JP2020041205A - 金属複合材料製造方法および金属複合材料製造装置 - Google Patents
金属複合材料製造方法および金属複合材料製造装置 Download PDFInfo
- Publication number
- JP2020041205A JP2020041205A JP2018171516A JP2018171516A JP2020041205A JP 2020041205 A JP2020041205 A JP 2020041205A JP 2018171516 A JP2018171516 A JP 2018171516A JP 2018171516 A JP2018171516 A JP 2018171516A JP 2020041205 A JP2020041205 A JP 2020041205A
- Authority
- JP
- Japan
- Prior art keywords
- gas
- molten metal
- particles
- pipe
- particle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Manufacture Of Alloys Or Alloy Compounds (AREA)
Abstract
Description
搬送管内において粒子をあらかじめ分散(プレ分散)することができる。これにより、射出ノズルから噴射された粒子の分散性が向上する。その結果、金属複合材料の機械的強度を十分に高めることができる。
搬送管内において粒子をあらかじめ分散(プレ分散)することができる。これにより、射出ノズルから噴射された粒子の分散性が向上する。その結果、金属複合材料の機械的強度を十分に高めることができる。
図1に示すように、本実施形態に係る金属複合材料製造装置100は、溶解したアルミニウムなどの金属溶湯(以下では溶湯Mと記載する)に、二酸化ケイ素などの無機微粒子(以下では粒子Pと記載する)を分散させて金属複合材料(以下では合金と称する)を製造する装置である。粒子Pの平均粒子径(例えば、水系分散液中で分散してレーザー回折法で計測した体積平均径)が10μmから50μmである。以下では、粒子Pが、体積平均径が10μmから50μmの二酸化ケイ素の球形微粒子である場合を例示して説明する。
〔ガス供給部〕
図1に示すように、ガス供給部6は、窒素ガスをガスGとして圧縮状態で貯留する第一ボンベ68および第二ボンベ69と、第一ボンベ68および第二ボンベ69からガスGを粒子供給部5へ搬送する第一ガス管66および第二ガス管67とを有する。第一ガス管66および第二ガス管67には、その管内部を通流するガスGの流量を調整する第一調整弁66aおよび第二調整弁67aを有する。
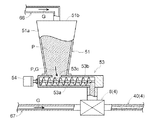
図2に示すように、粒子供給部5は、外部からの気体の流入を防止した状態で粒子Pの粒子群(いわゆる粉体、以下では当該粉体を包括して粒子Pと記載する)を貯留する供給タンク51と、供給タンク51から粒子Pを切り出して搬送管40へ供給する粉体供給機53と、粉体供給機53と搬送管40と第二ガス管67とを接続する混合機8(粒子供給管の一例)とを有する。
図1に示すように、粒子搬送部4は、射出部3の射出ノズル30に連通接続された搬送管40と、搬送管40に設けられた開閉弁40aと、粉体供給機53(図2参照)から供給される粒子Pを分散して搬送管40に供給する混合機8と、を有する。
図1に示すように、溶湯貯留部2は、溶湯Mを貯留する貯留槽20と、貯留槽20を加熱する電気式ヒータなどの加熱器21と、少なくとも貯留槽20を減圧状態で収容可能な収容容器23と、貯留槽20に貯留された溶湯Mを撹拌する撹拌機24と、真空容器である収容容器23の内部と外部とを接続ないし遮断可能な弁体を有するリリーフ弁ユニット25と、収容容器23を減圧する真空ポンプ27や減圧管28などを有する減圧ユニット26とを備えている。
図4に示すように、射出部3は、粒子Pを溶湯Mに射出供給する供給機である。射出部3は、粒子Pを溶湯Mに向けて射出する射出ノズル30を有する。射出ノズル30には搬送管40から混合気Fが供給される。射出部3は、射出ノズル30や、射出ノズル30に供給される混合気Fを加熱する加熱装置(図示せず)を有してもよい。
〔実施例1〕
本実施例では、プレバージ工程を実行してから射出工程を実行した場合における、射出工程における粒子Pの射出速度を評価した結果を説明する。本実施例では、評価を簡便に行うために、金属複合材料製造装置100の一部を後述するように変更して粒子Pの射出速度を評価している。
本比較例では、プレバージ工程を実行せずに射出工程を実行した場合における、射出工程における粒子Pの射出速度を評価した結果を説明する。その他は実施例1と同じである。
本参考例では、貯留槽20の内圧の真空度と粒子Pの射出速度の関係を評価した結果を説明する。本参考例では、評価を簡便に行うために、金属複合材料製造装置100を模した評価用射出装置200を用いて粒子Pの射出速度を評価している。
〔実施例2〕
本実施例では、図1に示す金属複合材料製造装置100を用い、かつ、プレバージ工程を実行してから射出工程を実行してアルミニウム主体の金属複合材料(いわゆるアルミニウム合金、以下ではAL合金と記載する)を製造した場合における、AL合金の品質を評価した結果を説明する。
原料合金が溶解して溶湯Mとなった後、図8、図9に示すように、収容容器23の内部を真空ポンプ27で減圧する。この際、リリーフ弁ユニット25は閉じておく。収容容器23の内圧は、第一真空度V1まで減圧される。当該減圧の過程で、蓋部23aは収容容器23に密着し、蓋部23aが収容容器23を密閉する。収容容器23の内圧が第一真空度V1(図8参照)まで減圧されると、真空ポンプ27の動作状態を維持したまま開閉弁29を閉じる。なお、第一真空度V1は、本実施例では絶対圧で5kPaである。なお、図8においてラインLは収容容器23の内圧の変化を示している。
収容容器23の内圧が第一真空度V1(図8参照)に到達した直後に減圧工程を終了し、引き続き投入工程を実行開始する。
投入工程ではガス供給工程が実行される。収容容器23の内圧が第一真空度V1(図8参照)に到達した直後に、第二ガス管67から混合機8を介して、ガスGを搬送管40へ供給開始する(プレパージ工程)。これにより、搬送管40を通流するガスGの通流速度や射出ノズル30から噴射するガスGの噴出速度が、分散工程の実行中と同程度まで加速される。第二ガス管67からのガスGの供給量は、25L/minに設定する。
ポストパージ工程の終了後、減圧工程を再開し、以後ポストパージまでの工程を繰り返し実行する。以下では減圧工程の開始時からポストパージ工程の終了時までの工程を包括して「小工程」と記載する。
なお、Mg合金は、ポストパージ工程の終了後、次の小工程における減圧工程を再開する前に、リリーフ弁ユニット25を開いて収容容器23の内圧を大気圧と等しくしてから蓋部23aを開き、溶湯Mに直接投入する。本実施例では、あらかじめ準備したMg合金を重量比で二分割して溶湯Mに投入して、二回目の小工程におけるポストパージ工程の終了後と三回目の小工程における減圧工程を再開する前、および、四回目の小工程におけるポストパージ工程の終了後と五回目の小工程における減圧工程を再開する前にMg合金を溶湯Mに投入した。
小工程の繰り返しの過程で、供給タンク51の粒子Pが空になれば(粒子Pの投入量が8.4kgに到達すれば)、ポストパージ工程を実行した後に金属複合材料製造装置100による製造を完了する。本実施例では、5回目の小工程における射出工程の途中で供給タンク51の粒子Pが空になったため、ポストパージ工程を実行した後に金属複合材料製造装置100によるAL合金の溶湯の製造を完了した。
金属複合材料製造装置100で製造完了したAL合金の溶湯は、所定の金型などに流し込み、冷却固化してAL合金のインゴットに加工する。以下では、AL合金のインゴットを単にインゴットと記載する。
AL合金の評価は、インゴットの金属組織中の欠陥率により評価する。欠陥率は、インゴットの断面を金属顕微鏡で撮像して金属組織の画像を取得し、当該金属組織の画像を画像解析して求める。画像解析は、市販の画像解析ソフト(三谷商事株式会社製のwinRoof)で行った。なお、金属組織の画像は、合計18.18平方mmの範囲を撮像する。本実施形態では、1.91mm×2.38mmの矩形の画像を4カ所撮像している。欠陥率は、撮像された金属組織中における単位面積当たりに発見された空隙の面積の比率(空隙率)として求める。
本比較例では金属複合材料製造装置100を用いてAL合金を製造するが、プレバージ工程とポストパージ工程との二つの工程が実行される実施例2の場合と異なり、プレバージ工程とポストパージ工程との二つの工程の実行を省略して投入工程を実行してAL合金を製造した場合における、当該AL合金の品質を評価した結果を説明する。本比較例は、プレバージ工程とポストパージ工程との実行を省略した以外は実施例2と同じである。すなわち、減圧工程の実行完了直後に投入工程における射出工程を実行開始し、投入工程(小工程)はポストパージ工程を行わずに射出工程の実行完了と同時に終了する。
本実施例では金属複合材料製造装置100を用いてAL合金を製造するが、プレバージ工程とポストパージ工程との二つの工程が実行される実施例2の場合と異なり、ポストパージ工程の実行を省略して投入工程を実行してAL合金を製造した場合における、当該AL合金の品質を評価した結果を説明する。本実施例は、ポストパージ工程の実行を省略した以外は実施例2と同じである。すなわち、投入工程(小工程)はポストパージ工程を行わずに射出工程の実行完了と同時に終了する。
(1)上記実施例2および実施例3では、収容容器23の内圧が第一真空度V1に到達した直後に減圧工程を終了し、引き続き投入工程を実行開始する場合を例示した。しかしながら、第一真空度V1に到達した後でも開閉弁29を閉じずに、減圧工程と投入工程とを期間を重複して実行することもできる。たとえば、投入工程の実行中も継続して減圧工程を実行してもよい。この場合、射出ノズル30から収容容器23の容器内部に噴射されるガスGの供給量と、真空ポンプ27で吸引して排気する気体の量を同じにするとよい。
3 :射出部
4 :粒子搬送部
5 :粒子供給部
5b :供給管
6 :ガス供給部
8 :混合機(粒子供給管)
20 :貯留槽
30 :射出ノズル
40 :搬送管
51 :供給タンク
53 :粉体供給機
85 :ガスノズル
100 :金属複合材料製造装置
C :制御部
E :排気ガス(キャリアガス)
F :混合気
G :ガス(キャリアガス)
M :溶湯
P :粒子
V1 :第一真空度
V2 :第二真空度
Claims (5)
- 金属溶湯が貯留された貯留槽の内圧を第一真空度に到達するまで減圧する減圧工程と、
無機微粒子をキャリアガスで加速し、前記貯留槽に貯留された前記金属溶湯に向けて射出ノズルから射出して前記無機微粒子を前記金属溶湯に投入する投入工程と、を備え、
前記投入工程は、前記射出ノズルに接続された搬送管を通流する前記キャリアガスにより前記無機微粒子を前記射出ノズルに搬送する粒子搬送工程を含み、
前記粒子搬送工程は、前記無機微粒子を前記搬送管へ供給する粒子供給工程と、前記キャリアガスを前記搬送管へ供給するガス供給工程と、前記ガス供給工程を実行開始してから前記粒子供給工程を実行開始するプレパージ工程と、を含む金属複合材料製造方法。 - 前記投入工程は、前記貯留槽の内圧の減圧が開始されてから前記第一真空度に到達した直後までに実行開始され、
前記投入工程は、前記投入工程の実行に伴い前記貯留槽の内圧が前記第一真空度から昇圧して第二真空度に到達すると終了され、
前記金属溶湯に所定量の前記無機微粒子を投入完了するまで、前記投入工程は繰り返し実行される請求項1に記載の金属複合材料製造方法。 - 前記ガス供給工程は、前記搬送管に供給される前記無機微粒子に向けて前記キャリアガスを噴射する分散工程を含む請求項1または2に記載の金属複合材料製造方法。
- 制御部と、
金属溶湯を第一真空度で貯留する貯留槽を有する溶湯貯留部と、
無機微粒子をキャリアガスで加速し、前記貯留槽に貯留された前記金属溶湯に向けて射出して前記貯留槽に供給する射出ノズルを有する射出部と、
前記射出ノズルに接続された搬送管を有し、当該搬送管を通流する前記キャリアガスにより前記無機微粒子を前記射出ノズルに搬送する粒子搬送部と、
前記無機微粒子を前記搬送管へ供給する粒子供給部と、
前記キャリアガスを前記搬送管へ供給するガス供給部と、を備え、
前記制御部は、前記ガス供給部に前記キャリアガスの供給を開始させた後に前記粒子供給部に前記無機微粒子の供給を開始させる金属複合材料製造装置。 - 前記粒子供給部は、前記搬送管に接続されており、前記無機微粒子を前記搬送管に供給する粒子供給管を有し、
前記ガス供給部は、前記キャリアガスを前記搬送管の管内部に噴射するガスノズルを有し、
前記ガスノズルは、前記粒子供給管から前記搬送管に供給された前記無機微粒子に向けて前記キャリアガスを噴射する請求項4に記載の金属複合材料製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018171516A JP7167571B2 (ja) | 2018-09-13 | 2018-09-13 | 金属複合材料製造方法および金属複合材料製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018171516A JP7167571B2 (ja) | 2018-09-13 | 2018-09-13 | 金属複合材料製造方法および金属複合材料製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020041205A true JP2020041205A (ja) | 2020-03-19 |
| JP7167571B2 JP7167571B2 (ja) | 2022-11-09 |
Family
ID=69797630
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018171516A Active JP7167571B2 (ja) | 2018-09-13 | 2018-09-13 | 金属複合材料製造方法および金属複合材料製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7167571B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5767422A (en) * | 1980-10-14 | 1982-04-24 | Kawasaki Steel Corp | Method and apparatus for supplying powder |
| JPS5721032Y2 (ja) * | 1978-06-10 | 1982-05-07 | ||
| JPS58104839A (ja) * | 1981-12-16 | 1983-06-22 | Sumitomo Cement Co Ltd | 粉体連続定量供給装置の定量供給機構 |
| JPH02282440A (ja) * | 1988-12-23 | 1990-11-20 | Otai Iron Works Co Ltd | 粒子分散強化複合材の製造方法及び装置 |
| US6491423B1 (en) * | 1998-03-11 | 2002-12-10 | Mc21, Incorporated | Apparatus for mixing particles into a liquid medium |
| WO2016152350A1 (ja) * | 2015-03-25 | 2016-09-29 | アイシン精機株式会社 | 金属複合材料の製造装置 |
-
2018
- 2018-09-13 JP JP2018171516A patent/JP7167571B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5721032Y2 (ja) * | 1978-06-10 | 1982-05-07 | ||
| JPS5767422A (en) * | 1980-10-14 | 1982-04-24 | Kawasaki Steel Corp | Method and apparatus for supplying powder |
| JPS58104839A (ja) * | 1981-12-16 | 1983-06-22 | Sumitomo Cement Co Ltd | 粉体連続定量供給装置の定量供給機構 |
| JPH02282440A (ja) * | 1988-12-23 | 1990-11-20 | Otai Iron Works Co Ltd | 粒子分散強化複合材の製造方法及び装置 |
| US6491423B1 (en) * | 1998-03-11 | 2002-12-10 | Mc21, Incorporated | Apparatus for mixing particles into a liquid medium |
| WO2016152350A1 (ja) * | 2015-03-25 | 2016-09-29 | アイシン精機株式会社 | 金属複合材料の製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7167571B2 (ja) | 2022-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9718217B2 (en) | Kneading apparatus, method for producing thermoplastic resin molded product, and foam injection molding method | |
| US10835959B2 (en) | Atomizer for improved ultra-fine powder production | |
| US20010042929A1 (en) | Monolithic ceramic gas diffuser for injecting gas into a molten metal bath | |
| US20210154799A1 (en) | Abrasive suspension jet cutting system having reduced system wear and process materials reclamation | |
| US20210060641A1 (en) | Passivation and alloying element retention in gas atomized powders | |
| KR20100121695A (ko) | 복합 구조물 형성 방법, 조제 입자, 및 복합 구조물 형성 시스템 | |
| JP6683720B2 (ja) | 管状ソノトロードの利用方法 | |
| US20120090432A1 (en) | Wettable injectors for degassing of molten metal | |
| JP2020041205A (ja) | 金属複合材料製造方法および金属複合材料製造装置 | |
| US9322084B2 (en) | Methods for industrial-scale production of metal matrix nanocomposites | |
| EP3020493A1 (en) | Nanoparticle production method, production device and automatic production device | |
| KR20230047475A (ko) | 아토마이즈 장치, 금속 분체의 제조 방법 및 유가 금속의 제조 방법 | |
| KR102258154B1 (ko) | 복합재 성형을 위한 다이캐스팅 장치 및 그것을 이용한 주조방법 | |
| JP2003200077A (ja) | 微粉製造装置 | |
| Kudryashova et al. | Ultrasonic dispersion of agglomerated particles in metal melt | |
| JP2019081211A (ja) | 表面処理装置及び表面処理方法 | |
| JP2010248546A (ja) | 金属粉末の製造方法、それにより製造された金属粉末、および金属粉末製造装置 | |
| RU2536122C1 (ru) | Способ получения микрослитков из расплава методом центробежного распыления | |
| JPH08224652A (ja) | 離型剤の塗布方法 | |
| KR102210374B1 (ko) | 다이캐스팅용 보조장치 및 이를 이용한 다이캐스팅 방법 | |
| WO2019049175A1 (en) | APPARATUS FOR PRODUCING FOAM OF MATERIAL FROM MATERIAL AND ASSOCIATED METHODS | |
| Wang et al. | Reoxidation on the surface of molten low‐carbon aluminum‐killed steel | |
| CN121428553B (zh) | 用于改善涂层均匀性的熔覆辅助装置及工艺 | |
| KR101263187B1 (ko) | 화합물 분말의 용탕 표면 반응 장치 및 이를 이용한 표면 반응 방법 | |
| FR2505672A1 (fr) | Procede d'obtention de granules a partir du metal fondu et dispositif pour sa mise en oeuvre |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210806 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220708 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220719 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220907 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220927 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221010 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7167571 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |