JP2017181048A - レーザ超音波計測装置およびレーザ超音波計測方法ならびに溶接装置および溶接方法 - Google Patents
レーザ超音波計測装置およびレーザ超音波計測方法ならびに溶接装置および溶接方法 Download PDFInfo
- Publication number
- JP2017181048A JP2017181048A JP2016063290A JP2016063290A JP2017181048A JP 2017181048 A JP2017181048 A JP 2017181048A JP 2016063290 A JP2016063290 A JP 2016063290A JP 2016063290 A JP2016063290 A JP 2016063290A JP 2017181048 A JP2017181048 A JP 2017181048A
- Authority
- JP
- Japan
- Prior art keywords
- laser
- transmission
- irradiation point
- welding
- reception
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
- Length Measuring Devices Characterised By Use Of Acoustic Means (AREA)
Abstract
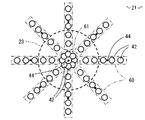
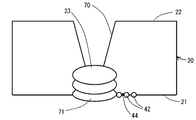
【解決手段】実施形態によれば、レーザ超音波計測装置14は、送信レーザ光源30と、送信光学機構31と、受信レーザ光源32と、受信光学機構33と、干渉計34と、データ解析機構35と、画像化装置36と、送信レーザ移動機構37と、受信レーザ移動機構38と、計測制御部39と、を有する。送信レーザ照射点42および受信レーザ照射点44のうちの一方を固定照射点とし、他方を移動照射点とし、第1の表面21上の所定の中心点を中心とする複数の放射方向線上それぞれで、移動照射点の複数の位置と1箇所の固定照射点に送信用パルスレーザ光41または受信用レーザ光43を照射する。画像化装置36は、放射方向線上それぞれに沿った固液界面25の位置を表示する。
【選択図】図1
Description
Claims (6)
- 第1の表面に接して固相部が形成され、前記第1の表面の反対側の第2の表面の一部に接して液相部が形成されて前記固相部と前記液相部との間に固液界面が形成された対象物の前記固液界面の位置を計測するレーザ超音波計測装置であって、
超音波を励起する送信用パルスレーザ光を発生する送信レーザ光源と、
前記送信レーザ光源で発生した前記送信用パルスレーザ光を前記第1の表面上の送信レーザ照射点に導く送信光学機構と、
受信用レーザ光を発生する受信レーザ光源と、
前記受信レーザ光源で発生した前記受信用レーザ光を前記第1の表面上の受信レーザ照射点に照射して反射した前記受信用レーザ光を集光する受信光学機構と、
前記受信光学機構で集光した前記受信レーザ光に基づいて得られた超音波信号を解析して前記固液界面の位置を求めるデータ解析機構と、
前記送信レーザ照射点を前記第1の表面に沿って動かす送信レーザ移動機構と、
前記受信レーザ照射点を前記第1の表面に沿って動かす受信レーザ移動機構と、
前記送信レーザ光源、前記受信レーザ光源、前記送信レーザ移動機構および前記受信レーザ移動機構を制御する計測制御部と、
を有し、
前記計測制御部は、前記送信レーザ照射点および前記受信レーザ照射点のうちの一方を固定照射点とし、他方を移動照射点とし、前記第1の表面上の所定の中心点を中心とする複数の放射方向線のそれぞれに沿う複数の前記移動照射点と、前記複数の放射方向線のそれぞれに対し定めた1箇所の前記固定照射点に前記送信用パルスレーザ光または前記受信用レーザ光を照射するように構成されていること、
を特徴とするレーザ超音波計測装置。 - 前記放射方向線のそれぞれに対し定めた前記固定照射点は、当該放射方向線に周方向に隣接する他の放射方向線よりも当該放射方向線に近い位置にあること、を特徴とする請求項1に記載のレーザ超音波計測装置。
- 前記計測制御部は、前記中心点を囲む円環に沿って前記移動照射点を取るとともに、前記円環内に前記固定照射点を取るような制御も行うこと、を特徴とする請求項1または請求項2に記載のレーザ超音波計測装置。
- 請求項1ないし請求項3のいずれか一項に記載のレーザ超音波計測装置と、
前記対象物の前記第2の表面を溶接して前記液相部として溶融池を形成する溶接トーチと、
前記溶接トーチの溶接条件を制御する溶接制御部と、
を備えた溶接装置であって、
前記溶接制御部は、前記レーザ超音波計測装置から得られた前記固液界面の位置に基づいて前記溶接条件を制御するように構成されていることを特徴とする溶接装置。 - 固相部からなるとともに第1の表面と前記第1の表面の反対側の第2の表面とを備える対象物の前記第2の表面の一部に液相部を形成して前記固相部と前記液相部との間に固液界面を形成する固液界面形成ステップと、
送信用パルスレーザ光を発生させて前記第1の表面上の送信レーザ照射点に照射する送信レーザ照射ステップと、
受信用レーザ光を前記第1の表面上の受信レーザ照射点に照射して反射した前記受信用レーザ光を集光する受信レーザ集光ステップと、
前記受信レーザ集光ステップで集光した前記受信用レーザ光に基づいて得られた超音波信号を解析して前記固液界面の位置を求めるデータ解析ステップと、
を有し、
前記送信レーザ照射ステップおよび前記受信レーザ集光ステップにおいて、前記送信レーザ照射点および前記受信レーザ照射点のうちの一方を固定照射点とし、他方を移動照射点とし、前記第1の表面上の所定の中心点を中心とする複数の放射方向線のそれぞれに沿う複数の前記移動照射点と、前記複数の放射方向線のそれぞれに対して定めた1箇所の前記固定照射点に前記送信用パルスレーザ光または前記受信用レーザ光を照射すること、
を特徴とするレーザ超音波計測方法。 - 請求項5に記載のレーザ超音波計測方法によって得られた前記固液界面の位置に基づいて、溶接条件を制御しながら前記対象物の前記第2の表面を溶接することを特徴とする溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016063290A JP6559604B2 (ja) | 2016-03-28 | 2016-03-28 | レーザ超音波計測装置およびレーザ超音波計測方法ならびに溶接装置および溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016063290A JP6559604B2 (ja) | 2016-03-28 | 2016-03-28 | レーザ超音波計測装置およびレーザ超音波計測方法ならびに溶接装置および溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017181048A true JP2017181048A (ja) | 2017-10-05 |
| JP6559604B2 JP6559604B2 (ja) | 2019-08-14 |
Family
ID=60005840
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016063290A Active JP6559604B2 (ja) | 2016-03-28 | 2016-03-28 | レーザ超音波計測装置およびレーザ超音波計測方法ならびに溶接装置および溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6559604B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109387568A (zh) * | 2018-12-21 | 2019-02-26 | 西安增材制造国家研究院有限公司 | 一种激光超声检测装置及增材制造、检测一体设备 |
| CN109991311A (zh) * | 2019-04-09 | 2019-07-09 | 中国十七冶集团有限公司 | 一种厂房柱加固方法及其焊缝检测装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11101632A (ja) * | 1997-09-25 | 1999-04-13 | Toshiba Corp | 超音波計測装置 |
| JP2008026270A (ja) * | 2006-07-25 | 2008-02-07 | Toshiba Corp | 欠陥検出装置および欠陥検出方法 |
| JP2008151763A (ja) * | 2006-11-20 | 2008-07-03 | Toyota Motor Corp | 溶接部測定方法及び溶接部測定装置 |
| US20110284508A1 (en) * | 2010-05-21 | 2011-11-24 | Kabushiki Kaisha Toshiba | Welding system and welding method |
-
2016
- 2016-03-28 JP JP2016063290A patent/JP6559604B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11101632A (ja) * | 1997-09-25 | 1999-04-13 | Toshiba Corp | 超音波計測装置 |
| JP2008026270A (ja) * | 2006-07-25 | 2008-02-07 | Toshiba Corp | 欠陥検出装置および欠陥検出方法 |
| JP2008151763A (ja) * | 2006-11-20 | 2008-07-03 | Toyota Motor Corp | 溶接部測定方法及び溶接部測定装置 |
| US20110284508A1 (en) * | 2010-05-21 | 2011-11-24 | Kabushiki Kaisha Toshiba | Welding system and welding method |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109387568A (zh) * | 2018-12-21 | 2019-02-26 | 西安增材制造国家研究院有限公司 | 一种激光超声检测装置及增材制造、检测一体设备 |
| CN109991311A (zh) * | 2019-04-09 | 2019-07-09 | 中国十七冶集团有限公司 | 一种厂房柱加固方法及其焊缝检测装置 |
| CN109991311B (zh) * | 2019-04-09 | 2021-06-11 | 中国十七冶集团有限公司 | 一种厂房柱加固方法及其焊缝检测装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6559604B2 (ja) | 2019-08-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6754439B2 (ja) | レーザビームによる接合中に接合継ぎ目を監視するための方法および装置 | |
| CN102294549B (zh) | 焊接系统及焊接方法 | |
| CN102323216B (zh) | 焊接检查方法及其设备 | |
| JP6808027B2 (ja) | 溶接深さを光学的に測定するための方法 | |
| US11229973B2 (en) | Detection of hot cracks in laser welding | |
| JP6220718B2 (ja) | レーザ溶接良否判定方法及びレーザ溶接良否判定装置 | |
| CN105102173B (zh) | 焊接部检查装置及其检查方法 | |
| JP5076984B2 (ja) | 電縫管の超音波探傷方法及び超音波探傷装置ならびに製造方法 | |
| JP7665145B2 (ja) | 溶接検査装置、溶接システム、及び溶接検査方法 | |
| US20240375208A1 (en) | Method for determining a geometrical outcome variable and/or a quality feature of a weld seam on a workpiece | |
| JP2021143972A (ja) | 欠陥検出方法、欠陥検出装置及び造形装置 | |
| JP2015001501A (ja) | 非破壊検査システム及び非破壊検査用移動体 | |
| CN113195149A (zh) | 用于监测用于焊接玻璃工件的焊接过程的方法和装置 | |
| JP6559604B2 (ja) | レーザ超音波計測装置およびレーザ超音波計測方法ならびに溶接装置および溶接方法 | |
| US6849821B2 (en) | Laser welding head-controlling system, a laser welding head and a method for controlling a laser welding head | |
| JP6385763B2 (ja) | レーザ溶接装置及びレーザ溶接方法 | |
| JP7511142B2 (ja) | レーザ加工装置 | |
| JP2014024068A (ja) | レーザ溶接におけるビード検査方法およびレーザ溶接方法 | |
| JP2017116285A (ja) | レーザ超音波検査方法、接合方法、レーザ超音波検査装置、および接合装置 | |
| JP7669051B2 (ja) | 溶接部、特に点溶接部の検査のための方法 | |
| Kaierle et al. | Understanding the laser process: new approaches for process monitoring in laser materials processing | |
| EP3315238A1 (en) | Method of and welding process control system for real-time tracking of the position of the welding torch by the use of fiber bragg grating based optical sensors | |
| JP2024179789A (ja) | 溶接検査方法 | |
| JP2682390B2 (ja) | 溶接部の超音波探傷装置 | |
| RU2523406C1 (ru) | Способ сварки труб большого диаметра лазерной сваркой |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20171201 Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20171201 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180820 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190618 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190717 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6559604 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |