mLは、標準フリーネスの380mL程度である。
変則フリーネス:パルプ懸濁液の固形分濃度を0.30%±0.01%から0.030%±0.001%に変更した以外は、JIS P 8121−2:2012に準じて測定されるフリーネス。
変則フリーネスは、測定に使用されるパルプの量が標準フリーネスの10分の1であるため、標準フリーネスよりも、叩解がある程度進んだ状態での評価に適している。たとえば変則フリーネスの770mLは、標準フリーネスの380mL程度である。
原紙の製造に使用されたパルプの変則フリーネスが前記の範囲内であれば、優れたプレススルー適性と透明性とを両立できる。
前述のように、パルプの叩解をある程度進めることで紙力は向上する。しかし、過剰に叩解を進めると逆に、繊維自体の傷みが進むため、紙力低下が起こる。
変則フリーネスが前記範囲の上限値以下であれば、紙力低下が起こり、紙基材3の破裂強度が低くなって、優れたプレススルー適性が得られる。
変則フリーネスが前記範囲の下限値以上であれば、過剰な紙力低下が生じにくく、蓋材として使用する上で問題は発生しにくいと考える。また、叩解に要する時間が長くならず、抄紙時の脱水性も良好であり、操業効率に優れる。
前述のように、パルプの叩解をある程度進めることで紙力は向上する。しかし、過剰に叩解を進めると逆に、繊維自体の傷みが進むため、紙力低下が起こる。
変則フリーネスが前記範囲の上限値以下であれば、紙力低下が起こり、紙基材3の破裂強度が低くなって、優れたプレススルー適性が得られる。
変則フリーネスが前記範囲の下限値以上であれば、過剰な紙力低下が生じにくく、蓋材として使用する上で問題は発生しにくいと考える。また、叩解に要する時間が長くならず、抄紙時の脱水性も良好であり、操業効率に優れる。
叩解により得られたパルプスラリーに各種製紙用内添薬品が添加され、抄紙原料が調成される。内添薬品としては、サイズ剤、紙力増強剤、湿潤紙力増強剤、硫酸バンド、カチオン化デンプン等の各種の定着剤が挙げられる。また、歩留向上剤、消泡剤、填料、着色剤などを任意に配合可能である。
このように調成した抄紙原料を定法により抄紙することで原紙が得られる。
原紙の坪量は、紙基材3の坪量および必要に応じて設けられるポリアクリルアミド樹脂を含む表面樹脂層の含有量に応じて設定される。
このように調成した抄紙原料を定法により抄紙することで原紙が得られる。
原紙の坪量は、紙基材3の坪量および必要に応じて設けられるポリアクリルアミド樹脂を含む表面樹脂層の含有量に応じて設定される。
原紙としてパーチメント紙を用いることによって、さらに透明性を高めることができる。
パーチメント紙は、原紙中のセルロース繊維の一部が不定形のアミロイドに変化したものであり、セルロース繊維を主成分とする原紙を硫酸、塩酸、蟻酸、酢酸などの酸で処理することによって得られる。
例えば、原紙を硫酸に浸漬した後、中和および/または水洗を繰り返し、乾燥する一連の工程によってパーチメント紙を作ることができる。
浸漬時間は、一概に限定することはできないが、原紙の厚み、密度、サイズ度、洗浄能力、乾燥能力などを考慮して、適宜調節することができる。
パーチメント紙は、原紙中のセルロース繊維の一部が不定形のアミロイドに変化したものであり、セルロース繊維を主成分とする原紙を硫酸、塩酸、蟻酸、酢酸などの酸で処理することによって得られる。
例えば、原紙を硫酸に浸漬した後、中和および/または水洗を繰り返し、乾燥する一連の工程によってパーチメント紙を作ることができる。
浸漬時間は、一概に限定することはできないが、原紙の厚み、密度、サイズ度、洗浄能力、乾燥能力などを考慮して、適宜調節することができる。
セルロースからなるパルプ繊維で構成された原紙を硫酸に浸漬することにより、セルロースは膨潤、加水分解して溶解する。溶解したセルロースは粘稠で半透明なゼラチン状の物質となり、原紙表面を被覆、繊維間を強く結びつけ、さらに紙層中の細孔、空隙を埋め、非常に緻密な紙層構造を形成する。その結果、紙層内での光の乱反射が軽減して、透明化が促進される。
セルロースの加水分解により生成したゼラチン状の物質は、中和および/または水洗工程によって加水分解反応が停止し、水和セルロースとなる。したがって、化学的には原紙と同一成分のセルロースによって、紙の空隙が閉塞されるために、透明性が向上するとともに、地合、或いは原紙層中の空隙に起因すると推定される微小な白斑点ムラが軽減され、結果的にムラのない、均一な透明性を有する原紙を得ることができる。
さらに本発明では、ヒートシールシートの透明度を87%以上にする手段として、紙基材に樹脂を含浸する方法、使用パルプ中にリグノセルロース原料を化学的処理や解繊処理することで得られる平均繊維幅2〜50nmの微細繊維状セルロース含有させることも可能である。
セルロースの加水分解により生成したゼラチン状の物質は、中和および/または水洗工程によって加水分解反応が停止し、水和セルロースとなる。したがって、化学的には原紙と同一成分のセルロースによって、紙の空隙が閉塞されるために、透明性が向上するとともに、地合、或いは原紙層中の空隙に起因すると推定される微小な白斑点ムラが軽減され、結果的にムラのない、均一な透明性を有する原紙を得ることができる。
さらに本発明では、ヒートシールシートの透明度を87%以上にする手段として、紙基材に樹脂を含浸する方法、使用パルプ中にリグノセルロース原料を化学的処理や解繊処理することで得られる平均繊維幅2〜50nmの微細繊維状セルロース含有させることも可能である。
本発明では、前記原紙の少なくとも前記熱接着層側の面にポリアクリルアミド樹脂を含む表面樹脂層を設けることにより、ヒートシールシートにイージーピール特性を付与することもできる。
ポリアクリルアミド樹脂は、(メタ)アクリルアミド単位を有する重合体である。「(メタ)アクリルアミド」は、アクリルアミドおよびメタクリルアミドの総称である。ポリアクリルアミド樹脂は、アクリルアミド単位およびメタクリルアミド単位のいずれか一方を有してもよく、両方を有してもよい。ポリアクリルアミド樹脂は、(メタ)アクリルアミド単位以外の他の単位を有していてもよい。
ポリアクリルアミド樹脂は、(メタ)アクリルアミド単位を有する重合体である。「(メタ)アクリルアミド」は、アクリルアミドおよびメタクリルアミドの総称である。ポリアクリルアミド樹脂は、アクリルアミド単位およびメタクリルアミド単位のいずれか一方を有してもよく、両方を有してもよい。ポリアクリルアミド樹脂は、(メタ)アクリルアミド単位以外の他の単位を有していてもよい。
ポリアクリルアミド樹脂としては、アニオン性ポリアクリルアミド樹脂、カチオン性ポリアクリルアミド樹脂、両性ポリアクリルアミド樹脂、ノニオン性ポリアクリルアミド樹脂等が挙げられる。これらはそれぞれ、製紙分野における紙力剤等として公知のものを使用でき、たとえば特開2002−317393号公報、特開2004−231901号公報、特開2014−205938号公報等に記載のものが挙げられる。
ポリアクリルアミド樹脂は、1種を単独で用いてもよく2種以上を組み合わせて用いてもよい。入手容易性の点では、アニオン性ポリアクリルアミド樹脂が好ましい。
アニオン性ポリアクリルアミド樹脂は、カルボキシ基、スルホン酸基、リン酸基、それらの塩等のアニオン性官能基を含有し、たとえば(メタ)アクリルアミドとアニオン性官能基含有モノマー(アクリル酸等)との共重合体、ポリ(メタ)アクリルアミドの部分加水分解物等が挙げられる。
アニオン性ポリアクリルアミド樹脂は、カルボキシ基、スルホン酸基、リン酸基、それらの塩等のアニオン性官能基を含有し、たとえば(メタ)アクリルアミドとアニオン性官能基含有モノマー(アクリル酸等)との共重合体、ポリ(メタ)アクリルアミドの部分加水分解物等が挙げられる。
ポリアクリルアミド樹脂としては、質量平均分子量(Mw)が5万〜50万であるものが好ましく、5万〜30万であるものがより好ましい。
ポリアクリルアミド樹脂の質量平均分子量が前記の範囲内であれば、原紙のISO2758に準じて測定される破裂強度を上昇させることなく紙基材表面の毛羽立ちを抑える効果がより優れる。質量平均分子量が前記範囲の下限値以上であれば、熱接着層5が剥離する際の紙基材3の表面の毛羽立ちを抑える効果が得られやすい。質量平均分子量が前記範囲の上限値以下であれば、下塗り剤が塗布するのに充分に粘度が低く、下塗り剤の調製および塗布が容易である。また、下塗り剤中のポリアクリルアミド樹脂の濃度を高くでき、目的の塗布量が得られやすい。質量平均分子量が50万を超えるものについては、内添の紙力剤としては用いられるが、溶液の粘度が高くなり、下塗り剤の調製および塗布が難しく、また満足な塗布量が得られにくい。
ポリアクリルアミド樹脂の質量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)により測定されるポリエチレンオキシド換算値である。
ポリアクリルアミド樹脂の質量平均分子量が前記の範囲内であれば、原紙のISO2758に準じて測定される破裂強度を上昇させることなく紙基材表面の毛羽立ちを抑える効果がより優れる。質量平均分子量が前記範囲の下限値以上であれば、熱接着層5が剥離する際の紙基材3の表面の毛羽立ちを抑える効果が得られやすい。質量平均分子量が前記範囲の上限値以下であれば、下塗り剤が塗布するのに充分に粘度が低く、下塗り剤の調製および塗布が容易である。また、下塗り剤中のポリアクリルアミド樹脂の濃度を高くでき、目的の塗布量が得られやすい。質量平均分子量が50万を超えるものについては、内添の紙力剤としては用いられるが、溶液の粘度が高くなり、下塗り剤の調製および塗布が難しく、また満足な塗布量が得られにくい。
ポリアクリルアミド樹脂の質量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)により測定されるポリエチレンオキシド換算値である。
表面樹脂層用塗料は、通常、液体媒体を含む。液体媒体としては、ポリアクリルアミド樹脂を溶解するものが好ましく、たとえば水が挙げられる。
表面樹脂層は、必要に応じて、本発明の効果を損なわない範囲で、ポリアクリルアミド樹脂以外の他の成分を含んでもよい。
他の成分としては、特に限定するものではないが、たとえばデンプン、変性デンプン、ポリビニルアルコール、変性ポリビニルアルコール、ヒドロキシエチルセルロース、メチルセルロース、カルボキシメチルセルロース、ゼラチン、カゼイン、アラビアガム、ジイソブチレン・無水マレイン酸共重合体塩、スチレン・無水マレイン酸共重合体塩等の水溶性高分子化合物、スチレン−ブタジエン共重合体エマルション、アクリル酸エステル共重合体エマルション、ウレタン樹脂、尿素樹脂、スチレン−アクリル樹脂エマルション、エチレン−アクリル樹脂エマルション等の水性高分子化合物、離型剤、消泡剤、分散剤、濡れ剤、有色染料、有色顔料、白色顔料等が挙げられる。これらはいずれか1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
他の成分としては、特に限定するものではないが、たとえばデンプン、変性デンプン、ポリビニルアルコール、変性ポリビニルアルコール、ヒドロキシエチルセルロース、メチルセルロース、カルボキシメチルセルロース、ゼラチン、カゼイン、アラビアガム、ジイソブチレン・無水マレイン酸共重合体塩、スチレン・無水マレイン酸共重合体塩等の水溶性高分子化合物、スチレン−ブタジエン共重合体エマルション、アクリル酸エステル共重合体エマルション、ウレタン樹脂、尿素樹脂、スチレン−アクリル樹脂エマルション、エチレン−アクリル樹脂エマルション等の水性高分子化合物、離型剤、消泡剤、分散剤、濡れ剤、有色染料、有色顔料、白色顔料等が挙げられる。これらはいずれか1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
表面樹脂層中のポリアクリルアミド樹脂の含有量(濃度)は、下塗り剤中の総固形分(100質量%)に対し、50〜100質量%が好ましく、80〜100質量%がより好ましい。ポリアクリルアミド樹脂の含有量が前記範囲の下限値以上であればイージーピール適性が良好である。総固形分は、表面樹脂層塗料から液体媒体を除いた全量であり、ポリアクリルアミド樹脂と他の成分との合計である。
原紙への表面樹脂層用塗料の塗布量は、ポリアクリルアミド樹脂の量に応じて設定される。
熱接着層5側の面における表面樹脂層の塗布量は、ポリアクリルアミド樹脂の量に換算して、0.1〜10.0g/m2であり、0.2〜3.0g/m2がより好ましい。熱接着層5側の面におけるポリアクリルアミド樹脂の塗布量が前記範囲の下限値以上であれば、イージーピール時に紙基材3と熱接着層5とが良好に剥離し、紙基材3の表面の毛羽立ちや基材破壊が生じにくい。該塗布量が前記範囲の上限値以下であれば、ヒートシールシート1の破裂強度が低く抑えられ、プレススルー適性が優れる。
熱接着層5側の面における表面樹脂層の塗布量は、ポリアクリルアミド樹脂の量に換算して、0.1〜10.0g/m2であり、0.2〜3.0g/m2がより好ましい。熱接着層5側の面におけるポリアクリルアミド樹脂の塗布量が前記範囲の下限値以上であれば、イージーピール時に紙基材3と熱接着層5とが良好に剥離し、紙基材3の表面の毛羽立ちや基材破壊が生じにくい。該塗布量が前記範囲の上限値以下であれば、ヒートシールシート1の破裂強度が低く抑えられ、プレススルー適性が優れる。
熱接着層5側とは反対側の面に表面樹脂層が設けられる場合、その含有量は特に限定されないが、ポリアクリルアミド樹脂の量に換算して、10g/m2以下が好ましく、0.1〜5g/m2がより好ましく、0.2〜3.0g/m2がさらに好ましい。該含有量が前記範囲の上限値以下であれば、ヒートシールシート1の破裂強度が低く抑えられ、プレススルー適性が優れる。
表面樹脂層用塗料の塗布方法としては、特に限定されず、各種公知の湿式塗布法を利用して行うことができる。たとえば抄紙機のオンマシンサイズプレス装置やトランスファーロールコーター(シムサイザー、ゲートロールコーター等)、スプレー装置等を用いて行うことができる。また、オフマシンでは、一般的な塗工装置、例えばブレードコーター、エアーナイフコーター、ロールコーター、リバースロールコーター、シムサイザー、ゲートロールコーター、バーコーター、カーテンコーター、スロットダイコーター、グラビアコーター、チャンプレックスコーター、ブラシコーター、ツーロールコーター、ビルブレードコーター、ショートドウェルコーター等を用いて塗布することができる。
操業性、生産性を考慮すれば、下塗り剤の塗布および乾燥は、オンマシン式で行われることが好ましい。従って、原紙を抄紙する抄紙機の形式については、長網抄紙機、短網抄紙機、円網抄紙機等、特に限定されるものではないが、オンマシンで塗工機が装備されているものを用いることが好ましい。
操業性、生産性を考慮すれば、下塗り剤の塗布および乾燥は、オンマシン式で行われることが好ましい。従って、原紙を抄紙する抄紙機の形式については、長網抄紙機、短網抄紙機、円網抄紙機等、特に限定されるものではないが、オンマシンで塗工機が装備されているものを用いることが好ましい。
塗布された表面樹脂層用塗料は、通常、少なくとも一部が原紙に浸み込み、塗布後の原紙中にはポリアクリルアミド樹脂が含まれている。表面樹脂層用塗料の一部が原紙に浸み込んだ場合、浸み込まなかった表面樹脂層用塗料が塗布面上で乾燥することにより、原紙の塗布面上にポリアクリルアミド樹脂を含む表面樹脂層が形成される。
紙基材3は、原紙の塗布面上に表面樹脂層を有していてもよく有していなくてもよい。表面樹脂層を有しない場合でも、原紙の表面およびその近傍にポリアクリルアミド樹脂が含浸しているため、優れたイージーピール適性が得られる。表面樹脂層の有無は、表面と中層部分をかみそり等で削いで、熱分解GCMS(ガスクロマトグラフ質量分析)等で確認が可能である。
原紙中のポリアクリルアミド樹脂の濃度(原紙の厚さ方向における濃度)は均一でもよく、原紙の表面から内側に向かって濃度が低下していくような濃度勾配を有していてもよい。
原紙中のポリアクリルアミド樹脂の濃度(原紙の厚さ方向における濃度)は均一でもよく、原紙の表面から内側に向かって濃度が低下していくような濃度勾配を有していてもよい。
紙基材3の坪量は、18g/m2以上であり、20g/m2以上が好ましい。紙基材3の坪量が前記下限値以上であれば、イージーピールに耐えうる強度が得られやすく、剥離時の基材破壊が起こりにくい。
紙基材3の坪量の上限は特に限定されないが、ヒートシールシート1をプレススルー包装体用蓋材として用いる場合は、50g/m2以下であることが好ましく、40g/m2以下がより好ましく、35g/m2以下がさらに好ましい。紙基材3の坪量が前記上限値以下であれば、ヒートシールシート1の破裂強度を低く抑えることができ、プレススルー包装体のポケット部から被収容物を押し出すのに必要な力が少なく、プレススルー適性に優れる。
紙基材3の坪量は、JIS P 8124:2011に準拠して測定される。原紙の坪量も同様である。
紙基材3の坪量の上限は特に限定されないが、ヒートシールシート1をプレススルー包装体用蓋材として用いる場合は、50g/m2以下であることが好ましく、40g/m2以下がより好ましく、35g/m2以下がさらに好ましい。紙基材3の坪量が前記上限値以下であれば、ヒートシールシート1の破裂強度を低く抑えることができ、プレススルー包装体のポケット部から被収容物を押し出すのに必要な力が少なく、プレススルー適性に優れる。
紙基材3の坪量は、JIS P 8124:2011に準拠して測定される。原紙の坪量も同様である。
紙基材3の密度は、0.95〜1.30g/cm3が好ましく、1.00〜1.25g/cm3がより好ましい。紙基材3の密度が前記下限値以上であれば、プレススルー適性がより優れる。紙基材3の密度が前記上限値以下であれば、イージーピール適性がより優れる。
紙基材3の密度は、JIS P 8118:1998に準拠して厚さを測定して、厚さと坪量の測定値から計算で求められる。
紙基材3の密度は、JIS P 8118:1998に準拠して厚さを測定して、厚さと坪量の測定値から計算で求められる。
(熱接着層)
熱接着層5を構成する材料は、特に限定されず、各種熱接着性を発現する材料が使用でき、熱接着層5が熱接着される被着体(たとえばヒートシールシートがPTPの蓋材である場合はPTPの容器)の材質や熱接着条件に応じて適宜選択される。
熱接着性を発現する材料としては、たとえば、エチレン−酢酸ビニル共重合体、エチレン−(メタ)アクリル酸共重合体、アクリル酸エステル重合体、ポリエチレン、ポリエチレン−ポリブテン混合体等が挙げられる。これらはいずれか1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
熱接着層5を構成する材料は、特に限定されず、各種熱接着性を発現する材料が使用でき、熱接着層5が熱接着される被着体(たとえばヒートシールシートがPTPの蓋材である場合はPTPの容器)の材質や熱接着条件に応じて適宜選択される。
熱接着性を発現する材料としては、たとえば、エチレン−酢酸ビニル共重合体、エチレン−(メタ)アクリル酸共重合体、アクリル酸エステル重合体、ポリエチレン、ポリエチレン−ポリブテン混合体等が挙げられる。これらはいずれか1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
熱接着層5は、たとえば、上記の材料と液体媒体とを含むヒートシール剤を、紙基材3の一方の面に塗布し乾燥することにより形成できる。
ヒートシール剤は、上記の材料が水に溶解または分散した水系ヒートシール剤でもよく、上記の材料が溶剤に溶解した溶剤系ヒートシール剤でもよい。
水系ヒートシール剤としては、たとえば、エチレン−酢酸ビニル共重合体エマルション、エチレン−(メタ)アクリル酸共重合体エマルション、アクリル酸エステル重合体エマルション、ポリエチレンエマルション、ポリエチレン−ポリブテン混合体エマルション等が挙げられる。これらのなかでも、エチレン−酢酸ビニル共重合体エマルション、アクリル酸エステルエマルション、ポリエチレンエマルションが、安定した剥離力を発現し、且つISO2758に準じて測定した破裂強度を上昇させることなく紙基材表面のケバ立ちを抑える効果が高いため、好ましい。
ヒートシール剤は、上記の材料が水に溶解または分散した水系ヒートシール剤でもよく、上記の材料が溶剤に溶解した溶剤系ヒートシール剤でもよい。
水系ヒートシール剤としては、たとえば、エチレン−酢酸ビニル共重合体エマルション、エチレン−(メタ)アクリル酸共重合体エマルション、アクリル酸エステル重合体エマルション、ポリエチレンエマルション、ポリエチレン−ポリブテン混合体エマルション等が挙げられる。これらのなかでも、エチレン−酢酸ビニル共重合体エマルション、アクリル酸エステルエマルション、ポリエチレンエマルションが、安定した剥離力を発現し、且つISO2758に準じて測定した破裂強度を上昇させることなく紙基材表面のケバ立ちを抑える効果が高いため、好ましい。
ヒートシール剤の塗布方法としては、特に限定されず、各種公知の湿式塗布法を利用して行うことができる。たとえば下塗り剤の塗布方法と同様の方法が挙げられる。
乾燥設備については、シリンダードライヤーによる塗布面直接接触方式では、ドライヤーやカンバスが汚染する虞があるため、塗布面と接触しないエアードラーヤーや赤外線ヒーター等の乾燥設備による乾燥が好ましい。
乾燥設備については、シリンダードライヤーによる塗布面直接接触方式では、ドライヤーやカンバスが汚染する虞があるため、塗布面と接触しないエアードラーヤーや赤外線ヒーター等の乾燥設備による乾燥が好ましい。
熱接着層5の坪量(ヒートシール剤の乾燥塗布量)は、特に限定されず、熱接着層5が接着される被着体の材質やヒートシール条件に応じて適宜選択される。好ましくは0.1〜30g/m2であり、より好ましくは0.5〜20g/m2である。熱接着層5の坪量が0.1g/m2以上であれば、満足な熱接着力が得られやすい。たとえばPTPの蓋材として容器に熱接着された場合、ポケット部を押し込んで被収容物を押し出す際に、蓋材が剥がれにくい。熱接着層5の坪量が30g/m2以下であれば、イージーピール時に紙基材3の破壊が発生しにくい。また、熱接着層5が曳糸性を発現しにくく、被収容物の汚染が生じにくい。
(破裂強度)
ヒートシールシート1は、ISO2758に準じて測定される破裂強度が、40〜200kPaであることが好ましく、50〜150kPaがより好ましく、60〜130kPaがさらに好ましい。
破裂強度が200kPa以下であると、ヒートシールシート1をプレススルー包装体用蓋材として用いた場合に、被収容物を取り出すためにポケット部を押し込んで蓋材を押し破るのに要する力が大きくならず、非力な人でも負担が小さい。また、力の掛け具合の調節が容易であり、力を掛けたときに被収容物を飛び出させることなく蓋材を押し破ることができる。また、取り出された被収容物への蓋材の付着、このような被収容物を服用することによる蓋材の誤飲等が生じにくい。また、蓋材を押し破るために必要な力が小さいため、蓋材を押し破る際に被収容物の変形や割れが生じにくい。特に顆粒状の薬剤を内包したカプセル剤の場合、カプセル剤の変形は押し出しに支障を来たす虞がある。
ヒートシールシート1は、ISO2758に準じて測定される破裂強度が、40〜200kPaであることが好ましく、50〜150kPaがより好ましく、60〜130kPaがさらに好ましい。
破裂強度が200kPa以下であると、ヒートシールシート1をプレススルー包装体用蓋材として用いた場合に、被収容物を取り出すためにポケット部を押し込んで蓋材を押し破るのに要する力が大きくならず、非力な人でも負担が小さい。また、力の掛け具合の調節が容易であり、力を掛けたときに被収容物を飛び出させることなく蓋材を押し破ることができる。また、取り出された被収容物への蓋材の付着、このような被収容物を服用することによる蓋材の誤飲等が生じにくい。また、蓋材を押し破るために必要な力が小さいため、蓋材を押し破る際に被収容物の変形や割れが生じにくい。特に顆粒状の薬剤を内包したカプセル剤の場合、カプセル剤の変形は押し出しに支障を来たす虞がある。
破裂強度が40kPa以上であると、イージーピールに耐え得る充分な強度を有し、剥離時に紙基材3の破壊が生じにくい。また、ヒートシールシート1をPTP用蓋材として用いた場合に、小さな衝撃で被収容物が押し出されにくく、プレススルー包装体の取り扱いが容易になる。
ヒートシールシート1の破裂強度は、紙基材3の製造に使用されるパルプのフリーネス(標準フリーネス、変則フリーネス)、紙基材3の坪量、表面樹脂層の塗布量等により調整される。
ヒートシールシート1の破裂強度は、紙基材3の製造に使用されるパルプのフリーネス(標準フリーネス、変則フリーネス)、紙基材3の坪量、表面樹脂層の塗布量等により調整される。
(製造方法)
ヒートシールシート1は、たとえば、以下の工程(α1)〜(α4)を有する製造方法により製造できる。
(α1)パルプを水の存在下で叩解してパルプスラリーを得、該パルプスラリーに製紙用内添薬品を添加して抄紙原料を調成し、該抄紙原料を抄紙することで原紙を得る工程。
(α2)必要に応じて、原紙をパーチメント紙に加工する工程。
(α3)必要に応じて、原紙の少なくとも一方の面に表面樹脂層用塗料を塗布し乾燥することで紙基材3を得る工程。
(α4)紙基材3の一方の面(表面樹脂層を有する場合はその面)にヒートシール剤を塗布し乾燥することで熱接着層5を形成し、ヒートシールシート1を得る工程。
工程(α1)〜(α4)はそれぞれ前述の手順で実施できる。
ヒートシールシート1は、たとえば、以下の工程(α1)〜(α4)を有する製造方法により製造できる。
(α1)パルプを水の存在下で叩解してパルプスラリーを得、該パルプスラリーに製紙用内添薬品を添加して抄紙原料を調成し、該抄紙原料を抄紙することで原紙を得る工程。
(α2)必要に応じて、原紙をパーチメント紙に加工する工程。
(α3)必要に応じて、原紙の少なくとも一方の面に表面樹脂層用塗料を塗布し乾燥することで紙基材3を得る工程。
(α4)紙基材3の一方の面(表面樹脂層を有する場合はその面)にヒートシール剤を塗布し乾燥することで熱接着層5を形成し、ヒートシールシート1を得る工程。
工程(α1)〜(α4)はそれぞれ前述の手順で実施できる。
(作用効果)
ヒートシール1にあっては、特定の透明度と、特定の坪量を有する紙基材3を基材とするため、プレススルー包装体用蓋材に使用される場合、内容物の視認性に優れる。
また、毛羽立ちや紙片の剥離が抑制されているため、毛羽立った部分から脱落した繊維や剥離した紙片が被着体や被収容物に付着することを防止できる。また、被収容物を服用する場合に、付着した繊維や紙片を誤飲することを防止できる。
また、ヒートシール1にあっては、基材が紙を主体とするため、基材にアルミニウム箔を用いたものに比べて、ヒートシールの破片を誤飲したときの人体への負荷が少ない。
ヒートシール1にあっては、特定の透明度と、特定の坪量を有する紙基材3を基材とするため、プレススルー包装体用蓋材に使用される場合、内容物の視認性に優れる。
また、毛羽立ちや紙片の剥離が抑制されているため、毛羽立った部分から脱落した繊維や剥離した紙片が被着体や被収容物に付着することを防止できる。また、被収容物を服用する場合に、付着した繊維や紙片を誤飲することを防止できる。
また、ヒートシール1にあっては、基材が紙を主体とするため、基材にアルミニウム箔を用いたものに比べて、ヒートシールの破片を誤飲したときの人体への負荷が少ない。
透明性およびプレススルー適性が共に優れている場合、ヒートシール1はプレススルー包装体用蓋材として有用である。
ただし、ヒートシール1の用途はプレススルー包装体用蓋材に限定されず、プレススルー包装体以外の用途、たとえばヒートシールシートを袋状に加工した包装体、ブリスターパック用蓋材、ストローを突き刺して飲用する液体容器用蓋材等の用途にも適用できる。
ただし、ヒートシール1の用途はプレススルー包装体用蓋材に限定されず、プレススルー包装体以外の用途、たとえばヒートシールシートを袋状に加工した包装体、ブリスターパック用蓋材、ストローを突き刺して飲用する液体容器用蓋材等の用途にも適用できる。
以上、本発明のヒートシールシートについて、実施形態を示して説明したが、本発明は上記実施形態に限定されない。上記実施形態における各構成及びそれらの組み合わせ等は一例であり、本発明の趣旨を逸脱しない範囲内で、構成の付加、省略、置換、およびその他の変更が可能である。
たとえば、ヒートシールシート1の紙基材3と熱接着層5との間に他の層を有してもよい。他の層としては、たとえば水蒸気バリア層、酸素バリア層、印刷層、印刷適性向上層、オーバープリント層、遮光層等が挙げられる。紙基材3と熱接着層5との間に設けられる他の層は1層でもよく2層以上でもよい。
また、紙基材3の熱接着層5側とは反対側の面に印刷層を有してもよい。印刷層上にさらにオーバープリント層を有してもよい。
たとえば、ヒートシールシート1の紙基材3と熱接着層5との間に他の層を有してもよい。他の層としては、たとえば水蒸気バリア層、酸素バリア層、印刷層、印刷適性向上層、オーバープリント層、遮光層等が挙げられる。紙基材3と熱接着層5との間に設けられる他の層は1層でもよく2層以上でもよい。
また、紙基材3の熱接着層5側とは反対側の面に印刷層を有してもよい。印刷層上にさらにオーバープリント層を有してもよい。
<プレススルー包装体>
本発明のプレススルー包装体は、容器と蓋材とを備え、前記容器が、被収容物を収容する複数のポケット部と、該複数のポケット部の開口の周囲に設けられ、前記蓋材と貼り合わされるフランジ部とを備えるものであって、 前記蓋材が、本発明のヒートシールシートからなることを特徴とする。
本発明のプレススルー包装体は、容器と蓋材とを備え、前記容器が、被収容物を収容する複数のポケット部と、該複数のポケット部の開口の周囲に設けられ、前記蓋材と貼り合わされるフランジ部とを備えるものであって、 前記蓋材が、本発明のヒートシールシートからなることを特徴とする。
以下、本発明のプレススルー包装体について、添付の図面を参照し、実施形態を示して説明する。なお、以下において、前出の実施形態に対応する構成要素には同一の符号を付してその詳細な説明を省略する。
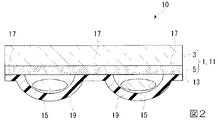
図2は、本発明のプレススルー包装体の第一実施形態を模式的に示す断面図である。
本実施形態のプレススルー包装体10は、蓋材11と、容器13とを備える。
蓋材11は、図1に示したヒートシールシート1からなり、熱接着層5側を容器13側に向けて配置されている。
図2は、本発明のプレススルー包装体の第一実施形態を模式的に示す断面図である。
本実施形態のプレススルー包装体10は、蓋材11と、容器13とを備える。
蓋材11は、図1に示したヒートシールシート1からなり、熱接着層5側を容器13側に向けて配置されている。
容器13は、被収容物19を収容する複数のポケット部15と、該複数のポケット部15の開口の周囲に設けられ、蓋材11と貼り合わされるフランジ部17とを備える。
フランジ部17の蓋材11側の表面は平面状であり、蓋材11と密着する。
複数のポケット部15はそれぞれ、フランジ部17の蓋材11側とは反対側の表面から突出して形成されており、突出した部分の内側に、被収容物19を収容する凹部を有する。凹部は、フランジ部17の蓋材11側の表面に開口し、該開口が蓋材11で封止されることにより、被収容物19を収容する空間が形成されている。
フランジ部17の蓋材11側の表面は平面状であり、蓋材11と密着する。
複数のポケット部15はそれぞれ、フランジ部17の蓋材11側とは反対側の表面から突出して形成されており、突出した部分の内側に、被収容物19を収容する凹部を有する。凹部は、フランジ部17の蓋材11側の表面に開口し、該開口が蓋材11で封止されることにより、被収容物19を収容する空間が形成されている。
(蓋材)
蓋材11を構成するヒートシールシート1としては、前述のとおり、紙基材3の原紙の製造に使用されるパルプの叩解度が、標準フリーネスで600mL以下であるものが使用され、350mL以下であるものが好ましい。標準フリーネスが前記上限値以下であれば、蓋材11のイージーピール適性が優れる。
前記パルプの叩解度は、前記変則フリーネスで50〜350mLがより好ましく、100〜300mLがさらに好ましい。変則フリーネスが前記の範囲内であれば、優れた錠剤視認性とプレススルー適性とを両立できる。
蓋材11を構成するヒートシールシート1としては、前述のとおり、紙基材3の原紙の製造に使用されるパルプの叩解度が、標準フリーネスで600mL以下であるものが使用され、350mL以下であるものが好ましい。標準フリーネスが前記上限値以下であれば、蓋材11のイージーピール適性が優れる。
前記パルプの叩解度は、前記変則フリーネスで50〜350mLがより好ましく、100〜300mLがさらに好ましい。変則フリーネスが前記の範囲内であれば、優れた錠剤視認性とプレススルー適性とを両立できる。
蓋材11を構成するヒートシールシート1は、紙基材3の坪量が18〜50g/m2であることが好ましい。紙基材3の坪量の上限、下限それぞれの好ましい値は前記と同様である。紙基材3の坪量が前記範囲の下限値以上であれば、蓋材として使用した場合に十分な強度が得られやすく、剥離時の基材破壊が起こりにくい。紙基材3の坪量が前記範囲の上限値以下であれば、ヒートシールシート1の破裂強度を低く抑えることができ、プレススルー包装体10のポケット部15から被収容物19を押し出すのに必要な力が少なく、プレススルー適性、且つ透明性に優れる。
(容器)
容器13の材質は、特に限定されず、公知の各種の素材が使用できる。例えばポリプロピレン樹脂、ポリエチレンテレフタレート樹脂、ポリ塩化ビニル樹脂、ポリ塩化ビニリデン樹脂、ポリ塩化ビニル−ポリ塩化ビニリデン複合樹脂等が挙げられる。
容器13の材質は、特に限定されず、公知の各種の素材が使用できる。例えばポリプロピレン樹脂、ポリエチレンテレフタレート樹脂、ポリ塩化ビニル樹脂、ポリ塩化ビニリデン樹脂、ポリ塩化ビニル−ポリ塩化ビニリデン複合樹脂等が挙げられる。
容器13は、たとえば、前述の素材のシートに複数のポケット部15を成形することにより製造できる。ポケット部15の成形方法については、特に限定するものではないが、たとえばプラグアシスト成形法、真空成形法、圧空成形法、真空圧空成形法、熱プレス法等が挙げられる。
蓋材をイージーピールさせる場合、11と容器13との剥離強度は、特に限定しないが、たとえば下記の剥離強度が、0.060〜0.700kN/mであることが好ましく、0.130〜0.450kN/mであることがより好ましい。剥離強度が前記範囲の下限値以上であれば、ポケット部15を押し込んで被収容物19を取り出す際に蓋材11が剥離しにくい。剥離強度が前記範囲の上限値以下であれば、イージーピール方式での剥離時に基材破壊を来たさずに剥離できる。
剥離強度:引張試験機(例えば、テンシロンRTC−1250A、オリエンテック社製)を用いて、JIS P 8113:2006に準じて、幅15mmに断裁したPTP10の蓋材11、容器13それぞれの端部をチャッキングして180°ピール法で剥離速度300mm/分にて測定した剥離強度。
剥離強度:引張試験機(例えば、テンシロンRTC−1250A、オリエンテック社製)を用いて、JIS P 8113:2006に準じて、幅15mmに断裁したPTP10の蓋材11、容器13それぞれの端部をチャッキングして180°ピール法で剥離速度300mm/分にて測定した剥離強度。
(製造方法)
プレススルー包装体10は、たとえば、容器13のポケット部15に被収容物19を収容し、該容器13に、蓋材11を、ポケット部15の開口を封止するように重ねて熱接着することにより製造できる。熱圧着条件としては、特に限定されない。
被収容物19としては、特に限定されず、たとえば錠剤、坐剤、カプセル剤等の薬剤、菓子(飴、チョコレート等)等の食品、化粧品等が挙げられる。
プレススルー包装体10は、たとえば、容器13のポケット部15に被収容物19を収容し、該容器13に、蓋材11を、ポケット部15の開口を封止するように重ねて熱接着することにより製造できる。熱圧着条件としては、特に限定されない。
被収容物19としては、特に限定されず、たとえば錠剤、坐剤、カプセル剤等の薬剤、菓子(飴、チョコレート等)等の食品、化粧品等が挙げられる。
(作用効果)
従来、蓋材の基材がアルミ箔を主体とする場合、優れたプレススルー適性と内封物視認性を両立することは難しかった。
プレススルー包装体10にあっては、蓋材11がヒートシール1からなるため、優れたプレススルー適性と内封物視認性とを両立できる。たとえば充分に少ない力でポケット部15を押し込んで蓋材11を破断させ、被収容物19を取り出すことができる。
また、蓋材が紙を主体とするため、従来のアルミ箔を用いたものに比べて、蓋材を誤飲したときの人体への負荷が少ない。また、ヒートシール剤により密封されることにより埃等の異物混入を防ぐことができる。
したがって、プレススルー包装体10は、実用上極めて有用なものである。
従来、蓋材の基材がアルミ箔を主体とする場合、優れたプレススルー適性と内封物視認性を両立することは難しかった。
プレススルー包装体10にあっては、蓋材11がヒートシール1からなるため、優れたプレススルー適性と内封物視認性とを両立できる。たとえば充分に少ない力でポケット部15を押し込んで蓋材11を破断させ、被収容物19を取り出すことができる。
また、蓋材が紙を主体とするため、従来のアルミ箔を用いたものに比べて、蓋材を誤飲したときの人体への負荷が少ない。また、ヒートシール剤により密封されることにより埃等の異物混入を防ぐことができる。
したがって、プレススルー包装体10は、実用上極めて有用なものである。
以上、本発明のプレススルー包装体について、実施形態を示して説明したが、本発明は上記実施形態に限定されない。上記実施形態における各構成及びそれらの組み合わせ等は一例であり、本発明の趣旨を逸脱しない範囲内で、構成の付加、省略、置換、およびその他の変更が可能である。
たとえば、蓋材11を構成するヒートシールシートは、本発明のヒートシールシートであればよく、ヒートシールシート1に限定されない。
また、容器13の少なくとも片面に印刷層を有してもよい。印刷層上にさらにオーバープリント層を有してもよい。
たとえば、蓋材11を構成するヒートシールシートは、本発明のヒートシールシートであればよく、ヒートシールシート1に限定されない。
また、容器13の少なくとも片面に印刷層を有してもよい。印刷層上にさらにオーバープリント層を有してもよい。
以下に実施例を挙げて本発明を具体的に説明する。なお、本発明はこれらの例に何ら限定されるものではない。
<実施例1>
[紙基材の製造]
針葉樹晒クラフトパルプ(NBKP)をDDRにて、変則フリーネス(パルプ採取量0.3g/L)が220mLになるように叩解し、パルプスラリーを得た。該パルプスラリーに内添薬品として、パルプ質量に対し、絶乾で硫酸バンド1%、濾水性向上剤(商品名:ソフトール(登録商標)3503、油化産業社製)0.07%を添加し、抄紙原料を得た。該抄紙原料を長網抄紙機で抄紙して原紙を得た。
次いで、原紙をオフマシンスーパーカレンダー処理し、密度1.05g/cm3の紙基材を得た。
[紙基材の製造]
針葉樹晒クラフトパルプ(NBKP)をDDRにて、変則フリーネス(パルプ採取量0.3g/L)が220mLになるように叩解し、パルプスラリーを得た。該パルプスラリーに内添薬品として、パルプ質量に対し、絶乾で硫酸バンド1%、濾水性向上剤(商品名:ソフトール(登録商標)3503、油化産業社製)0.07%を添加し、抄紙原料を得た。該抄紙原料を長網抄紙機で抄紙して原紙を得た。
次いで、原紙をオフマシンスーパーカレンダー処理し、密度1.05g/cm3の紙基材を得た。
[ヒートシールシートの製造]
上記で得られた紙基材の片面に、バーコーターを用いて、エチレン−酢酸ビニル共重合体エマルション系ヒートシール剤(商品名:EA−H700、東洋インキ社製)を、乾燥後の塗布量が3.0g/m2となるように塗布および乾燥して熱接着層を形成し、坪量30.0g/m2のヒートシールシートを得た。
上記で得られた紙基材の片面に、バーコーターを用いて、エチレン−酢酸ビニル共重合体エマルション系ヒートシール剤(商品名:EA−H700、東洋インキ社製)を、乾燥後の塗布量が3.0g/m2となるように塗布および乾燥して熱接着層を形成し、坪量30.0g/m2のヒートシールシートを得た。
[PTPの製造]
以下の容器を用意し、上記で得られたヒートシールシートを蓋材として用いて以下の手順でPTPを製造した。
容器:直径10mm、深さ5mmのポケット部が12個(6個×2列)設けられた、厚さ250μmのポリ塩化ビニル樹脂フィルム製のPTP用容器。
上記容器のポケット部に薬剤(感冒薬、商品名:新ルル−A錠、第一三共ヘルスケア社製、錠剤の直径9.5mm、厚さ4mm)を充填し、蓋材を、熱接着層側の面が容器と接するように重ね、熱プレス試験機を用いて、150℃、3.0kgf/cm2、1.1秒間の熱圧着条件で熱圧着して、上記薬剤が封緘されたPTPを製造した。
以下の容器を用意し、上記で得られたヒートシールシートを蓋材として用いて以下の手順でPTPを製造した。
容器:直径10mm、深さ5mmのポケット部が12個(6個×2列)設けられた、厚さ250μmのポリ塩化ビニル樹脂フィルム製のPTP用容器。
上記容器のポケット部に薬剤(感冒薬、商品名:新ルル−A錠、第一三共ヘルスケア社製、錠剤の直径9.5mm、厚さ4mm)を充填し、蓋材を、熱接着層側の面が容器と接するように重ね、熱プレス試験機を用いて、150℃、3.0kgf/cm2、1.1秒間の熱圧着条件で熱圧着して、上記薬剤が封緘されたPTPを製造した。
<実施例2>
実施例1の紙基材の製造において、パルプの変則フリーネスを300mLとした以外は実施例1と同様にして紙基材、ヒートシールシートおよびPTPを順次製造した。
<実施例3>
実施例2の紙基材の製造において、紙基材の坪量を20g/m2とした以外は実施例2と同様にして紙基材、ヒートシールシートおよびPTPを順次製造した。
<実施例4>
実施例2の紙基材の製造において、紙基材の坪量を40g/m2とした以外は実施例2と同様にして紙基材、ヒートシールシートおよびPTPを順次製造した。
<実施例5>
実施例1の紙基材の製造において、スーパーカレンダー処理後の原紙をさらにパーチメント加工機を用いてパーチメント紙に加工して紙基材を得た以外は実施例1と同様にして紙基材、ヒートシールシートおよびPTPを順次製造した。
実施例1の紙基材の製造において、パルプの変則フリーネスを300mLとした以外は実施例1と同様にして紙基材、ヒートシールシートおよびPTPを順次製造した。
<実施例3>
実施例2の紙基材の製造において、紙基材の坪量を20g/m2とした以外は実施例2と同様にして紙基材、ヒートシールシートおよびPTPを順次製造した。
<実施例4>
実施例2の紙基材の製造において、紙基材の坪量を40g/m2とした以外は実施例2と同様にして紙基材、ヒートシールシートおよびPTPを順次製造した。
<実施例5>
実施例1の紙基材の製造において、スーパーカレンダー処理後の原紙をさらにパーチメント加工機を用いてパーチメント紙に加工して紙基材を得た以外は実施例1と同様にして紙基材、ヒートシールシートおよびPTPを順次製造した。
<実施例6>
実施例1の紙基材の製造において、抄紙原料を長網抄紙機で抄紙して原紙を得た後、抄紙機に付設されたゲートロールコーターにて、下記の下塗り剤(A)を、片面の乾燥後の塗布量が1.1g/m2(両面で2.2g/m2)となるように塗布および乾燥し、オフマシンカレンダーにて平滑化処理を行って、坪量30g/m2、密度1.05g/cm3の紙基材を得た。
下塗り剤(A):アニオン性ポリアクリルアミド樹脂(質量平均分子量20万)の水溶液(荒川化学工業社製のポリマセット(登録商標)512を水で希釈してアニオン性ポリアクリルアミド樹脂濃度10質量%に調整したもの)。
次に、上記で得られた紙基材の片面に、バーコーターを用いて、エチレン−酢酸ビニル共重合体エマルション系ヒートシール剤(商品名:EA−H700、東洋インキ社製)を、乾燥後の塗布量が1.4g/m2となるように塗布および乾燥して熱接着層を形成し、ヒートシールシートを得た。
実施例1の紙基材の製造において、抄紙原料を長網抄紙機で抄紙して原紙を得た後、抄紙機に付設されたゲートロールコーターにて、下記の下塗り剤(A)を、片面の乾燥後の塗布量が1.1g/m2(両面で2.2g/m2)となるように塗布および乾燥し、オフマシンカレンダーにて平滑化処理を行って、坪量30g/m2、密度1.05g/cm3の紙基材を得た。
下塗り剤(A):アニオン性ポリアクリルアミド樹脂(質量平均分子量20万)の水溶液(荒川化学工業社製のポリマセット(登録商標)512を水で希釈してアニオン性ポリアクリルアミド樹脂濃度10質量%に調整したもの)。
次に、上記で得られた紙基材の片面に、バーコーターを用いて、エチレン−酢酸ビニル共重合体エマルション系ヒートシール剤(商品名:EA−H700、東洋インキ社製)を、乾燥後の塗布量が1.4g/m2となるように塗布および乾燥して熱接着層を形成し、ヒートシールシートを得た。
<比較例1>
実施例1の紙基材の製造において、パルプの変則フリーネスを460mLとした以外は実施例1と同様にして紙基材、ヒートシールシートおよびPTPを順次製造した。
<比較例2>
実施例1の紙基材の製造において、紙基材の坪量を55g/m2とした以外は実施例1と同様にして紙基材、ヒートシールシートおよびPTPを順次製造した。
実施例1の紙基材の製造において、パルプの変則フリーネスを460mLとした以外は実施例1と同様にして紙基材、ヒートシールシートおよびPTPを順次製造した。
<比較例2>
実施例1の紙基材の製造において、紙基材の坪量を55g/m2とした以外は実施例1と同様にして紙基材、ヒートシールシートおよびPTPを順次製造した。
表1に、実施例1〜6、比較例1、2それぞれにおけるパルプの変則フリーネス、原紙の坪量、原紙に塗布した下塗り剤の種類および片面あたりの塗布量、ならびに紙基材の坪
量および密度をそれぞれ示す。
量および密度をそれぞれ示す。
<評価>
実施例1〜6、比較例1、2それぞれで得たヒートシールシート(蓋材)およびPTPについて以下の評価を行い、結果を表2に示した。
[透明度の測定]
各例のヒートシールシートの透明度をISO5−2に準じて、拡散光透過率計DOT−5(村上色彩技術研究所社製)で測定を行った。
実施例1〜6、比較例1、2それぞれで得たヒートシールシート(蓋材)およびPTPについて以下の評価を行い、結果を表2に示した。
[透明度の測定]
各例のヒートシールシートの透明度をISO5−2に準じて、拡散光透過率計DOT−5(村上色彩技術研究所社製)で測定を行った。
[破裂強度の測定]
各例のヒートシールシートの破裂強度(kPa)を、破裂試験機(型式:MD200、熊谷理機工業社製)を用いて、ISO2758に準じて測定した。
各例のヒートシールシートの破裂強度(kPa)を、破裂試験機(型式:MD200、熊谷理機工業社製)を用いて、ISO2758に準じて測定した。
[薬剤押し出し力の測定]
各例のヒートシールシートと、あらかじめ直径10mmの孔を開けた容器用ポリ塩化ビニル樹脂フィルム(ポケットは未成形)とを、ヒートシールシートの熱接着層側の面がポリ塩化ビニル樹脂フィルムと接するように重ねて、熱プレス試験機を用いて、150℃、3.0kgf/cm2、1.1秒間の熱圧着条件で熱圧着物を作成した。
次にテクスチャーアナライザー(型式:TA−XT plus、英弘精機社製)を用いて、直径20mmの孔が開けられたポリカーボネート製の樹脂板(10cm×10cm、厚さ30mm)を、孔の中心が円柱状プローブの中心と重なるようにセットした。
次に、上記樹脂板の上に、樹脂板の孔の中心に上記熱圧着物のポリ塩化ビニル樹脂フィルムに開けられた孔の中心が来るように、またポリ塩化ビニル樹脂フィルムが上になるようにセットした。
各例のヒートシールシートと、あらかじめ直径10mmの孔を開けた容器用ポリ塩化ビニル樹脂フィルム(ポケットは未成形)とを、ヒートシールシートの熱接着層側の面がポリ塩化ビニル樹脂フィルムと接するように重ねて、熱プレス試験機を用いて、150℃、3.0kgf/cm2、1.1秒間の熱圧着条件で熱圧着物を作成した。
次にテクスチャーアナライザー(型式:TA−XT plus、英弘精機社製)を用いて、直径20mmの孔が開けられたポリカーボネート製の樹脂板(10cm×10cm、厚さ30mm)を、孔の中心が円柱状プローブの中心と重なるようにセットした。
次に、上記樹脂板の上に、樹脂板の孔の中心に上記熱圧着物のポリ塩化ビニル樹脂フィルムに開けられた孔の中心が来るように、またポリ塩化ビニル樹脂フィルムが上になるようにセットした。
次に、テクスチャーアナライザーの円柱状プローブの先端に薬剤(感冒薬、商品名:新ルル−A錠、第一三共ヘルスケア社製、錠剤の直径9.5mm、厚さ4mm)を貼り付け、プローブの下降速度300mm/分で下降させて、薬剤の押し出しに掛かった力に掛かった力(薬剤押し出し力)(N)を測定した。薬剤押し出し力は、プローブ先端の薬剤が熱圧着物のヒートシールシートを押し破って熱圧着物の下側に押し出されるのに要した
力であり、薬剤押し出し力が小さいほど、プレススルー適性が優れる。なお、無理なく押し出せる力としては概ね18N以下程度と考えられる。
力であり、薬剤押し出し力が小さいほど、プレススルー適性が優れる。なお、無理なく押し出せる力としては概ね18N以下程度と考えられる。
[プレススルー適性の官能評価]
得られたPTPについて実際に、以下の基準でプレススルー性およびイージーピール適性を官能評価した。
(プレススルー適性)
○:問題なく薬剤が押し出せた。
△:薬剤を押し出すのにやや大きな力を要した。
×:蓋材が強すぎて薬剤が押し出せなかった。または、薬剤を押し出す前に蓋材が剥がれてしまった。
得られたPTPについて実際に、以下の基準でプレススルー性およびイージーピール適性を官能評価した。
(プレススルー適性)
○:問題なく薬剤が押し出せた。
△:薬剤を押し出すのにやや大きな力を要した。
×:蓋材が強すぎて薬剤が押し出せなかった。または、薬剤を押し出す前に蓋材が剥がれてしまった。
[錠剤視認性の官能評価]
錠剤(消化器官用薬、商品名:ガスター錠10mg、アステラス製薬社製、錠剤の直径7.1mm、厚さ3.6mm、表面にマークと「116」の印刷あり)の上に得られたヒートシールシートを重ねて、錠剤の形状、印字の視認性を確認した。
(錠剤視認性)
◎:116の印字が問題なく判読できた。
○:多少見にくいが116が判読できた。
×:116の印字が判読できなかった。
錠剤(消化器官用薬、商品名:ガスター錠10mg、アステラス製薬社製、錠剤の直径7.1mm、厚さ3.6mm、表面にマークと「116」の印刷あり)の上に得られたヒートシールシートを重ねて、錠剤の形状、印字の視認性を確認した。
(錠剤視認性)
◎:116の印字が問題なく判読できた。
○:多少見にくいが116が判読できた。
×:116の印字が判読できなかった。

上記結果に示すとおり、実施例1〜6のヒートシールシートは、高い透明度と低い破裂強度を示しており、プレススルー適性と錠剤視認性が優れていた。これに対して、比較例1,2はプレススルー適性と錠剤視認性の両立が認められなかった。これらの結果から、実施例は錠剤視認性を兼ね備えたプレススルー包装体用蓋材に適した優れたヒートシールシートであることが確認できた。
1 ヒートシールシート
3 紙基材
5 熱接着層
10 PTP(プレススルー包装体)
11 蓋材
13 容器
15 ポケット部
17 フランジ部
19 被収容物
3 紙基材
5 熱接着層
10 PTP(プレススルー包装体)
11 蓋材
13 容器
15 ポケット部
17 フランジ部
19 被収容物
Claims (7)
- 紙基材と、該紙基材の一方の面に積層した熱接着層とを備えたヒートシールシートにおいて、
前記紙基材が、パルプにより構成された原紙を含み、前記紙基材の坪量が、50g/m2以下であり、該ヒートシールシートのISO5−2に準じて測定される透明度が87%以上であることを特徴とするヒートシールシート。 - 前記紙基材の密度が、0.95〜1.30g/cm3以上である請求項1に記載のヒートシールシート。
- 前記原紙を構成する前記パルプが、下記の変則フリーネスが50〜350mLであるパルプを使用して製造されたものである請求項1または2に記載のヒートシールシート。
変則フリーネス:パルプ懸濁液の固形分濃度を0.30%±0.01%から0.030%±0.001%に変更した以外は、JIS P 8121−2:2012に準じて測定されるフリーネス。 - 前記紙基材がパーチメント紙である請求項1〜3のいずれか一項に記載のヒートシールシート。
- 前記紙基材が、前記原紙と、前記原紙の少なくとも前記熱接着層側の面に設けられたポリアクリルアミド樹脂を含む表面樹脂層とを含む請求項1〜4のいずれか一項に記載のヒートシールシート。
- プレススルー包装体用蓋材である請求項1〜5のいずれか一項に記載のヒートシールシート。
- 容器と蓋材とを備え、前記容器が、被収容物を収容する複数のポケット部と、該複数のポケット部の開口の周囲に設けられ、前記蓋材と貼り合わされるフランジ部とを備えるプレススルー包装体であって、前記蓋材が、請求項1〜5のいずれか一項に記載のヒートシールシートからなることを特徴とするプレススルー包装体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016005681A JP2017124564A (ja) | 2016-01-15 | 2016-01-15 | ヒートシールシートおよびプレススルー包装体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016005681A JP2017124564A (ja) | 2016-01-15 | 2016-01-15 | ヒートシールシートおよびプレススルー包装体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017124564A true JP2017124564A (ja) | 2017-07-20 |
Family
ID=59363658
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016005681A Pending JP2017124564A (ja) | 2016-01-15 | 2016-01-15 | ヒートシールシートおよびプレススルー包装体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017124564A (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019031770A (ja) * | 2017-08-09 | 2019-02-28 | 王子ホールディングス株式会社 | シート |
| JPWO2022030118A1 (ja) * | 2020-08-05 | 2022-02-10 | ||
| JP2022029504A (ja) * | 2020-08-05 | 2022-02-18 | 王子ホールディングス株式会社 | ヒートシール紙、包装袋 |
| JP2022163202A (ja) * | 2018-01-15 | 2022-10-25 | 藤森工業株式会社 | ストリップ包装体 |
| DE102021125950A1 (de) | 2021-10-06 | 2023-04-06 | Koehler Innovation & Technology Gmbh | Siegelfähiges Verpackungspapier |
| JP2023081594A (ja) * | 2021-12-01 | 2023-06-13 | 日本製紙パピリア株式会社 | 軟包装材用紙、および軟包装体 |
| JP2023181608A (ja) * | 2022-06-13 | 2023-12-25 | 東洋インキScホールディングス株式会社 | 包装材及び包装袋 |
| JP2024003813A (ja) * | 2022-06-28 | 2024-01-16 | 東洋インキScホールディングス株式会社 | 包装材及び包装袋 |
| JP2024111075A (ja) * | 2021-04-06 | 2024-08-16 | 北越コーポレーション株式会社 | 包装用紙 |
| JP7597190B1 (ja) | 2023-11-20 | 2024-12-10 | 王子ホールディングス株式会社 | 包装紙および包装体 |
| EP4183919B1 (fr) | 2021-11-23 | 2025-01-01 | Intersac | Matériau d'emballage en feuille cellulosique à transparence obtenue par enduction |
-
2016
- 2016-01-15 JP JP2016005681A patent/JP2017124564A/ja active Pending
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019031770A (ja) * | 2017-08-09 | 2019-02-28 | 王子ホールディングス株式会社 | シート |
| JP7259226B2 (ja) | 2017-08-09 | 2023-04-18 | 王子ホールディングス株式会社 | シート |
| JP2022163202A (ja) * | 2018-01-15 | 2022-10-25 | 藤森工業株式会社 | ストリップ包装体 |
| JP7841637B2 (ja) | 2020-08-05 | 2026-04-07 | 王子ホールディングス株式会社 | ヒートシール紙、包装袋 |
| JP2022029504A (ja) * | 2020-08-05 | 2022-02-18 | 王子ホールディングス株式会社 | ヒートシール紙、包装袋 |
| JP2023041716A (ja) * | 2020-08-05 | 2023-03-24 | 王子ホールディングス株式会社 | ヒートシール紙、包装袋 |
| WO2022030118A1 (ja) * | 2020-08-05 | 2022-02-10 | 王子ホールディングス株式会社 | バリア性積層体及び包装袋 |
| JP7268659B2 (ja) | 2020-08-05 | 2023-05-08 | 王子ホールディングス株式会社 | ヒートシール紙、包装袋 |
| JPWO2022030118A1 (ja) * | 2020-08-05 | 2022-02-10 | ||
| JP7729343B2 (ja) | 2020-08-05 | 2025-08-26 | 王子ホールディングス株式会社 | バリア性積層体及び包装袋 |
| JP2025085704A (ja) * | 2020-08-05 | 2025-06-05 | 王子ホールディングス株式会社 | ヒートシール紙、包装袋 |
| JP7658383B2 (ja) | 2020-08-05 | 2025-04-08 | 王子ホールディングス株式会社 | ヒートシール紙、包装袋 |
| JP2024111075A (ja) * | 2021-04-06 | 2024-08-16 | 北越コーポレーション株式会社 | 包装用紙 |
| DE102021125950A1 (de) | 2021-10-06 | 2023-04-06 | Koehler Innovation & Technology Gmbh | Siegelfähiges Verpackungspapier |
| JP2024537743A (ja) * | 2021-10-06 | 2024-10-16 | コーラー イノベーション アンド テクノロジー ゲーエムベーハー | シール可能な包装紙 |
| EP4183919B1 (fr) | 2021-11-23 | 2025-01-01 | Intersac | Matériau d'emballage en feuille cellulosique à transparence obtenue par enduction |
| JP7820032B2 (ja) | 2021-12-01 | 2026-02-25 | 日本製紙パピリア株式会社 | 軟包装材用紙、および軟包装体 |
| JP2023081594A (ja) * | 2021-12-01 | 2023-06-13 | 日本製紙パピリア株式会社 | 軟包装材用紙、および軟包装体 |
| JP2023181608A (ja) * | 2022-06-13 | 2023-12-25 | 東洋インキScホールディングス株式会社 | 包装材及び包装袋 |
| JP2024003813A (ja) * | 2022-06-28 | 2024-01-16 | 東洋インキScホールディングス株式会社 | 包装材及び包装袋 |
| JP7597190B1 (ja) | 2023-11-20 | 2024-12-10 | 王子ホールディングス株式会社 | 包装紙および包装体 |
| JP2025082965A (ja) * | 2023-11-20 | 2025-05-30 | 王子ホールディングス株式会社 | 包装紙および包装体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017124564A (ja) | ヒートシールシートおよびプレススルー包装体 | |
| JP6500772B2 (ja) | ヒートシールシート、その製造方法およびプレススルー包装体 | |
| JP6673126B2 (ja) | ヒートシールシートおよび包装体 | |
| JP6676413B2 (ja) | 薬剤用プレススルー包装体 | |
| US3938659A (en) | Frangible bonding using blush lacquer and packaging bonded therewith | |
| JP6610347B2 (ja) | ヒートシールシートおよびプレススルー包装体 | |
| TW200938454A (en) | Flexible package for wet sheet and label for the flexible package | |
| JP6477212B2 (ja) | 滅菌紙および滅菌包装体、ならびに滅菌紙の製造方法 | |
| JP6996286B2 (ja) | ヒートシールシート | |
| JP6747911B2 (ja) | プレススルー包装体 | |
| JP2017040015A (ja) | 滅菌紙および滅菌包装体 | |
| WO2016175299A1 (ja) | 滅菌紙および滅菌包装体 | |
| TWI418500B (zh) | Wafer type electronic parts storage paper seat | |
| JP7439509B2 (ja) | ヒートシールシート | |
| JP7574778B2 (ja) | 衛生薄葉紙製品の包装体 | |
| JP7380519B2 (ja) | ヒートシールシート、および滅菌包装体 | |
| JP2024153139A (ja) | ヒートシールシート、および滅菌包装体 | |
| CN100475661C (zh) | 芯片型电子元件收纳板带 | |
| JP7732384B2 (ja) | 衛生紙ロール包装体 | |
| JP7740096B2 (ja) | 包装体 | |
| JP2004155472A (ja) | 食品用容器のシート状蓋材 | |
| JP7567721B2 (ja) | 衛生薄葉紙製品の包装体 | |
| JP2001301810A (ja) | Ptp包装蓋材およびptp包装体 | |
| JP2011072565A (ja) | 衛生用薄葉紙及び衛生用薄葉紙の製造方法 | |
| JP2025082199A (ja) | ヒートシールシート、滅菌紙、および、滅菌包装体 |