JP2019015225A - 接合アセンブリおよび接合方法 - Google Patents
接合アセンブリおよび接合方法 Download PDFInfo
- Publication number
- JP2019015225A JP2019015225A JP2017132751A JP2017132751A JP2019015225A JP 2019015225 A JP2019015225 A JP 2019015225A JP 2017132751 A JP2017132751 A JP 2017132751A JP 2017132751 A JP2017132751 A JP 2017132751A JP 2019015225 A JP2019015225 A JP 2019015225A
- Authority
- JP
- Japan
- Prior art keywords
- motor
- joining
- case
- protrusion
- small pump
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Reciprocating Pumps (AREA)
Abstract
【課題】 部品点数を削減し、かつ、樹脂のボスを貫通させて突出させなくとも、2つの部材を容易に接合すること。【解決手段】 接合方法は、第1の部材を第2の部材に接合する方法である。第1の部材は熱可塑性樹脂から成る。第1および第2の部材は、それぞれ、互いに接合されるべき外部に露出した第1および第2の外面を持ち、第1の部材は、第1の内面を持つ。接合方法は、第2の部材に、第2の外面から露出して内周面に非扁平部を持つ筒状部を形成する過程と、第1の部材に、第1の外面から突出する突出部を形成する過程と、第1の部材の突出部を第2の部材の筒状部に挿入する過程と、第1の部材の第1の内面に超音波ホーンを接触させた状態で超音波ホーンを振動させ、第1の部材の突出部を第2の部材の筒状部に超音波溶着させて、突出部の一部分を非扁平部に密着させる過程と、を含む。【選択図】 図6
Description
本発明は接合アセンブリおよび接合方法に関し、特に、第1の部材と第2の部材とが接合して成る接合アセンブリおよび第1の部材を第2の部材に接合する接合方法に関する。
種々の製品を組み立てる際には、第1の部材を第2の部材に取り付ける部品取り付け工程(接合する接合工程)を実施する必要が発生する場合がある。第1および第2の部材は、同材質であってもよいし、異種材質であってもよい。
異種材質の場合、第1の部材は、例えば、成形部品であってよく、第2の部材は、例えば、モータであってよい。そのような製品として、例えば、血圧計等に空気を供給するために用いられ、且つ、ダイヤフラム組立体を使用する小型ポンプが考えられる(例えば、特許文献1参照)。
小型ポンプは、駆動源であるモータと、このモータで駆動される中空の樹脂製ケースとを有する。モータは、ケースの下部に取り付けられる。すなわち、ケースの下面がモータの上面に取り付けられる(接合される)。
従来においては、ケースのモータへの取付け(接合)を、ネジを使用した締結固定や接着剤を使用した接着固定で行っていた。詳述すると、締結固定の場合、モータの上面に、ねじタップにより雌ネジ部を形成しておく。一方、ケースの下面には、ねじが貫通する貫通孔を形成しておく。雌ネジ部と貫通孔とを位置合わせした状態で、ケースの内側から、ネジを貫通孔を貫通して雌ネジ部に螺合して、ケースをモータへ取り付けていた(接合していた)。
しかしながら、このような接合(取付)方法では、取り付け用ネジや接着剤が必要となり、部品点数が増加してしまう。また、接着固定では、接着剤の劣化等に起因する剥離という問題がある。
一方、第1の部材を第2の部材に接合する接合方法の1つとして、超音波溶着方法が知られている。周知のように、樹脂(プラスチック)は、熱硬化性樹脂と熱可塑性樹脂とに大別される。超音波溶着が可能なプラスチックは、熱可塑性樹脂に限定される。熱可塑性樹脂は鎖状高分子である為に、成型後、熱を加えると溶融する特性がある。「超音波溶着」とは、熱可塑性樹脂を微細な超音波振動と加圧力によって瞬時に溶融し、接合する加工技術をいう。通常、超音波溶着では、超音波の力でプラスチック同士を瞬時に溶着する。しかしながら、第1の部材と第2の部材のうち少なくとも片方の部材が、熱可塑性樹脂から形成されていればよい。
超音波溶着機(超音波ウェルダ)は、電気エネルギを機械的振動エネルギに変換し、また同時に圧力をかけることにより、2つのパーツの接合面に強力な摩擦熱を発生させ、熱可塑性樹脂を溶着し結合させる。詳述すると、超音波溶着機は、ソリッドステートの超音波発振器を有し、50/60Hzの電気信号を発振器によって20kHzの正弦波の電気エネルギに変換する。この超音波電気エネルギは、セラミック圧電素子で構成されるコンバータによって機械振動エネルギに変換され、ブースタで増幅された後、ホーンと呼ばれる共鳴体を通して溶着されるパーツに伝達される。超音波振動をホーンの先端に集中することで、被溶着物(接合面)にはハンマなどで叩くよりも強力な力が、毎秒2万回(20kHzの場合)繰り返されることと同じだけの衝撃が加わる。なお、「ホーン」は、溶着ホーンや超音波ホーンとも呼ばれる。
このような超音波溶着を使用した一般的な部品取り付け技術(接合技術)として、従来から、同材質の伝達溶着や、異種材質のカシメ(超音波ステーキング)が知られている。
特許文献2は、同材質の伝達溶着を開示している。特許文献2は、成型部品を溶着ホーンによる超音波溶着一体化するのにゲート跡が出ずに見た目のよい「溶着成形品」を開示している。特許文献2では、成形品の溶着面部に成形用樹脂のゲートを形成し、そのゲート跡を溶着用リブとしている。
超音波ステーキング(カシメ)は、金属と樹脂を、樹脂側へ設計したボスの頭部を超音波振動によってホーン先端形状へ合わせて溶着させ、その後再凝固させて金属を固定する方法である。ホーン先端部の中央部に超音波エネルギを集中させ、ボスの中心部から樹脂全体を溶融し、ホーンと同じような形状に固めて金属を固定する。ステーキングの形状として、フラットタイプ、ナールドタイプ、ドームタイプ、フラッシュタイプがある。
例えば、特許文献3は、作業が容易で、信頼性が高く、量産に適した「樹脂製熱交換器におけるチューブの接合方法」を開示している。特許文献3では、まず、ヘッダの構成部材であるヘッダプレートに形成されたチューブ貫設孔に樹脂製チューブの端部を挿通し、樹脂製チューブの端部をヘッダプレートから突出させる。次に、ホーンを振動させ、樹脂製チューブの突出端部をヘッダプレートに超音波溶着させる。
上述した特許文献2、3には、次に述べるような問題がある。
特許文献2では、第1および第2の部材として、同材質のものにしか適用できない。
特許文献3では、チューブ(樹脂)の端部(ボス)をプレート〈金属〉に設けた貫設孔を貫通させてプレート(金属)から突出させる必要がある。その状態で、樹脂の側でなく金属の側からホーンを挿入して、樹脂側へ設計したボスの頭部を超音波振動させる必要がある。したがって、樹脂のボスを金属の孔を貫通させて突出させることが困難であるか、或いはたとえ樹脂のボスを突出させてもその状態で超音波溶着を行うことが実質的に不可能な場合には、特許文献2の接合方法を適用することはできない。さらに、金属の側からホーンを挿入することが物理的に困難であるか、実質的に不可能な構造のものに対しても、特許文献2の接合方法では、超音波溶着を行うことができない。
したがって、本発明の目的は、部品点数を削減し、かつ、樹脂のボスを貫通させて突出させなくとも、2つの部材を容易に接合することが可能な、接合アセンブリおよび接合方法を提供することにある。
本発明の他の目的は、説明が進むにつれて明らかになるだろう。
本発明の第1の例示的な態様によれば、第1の部材(18A)と第2の部材(14)とが接合して成る接合アセンブリであって、少なくとも第1の部材(18A)は、熱可塑性樹脂から成り、第1および第2の部材(18A、14)は、それぞれ、互いに接合されるべき外部に露出した第1および第2の外面(18OUT、14OUT)を持ち、第2の部材(14)は、第2の外面(14OUT)から露出して、少なくとも1つの非扁平部が内周面に形成された筒状部(14a)を備え、第1の部材(18A)は、この筒状部(14a)へ挿入可能な寸法を持ち、第1の外面(18OUT)から突出する突出部(18Ab)を備え、第1の部材(18A)の突出部(18Ab)は、第2の部材(14)の筒状部(14a)に挿入されており、第1の部材(18A)の突出部(18Ab)は、第2の部材(14)の少なくとも1つの非扁平部に密着された密着部を持つ、ことを特徴とする、接合アセンブリが得られる。
上記接合アセンブリにおいて、非扁平部は、凹部、溝、凸部および凸条から選択された1つ又はそれらの組み合わせから成ってよい。第1の部材(18A)が成形部品から成り、第2の部材(14)が金属製のモータから成ってよい。成形部品が、上記モータ(14)で駆動される小型ポンプ(10A)のケース(18A)から成ってよい。
本発明の第2の例示的な態様によれば、第1の部材(18A)を第2の部材(14)に接合する方法であって、少なくとも第1の部材(18A)は、熱可塑性樹脂から成り、第1および第2の部材(18A、14)は、それぞれ、互いに接合されるべき外部に露出した第1および第2の外面(18OUT、14OUT)を持ち、第1の部材(18A)は、第1の外面(18OUT)に対向して内部に設けられた第1の内面(18IN)を持ち、第2の部材(14)に、第2の外面(14OUT)から露出して、内周面に少なくとも1つの非扁平部を持つ筒状部(14a)を形成する過程と、第1の部材(18A)に、この筒状部(14a)へ挿入可能な寸法を持ち、第1の外面(18OUT)から突出する突出部(18Ab)を形成する過程と、第1の部材(18A)の突出部(18Ab)を、第2の部材(14)の筒状部(14a)に挿入する過程と、第1の部材(18A)の第1の内面(18IN)に超音波ホーン(50)を接触させた状態で該超音波ホーン(50)を振動させ、第1の部材(18A)の突出部(18Ab)を第2の部材(14)の筒状部(14a)に超音波溶着させて、突出部(18Ab)の一部分を少なくとも1つの非扁平部に密着させる過程と、を含む、接合方法が得られる。
上記接合方法において、非扁平部は、凹部、溝、凸部および凸条から選択された1つ又はそれらの組み合わせから成ってよい。上記挿入する過程の前に、第1の部材(18A)の第1の内面(18IN)であって、突出部(18Ab)と対向する位置に、超音波ホーン(50)の先端を位置決めするための位置決め凹部(18Ac)を形成する過程を更に含むことが望ましい。上記位置決め凹部(18Ac)は、第1の部材(18A)の第1の内面(18IN)より盛り上がって形成された環状突起(18Ad)に囲まれていることがより好ましい。上記筒状部(14a)を形成する過程は、ねじタップにより雌ネジ部(14a)を形成する過程から成ることが好ましい。第1の部材(18A)が成形部品から成り、第2の部材(14)が金属製のモータから成ってよい。成形部品が、上記モータ(14)で駆動される小型ポンプ(10A)のケース(18A)から成ってよい。
本発明の第3の例示的な態様によれば、小型ポンプ(10A)を組み立てる方法であって、小型ポンプ(10A)のケース(18A)をモータ(14)に、上記記載の接合方法で接合する過程と、ケース(18A)の内部に突出するモータ(14)の回転駆動軸(30)の先端部に、回転体(28)を取り付ける過程と、ポンプアセンブリ(35)を、当該ポンプアセンブリ(35)の下部に設けられた偏心回転軸(26)を回転体(28)の凹部(28a)に挿入した状態で、ケース(18A)に嵌め込む過程と、を含む小型ポンプ組立て方法が得られる。
尚、上記括弧内の参照符号は、本発明の理解を容易にするために付したものであり、一例に過ぎず、本発明は、これらに限定されないのは勿論である。
本発明では、部品点数を削減して、異種材質の2つの部材を容易に接合することができる。
[関連技術]
本発明の理解を容易にするために、最初に、図面を参照して本発明の関連技術について説明する。以下では、関連技術の接合方法を、小型ポンプを組み立てる方法に適用した場合について説明する。
本発明の理解を容易にするために、最初に、図面を参照して本発明の関連技術について説明する。以下では、関連技術の接合方法を、小型ポンプを組み立てる方法に適用した場合について説明する。
この種の小型ポンプは、ケース内に複数のポンプ室をそれぞれ形成する複数のダイヤフラム部を含むダイヤフラム組立体を備え、偏心回転軸により揺動される揺動体によって各ダイヤフラム部の下端部が上下動されてポンプ動作を行う。そして、この種の小型ポンプは、各ダイヤフラム部の下端部の上下動に連動して吸気弁体及び排気弁体が動作し、吸排気(吸入/吐出)を行う。
このような小型ポンプは、ダイヤフラム組立体を使用するので、「ダイヤフラムポンプ」とも呼ばれる。尚、ダイヤフラム組立体は、ダイヤフラム集合体やダイヤフラム本体とも呼ばれる。吸気弁体は、吸入弁や吸入用弁体とも呼ばれる。排気弁体は、吐出弁や吐出用弁体とも呼ばれる。また、揺動体は駆動体とも呼ばれ、偏心回転軸は駆動軸とも呼ばれる。
図1および図2は、関連技術に係る小型ポンプ10の分解斜視図である。図1は小型ポンプ10を斜めの上方から見た分解斜視図であり、図2は小型ポンプ10を斜め下方から見た分解斜視図である。尚、図示の小型ポンプ10は、実質的に、上記特許文献1に開示された小型ポンプと同様の構成をしている。
図示の小型ポンプ10は、説明をするにつれて明らかになるように、モータの回転軸MAについて、実質的にN(Nは2以上の整数)回対称である回転対称な形状をしている。すなわち、小型ポンプ10は、モータの回転軸MAを回転軸として(360°/N)だけ構造全体を回転しても初めの状態と実質的に合同となる。図示の例では、Nは3に等しい。すなわち、図示の小型ポンプ10は、モータの回転軸MA上の周りに120°回転させると自らと重なる3回対称な構造をしている。
ここでは、図1および図2に示されるような、座標系(X1,X2,X3,Z)を使用している。図1および図2に図示した状態では、座標系(X1,X2,X3,Z)において、Z方向はモータの回転軸MAが延在する上下方向(垂直方向)であり、X1方向、X2方向、およびX3方向は、それぞれ、モータの回転軸MAの方向(Z方向)に対して直交する平面内で、モータの回転軸MA上の周りで(Z方向に対して)互いに等角度(120°)異なる第1乃至第3の水平方向である。
具体的には、X1方向を基準とするとする。この場合、X2方向は、X1方向に対してモータの回転軸MAを回転軸として反時計回りに120°だけ回転した方向である。X3方向は、X1方向に対してモータの回転軸MAを回転軸として反時計回りに240°だけ回転した方向である。尚、図示の関連技術において、X1方向は第1の方向とも呼ばれ、X2方向は第2の方向とも呼ばれ、X3方向は第3の方向とも呼ばれ、Z方向は第4の方向とも呼ばれる。
尚、明細書中において方向を説明するために使用した「上、下」は、説明の便宜上図中における方向をいうものであって、関連技術に係る小型ポンプを実際に使用する際の上、下とは必ずしも一致するものではない。
図示の小型ポンプ10は、モータの回転軸MAに対して対称形状を持つ中空のケース12と、このケース12の下部に取り付けられた駆動源であるモータ14とを備えている。ケース12とのモータ14との固定には、ネジ40などの締結器具を使用してケース12とモータ14とを締結固定している。この締結固定については、後で詳細に説明する。
図1に示されるように、ケース12は、その上部に設けられた上側カバー16と、その下部に設けられた下部ケース部18と、上側カバー16と下部ケース部18との間に挟まれた支点板20とを有する。上側カバー16は吐出カバーとも呼ばれる。
図1に示されるように、上側カバー16は、円柱の外形をしているカバー板162と、このカバー板162の中央部からモータの回転軸MA上に沿って上方へ突設した吐出用筒部164とを有する。吐出用筒部164には吐出口164aが形成されている。上側カバー16は、カバー板162の外周端部から下方へ延在して、下部ケース部18と協働して支点板20を挟むように固定するための第1乃至第3のフック166−1,166−2,166−3を更に有する。但し、図1では、第3のフック166−3は図示されていない。
第1のフック166−1は、モータの回転軸MAに関して、第3の水平方向X3と第1の水平方向X1との間の方向に設けられている。換言すれば、第1のフック166−1は、モータの回転軸MAに関して第2の水平方向X2とは反対側の方向に設けられている。第2のフック166−2は、モータの回転軸MAに関して、第1の水平方向X1と第2の水平方向X2との間の方向に設けられている。換言すれば、第2のフック166−2は、モータの回転軸MAに関して第3の水平方向X3とは反対側の方向に設けられている。第3のフック166−3は、モータの回転軸MAに関して、第2の水平方向X2と第3の水平方向X3との間の方向に設けられている。換言すれば、第3のフック166−3は、モータの回転軸MAに関して第1の水平方向X1とは反対側の方向に設けられている。
カバー板162は、モータの回転軸MAに関してそれぞれ第1乃至第3の水平方向X1、X2、X3に設けられた、第1乃至第3の円柱状凹部162a1,162a2,162a3を持つ。また、カバー板162は、第1乃至第3のフック166−1,166−2,166−3を作成するために、それぞれ、第1乃至第3のフック166−1,166−3,166−3に近接して設けられた、第1乃至第3のフック作成用角孔162b1,162b3,162b3を持つ。
図2に示されるように、小型ポンプ10は、ケース12内に、ダイヤフラム組立体22と、揺動体24とを備える。
下部ケース部18は、その外側面に、第1乃至第3のフック受け部18−1,18−2,18−3を有する。但し、図1および図2では、第1及び第3のフック受け部18−1,18−3が図示されていない。上側カバー16の第1乃至第3のフック166−1,166−2,166−3は、それぞれ、下部ケース部18の第1乃至第3のフック受け部18−1,18−2,18−3と嵌合する。
図示はしないが、上側カバー16のカバー板162は、モータの回転軸MA上に沿って開穿された排気孔と、この排気孔の外周に排気孔と連通する第1乃至第3の環状凹部とを持つ。排気孔は、上記吐出口164aと連通している。第1乃至第3の環状凹部は、それぞれ、上記第1乃至第3の円柱状凹部162a1,162a2,162a3と同心に形成されている。従って、第1乃至第3の環状凹部は、モータの回転軸MAに関してそれぞれ第1乃至第3の水平方向X1、X2、X3に設けられている。換言すれば、第1乃至第3の環状凹部は、モータの回転軸MA上の周りで円周方向に互いに等角度(120°)をおいて設けられている。
カバー板162は、第1の円柱状凹部162a1と第1の環状凹部との間に設けられた第1の有底筒状部(図示せず)と、第2の円柱状凹部162a2と第2の環状凹部との間に設けられた第2の有底筒状部(図示せず)と、第3の円柱状凹部162a3と第3の環状凹部との間に設けられた第3の有底筒状部(図示せず)とを有する。
第1の有底筒状部の外周面は、第1の環状凹部を形成する第1の筒状内壁面として働く。第2の有底筒状部の外周面は、第2の環状凹部を形成する第2の筒状内壁面として働く。第3の有底筒状部の外周面は、第3の環状凹部を形成する第3の筒状内壁面として働く。
ダイヤフラム組立体22は、合成ゴムなどの弾性体からなり、ケース12内の上部に設けられている。
図2に示されるように、図示のダイヤフラム組立体22は、第1乃至第3のポンプ室(図示せず)をそれぞれ形成する第1乃至第3のダイヤフラム部221−1,221−2,221−3を含む。図示の例では、第1乃至第3のポンプ室は、モータの回転軸MAに関して、それぞれ、第1乃至第3の水平方向X1,X2,X3に設けられている。換言すれば、第1乃至第3のポンプ室は、モータの回転軸MA上の周りで円周方向に互いに等角度(120°)をおいて設けられている。したがって、第1乃至第3のダイヤフラム部221−1,221−2,221−3も、モータの回転軸MAに関して、ぞれぞれ、第1乃至第3の水平方向X1,X2,X3に設けられている。換言すれば、第1乃至第3のダイヤフラム部221−1,221−2,221−3は、モータの回転軸MA上の周りで円周方向に互いに等角度(120°)をおいて設けられている。
揺動体24は、ケース12の下部ケース部18の収容空間RS(図1参照)内に収容されている。揺動体24は、後述するように偏心回転軸26により揺動されて、第1乃至第3のダイヤフラム部221−1,221−2,221−3の下端部を上下動する。
揺動体24は、その中心部で偏心回転軸26が圧入される開口部を持つ駆動円板242と、駆動円板242の周辺部近傍で、第1乃至第3のダイヤフラム部221−1,221−2,221−3へ向けてそれぞれ突出して設けられた第1乃至第3の軸体244−1,244−2,244−3とから成る。第1乃至第3の軸体244−1,244−2,244−3は、その中央部に、それぞれ第1乃至3の空気導入孔244−1a,244−2a,244−3a(図2参照)を持つ。これら第1乃至3の空気導入孔244−1a,244−2a,244−3aは、第1乃至第3のダイヤフラム部221−1,221−2,221−3の底部中心部にそれぞれ形成される、第1乃至第3の貫通孔(図示せず)と連通する。
第1乃至第3のダイヤフラム部221−1,221−2,221−3は、その底部中心部に、それぞれ、一部を切開して設けられた第1乃至第3の吸気弁体(図示せず)を有する。第1乃至第3のダイヤフラム部221−1,221−2,221−3の底部中心部の一部を切開した部分が、それぞれ、上記第1乃至第3の貫通孔となる。
図示はしないが、ダイヤフラム組立体22は、第1乃至第3のダイヤフラム部221−1,221−2,221−3の上端からそれぞれ外方向へ突出して設けられた第1乃至第3の鍔部を有する。尚、図示の例では、第1乃至第3の鍔部は、ダイヤフラム組立体22の中心部で一体となっている。また、ダイヤフラム組立体22は、第1乃至第3のダイヤフラム部221−1,221−2,221−3と連続して第1乃至第3の鍔部からそれぞれ上方へ延出する第1乃至第3の筒状排気弁体を有する。図示の例では、第1乃至第3の筒状排気弁体の各々は、円筒状をしている。
図示はしないが、第1乃至第3の筒状排気弁体は、第1乃至第3の筒状内壁面にそれぞれ接触した状態で、第1乃至第3の環状凹部にそれぞれ配設される。
ダイヤフラム組立体20は、第1乃至第3のダイヤフラム部221−1,221−2,221−3の下面からそれぞれ突設された第1乃至第3の中空状取付体225−1,225−2,225−3を更に含む。図示の例では、第1乃至第3の中空状取付体225−1,225−2,225−3の各々は円筒状をしている。
第1乃至第3の中空状取付体225−1,225−2,225−3は、それぞれ、第1乃至第3の軸体244−1,244−2,244−3に密嵌されている。ここで、密嵌とは、隙間なく嵌めることをいう。
これにより、ダイヤフラム組立体22の第1乃至第3の吸気弁体は、それぞれ、第1乃至第3の軸体244−1,244−2,244−3に形成された第1乃至3の空気導入孔244−1a,244−2a,244−3aを開閉することが可能となる。
支点板20は、ダイヤフラム組立体22を第1乃至第3の鍔部で支持する。支点板20は、その下面の中央部に凹部20aを持つ。偏心回転軸26の上端部は、支点板20の凹部20aに遊嵌される。ここで、遊嵌とは、遊びがある状態に嵌めることをいう。偏心回転軸26の下端部は、回転体28の凹部28aに偏心して取り付けられる。回転体28は、モータ14の回転駆動軸30によって回転される。
したがって、モータ14の回転駆動軸30がモータの回転軸MA上の周りで回転すると、回転体28もモータの回転軸MA上の周りで回転する。この回転体30の回転により、偏心回転軸26は、その上端部の遊嵌部を支点として偏心回転する。この偏心回転軸26の偏心回転によって、揺動板24は揺動される。モータ14と、回転駆動軸30と、回転体28と、偏心回転軸26との組み合わせは、揺動板24を揺動駆動する揺動駆動手段(14,30,28,26)として働く。
図示はしないが、支点板20は、モータの回転軸MAに関してそれぞれ第1乃至第3の水平方向X1、X2、X3に設けられた第1乃至第3の円形開口を持つ。これら第1乃至第3の円形開口を、それぞれ、ダイヤフラム組立体22の第1乃至第3のダイヤフラム部221−1,221−2,222−3が貫通する。
支点板20は、上側カバー16の第1乃至第3のフック166−1,166−2,166−3の内壁と接するように、それぞれ、第1乃至第3のフック作成用角孔162b1,162b2,162b3内に隙間を空けて上方へ突出する第1乃至第3の飛び込みピン(図示せず)を有する。支点板20は、ケース12の外気を、下部ケース部18の収容空間RSに吸入するための、1つの吸気孔(図示せず)を持つ。この吸気孔は、例えば、第2の飛び込みピンに近接して設けられており、その直径は0.8mmである。また、支点板20は、第2のフック作成用角孔162b2内の上記隙間と上記吸気孔とを迂回して連通するための、1つの迂回経路(図示せず)を持つ。支点板20は、第1乃至第3の飛び込みピンと近接して、第1乃至第3のフック166−1,166−2,166−3を通過させるための第1乃至第3の矩形溝(図示せず)を持つ。
ケース20を構成する上側カバー16、下部ケース部18、および支点板20の各々は、樹脂で成形された成形部品から成る。上側カバー16と支持板20とダイヤフラム組立体22との組み合わせは、ポンプアセンブリ35とも呼ばれる。また、下部ケース部18は、単に、ケースとも呼ばれる。
図3に示されるように、ケース18は、その下部で外部に露出したケース外面18OUTと、内部に設けられたケース内面18INとを持つ。ケース外面18OUTは第1の外面とも呼ばれ、ケース内面18INは第1の内面とも呼ばれる。
モータ14は、その上部で外部に露出したモータ外面14OUTと、内部に設けられたモータ内面14INとを持つ。モータ外面14OUTは第2の外面とも呼ばれ、モータ内面14INは第2の内面とも呼ばれる。
ケース外面18OUTとモータ外面14OUTとが、互いに接続されるべき外面である。
図1に示されるように、モータ14の回転駆動軸30は、モータ14の上面(モータ外面14OUT)から上下方向Zの上方へ突出している。この回転駆動軸30の周囲には、環状凸部32が設けられている。また、モータ14は、回転駆動軸30を中心として互いに逆方向(180°相違する方向)の位置に、ねじタップにより形成された一対の雌ネジ部14aを持つ。
尚、周知のように、タップには切削タップと転造タップとの2種類ある。切削タップは、円筒内面にねじの溝を掘り下げてねじを作る。一方、転造タップは、円筒内面にねじ山を盛り上げてねじを作る。切削タップは溝を掘るという事で掘られた部分が切り屑となって現れる。したがって、切り屑がモータ14の内部に取り込まれて、故障の原因となる場合がある。よって、タップとしては、転造タップを採用することが好ましい。
図2に示されるように、下部ケース部18は、その下部に、モータ14の回転駆動軸30が貫通し、かつ、環状凸部32が嵌合される、円形開口部18aを持つ。また、下部ケース部18は、上記一対の雌ネジ部14aと対応する位置に、ねじが貫通する一対の貫通孔18bを持つ。
次に、図1および図2に加えて図3をも参照して、このような構造の関連技術の小型ポンプ10の組み立て方法について説明する。
まず、モータ14の環状凸部32を下部ケース部18の円形開口部18aに嵌合する。
次に、図3に示されるように、一対の雌ネジ部14aと一対の貫通孔18bとを位置合わせした状態で、下部ケース部18の内側から、一対のネジ40を一対の貫通孔18bを貫通して一対の雌ネジ部14aに螺合する。このようにして、下部ケース部18をモータ13へ取り付ける(接合する)。
これにより、下部ケース部18の内部から、モータ14の回転駆動軸30が突出した状態となる。
この突出した回転駆動軸30の先端に、回転体28を取り付ける。
最後に、偏心回転軸26を回転体28の凹部28aに挿入した状態で、ポンプアセンブリ35を下部ケース部18に嵌め込む。
このように、関連技術の小型ポンプ10では、一対のネジ40を使用して、成形部品18をモータ14に取り付けることによって、成形部品18をモータ14に接合している。
このような関連技術の接合方法では、取り付け部品としてネジ40を使用しなければならず、部品点数が増加するという問題がある。
[実施形態]
図4および図5を参照して、本発明の一実施形態に係る接合方法が適用される、本発明の一実施形態に係る小型ポンプ10Aの構造について説明する。
図4および図5を参照して、本発明の一実施形態に係る接合方法が適用される、本発明の一実施形態に係る小型ポンプ10Aの構造について説明する。
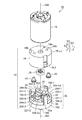
図4は小型ポンプ10Aを斜めの上方から見た分解斜視図であり、図5は小型ポンプ10Aを斜め下方から見た分解斜視図である。
ここでは、図4および図5に示されるような、座標系(X1,X2,X3,Z)を使用している。図4および図5に図示した状態では、座標系(X1,X2,X3,Z)において、Z方向はモータの回転軸MAが延在する上下方向(垂直方向)であり、X1方向、X2方向、およびX3方向は、それぞれ、モータの回転軸MAの方向(Z方向)に対して直交する平面内で、モータの回転軸MA上の周りで(Z方向に対して)互いに等角度(120°)異なる第1乃至第3の水平方向である。
図示の小型ポンプ10Aは、ケースが後述するように相違する点を除いて、上述した関連技術の小型ポンプ10と同様の構成を有し、動作をする。従って、ケースに12Aの参照符号を付してある。図1および図2に示した小型ポンプ10の構成要素と同一の機能を有するものには同一の参照符号を付してある。以下では、説明を簡略化するために、関連技術の小型ポンプ10と相違する点についてのみ詳細に説明する。
ケース12Aは、下部ケース部が後述するように相違する点を除いて、上述したケース12と同様の構成を有し、動作をする。従って、下部ケース部に18Aの参照符号を付してある。
図示の小型ポンプ10Aは、関連技術の小型ポンプ10において取り付け用部品として必要な一対のネジ40を省略している。その代わりに、下部ケース部18Aの構造を、後述のように、関連技術の下部ケース部18から変更するとともに、接合方法として超音波溶着方法を採用している。
図5に示されるように、下部ケース部18Aは、そのケース外面18OUTから突出した一対の突出部18Abを持つ。この一対の突出部18Abは、一対の雌ネジ部14aへ挿入可能な寸法を持つ。
本例では、雌ネジ部14aの直径(内径)は、例えば、2.6mmである。この場合、突出部18Abの直径(外径)は、2mm〜2.2mmの範囲にある。しかしながら、この寸法は一例であって、これに限定されないのは勿論である。
尚、本例では、モータ14の筐体の材料は、亜鉛メッキ鋼板から成る。しかしながら、モータ14の筐体の材料はこれに限定されず、他の金属を使用しても良いのは勿論である。
一方、図示の下部ケース部18Aの材料は、ポリアセタール(POM)から成る。しかしながら、下部ケース部18Aの材料はこれに限定されず、他の熱可塑性樹脂を使用しても良いのは勿論である。
また、図6に示されるように、下部ケース部18Aは、そのケース内面18INに、上記一対の突出部18Abと対向する位置に、超音波溶着機の超音波ホーン50の先端を位置決めするための一対の位置決め凹部18Acを持つ。各位置決め凹部18Aは、下部ケース部18Aのケース内面18INより盛り上がって形成された環状突起18Adに囲まれている。
尚、図4に示されるように、モータ14は、そのモータ外面14OUTに、位置決め用凹部14bを持つ。また、図5に示されるように、下部ケース部18Aは、そのケース外面18OUTに、その位置決め用凹部14bへ嵌合される位置決め突起18Aeを持つ。
次に、図4および図5に加えて図6乃至図8をも参照して、このような構造の実施形態の小型ポンプ10Aの組み立て方法について説明する。
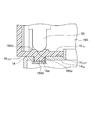
まず、モータ14の環状凸部32を下部ケース部18Aの円形開口部18aに嵌合する。この際、下部ケース部18Aの位置決め突起18Aeとモータ14の位置決め用凹部14bとを用いて位置決めした状態で、図6に示されるように、下部ケース部18Aの一対の突出部18Abを、モータ14の一対の雌ネジ部14aに挿入する。
この状態で、図6に示されるように、超音波溶着機の超音波ホーン50の先端を、下部ケース部18Aの一方の位置決め凹部18Acに接触させて、超音波ホーン50を振動させる。
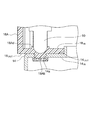
すると、図7に示されるように、上記超音波ホーン50の振動により、下部ケース部18Aの一方の突出部18Abが溶けるので、その突出部18Abを溶かしながら、超音波ホーン50を推し進めていく。
これにより、図8に示されるように、超音波ホーン50の振動により溶かし押し出された樹脂が、モータ14の雌ネジ部14aのネジ溝に流れ込む。このようにして、下部ケース部18Aの一方の突出部18Abがモータ14の一方の雌ネジ部14aに超音波溶着される。これにより、一方の突出部18Abの一部分が一方の雌ネジ部14aのネジ溝に密着される。換言すれば、一方の突出部18Abは、一方の雌ネジ部14aのネジ溝に密着された密着部を持つ。
尚、本明細書において、「密着」とは、接着剤や接着テープ等の接着部材を使用せずに(介在させずに)、二つの部材がぴったりと着くことを意味する。一方、「接着」とは、接着剤や接着テープ等の接着部材を使用して(介在させて)、二つの部材をくっつけることを意味する。
同様に、超音波溶着機の超音波ホーン50の先端を、下部ケース部18Aの他方の位置決め凹部18Acに接触させて、超音波ホーン50を振動させる。これにより、上述したのと同様に、下部ケース部18Aの他方の突出部18Abがモータ14の他方の雌ネジ部14aに超音波溶着される。したがって、同様に、他方の突出部18Abの一部分が他方の雌ネジ部14aのネジ溝に密着される。換言すれば、他方の突出部18Abも、他方の雌ネジ部14aのネジ溝に密着された密着部を持つ。
このように超音波溶着した後では、下部ケース部18Aの内部から、モータ14の回転駆動軸30が突出した状態となる。
この突出した回転駆動軸30の先端に、回転体28を取り付ける。
最後に、偏心回転軸26を回転体28の凹部28aに挿入した状態で、ポンプアセンブリ35を下部ケース部18に嵌め込む。
このように、本実施形態の小型ポンプ10Aでは、超音波溶着により、成形部品18Aをモータ14に取り付けることによって、成形部品18Aをモータ14に接合している。
以上の説明から明らかなように、本発明の実施形態に係る接合アセンブリおよび接合方法によれば、ネジ40や接着部材を使用せずに、成形部品18Aをモータ14に取り付ける(接合)することが可能となる。よって、部品点数を削減できるという効果がある。
また、本実施形態では、先行技術(特許文献3)のように、樹脂の端部(ボス)を金属に設けた貫設孔を貫通させて金属から突出させてはいない。先行技術(特許文献3)では、樹脂の端部(ボス)を金属から突出させた状態で、金属の側から超音波ホーンを挿入して、樹脂側へ設計したボスの頭部を超音波振動させている。
その為、先行技術(特許文献3)では、樹脂のボスを金属の孔を貫通させて突出させることが困難であるか、或いはたとえ樹脂のボスを突出させたとしてもその状態で超音波溶着を行うことが実質的に不可能な場合には、先行技術(特許文献3)の接合方法を適用することはできない。さらに、先行技術(特許文献3)では、金属の側から超音波ホーンを挿入することが物理的に困難であるか、実質的に不可能な構造のものに対しても、先行技術(特許文献3)の接合方法では、超音波溶着を行うことができない。
これに対して、本実施形態では、成形部品18Aの突出部18Abを、金属製のモータ14の筒状部14aに挿入しているが、その突出部18Abを筒状部14aから貫通させてはいない。そして、モータ14側からでなく、成形部品18Aの内部へ超音波ホーン50を挿入して、超音波ホーン50で成形部品18Aのケース内面18INを超音波振動させて、超音波溶着を行なっている。
その結果、本実施形態では、先行技術(特許文献3)のような上述した問題を解決することが可能となる。
以上、実施の形態を参照して本発明を説明したが、本発明は上記実施の形態に限定されるものではない。本発明の構成や詳細には、本発明のスコープ内で当業者が理解し得る様々な変更をすることができる。
例えば、上述した実施形態では、第1の部材であるケース18Aのみが熱可塑性樹脂から成り、第2の部材であるモータ14が金属製である場合を例に挙げて説明したが、第2の部材は金属製に限定されない。例えば、第2の部材は、熱可塑性樹脂から構成されてもよい。その場合、第2の部材の熱可塑性樹脂は、その融点が第1の部材を構成する熱可塑性樹脂の融点よりも高いものを用いる。換言すれば、第1の部材や第2の部材は、上記実施形態の材料には限定されない。
また、上述した実施形態では、第2の部材であるモータ14に、筒状部として雌ネジ部14aを用いた例を挙げているが、筒状部はこれに限定されない。例えば、筒状部は、その内周面に少なくとも1つの非扁平部を持つものであればよい。非扁平部としては、凹部、溝、凸部および凸条から選択された1つ又はそれらの組み合わせを使用してよい。尚、「凸条」とは、突出した筋道を意味する。また、非扁平部の形状としては種々のものを使用してよく、非扁平部の個数は、上述したように少なくとも1つであってよい。本発明者らは、非扁平部として、1つの凸部を使用した場合にも、突出部18Abに密着部が形成されることを確認している。しかしながら、密着性を高めるためには、非扁平部の個数は2個以上の多数あることが望ましい。
さらに、上述した実施形態では、第1の部材であるケース18Aの第1の内面18INに、超音波ホーンを位置決めするための位置決め凹部18Acと環状突起18Adとを形成させて位置決めを容易にしているが、これらは必ずしも必要ではない。具体的には、位置決め手段として凹部以外の他の手段(例えば、目印を付けるなど)を用いても良い。また、第1の部材18Aの下部がある程度以上の厚さを持っているなら、環状突起18Adを設ける必要がない。
さらにまた、上述した実施形態では、接合方法として超音波溶着方法を採用しているが、それに限定されない。すなわち、本発明は、第1の部材18Aの突出部18Abに、第2の部材14の非扁平部に密着する密着部が形成さえすれば、どのような接合方法を採用してもよい。
本発明に係る接合アセンブリおよび接合方法は、成形部品と金属製の部品との接合にのみ限定されず、一般的に、熱可塑性樹脂からなる第1の部材と種々の材料から成る第2の部材とが接合されたアセンブリ、それらを接合する方法に利用されえる。
10A 小型ポンプ
12A ケース
14 モータ(第2の部材)
14a 雌ネジ部(筒状部)
14b 位置決め用凹部
14OUT モータ外面(第2の外面)
14IN モータ内面(第2の内面)
16 上側カバー(吐出カバー)
162 カバー板
162a1 第1の円柱状凹部
162a2 第2の円柱状凹部
162a3 第3の円柱状凹部
162b1 第1のフック作成用角孔
162b2 第2のフック作成用角孔
162b3 第3のフック作成用角孔
164 吐出用筒部
164a 吐出孔
166−1 第1のフック
166−2 第2のフック
166−3 第3のフック
18A 下部ケース部(第1の部材;ケース)
18a 円形開口部
18Ab 突出部
18Ac 位置決め凹部
18Ad 環状突起
18Ae 位置決め突起
18OUT ケース外面(第1の外面)
18IN ケース内面(第1の内面)
18−2 第2のフック受け部
20 支点板
20a 凹部
221−1 第1のダイヤフラム部
221−2 第2のダイヤフラム部
221−3 第3のダイヤフラム部
225−1 第1の中空状取付体
225−2 第2の中空状取付体
225−3 第3の中空状取付体
24 揺動体
242 駆動円板
244−1 第1の軸体
244−2 第2の軸体
244−3 第3の軸体
244−1a 第1の空気導入孔
244−2a 第2の空気導入孔
244−3a 第3の空気導入孔
26 偏心回転軸
28 回転体
28a 凹部
30 回転駆動軸
32 環状凸部
35 ポンプアセンブリ
50 超音波ホーン
MA モータの回転軸
RS 収容空間
X1 第1の水平方向
X2 第2の水平方向
X3 第3の水平方向
Z 垂直方向(上下方向)
12A ケース
14 モータ(第2の部材)
14a 雌ネジ部(筒状部)
14b 位置決め用凹部
14OUT モータ外面(第2の外面)
14IN モータ内面(第2の内面)
16 上側カバー(吐出カバー)
162 カバー板
162a1 第1の円柱状凹部
162a2 第2の円柱状凹部
162a3 第3の円柱状凹部
162b1 第1のフック作成用角孔
162b2 第2のフック作成用角孔
162b3 第3のフック作成用角孔
164 吐出用筒部
164a 吐出孔
166−1 第1のフック
166−2 第2のフック
166−3 第3のフック
18A 下部ケース部(第1の部材;ケース)
18a 円形開口部
18Ab 突出部
18Ac 位置決め凹部
18Ad 環状突起
18Ae 位置決め突起
18OUT ケース外面(第1の外面)
18IN ケース内面(第1の内面)
18−2 第2のフック受け部
20 支点板
20a 凹部
221−1 第1のダイヤフラム部
221−2 第2のダイヤフラム部
221−3 第3のダイヤフラム部
225−1 第1の中空状取付体
225−2 第2の中空状取付体
225−3 第3の中空状取付体
24 揺動体
242 駆動円板
244−1 第1の軸体
244−2 第2の軸体
244−3 第3の軸体
244−1a 第1の空気導入孔
244−2a 第2の空気導入孔
244−3a 第3の空気導入孔
26 偏心回転軸
28 回転体
28a 凹部
30 回転駆動軸
32 環状凸部
35 ポンプアセンブリ
50 超音波ホーン
MA モータの回転軸
RS 収容空間
X1 第1の水平方向
X2 第2の水平方向
X3 第3の水平方向
Z 垂直方向(上下方向)
Claims (12)
- 第1の部材と第2の部材とが接合して成る接合アセンブリであって、
少なくとも前記第1の部材は、熱可塑性樹脂から成り、
前記第1および第2の部材は、それぞれ、互いに接合されるべき外部に露出した第1および第2の外面を持ち、
前記第2の部材は、前記第2の外面から露出して、少なくとも1つの非扁平部が内周面に形成された筒状部を備え、
前記第1の部材は、該筒状部へ挿入可能な寸法を持ち、前記第1の外面から突出する突出部を備え、
前記第1の部材の前記突出部は、前記第2の部材の前記筒状部に挿入されており、
前記第1の部材の前記突出部は、前記第2の部材の前記少なくとも1つの非扁平部に密着された密着部を持つ、
ことを特徴とする、接合アセンブリ。 - 前記非扁平部は、凹部、溝、凸部および凸条から選択された1つ又はそれらの組み合わせから成る、請求項1に記載の接合アセンブリ。
- 前記第1の部材が成形部品から成り、前記第2の部材が金属製のモータから成る、請求項1又は2記載の接合アセンブリ。
- 前記成形部品が、前記モータで駆動される小型ポンプのケースから成る、請求項3に記載の接合アセンブリ。
- 第1の部材を第2の部材に接合する方法であって、
少なくとも前記第1の部材は、熱可塑性樹脂から成り、
前記第1および第2の部材は、それぞれ、互いに接合されるべき外部に露出した第1および第2の外面を持ち、前記第1の部材は、前記第1の外面に対向して内部に設けられた第1の内面を持ち、
前記第2の部材に、前記第2の外面から露出して、内周面に少なくとも1つの非扁平部を持つ筒状部を形成する過程と、
前記第1の部材に、該筒状部へ挿入可能な寸法を持ち、前記第1の外面から突出する突出部を形成する過程と、
前記第1の部材の前記突出部を、前記第2の部材の前記筒状部に挿入する過程と、
前記第1の部材の前記第1の内面に超音波ホーンを接触させた状態で該超音波ホーンを振動させ、前記第1の部材の前記突出部を前記第2の部材の前記筒状部に超音波溶着させて、前記突出部の一部分を前記少なくとも1つの非扁平部に密着させる過程と、
を含む、接合方法。 - 前記非扁平部は、凹部、溝、凸部および凸条から選択された1つ又はそれらの組み合わせから成る、請求項5に記載の接合方法。
- 前記挿入する過程の前に、前記第1の部材の前記第1の内面であって、前記突出部と対向する位置に、前記超音波ホーンの先端を位置決めするための位置決め凹部を形成する過程を更に含む、
請求項5又は6に記載の接合方法。 - 前記位置決め凹部は、前記第1の部材の前記第1の内面より盛り上がって形成された環状突起に囲まれている、請求項7に記載の接合方法。
- 前記筒状部を形成する過程は、ねじタップにより雌ネジ部を形成する過程から成る、請求項5乃至8のいずれか1つに記載の接合方法。
- 前記第1の部材が成形部品から成り、前記第2の部材が金属製のモータから成る、請求項5乃至9のいずれか1つに記載の接合方法。
- 前記成形部品が、前記モータで駆動される小型ポンプのケースから成る、請求項10に記載の接合方法。
- 小型ポンプを組み立てる方法であって、
前記小型ポンプのケースをモータに、請求項11に記載の接合方法で接合する過程と、
前記ケースの内部に突出する前記モータの回転駆動軸の先端部に、回転体を取り付ける過程と、
ポンプアセンブリを、当該ポンプアセンブリの下部に設けられた偏心回転軸を前記回転体の凹部に挿入した状態で、前記ケースに嵌め込む過程と、
を含む小型ポンプ組立て方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017132751A JP2019015225A (ja) | 2017-07-06 | 2017-07-06 | 接合アセンブリおよび接合方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017132751A JP2019015225A (ja) | 2017-07-06 | 2017-07-06 | 接合アセンブリおよび接合方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019015225A true JP2019015225A (ja) | 2019-01-31 |
Family
ID=65356416
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017132751A Pending JP2019015225A (ja) | 2017-07-06 | 2017-07-06 | 接合アセンブリおよび接合方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019015225A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115681105A (zh) * | 2021-07-23 | 2023-02-03 | 研能科技股份有限公司 | 气体传输装置 |
-
2017
- 2017-07-06 JP JP2017132751A patent/JP2019015225A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115681105A (zh) * | 2021-07-23 | 2023-02-03 | 研能科技股份有限公司 | 气体传输装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101553869B1 (ko) | 초음파 센서 조립체 | |
| JP4818490B2 (ja) | 超音波センサモジュールの取り付け装置および取り付け方法 | |
| JPWO2020203007A1 (ja) | 電動弁 | |
| CN108227341A (zh) | 阻挡ir的镜头固持器 | |
| JP2019015225A (ja) | 接合アセンブリおよび接合方法 | |
| KR101126044B1 (ko) | 진동자 | |
| JP2001521453A (ja) | プラスチック・中空構造体 | |
| JP6150224B2 (ja) | 直動駆動装置のケーシング構造 | |
| US12155285B2 (en) | Actuator and lid with pressing convex portions | |
| JP5743314B2 (ja) | 超音波プローブ及び超音波画像表示装置 | |
| JP6601973B2 (ja) | 骨伝導振動子およびその製造方法 | |
| KR20050042489A (ko) | 스로틀 밸브 포트를 실링하기 위한 방법 | |
| KR101727012B1 (ko) | 차량용 액츄에이터 | |
| JP2006191252A (ja) | スピーカ | |
| JP5075555B2 (ja) | 弁装置用の合成樹脂ハウジング | |
| CN111131972A (zh) | 一种发声装置及电子产品 | |
| KR100523722B1 (ko) | 밀폐형 소형 스위치 | |
| CN211213142U (zh) | 一种组装结构及心电记录仪 | |
| CN207783136U (zh) | 动铁受话器 | |
| JP6008748B2 (ja) | 車両用モータポンプ装置 | |
| JP2000013892A (ja) | 圧電発音器及びその製造方法 | |
| CN211630385U (zh) | 喇叭组件的装配结构及喇叭组件 | |
| JP7471653B2 (ja) | 制動装置 | |
| KR100737728B1 (ko) | 멤스 마이크로폰의 패키징 구조 및 그 조립방법 | |
| KR20150004153A (ko) | 초음파 센서 조립체 |