JP2017131991A - シート処理装置及び画像形成装置 - Google Patents
シート処理装置及び画像形成装置 Download PDFInfo
- Publication number
- JP2017131991A JP2017131991A JP2016012786A JP2016012786A JP2017131991A JP 2017131991 A JP2017131991 A JP 2017131991A JP 2016012786 A JP2016012786 A JP 2016012786A JP 2016012786 A JP2016012786 A JP 2016012786A JP 2017131991 A JP2017131991 A JP 2017131991A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- unit
- punch
- conveyance
- pulses
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
















Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/65—Apparatus which relate to the handling of copy material
- G03G15/6582—Special processing for irreversibly adding or changing the sheet copy material characteristics or its appearance, e.g. stamping, annotation printing, punching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/02—Perforating by punching, e.g. with relatively-reciprocating punch and bed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/02—Perforating by punching, e.g. with relatively-reciprocating punch and bed
- B26F1/14—Punching tools; Punching dies
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/65—Apparatus which relate to the handling of copy material
- G03G15/6555—Handling of sheet copy material taking place in a specific part of the copy material feeding path
- G03G15/6573—Feeding path after the fixing point and up to the discharge tray or the finisher, e.g. special treatment of copy material to compensate for effects from the fixing
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G2215/00—Apparatus for electrophotographic processes
- G03G2215/00362—Apparatus for electrophotographic processes relating to the copy medium handling
- G03G2215/00789—Adding properties or qualities to the copy medium
- G03G2215/00818—Punch device
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Paper Feeding For Electrophotography (AREA)
- Details Of Cutting Devices (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
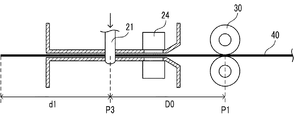
【解決手段】レジストローラー30は、ステッピングモーターによって駆動される。供給パルス数カウント部72は、シート前端がニップ位置P1から検知位置P2まで移動する間に前記ステッピングモーターに供給される供給パルス数をカウントする。所要パルス数算出部73は、供給パルス数カウント部72によってカウントされる前記供給パルス数と、ニップ位置P1と検知位置P2との間の間隔D1とに基づいて、シート40上のパンチ目標位置41をパンチ位置P3まで移動させるための所要パルス数を算出する。
【選択図】図5B
Description
以下、図3及び図4を参照しつつ、本発明の第1実施形態に係る画像形成装置のパンチ処理に関連する構成について説明する。
まず、ステップS1において、制御部7は、レジストローラー30によるシート40の搬送を開始すべき搬送開始タイミングになったか否かを判断する。前記搬送開始タイミングになったか否かは、例えば、レジストローラー30よりも上流側に設けられている不図示のシートセンサー(例えば、前記排出口の付近に設けられたシートセンサーなど)によってシート40が検知されてからの経過時間に基づいて判断することができる。具体的には、レジストローラー30よりも上流側に設けられている前記シートセンサーによってシート40が検知されてから所定時間が経過すると、シート前端がレジストローラー30のニップ位置に到達しているとみなされて、前記搬送開始タイミングになったと判断される。そして、前記搬送開始タイミングになったと判断されると(S1:Yes、図5A)、処理がステップS2に移行する。一方、前記搬送開始タイミングになっていないと判断されると(S1:No)、前記搬送開始タイミングになったと判断されるまで、ステップS1の処理が繰り返される。
ステップS2において、制御部7は、前記ステッピングモーターに供給されるパルス数のカウントを開始する。
ステップS3において、制御部7は、シート40の搬送を開始する。すなわち、制御部7は、前記ステッピングモーターへの前記パルス信号の供給を開始する。
ステップS4において、制御部7は、シートセンサー24によってシート前端が検知されたか否かを判断する。そして、シートセンサー24によってシート前端が検知されたと判断されると(S4:Yes、図5B)、処理がステップS5に移行する。一方、シートセンサー24によってシート前端が検知されていないと判断されると(S4:No)、シートセンサー24によってシート前端が検知されるまで、ステップS4の処理が繰り返される。
ステップS5において、制御部7は、ステップS2から現時点までの間に前記ステッピングモーターに供給された供給パルス数と、ニップ位置P1と検知位置P2との間の間隔D1とに基づいて、1パルス当たりのシート40の搬送量を算出する。具体的には、制御部7は、間隔D1を前記供給パルス数で除することによって、レジストローラー30に供給される前記パルス信号の1パルス当たりのシート40の搬送量を算出する。例えば、間隔D1が20mmであり、前記供給パルス数が205パルスである場合には、算出される1パルス当たりのシート40の搬送量は、0.09756mm/パルスとなる。
ステップS6において、制御部7は、ステップS5で算出された1パルス当たりのシート40の搬送量に基づいて、前記所要パルス数を算出する。例えば、ニップ位置P1とパンチ位置P3との間の間隔がD0(図5C参照)であり、シート前端からシート40上のパンチ目標位置41までの距離がd1であるとすると、図5Bの状態からシート40上のパンチ目標位置41をパンチ位置P3まで移動させるのに必要なシート40の搬送量は、(d1+D0−D1)となる。よって、シート40上のパンチ目標位置41をパンチ位置P3まで移動させるための前記所要パルス数は、(d1+D0−D1)を、ステップS5で算出された1パルス当たりのシート40の搬送量で除することによって算出可能である。
ステップS7において、制御部7は、ステップS6で算出された前記所要パルス数のパルス信号が前記ステッピングモーターに供給されたか否かを判断する。そして、前記所要パルス数のパルス信号が前記ステッピングモーターに供給されたと判断されると(S7:Yes)、処理がステップS8に移行する。一方、前記所要パルス数のパルス信号が前記ステッピングモーターに供給されていないと判断されると(S7:No)、前記所要パルス数のパルス信号が前記ステッピングモーターに供給されたと判断されるまで、ステップS7の処理が繰り返される。
ステップS8において、制御部7は、シート40の搬送を停止する。すなわち、制御部7は、前記ステッピングモーターへのパルス信号の供給を停止する。この結果、シート40上のパンチ目標位置41がパンチ位置P3に位置している状態でシート40が停止される。
ステップS9において、制御部7は、穿孔部21を作動させて、シート40にパンチ穴42を形成する(図5C参照)。
なお、前述の第1実施形態では、シートセンサー24が穿孔部21よりも上流側に設けられているが、本発明はこれに限定されない。例えば、第2実施形態として、図8に示すように、シートセンサー24が穿孔部21よりも下流側に設けられてもよい。
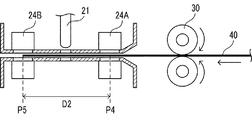
なお、前述の第1実施形態では、シート前端がニップ位置P1から検知位置P2まで移動する間に前記ステッピングモーターに供給される前記供給パルス数に基づいて、前記所要パルス数が算出されるが、本発明はこれに限定されない。例えば、第3実施形態として、図9に示すように、上流側シートセンサー24Aと、当該上流側シートセンサー24Aよりも下流側に設けられた下流側シートセンサー24Bの2つのシートセンサーが設けられてもよい。
なお、前述の第1実施形態では、シートセンサー24によってシート前端が検知されるが、本発明はこれに限定されない。例えば、第4実施形態として、シートセンサー24によってパンチ穴42(本発明の「シート上の特定部分」の一例)が検知されてもよい。以下、図10A〜図12Bを参照しつつ、本発明の第4実施形態に係る画像形成装置10の構成及び動作について説明する。
まず、ステップS10において、制御部7は、レジストローラー30及び穿孔部21を制御して、シート40に先行パンチ穴42をあける(図10A参照)。
ステップS11において、制御部7は、前記ステッピングモーターに供給されるパルス数のカウントを開始する。
ステップS12において、制御部7は、シート40の搬送を開始する。すなわち、制御部7は、前記ステッピングモーターへの前記パルス信号の供給を開始する。
ステップS13において、制御部7は、シートセンサー24によって先行パンチ穴42のシート搬送方向下流側端部(以下、単に「前端」と称す)が検知されたか否かを判断する。そして、シートセンサー24によって先行パンチ穴42の前端が検知されたと判断されると(S13:Yes、図12A)、処理がステップS14に移行する。一方、シートセンサー24によって先行パンチ穴42の前端が検知されていないと判断されると(S13:No)、シートセンサー24によって先行パンチ穴42の前端が検知されるまで、ステップS13の処理が繰り返される。
ステップS14において、制御部7は、ステップS11から現時点までの間に前記ステッピングモーターに供給されたパルス数(第1パルス数)を、前記RAM等に一時的に記憶する。
ステップS15において、制御部7は、シートセンサー24によって先行パンチ穴42のシート搬送方向上流側端部(以下、単に「後端」と称す)が検知されたか否かを判断する。そして、シートセンサー24によって先行パンチ穴42の後端が検知されたと判断されると(S15:Yes、図12B)、処理がステップS16に移行する。一方、シートセンサー24によって先行パンチ穴42の後端が検知されていないと判断されると(S15:No)、シートセンサー24によって先行パンチ穴42の後端が検知されるまで、ステップS15の処理が繰り返される。
ステップS16において、制御部7は、ステップS14で記憶された前記第1パルス数と、ステップS11から現時点までの間に前記ステッピングモーターに供給されたパルス数(第2パルス数)と、パンチ位置P6と検知位置P7との間の間隔D3とに基づいて、1パルス当たりのシート40の搬送量を算出する。具体的には、制御部7は、前記第1パルス数と前記第2パルス数の平均値を前記供給パルス数として算出する。当該供給パルス数は、先行パンチ穴42の中心がパンチ位置P6から検知位置P7に移動するまでの間に前記ステッピングモーターに供給されたパルス数に相当する。そして、制御部7は、間隔D3を前記供給パルス数で除することによって、レジストローラー30に供給される前記パルス信号の1パルス当たりのシート40の搬送量を算出する。例えば、間隔D3が23mm、前記第1パルス数が200、前記第2パルス数が260である場合には、前記供給パルス数は230となり、算出される1パルス当たりのシート40の搬送量は、0.1mm/パルスとなる。
ステップS17において、制御部7は、ステップS16で算出された1パルス当たりのシート40の搬送量に基づいて、前記所要パルス数を算出する。例えば、パンチ位置P6と検知位置P7との間の間隔がD3(図10B参照)であり、先行パンチ穴42に対応するシート40上のパンチ目標位置41から後続パンチ穴42に対応するシート40上のパンチ目標位置41までの距離がd2(図7参照)であるとすると、図10Bの状態から後続パンチ穴42に対応するシート40上のパンチ目標位置41をパンチ位置P6まで移動させるのに必要なシート40の搬送量は、(d2−D3)となる。よって、後続パンチ穴42に対応するシート40上のパンチ目標位置41をパンチ位置P6まで移動させるための前記所要パルス数は、(d2−D3)を、ステップS16で算出された1パルス当たりのシート40の搬送量で除することによって算出可能である。
ステップS18において、制御部7は、ステップS17で算出された前記所要パルス数のパルス信号が前記ステッピングモーターに供給されたか否かを判断する。そして、前記所要パルス数のパルス信号が前記ステッピングモーターに供給されたと判断されると(S18:Yes)、処理がステップS19に移行する。一方、前記所要パルス数のパルス信号が前記ステッピングモーターに供給されていないと判断されると(S18:No)、前記所要パルス数のパルス信号が前記ステッピングモーターに供給されたと判断されるまで、ステップS18の処理が繰り返される。
ステップS19において、制御部7は、シート40の搬送を停止する。すなわち、制御部7は、前記ステッピングモーターへのパルス信号の供給を停止する。この結果、後続パンチ穴42に対応するシート40上のパンチ目標位置41がパンチ位置P6に位置している状態でシート40が停止される。
ステップS20において、制御部7は、穿孔部21を作動させて、シート40に後続パンチ穴42を形成する(図10C参照)。
なお、前述の第4実施形態では、ステップS16において、先行パンチ穴42がパンチ位置P6から検知位置P7まで移動する間に前記ステッピングモーターに供給される供給パルス数に基づいて、1パルス当たりのシート40の搬送量が算出されるが、本発明はこれに限定されない。前述の第4実施形態の変形例として、先行パンチ穴42がパンチ位置P6から検知位置P7まで移動する間に前記ステッピングモーターに供給される供給パルス数に加えて、シート前端がレジストローラー30のニップ位置から検知位置P7まで移動する間に前記ステッピングモーターに供給される供給パルス数も考慮して、1パルス当たりのシート40の搬送量が算出されてもよい。
20 穿孔ユニット
21,21A〜21D 穿孔部
211 パンチ刃
212 コイルばね
22 支持台
23 共通ダイ
24 シートセンサー
24A 上流側シートセンサー
24B 下流側シートセンサー
30 レジストローラー
40 シート
41 穿孔目標位置
42 パンチ穴
P1 ニップ位置
P2 検知位置
P3 パンチ位置
P4 検知位置
P5 検知位置
P6 パンチ位置
P7 検知位置
Claims (7)
- 供給されるパルス信号のパルス数に応じた搬送量で搬送路に沿ってシートを搬送するシート搬送部と、
前記シートにパンチ穴をあける穿孔部と、
前記シート上の特定部分が前記搬送路上の第1位置から前記搬送路上の第2位置まで移動する間に前記シート搬送部に供給される供給パルス数をカウントする供給パルス数カウント部と、
前記供給パルス数カウント部によってカウントされる前記供給パルス数と、前記第1位置と前記第2位置との間の間隔とに基づいて、前記シート上のパンチ目標位置を前記搬送路上のパンチ位置まで移動させるための所要パルス数を算出する所要パルス数算出部と、
前記所要パルス数算出部によって算出される前記所要パルス数に基づいて前記パルス信号を前記シート搬送部に供給する搬送制御部と、
を備えるシート処理装置。 - 前記シートを検知するシートセンサーを更に備え、
前記シート搬送部は、前記穿孔部よりもシート搬送方向上流側に設けられたレジストローラーを含み、
前記特定部分は、前記シートのシート搬送方向下流側端部であり、
前記第1位置は、前記レジストローラーのニップ位置であり、
前記第2位置は、前記シートセンサーの検知位置である請求項1に記載のシート処理装置。 - 前記シートセンサーは、前記穿孔部よりもシート搬送方向上流側に設けられている請求項2に記載のシート処理装置。
- 前記シートセンサーは、前記穿孔部よりもシート搬送方向下流側に設けられている請求項2に記載のシート処理装置。
- 前記搬送制御部は、同一種類の複数の前記シートが前記シート搬送部によって順次搬送される場合において、2枚目以降のシートについても、1枚目のシートが搬送されるときに前記所要パルス数算出部によって算出される前記所要パルス数に基づいて前記パルス信号を前記シート搬送部に供給する請求項1〜4のいずれかに記載のシート処理装置。
- 前記シートを検知する上流側シートセンサーと、
前記上流側シートセンサーよりもシート搬送方向下流側に設けられた、前記シートを検知する下流側シートセンサーと、
を更に備え、
前記特定部分は、前記シートのシート搬送方向下流側端部であり、
前記第1位置は、前記上流側シートセンサーの検知位置であり、
前記第2位置は、前記下流側シートセンサーの検知位置である請求項1に記載のシート処理装置。 - 画像データに基づいて前記シートに画像を形成する画像形成部と、
前記シートに前記パンチ穴をあける請求項1〜6のいずれかに記載のシート処理装置と、
を備える画像形成装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016012786A JP6436110B2 (ja) | 2016-01-26 | 2016-01-26 | シート処理装置及び画像形成装置 |
| CN201710041973.3A CN106994711B (zh) | 2016-01-26 | 2017-01-20 | 薄片体处理装置和图像形成装置 |
| US15/414,409 US20170212464A1 (en) | 2016-01-26 | 2017-01-24 | Sheet processing device and image forming apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016012786A JP6436110B2 (ja) | 2016-01-26 | 2016-01-26 | シート処理装置及び画像形成装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017131991A true JP2017131991A (ja) | 2017-08-03 |
| JP6436110B2 JP6436110B2 (ja) | 2018-12-12 |
Family
ID=59360549
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016012786A Expired - Fee Related JP6436110B2 (ja) | 2016-01-26 | 2016-01-26 | シート処理装置及び画像形成装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20170212464A1 (ja) |
| JP (1) | JP6436110B2 (ja) |
| CN (1) | CN106994711B (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5863647A (ja) * | 1981-10-06 | 1983-04-15 | Usac Electronics Ind Co Ltd | 用紙送り装置における送り誤差の補正方法 |
| JP2005103699A (ja) * | 2003-09-30 | 2005-04-21 | Fuji Photo Film Co Ltd | カッタ装置 |
| JP2005138217A (ja) * | 2003-11-06 | 2005-06-02 | Konica Minolta Business Technologies Inc | 後処理装置、画像形成システム、及び用紙穿孔方法 |
| JP2007118121A (ja) * | 2005-10-27 | 2007-05-17 | Kyocera Mita Corp | 穿孔装置 |
| JP2015199147A (ja) * | 2014-04-04 | 2015-11-12 | 京セラドキュメントソリューションズ株式会社 | 穿設装置、画像形成装置、穿設方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4807790A (en) * | 1986-10-10 | 1989-02-28 | Kentaro Ushioda | Paper feeding method and apparatus |
| JP2767703B2 (ja) * | 1988-06-20 | 1998-06-18 | 三井化学株式会社 | 芳香族カルボン酸類の電解還元方法 |
| JP2006016131A (ja) * | 2004-06-30 | 2006-01-19 | Ricoh Co Ltd | 用紙処理装置及び画像形成装置 |
| JP2007076125A (ja) * | 2005-09-14 | 2007-03-29 | Kyocera Mita Corp | 画像形成装置及び方法 |
| US7740238B2 (en) * | 2007-03-02 | 2010-06-22 | Toshiba Tec Kabushiki Kaisha | Sheet processing apparatus |
| JP4968385B2 (ja) * | 2008-08-08 | 2012-07-04 | コニカミノルタビジネステクノロジーズ株式会社 | 製本装置及び画像形成システム |
| JP5081935B2 (ja) * | 2010-02-26 | 2012-11-28 | 京セラドキュメントソリューションズ株式会社 | 後処理装置及び画像形成装置 |
| JP5887977B2 (ja) * | 2012-02-15 | 2016-03-16 | 株式会社リコー | シート穿孔装置 |
| US9579814B2 (en) * | 2014-04-22 | 2017-02-28 | Lexmark International, Inc. | Motor control system and method for a rotary hole punch system |
-
2016
- 2016-01-26 JP JP2016012786A patent/JP6436110B2/ja not_active Expired - Fee Related
-
2017
- 2017-01-20 CN CN201710041973.3A patent/CN106994711B/zh not_active Expired - Fee Related
- 2017-01-24 US US15/414,409 patent/US20170212464A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5863647A (ja) * | 1981-10-06 | 1983-04-15 | Usac Electronics Ind Co Ltd | 用紙送り装置における送り誤差の補正方法 |
| JP2005103699A (ja) * | 2003-09-30 | 2005-04-21 | Fuji Photo Film Co Ltd | カッタ装置 |
| JP2005138217A (ja) * | 2003-11-06 | 2005-06-02 | Konica Minolta Business Technologies Inc | 後処理装置、画像形成システム、及び用紙穿孔方法 |
| JP2007118121A (ja) * | 2005-10-27 | 2007-05-17 | Kyocera Mita Corp | 穿孔装置 |
| JP2015199147A (ja) * | 2014-04-04 | 2015-11-12 | 京セラドキュメントソリューションズ株式会社 | 穿設装置、画像形成装置、穿設方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106994711B (zh) | 2018-08-31 |
| JP6436110B2 (ja) | 2018-12-12 |
| CN106994711A (zh) | 2017-08-01 |
| US20170212464A1 (en) | 2017-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5972095B2 (ja) | シート処理装置及びその制御方法 | |
| JP4459879B2 (ja) | 用紙穿孔装置、及びこれを備える用紙後処理装置、画像形成装置 | |
| US9085428B2 (en) | Multi-feed judging device, image forming apparatus, multi-feed judging method and multi-feed judging program | |
| JP2004004781A (ja) | 両面印刷ループを有する印刷装置のシートの搬送の制御方法 | |
| JP7155707B2 (ja) | 画像形成装置 | |
| JP6436110B2 (ja) | シート処理装置及び画像形成装置 | |
| JP4827690B2 (ja) | シート処理装置及び画像形成装置 | |
| JP6418173B2 (ja) | シート処理装置及び画像形成装置 | |
| JP5991745B2 (ja) | シート後処理装置及び画像形成システム | |
| JP6384615B2 (ja) | 穿孔装置、シート処理装置、画像形成システム | |
| JP4268198B2 (ja) | 用紙処理装置および画像形成システム | |
| US9938108B2 (en) | Sheet processing apparatus and image forming system | |
| JP7443105B2 (ja) | シート処理装置及び画像形成システム | |
| JP6223047B2 (ja) | シート処理装置 | |
| JP7290192B2 (ja) | 画像形成装置 | |
| JP4309387B2 (ja) | 用紙処理装置 | |
| JP6311774B2 (ja) | 後処理装置および画像形成システム | |
| JP6600769B2 (ja) | 後処理装置 | |
| JP2017154859A (ja) | シート処理装置、画像形成装置、シート処理方法 | |
| JP2014031232A (ja) | 画像形成装置 | |
| JP2005300860A (ja) | 画像形成装置 | |
| JP2019018283A (ja) | 穿孔装置及び画像形成装置 | |
| JP2005272038A (ja) | 画像形成装置 | |
| JP2008030938A (ja) | シート穿孔装置及び画像形成装置 | |
| JP2010179973A (ja) | 画像形成装置、記録媒体判定装置、および記録媒体判定プログラム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171030 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180821 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181003 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181016 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181029 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6436110 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |