JP2017226472A - 蓋材用撥水性積層体、蓋材、容器、および蓋材用撥水性積層体の製造方法 - Google Patents
蓋材用撥水性積層体、蓋材、容器、および蓋材用撥水性積層体の製造方法 Download PDFInfo
- Publication number
- JP2017226472A JP2017226472A JP2016125857A JP2016125857A JP2017226472A JP 2017226472 A JP2017226472 A JP 2017226472A JP 2016125857 A JP2016125857 A JP 2016125857A JP 2016125857 A JP2016125857 A JP 2016125857A JP 2017226472 A JP2017226472 A JP 2017226472A
- Authority
- JP
- Japan
- Prior art keywords
- water
- repellent
- lid
- adhesive layer
- thermoplastic resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Packages (AREA)
- Laminated Bodies (AREA)
Abstract
【解決手段】本発明の蓋材用撥水性積層体は、基材と、熱接着層と、付着防止層と、をこの順に備え、前記熱接着層が、水系熱可塑性樹脂を含み、付着防止層が、熱可塑性樹脂、撥水性微粒子および撥水性微粒子よりも平均粒子径の大きいビーズ粒子を含むことを特徴とする。
【選択図】図1
Description
また、付着防止層に大きさの異なる2種類の粒子を含有させることにより、付着防止性および撥水性をより顕著に向上させることができることを知見した。
前記熱接着層が、水系熱可塑性樹脂を含み、付着防止層が、熱可塑性樹脂、撥水性微粒子および撥水性微粒子よりも平均粒子径の大きいビーズ粒子を含むことを特徴とする。
本発明の実施の形態を図面を参照しながら説明する。図1は、本発明の実施形態による蓋材用撥水性積層体の断面模式図を示したものである。一実施形態において、蓋材用撥水性積層体10は、基材11と、水系熱可塑性樹脂を含む熱接着層12と、撥水性微粒子13およびビーズ粒子14を含む付着防止層15とを備えてなる。以下、本発明による蓋材用撥水性積層体を構成する各層について説明する。
基材として、コート紙、印刷用紙、上質紙およびクラフト紙等の紙材であったり、ポリプロピレン、ポリアミドおよびポリエチレンテレフタレート(PET)等のポリエステル等の樹脂からなるフィルム、もしくはアルミニウム箔等の金属から成る金属箔を使用することができる。また、基材が酸素および水蒸気に対するバリア層としての機能を発揮することができるため、紙材やフィルムに対し、アルミニウムや酸化珪素、酸化チタン、酸化アルミニウム等の無機酸化物を蒸着することが好ましい。また、基材の遮光性を向上させることができるため好ましい。また、上記した紙材と、フィルムとの積層材を基材として用いてもよい。積層方法は、特に限定されず、ドライラミネート法、ウェットラミネート法、ヒートラミネート法等を用いることができる。
本発明による蓋材用撥水性積層体は、基材と付着防止層との間に、水系熱可塑性樹脂を含む熱接着層を備える。
熱接着層における水系熱可塑性樹脂の含有量は、50質量%以上、99質量%以下であることが好ましく、60質量%以上、99質量%以下であることがより好ましい。
熱接着層が水系熱可塑性樹脂を含むことにより、付着防止層形成の際に付着防止層用塗工液に含まれる有機溶剤によって浸食されず、付着防止層に含まれる粒子の熱接着層側への移動を防止することができ、十分な付着防止性および撥水性を発揮させることができる。
なお、本発明において、「水系熱可塑性樹脂」とは、水に溶解または分散する熱可塑性樹脂のことをいう。
なお、熱接着層は、本発明の特性を損なわない範囲において、水系熱可塑性樹脂以外の樹脂を含むことができる。
本発明による蓋材用撥水性積層体は、熱可塑性樹脂、撥水性微粒子および前記撥水性微粒子よりも平均粒子径の大きいビーズ粒子を含んでなる付着防止層をその最外面に備えてなる。このように付着防止層が大きさの異なる2種類の粒子を含んでなるため、表面に特有の凹凸構造が形成され、粘性を有する内容物の付着防止性および撥水性を顕著に向上させることができる。また、撥水性微粒子よりも平均粒子径の大きいビーズ粒子を含んでなるため、熱接着層の耐擦過性を向上させることもでき、摩擦による撥水性微粒子の滑落を防止することができる。
これらの中でも、コストの面からSiO2が好ましい。
付着防止層は、2種以上の撥水性微粒子を含んでいてもよい。
疎水化表面処理の方法としては、例えば、乾式法(CVD法、プラズマ法)を用いても、湿式法を用いてもよい。
撥水性微粒子の平均粒子径は、走査電子顕微鏡により測定することができる。
本発明の蓋材用撥水性積層体の製造方法は、基材を準備する工程と、基材上に、水系熱可塑性樹脂および水を含む熱接着層用塗工液を塗布、乾燥し、熱接着層を形成させる工程と、熱接着層上に、熱可塑性樹脂、撥水性微粒子、撥水性微粒子よりも平均粒子径の大きいビーズ粒子および有機溶剤を含む付着防止層用塗工液を塗布、乾燥し、付着防止層を形成させる工程と、を含むことを特徴とする。
基材は、Tダイ法やインフレーション法等の従来公知の方法により作製してもよく、市販されるものを使用してもよい。
また、基材の熱接着層を形成させる面に対し、コロナ放電処理、薬品処理、オゾン処理等の表面処理を施すことが好ましい。これにより、基材と熱接着層との密着性を向上させることができる。
熱接着層は、基材上に、水系熱可塑性樹脂および水を含む熱接着層用塗工液をバーコート法等、公知の方法により塗布、乾燥することにより形成させることができる。
熱接着層用塗工液の乾燥後塗布量は、1g/m2以上、20g/m2以下であることが好ましく、1g/m2以上、10g/m2以下であることがより好ましい。
熱接着層用塗工液は、消泡等を目的として、イソプロピルアルコール等の有機溶剤を含んでいてもよい。
付着防止層は、熱接着層上に、熱可塑性樹脂、撥水性微粒子、前記撥水性微粒子よりも平均粒子径の大きいビーズ粒子および有機溶剤を含む付着防止層用塗工液をバーコート法等、公知の方法により塗布、乾燥することにより形成させることができる。
有機溶剤としては、酢酸メチル、酢酸エチル、酢酸プロピル、アセトン、メチルエチルケトン、メタノール、エタノール、エチレングリコール、ジエチレングリコール、トリエチレングリコール、テトラヒドロフラン、ジフラン、等が挙げられ、これらを1または2以上含むことができる。
付着防止層用塗工液の乾燥後塗布量は、0.5g/m2以上、10g/m2以下であることが好ましく、1.0g/m2以上、7g/m2以下であることがより好ましい。付着防止層の乾燥後塗布量が上記数値範囲内であれば、積層体のヒートシール性を維持しつつ付着防止性および撥水性をより向上させることができる。
本発明による蓋材は、上記積層体を用いて作製することができ、液体や半固体、ゲル状物質等の粘性を有する内容物、例えば、ヨーグルトの包装容器の蓋材として好適に使用することができる。
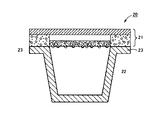
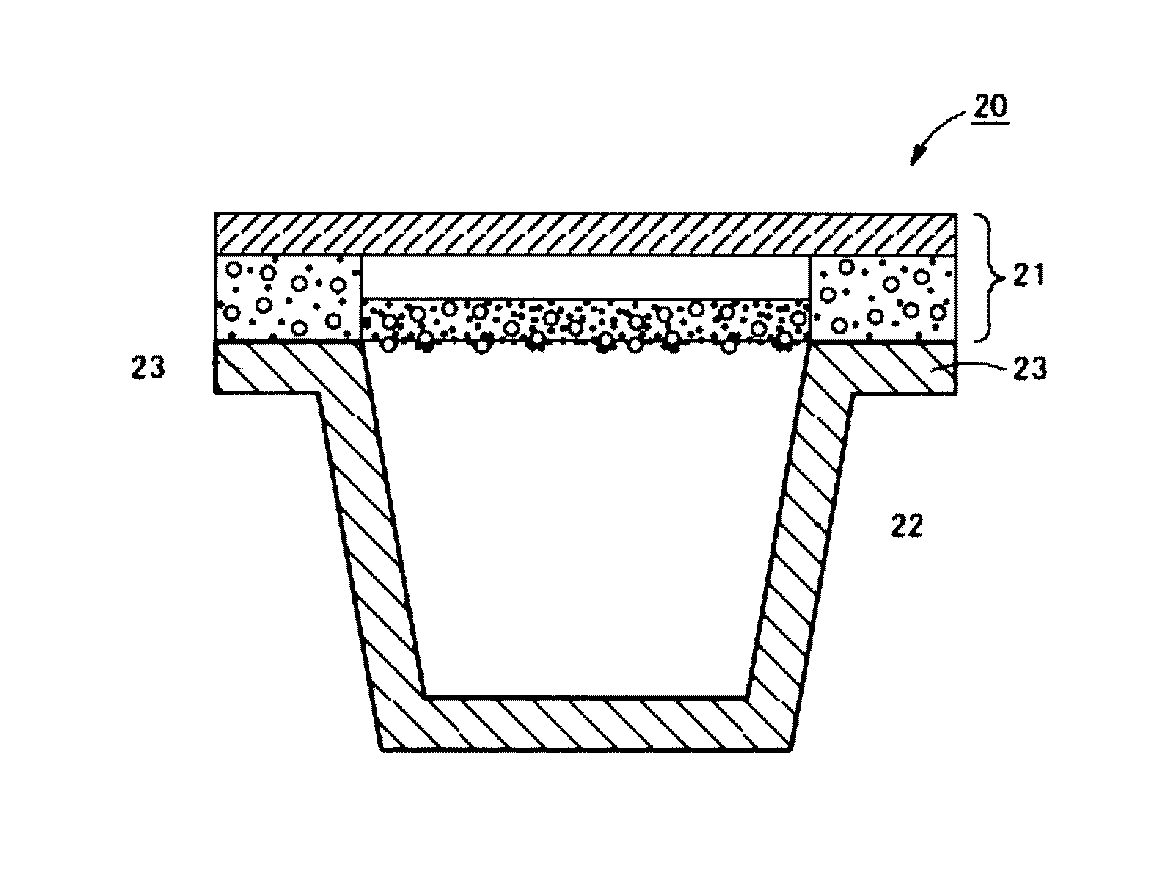
本発明による容器20は、図4に示すように蓋材用撥水性積層体からなる蓋材21と、容器本体22と、を備えてなり、蓋材の熱接着層12と、容器本体22とがヒートシールされてなる。より具体的には、容器本体22の開口部23と、蓋材の熱接着層12とがヒートシールされてなる。
ヒートシールの方法は特に限定されるものではなく、バーシール、高周波シールや超音波シール等従来公知の方法を使用することにより行うことができる。
基材の作製
印刷用紙(大王製紙社製、商品名:リュウオウコート、55g/m2)の一方の面に印刷インキ(DIC社製、商品名:サイアスHR)を用いて、グラビア印刷により柄を施した。印刷用紙の非印刷面に、アルミニウム蒸着PETフィルムをドライラミネートした後、エージングを行い、基材を作製した。なお、ドライラミネートには、ポリエーテル系接着剤(ロックペイント株式会社製、商品名:RU3900)を用いた。
水系熱可塑性樹脂を含むインキ組成物A(水系熱可塑性樹脂として変性エチレン−酢酸ビニル共重合体50質量部、水50質量部含有、日栄化工株式会社製、商品名:HC−037)100質量部に、水25質量部を加えた熱接着層用塗工液を、基材のアルミニウム蒸着PETフィルム側に、バーコート法により、乾燥後の塗布量が3.5g/m2となるよう、塗布し、乾燥炉内で100℃で3秒間乾燥させ、熱接着層を形成させた。なお、塗工液の塗布にはミヤバー♯12(第一理化株式会社製)を用いた。
熱接着層用塗工液におけるインキ組成物Aを、インキ組成物B(水系熱可塑性樹脂としてオレフィン共重合体50質量部、水50質量部含有、日栄化工株式会社製、商品名:HC−080)に変更した以外は、実施例1と同様にして蓋材用撥水性積層体を得た。
熱接着層用塗工液におけるインキ組成物Aを、インキ組成物C(水系熱可塑性樹脂としてエチレン−酢酸ビニル共重合体50質量部、水50質量部含有、ジャパンコーティングレジン株式会社製、商品名:アクアテックスEC−3700)に変更した以外は、実施例1と同様にして蓋材用撥水性積層体を得た。
熱接着層用塗工液におけるインキ組成物Aを、インキ組成物D(水系熱可塑性樹脂としてエチレン−酢酸ビニル共重合体50質量部、水50質量部含有、ジャパンコーティングレジン株式会社製、商品名:アクアテックスEC−1800)に変更した以外は、実施例1と同様にして蓋材用撥水性積層体を得た。
熱接着層用塗工液におけるインキ組成物Aを、インキ組成物E(水系熱可塑性樹脂としてエチレン−酢酸ビニル共重合体50質量部、水50質量部含有、ジャパンコーティングレジン株式会社製、商品名:アクアテックスEC−3500)に変更した以外は、実施例1と同様にして蓋材用撥水性積層体を得た。
非水系熱可塑性樹脂を含むインキ組成物F(非水系樹脂組成物としてn−酢酸プロピル含有、EVONIK社製、商品名:DEGALAN VP4311E)10質量部に、酢酸エチル8質量部を加えて熱接着層用塗工液とした以外は、実施例1と同様にして蓋材用撥水性積層体を得た。
付着防止層用塗工液に撥水性微粒子を含有させなかった以外は、実施例1と同様にして、蓋材用撥水性積層体を作製した。
付着防止層用塗工液にビーズ粒子を含有させなかった以外は、実施例1と同様にして、蓋材用撥水性積層体を作製した。
付着防止層用塗工液に撥水性微粒子およびビーズ粒子を含有させなかった以外は、実施例1と同様にして、蓋材用撥水性積層体を作製した。
シール強度試験
実施例および比較例において得られた蓋材用撥水性積層体が備える熱接着層を、ポリスチレンシートへヒートシールした(ヒートシール温度:210℃、シール幅2mm、圧力0.3MPa、時間:0.8秒間)。ヒートシール後、蓋材用撥水性積層体を引っ張り試験機(オリエンテック社製)を用いて剥離させ、剥離時における最大強度をシール強度とした(N/15mm)(剥離角度180°、引張り速度300mm/min)。測定結果を表1に表す。
接触角計(協和界面化学製)を用いて、実施例および比較例において得られた蓋材用撥水性積層体が備える熱接着層と水滴との接触角を測定し、以下の評価基準に従い、評価した。測定結果を表1および2に表す。
○:接触角が、150°以上であった。
×:接触角が、150°未満であった。
実施例および比較例において得られた蓋材用撥水性積層体を熱接着層が上方となるように45°傾け、熱接着層上に、ヨーグルト(1g)を垂らした。ヨーグルトの熱接着層への付着を目視にて観察し、以下の評価基準に従い、評価した。評価結果を表1および2に表す。
○:ヨーグルトの付着がなく、良好な付着防止性を発揮した。
△:ヨーグルトの付着が少しあったが、実用上問題なかった。
×:ヨーグルトの付着が多く、実用上問題があった。
実施例および比較例において得られた蓋材用撥水性積層体を熱接着層表面を手動型テープ圧着ロール(テスター産業株式会社製)を使用して、10回擦った(荷重2.5kg)。その後、熱接着層表面に水滴を垂らし、その滑落性を目視にて観察し、以下の評価基準に従い、評価した。評価結果を表1および2に表す。なお、比較例1〜4については、撥水性試験において良好な結果を示さなかったため、耐擦過性試験を行わなかった。
○:撥水性微粒子の滑落がなく、良好な撥水性を発揮した。
△:撥水性微粒子の滑落が若干あったが、実用上問題のない撥水性を発揮した。
×:撥水性微粒子の滑落が多く、実用上問題があった。
11:基材
12:熱接着層
13:撥水性微粒子
14:ビーズ粒子
15:付着防止層
20:容器
21:蓋材
22:容器本体
23:開口部
Claims (9)
- 基材と、熱接着層と、付着防止層と、をこの順に備え、
前記熱接着層が、水系熱可塑性樹脂を含み、
前記付着防止層が、熱可塑性樹脂、撥水性微粒子および前記撥水性微粒子よりも平均粒子径の大きいビーズ粒子を含むことを特徴とする、蓋材用撥水性積層体。 - 前記水分散型のヒートシール剤が、ビニル系樹脂、オレフィン系樹脂、アクリル系樹脂およびポリエステル系樹脂から選択される水分散型の熱可塑性樹脂を含む、請求項1に記載の蓋材用撥水性積層体。
- 前記熱接着層における前記水系熱可塑性樹脂の含有量が、50質量%以上、99質量%以下である、請求項1または2に記載の蓋材用撥水性積層体。
- 前記撥水性微粒子の平均粒子径が、1nm以上、300nm以下である、請求項1〜3のいずれか一項に記載の積層体。
- 前記ビーズ粒子の平均粒子径が、1μm以上、50μm以下である、請求項1〜4のいずれか一項に記載の積層体。
- 前記付着防止層における前記熱可塑性樹脂の含有量と、前記撥水性微粒子および前記ビーズ粒子の含有量との比が、質量基準で、2:1〜1:5である、請求項1〜5のいずれか一項に記載の積層体。
- 請求項1〜6のいずれか一項に記載の積層体からなる蓋材。
- 請求項7に記載の蓋材と、容器本体とを備え、
前記蓋材の熱接着層と、前記容器本体とが、ヒートシールされてなることを特徴とする、容器。 - 基材を準備する工程と、
前記基材上に、水系熱可塑性樹脂および水を含む熱接着層用塗工液を塗布、乾燥し、熱接着層を形成させる工程と、
前記熱接着層上に、熱可塑性樹脂、撥水性微粒子、前記撥水性微粒子よりも平均粒子径の大きいビーズ粒子および有機溶剤を含む付着防止層用塗工液を塗布、乾燥し、付着防止層を形成させる工程と、
を含むことを特徴とする、蓋材用撥水性積層体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016125857A JP6970905B2 (ja) | 2016-06-24 | 2016-06-24 | 蓋材用撥水性積層体、蓋材、容器、および蓋材用撥水性積層体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016125857A JP6970905B2 (ja) | 2016-06-24 | 2016-06-24 | 蓋材用撥水性積層体、蓋材、容器、および蓋材用撥水性積層体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017226472A true JP2017226472A (ja) | 2017-12-28 |
| JP6970905B2 JP6970905B2 (ja) | 2021-11-24 |
Family
ID=60890962
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016125857A Active JP6970905B2 (ja) | 2016-06-24 | 2016-06-24 | 蓋材用撥水性積層体、蓋材、容器、および蓋材用撥水性積層体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6970905B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200490281Y1 (ko) * | 2018-07-26 | 2019-10-22 | 양동우 | 컵라면용기 커버 |
| JP2020019564A (ja) * | 2018-08-04 | 2020-02-06 | 東洋アルミニウム株式会社 | 包装シート及びそれを用いた包装体 |
| JP2023037722A (ja) * | 2021-09-06 | 2023-03-16 | 株式会社レゾナック・パッケージング | 成形容器 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011184082A (ja) * | 2010-03-10 | 2011-09-22 | Showa Denko Packaging Co Ltd | 内容物付着防止蓋材およびその製造方法 |
| JP2013209126A (ja) * | 2012-03-30 | 2013-10-10 | Toppan Printing Co Ltd | 蓋材および該蓋材を用いて密封された密封容器 |
| US20150175317A1 (en) * | 2012-09-07 | 2015-06-25 | Toppan Pringting Co., Ltd. | Cover material and packaging container |
-
2016
- 2016-06-24 JP JP2016125857A patent/JP6970905B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011184082A (ja) * | 2010-03-10 | 2011-09-22 | Showa Denko Packaging Co Ltd | 内容物付着防止蓋材およびその製造方法 |
| JP2013209126A (ja) * | 2012-03-30 | 2013-10-10 | Toppan Printing Co Ltd | 蓋材および該蓋材を用いて密封された密封容器 |
| US20150175317A1 (en) * | 2012-09-07 | 2015-06-25 | Toppan Pringting Co., Ltd. | Cover material and packaging container |
| JPWO2014038701A1 (ja) * | 2012-09-07 | 2016-08-12 | 凸版印刷株式会社 | 蓋材および包装容器 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200490281Y1 (ko) * | 2018-07-26 | 2019-10-22 | 양동우 | 컵라면용기 커버 |
| JP2020019564A (ja) * | 2018-08-04 | 2020-02-06 | 東洋アルミニウム株式会社 | 包装シート及びそれを用いた包装体 |
| JP7176883B2 (ja) | 2018-08-04 | 2022-11-22 | 東洋アルミニウム株式会社 | 包装シート及びそれを用いた包装体 |
| JP2023037722A (ja) * | 2021-09-06 | 2023-03-16 | 株式会社レゾナック・パッケージング | 成形容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6970905B2 (ja) | 2021-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103946322B (zh) | 防水·防油性涂膜及含该涂膜的物品 | |
| JP5966519B2 (ja) | 撥水性積層体及び撥水性積層体の製造方法 | |
| JP5994338B2 (ja) | 熱シール性フィルム及び熱シール性フィルムの製造方法 | |
| WO2017204258A1 (ja) | 蓋材用撥水性積層体、蓋材および容器 | |
| JP2013071336A (ja) | 熱シール性包装材料 | |
| JP6485993B2 (ja) | 蓋材とその製造方法 | |
| JP2017154459A (ja) | 積層体および包装材料 | |
| JP6970905B2 (ja) | 蓋材用撥水性積層体、蓋材、容器、および蓋材用撥水性積層体の製造方法 | |
| JP6932566B2 (ja) | 包装材料 | |
| JP6102481B2 (ja) | ヒートシール性包装材料 | |
| JP7369509B2 (ja) | 蓋材用撥水性積層体、蓋材および容器 | |
| JP7116902B2 (ja) | 撥水性積層体および該撥水性積層体の製造方法 | |
| JP7150410B2 (ja) | 蓋材用撥水性積層体、蓋材および容器 | |
| JP6761594B2 (ja) | 撥水性積層体および撥水性積層体の製造方法 | |
| JP2014046984A (ja) | 蓋材 | |
| JP6997958B2 (ja) | 蓋材用撥水性積層体、蓋材および容器 | |
| JP2017024740A (ja) | 蓋材用撥水性積層体および蓋材 | |
| JP5990950B2 (ja) | 蓋材及び蓋材の製造方法 | |
| JP6724529B2 (ja) | 蓋材用撥水性積層体、蓋材および容器 | |
| JP6194590B2 (ja) | 蓋材とその製造方法 | |
| JP7002188B2 (ja) | 蓋材用撥水性積層体、蓋材および容器 | |
| JP7166046B2 (ja) | アイスクリーム包装体用撥水性積層体およびアイスクリーム包装体 | |
| JP2019171805A (ja) | 撥水性積層フィルム形成用積層体及び撥水性積層フィルム | |
| JP2019171807A (ja) | 撥水性積層フィルム形成用積層体、撥水性積層フィルム、及びその製造方法 | |
| JP2018183889A (ja) | 包装袋用包装材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190425 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200317 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201222 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210521 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210804 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20210804 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20210819 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20210820 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211001 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211014 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6970905 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |