JP2017166492A - スロットル装置 - Google Patents
スロットル装置 Download PDFInfo
- Publication number
- JP2017166492A JP2017166492A JP2017119243A JP2017119243A JP2017166492A JP 2017166492 A JP2017166492 A JP 2017166492A JP 2017119243 A JP2017119243 A JP 2017119243A JP 2017119243 A JP2017119243 A JP 2017119243A JP 2017166492 A JP2017166492 A JP 2017166492A
- Authority
- JP
- Japan
- Prior art keywords
- bore
- flange
- throttle body
- pallet
- throttle device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Control Of Throttle Valves Provided In The Intake System Or In The Exhaust System (AREA)
Abstract
Description
なお、フランジ101は、内部にボア107を形成するボア形成部108の外周に径方向外側に延びて形成されて、他部材との締結部をなす部分である。
これにより、スロットルボディの加工コストを下げてスロットル装置をコストダウンすることができる。
なお、フランジのボアの軸方向一端側の面に、面精度を高める処理を施さないことで、スロットルボディへのバルブシャフトの組付け位置がばらつき、正確な組付けが困難になる可能性が高くなる。そこで、フランジのボアの軸方向一端側の面に凹部を設けるとともに、パレットの表面に形成される凸部との凹凸嵌合を形成する。そして、この凹凸嵌合を次のような構造にする。
すなわち、凹部に凸部が嵌った状態で、スロットルボディがボアの軸方向において、パレットの表面から離間しているようにする。
このため、スロットルボディの位置決めのために、凹部と凸部のみ精度よく加工すればよく、スロットルボディの表面を高精度に平面にする加工が不要となる。
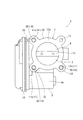
実施例1を図1及び2を用いて説明する。
まず、電子スロットル装置1の基本構成について説明する。
電子スロットル装置1は、例えば自動車等の車両に搭載されて、運転者のアクセル操作量に基づいて、内燃機関の各気筒の燃焼室内へ供給する吸入空気量を変更するものである。
そして、ボア形成部7のボア2の軸方向(ボア軸方向)一端側には他部材(例えば、インテークマニホールド)が接続される。
なお、貫通穴11は、スロットルボディ3とインテークマニホールド(図示せず)とを締結するためのボルトが挿入される穴である。例えば、貫通穴11に挿入されたボルトをインテークマニホールドに固定されたナットに螺合することで、スロットルボディ3とインテークマニホールドとが締結される。
バルブシャフト13は、ボア2の径方向をバルブシャフト13の軸方向として、スロットルボディ3に回動自在に支持されている。
電子スロットル装置は、スロットルボディ3に対してバルブ4、バルブシャフト13、モータ、歯車減速装置、カバー12等を組付けることにより製造される。
その際、スロットルボディ3は搬送用の治具(パレット15)に保持されて、生産ライン内で運搬され、部品が順次組みつけられ、製造される。
スロットルボディ3の表面(ボディ表面3aと呼ぶ)には、ボア軸方向において一端側に開口する3つの凹部18が形成されている。
すなわち、例えばフランジ10のボア軸方向一端面(フランジ面10aと呼ぶ)に凹部18a、フランジ10以外のスロットルボディ3のボア軸方向における一端面に凹部18bと凹部18cとが形成されている。
凹部18b及び凹部18cは、例えば、ギヤハウジング部8に肉厚部20を設けて、肉厚部20に形成されている。
凹部18は、ボア軸方向と平行な方向に陥没する有底の円孔状を呈している。
凹部18の内部には、凸部22が当接する段部23が設けられている。なお、実施例1では、段部23は凹部18の底部である。
そして、凹部18に凸部22が嵌り、凸部22が段部23に当接した状態において、凹部18の開口縁を含むボディ表面3aがパレット表面15aからボア軸方向に離間している。
すなわち、凹部18の深さよりも、凸部22の長さが長い。
なお、3つの凹部18の配置は、凸部22によってスロットルボディ3をバランスよく保持できる配置となっている。
以上のように、実施例1によれば、凹部18に凸部22が嵌り、凸部22が段部23に当接した状態において、凹部18の開口縁を含むボディ表面3aがパレット表面15aからボア軸方向に離間している。
これによれば、スロットルボディ3の位置決めのために、凹部18と凸部22のみ精度よく加工すればよく、ボディ表面3a(フランジ面10a含む)及びパレット表面15aを高精度に平面にする加工が不要となる。
また、フランジ面10aに面精度を高める処理を施さないことから、スロットルボディ3の加工コストを下げて電子スロットル装置1をコストダウンすることができる。
従来は、フランジ面10aとパレット表面15aとの当接によってボア軸方向の位置決めがされていたので(図8参照)、フランジ面10aとパレット表面15aを高精度に平面にする必要があったが、実施例1ではその加工が不要となる。
なお、凹部18と凸部22の加工は高精度に行う必要があるが、フランジ面10aとパレット表面15aを高精度に平面にする加工と比較すると容易である。
例えば、図2の二点鎖線で示すように、フランジ面10aよりもボア軸方向一端側へ突出して、温水パイプ25等を設けることがパレット15を変更することなく可能となる。
凹部18と凸部22との嵌合箇所以外の場所では、フランジ面10aよりもボア軸方向一端側へ突出する形状を自由に採用することができる。
3箇所以上にするならば、より安定してパレット15に対してスロットルボディ3を固定することができる。
実施例2のスロットルボディ3の固定構造を実施例1とは異なる点を中心に図3及び図4を用いて説明する。なお、実施例1と同じ符号は、同一の機能物を示すものであって、先行する説明を参照する。
貫通穴11はボア軸方向に貫通するように設けられている。そして、4つの貫通穴11の内の3つの貫通穴11a〜cには、ボア軸方向一端側の開口端にザグリ加工が施されている。
すなわち、3つの貫通穴11a〜cは、それぞれ、ザグリ加工により形成されるザグリ30と、ザグリ30の軸方向他端側に接続するザグリ30の径よりも小径な中径部31とにより構成される。また、実施例2でもフランジ面10aは、面精度を高める処理が施されていない。
そして、ザグリ30に凸部22が挿入されて、中径部31とザグリ30との間に形成される段部23に凸部22が当接することにより、パレット15から浮いた状態でスロットルボディ3が固定される。
加えて、実施例2によれば、貫通穴11の一部を凹部18として用いているため、別に凹部18を設けるためのスペースを確保しなくてもよい。実施例1のように、肉厚部20を設ける必要もない。このため、スロットルボディ3を小型化及び軽量化することができる。
実施例1、2では、フランジ10に4つの貫通穴11が設けられていたが、3つの貫通穴11が設けられている3点締結タイプに対しても本発明を適用することができる。
すなわち、実施例2のように、3点締結タイプに対して、各貫通穴11にザグリ30を設けて凹部18として機能させてもよい(図6参照)。
また、図5は、実施例1の3点締結タイプに対して、フランジ面10aに凹部18a、フランジ10以外のスロットルボディ3のボア軸方向における一端面に凹部18bと凹部18cとを形成した変形例である。
また、実施例1、2では、ボディ表面3aがパレット表面15aからボア軸方向に離間していたが、ボア軸方向と異なる方向であってもよい。
2 ボア
3 スロットルボディ
4 バルブ
10 フランジ
10a フランジ面(軸方向一端側の面)
Claims (3)
- 車両に搭載されて内燃機関の燃焼室内へ供給する吸気の流量を変更するスロットル装置(1)において、
吸気通路の一部をなすボア(2)を有するスロットルボディ(3)と、
前記ボア(2)に配置されて前記ボア(2)を流れる吸気量を調整するバタフライ方式のバルブ(4)とを備え、
前記スロットルボディ(3)は、前記ボア(2)の軸方向一端側に、他部材に接続するためのフランジ(10)を有し、このフランジ(10)は、前記ボア(2)に対して径方向外側へ延び、
前記フランジ(10)の前記ボア(2)の軸方向一端側の面(10a)は、面精度を高める処理が施されていないことを特徴とするスロットル装置(1)。 - 請求項1に記載のスロットル装置において、
前記フランジ(10)は、他部材に接続するためのボルトが挿入される貫通穴(11)を有し、この貫通穴(11)は、前記ボア(2)の軸方向に平行な方向に前記フランジ(10)を貫通し、
前記貫通穴(11)の2つの開口端の内、前記軸方向一端側の面(10a)における開口端には、ザグリ(30)が存在することを特徴とするスロットル装置。 - 請求項2に記載のスロットル装置において、
前記ザグリ(30)は3つ以上あることを特徴とするスロットル装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017119243A JP6436188B2 (ja) | 2017-06-19 | 2017-06-19 | スロットル装置の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017119243A JP6436188B2 (ja) | 2017-06-19 | 2017-06-19 | スロットル装置の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013210400A Division JP6164025B2 (ja) | 2013-10-07 | 2013-10-07 | スロットルボディの固定構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017166492A true JP2017166492A (ja) | 2017-09-21 |
| JP6436188B2 JP6436188B2 (ja) | 2018-12-12 |
Family
ID=59913189
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017119243A Expired - Fee Related JP6436188B2 (ja) | 2017-06-19 | 2017-06-19 | スロットル装置の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6436188B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08128367A (ja) * | 1994-11-02 | 1996-05-21 | Aisan Ind Co Ltd | 吸気装置 |
| JP2007016675A (ja) * | 2005-07-07 | 2007-01-25 | Aisan Ind Co Ltd | スロットルボデー |
| JP2008246706A (ja) * | 2007-03-29 | 2008-10-16 | Munekata Co Ltd | 樹脂製スロットルボディの射出成形方法及びこの樹脂製スロットルボディの射出成形用金型及び樹脂製スロットルボディ |
-
2017
- 2017-06-19 JP JP2017119243A patent/JP6436188B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08128367A (ja) * | 1994-11-02 | 1996-05-21 | Aisan Ind Co Ltd | 吸気装置 |
| JP2007016675A (ja) * | 2005-07-07 | 2007-01-25 | Aisan Ind Co Ltd | スロットルボデー |
| JP2008246706A (ja) * | 2007-03-29 | 2008-10-16 | Munekata Co Ltd | 樹脂製スロットルボディの射出成形方法及びこの樹脂製スロットルボディの射出成形用金型及び樹脂製スロットルボディ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6436188B2 (ja) | 2018-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6901942B2 (en) | Butterfly valve with injection-molded shaft | |
| CN105074143B (zh) | 凸轮轴调节系统 | |
| JP2005530078A (ja) | 内燃機関用カムシャフト調節器 | |
| JP6164025B2 (ja) | スロットルボディの固定構造 | |
| JP6436188B2 (ja) | スロットル装置の製造方法 | |
| CN101490380A (zh) | 用于内燃机的进气装置 | |
| CN102782263B (zh) | 可变地调节内燃机换气阀控制时间的装置 | |
| CN104781511B (zh) | 配气相位调节装置及其组装方法 | |
| US9732666B2 (en) | Intake control valve and intake apparatus | |
| US20100065006A1 (en) | Pulser plate mounting structure | |
| US20050263131A1 (en) | Intake air control device having strain absorbing structure | |
| US7322326B2 (en) | Valve timing control apparatus | |
| JP5910614B2 (ja) | 吸気制御弁およびその組付方法 | |
| JP5850280B2 (ja) | バルブタイミング調整装置 | |
| US9851123B2 (en) | Flap device for an internal combustion engine or an electric vehicle | |
| JP2015124646A (ja) | 吸気制御弁の組付構造及び組付方法 | |
| JP2017172469A (ja) | スロットルボディの位置決め構造 | |
| WO2021038641A1 (ja) | エンジンの電子制御スロットル装置 | |
| WO2007052554A1 (ja) | エンジンの吸気装置 | |
| CN100501142C (zh) | 具有应变吸收结构的进气控制装置 | |
| JP2007218334A (ja) | 動力伝達装置 | |
| CN113574292A (zh) | 气门正时调整装置 | |
| JP2017514052A (ja) | 内燃機関の流体通路ケーシングに制御弁を取り付けるためのユニット | |
| KR102185007B1 (ko) | 전자식 스로틀 밸브의 하우징 및 그 제조방법 | |
| KR100716362B1 (ko) | 스로틀 바디의 축 체결구조 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170620 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180320 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180509 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180710 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180905 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181016 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181029 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6436188 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |