JP2020176041A - タイルの製造方法、及びタイル - Google Patents
タイルの製造方法、及びタイル Download PDFInfo
- Publication number
- JP2020176041A JP2020176041A JP2019081426A JP2019081426A JP2020176041A JP 2020176041 A JP2020176041 A JP 2020176041A JP 2019081426 A JP2019081426 A JP 2019081426A JP 2019081426 A JP2019081426 A JP 2019081426A JP 2020176041 A JP2020176041 A JP 2020176041A
- Authority
- JP
- Japan
- Prior art keywords
- ink
- layer
- tile
- printing
- base layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Finishing Walls (AREA)
Abstract
【解決手段】タイル1の製造方法は、下地層5を形成する工程と、インク7で印刷する工程と、焼成する工程と、を備える。下地層5は、所定の焼成温度で溶融せず、かつ乳白剤を含有する。下地層5は釉層のように溶融しないため、インク7(顔料)の下地層5への拡散が抑制される。よって、柄が滲むことがなく高精細な意匠が得られる。また、インク7(顔料)の下地層5への拡散が抑制されるため少量のインク7で濃い色が出せるから、インクコストも低減できる。
【選択図】図5
Description
本発明は、上記実情に鑑みてなされたものであり、柄の滲みが抑制されて高精細な意匠を得ることができ、かつインクコストも低減できるタイルの製造方法を提供することを目的とする。
前記下地層の上に、インクで印刷する工程と、
焼成する工程と、を備えるタイルの製造方法。
〔2〕前記下地層は、エンゴーベから形成されている、〔1〕に記載のタイルの製造方法。
この構成では、柄が滲むことがなく高精細な意匠が得られ、インクコストも低減できる。
〔1〕又は〔2〕に記載のタイルの製造方法。
この構成では、釉層により加飾層が保護されたタイルを製造できる。
前記素地の表面に形成された、乳白剤を含有するエンゴーベの下地層と
前記下地層の上に形成された加飾層と、を備えるタイル。
この構成のタイルは、エンゴーベの下地層があるから、加飾層の柄が滲んでおらず、高精細な意匠を備えている。
この構成のタイルは、施釉層により加飾層が保護される。
タイル1の製造方法は、下地層5を形成する工程と、インク7で印刷する工程と、焼成する工程と、を備える(図1〜4参照)。
(1)下地層5を形成する工程
下地層5を形成する工程は、素地3の表面に、所定の焼成温度で溶融せず、かつ乳白剤を含有する下地層5を形成する工程である(図1,2参照)。
素地3の組成は、特に限定されない。素地主原料としては基本的に従来熔化質素地用原料として使用されているものを用いることができる。例えば、その組成の例として、長石、珪石、蝋石、石灰石、蛙目粘土、及び木節粘土からなる群より選択される1種以上を含む組成が好適に採用される。例えば、素地3の組成として、素地全体を100重量部とした場合に、木節粘土20重量部〜60重量部、長石40重量部〜80重量部の組成が例示される。
下地層5は、所定の焼成温度で溶融せず、かつ乳白剤を含有する。
所定の焼成温度とは、焼成する工程における焼成温度を意味する。焼成温度は、特に限定されず、下地層5を形成するための原料、素地3の組成等によって適宜変更される。所定の焼成温度は、例えば、1050℃〜1250℃が好ましく、1100℃〜1200℃がより好ましい。
下地層5は、乳白剤を含有している。乳白剤は、特に限定されないが、例えばジルコンが挙げられる。乳白剤によって、素地3の色を補正して、加飾層9による仕上がりをよくするためである。
下地層5は、エンゴーベによって形成されていることが好ましい。エンゴーベは、化粧土とも呼ばれる。エンゴーベは、粘土を主成分(80重量%以上)とし、素地3の表面の状態を改善するものである。エンゴーベの組成は、特に限定されない。例えば、エンゴーベは、(a)白色に焼き上がる粘土又はその他の適当な粘土、(b)種々の形の珪酸(珪砂、珪石、石英等)、(c)少なくとも2種類のフラックス(1種類だけを用いてもよいが2種類用いた方が一層安定なガラスができ、粘土粒子が一層強固に結合される)からなる。カリは優れたフラックスで、石灰とともに用いる。カリは長石あるいはベグマイトとして加え、石灰は胡粉およびときに焼石膏の形で加える。代表的なエンゴーベの組成は次のようである。
1種類のフラックス用
〔例1〕CaO・0.5Al2O3・4SiO2
〔例2〕0.15K2O・Al2O3・5SiO2
2種類のフラックス用
〔例3〕0.7CaO 0.5Al2O3・4SiO2
0.3K2O
エンゴーベの調製は釉と同様に行う。微粉砕した原料を水と混合し、適当な稠度の泥漿にする。粗粒を除き、同時に十分に混合されるように篩を通す。
蛙目粘土 :10重量部〜20重量部
カオリン :10重量部〜20重量部
長石 :30重量部〜50重量部
炭酸カルシウム:5重量部〜15重量部
ジルコン :10重量部〜30重量部
泥漿の比重は、固形分の沈殿を抑制し、塗布後の乾燥を速めて均一な層を形成させる等の観点から、1.4以上が好ましく、1.5以上がより好ましい。他方、泥漿の比重は、適切な粘度に調整するために多くの添加剤を必要とするなど、塗布する際の取扱い性の観点から、1.8以下が好ましく、1.7以下がより好ましい。これらの観点から、泥漿の比重は、1.4〜1.8が好ましく、1.5〜1.7がより好ましい。
泥漿の粘度は、固形分の沈殿を抑制する等の観点から、50mPa・s以上が好ましく、80mPa・s以上がより好ましい。他方、泥漿の粘度は、吐出状態が安定せず、均一な塗布層が形成しにくいなど、塗布する際の取扱い性の観点から、150mPa・s以下が好ましく、120mPa・s以下がより好ましい。これらの観点から、泥漿の比重は、50mPa・s〜150mPa・sが好ましく、80mPa・s〜120mPa・sがより好ましい。
泥漿における粒子の粒度は、粒度分布測定機にて測定される平均粒子径(D50)が、次の範囲にあることが好ましい。平均粒子径(D50)は、素地3へのエンゴーベの過度の浸み込みを抑制するという観点から、2μm以上が好ましく、4μm以上がより好ましい。他方、平均粒子径(D50)は、下地層5の仕上げを良くするという観点から、8μm以下が好ましく、6μm以下がより好ましい。これらの観点から、平均粒子径(D50)は、2μm〜8μmが好ましく、4μm〜6μmがより好ましい。なお、粒度分布測定機としては、レーザー回折式粒度分布測定機を用いる。
素地3の表面に、下地層5を形成するために、泥漿を塗布する塗布方法は、特に限定されない。
塗布方法は、例えば、スプレー法、ロールコート法、浸漬法、グラビアコート法、ダイコート法、カーテンコート法等、一般的な塗布方法から適宜選択することができる。
塗布量は、特に限定されない。塗布量は、素地3の色を補正して、加飾層9による仕上がりをよくするとの観点から100mm×100mmの面積当たり、2g以上が好ましく、3g以上がより好ましい。他方、塗布量は、製造コストの観点から、6g以下が好ましく、5g以下がより好ましい。これらの観点から、塗布量は、2g〜6gが好ましく、3g〜5gがより好ましい。
塗布時の素地3の温度は、特に限定さない。塗布時の素地3の温度は、泥漿の乾燥速度を上げて生産性を高めるとの観点から、50℃以上が好ましく、60℃以上がより好ましい。他方、塗布時の素地3の温度は、泥漿を素地3表面で十分にレベリングさせてから乾燥させるという観点から、通常90℃以下である。
この工程は、下地層5の上に、インク7(無機顔料インク)で印刷する工程である(図3参照)。なお、加飾層9は、インク7が焼成されて形成される(図4参照)。
印刷としては、特に限定されず、種々の印刷を採用することができる。このような印刷として、例えば、インクジェット印刷、スクリーン印刷、ディスペンサ印刷、凸版印刷(フレキソ印刷)、昇華型印刷、オフセット印刷、レーザープリンタ印刷(トナー印刷)、凹版印刷(グラビア印刷)、コンタクト印刷、マイクロコンタクト印刷等を挙げることができる。
この工程は、印刷後に、所定温度で焼成する工程である。焼成温度は、「(1.2)下地層5」の欄に記載した通りである。すなわち、焼成温度は、特に限定されず、下地層5を形成するための原料、素地3の組成等によって適宜変更される。所定の焼成温度は、例えば、1050℃〜1250℃が好ましく、1100℃〜1200℃がより好ましい。
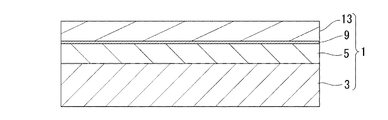
タイル1の製造方法では、更に、インク7の上に釉11を施釉する工程(以下、「施釉工程」ともいう)を備えてもよい(図3,5参照)。釉11は、焼成により上釉層13(「施釉層」に相当)となる(図6参照)。なお、この任意工程を備えるタイル1の製造方法では、図1〜3、5、6の流れの製造方法となる。この施釉工程を備えた製造方法では、(A)下地層5を形成する工程、インク7で印刷する工程、施釉工程、焼成工程を順に行う製造方法であってもよいし、(B)下地層5を形成する工程、インク7で印刷する工程、第1焼成工程、施釉工程、第2焼成工程を順に行う製造方法であってもよい。(B)の製造方法が採用される場合には、第1焼成工程の焼成温度が、例えば1050℃〜1250℃であり、第2焼成工程の焼成温度が、第1焼成工程の焼成温度よりも低く設定される。このように、第2焼成工程の焼成温度を、第1焼成工程の焼成温度よりも低く設定することで所望の色を出すことができる。
釉11(釉薬)は、特に限定されない。
釉11の好適な組成を例示する。以下の組成では、釉11の固形分全体を100重量部としている。
フリット :5重量部〜40重量部
長石 :5重量部〜40重量部
カオリン :1重量部〜10重量部
珪砂 :10重量部〜40重量部
アルミナ :10重量部〜20重量部
炭酸カルシウム:5重量部〜25重量部
尚、炭酸カルシウムは、炭酸バリウムもしくは炭酸ストロンチウムのいずれかまたは両方に一部もしくは全量を置き換えることができる。
タイル1の積層構造は、図4又は6の構成となる。
すなわち、第1の態様におけるタイル1は、素地3と、素地3の表面に形成された下地層5と、下地層5の上に形成された加飾層9と、を備える(図4参照)。また、第2の態様におけるタイル1は、素地3と、素地3の表面に形成された下地層5と、下地層5の上に形成された加飾層9と、加飾層9の上に形成された上釉層13と、を備える(図6参照)。なお、下地層5は、乳白剤を含有するエンゴーベから形成されている。
「素地3」「下地層5」「エンゴーベ」については、「1.タイル1の製造方法」で説明したことが、そのまま「2.タイル1」についても適用される。
「加飾層9」は、「1.タイル1の製造方法」で説明したインク7が焼成して形成された層である。「加飾層9」は、インク7の無機顔料成分を含んでなる。
「上釉層13」は、「1.タイル1の製造方法」で説明した釉11が熔融して形成されている。
素地3の厚みは、特に限定されない。素地3の厚みは、タイル1の強度等の観点から、例えば、4mm〜13mmが好ましい。下地層5の厚みは、特に限定されない。下地層5の厚みは、素地3へのインク7の浸み込みを防止するとともに、製造コストの観点から40μm〜140μmが好ましい。上釉層13の厚みは、加飾層9の保護の観点から20μm〜120μmが好ましい。
本実施形態のタイル1の製造方法によれば、下地層5は釉層のように溶融しないため、インク7(顔料)の下地層5への拡散が抑制される。よって、柄が滲むことがなく高精細な意匠が得られる。また、インク7(顔料)の下地層5への拡散が抑制されるため少量のインク7で濃い色が出せるから、インクコストも低減できる。
本実施形態のタイル1は、下地層5によって柄が滲むことなく高精細な意匠を備えている。また、この構成のタイル1を製造する際に、インクコストが低減されるから、コスト的に有利である。
木節粘土40%、長石60%の配合で2kg調合し、水量50%、トリポリリン酸ソーダ0.3%添加して、ポットミルを用いて8時間微粉砕を行った。レーザー回折式粒度分布測定機(マイクロトラック)による平均粒子径(D50)は8μmであった。得られた泥漿を乾燥後、含水率7%になるように加水しネットデシンにより造粒体を得た。
油圧プレスにより成形圧力28MPaで一軸加圧成形し100×100×6mmの成形体を得、80℃で24時間乾燥した。
蛙目粘土15%、カオリン15%、長石40%、炭酸カルシウム10%、ジルコン20%の配合で2kg調合し、水量50%、トリポリリン酸ソーダ0.3%添加して、ポットミルを用いて8時間微粉砕を行い、得られた泥漿を比重1.6、粘度100mPa・sに調整してエンゴーベを含む泥漿とした。その粒度は素地と同じ粒度分布測定機で測定したところ、平均粒子径(D50)5μmであった。
フリット30%、カオリン5%、珪砂30%、アルミナ20%、炭酸カルシウム15%の配合で2kg調合し、水量50%、トリポリリン酸ソーダ0.3%添加して、ポットミルを用いて8時間微粉砕を行い、得られた泥漿を比重1.6、粘度100mPa・sに調整して釉とした。その粒度は素地と同じ粒度分布測定機で測定したところ、平均粒子径(D50)2μmであった。
乾燥させた素地を室温(25℃)まで冷却した後、直接インクジェット印刷したものを試験体Aとした。
80℃に維持した乾燥素地にエンゴーベ含有の泥漿をスプレー塗布(塗布量4g/成形体1枚当り)し、室温(25℃)まで冷却した後、インクジェット印刷し、その後釉をスプレー塗布(塗布量3g/成形体1枚当り)したものを試験体Bとした。
80℃に維持した乾燥素地にエンゴーベ含有の泥漿をスプレー塗布(塗布量4g/成形体1枚当り)し、続いて釉をスプレー塗布(塗布量3g/成形体1枚当り)した後、室温(25℃)まで冷却しインクジェット印刷したものを試験体Cとした。
試験体A、B、Cを、電気炉を用いて昇温速度10℃/分、最高温度1140℃で1時間保持した後、自然放冷するという条件で焼成し、室温まで冷却した後、印刷状態を確認した。
なお、インクジェット印刷に用いたインクは金属酸化物微粒子を有機溶媒に分散させた顔料インクである。
結果を表1に示す。
表1における評価は、以下のようにした。
「○」…印刷後のインクの滲みなし。焼成後のインクの滲みなし。
「△」…印刷後のインクの滲みなし。焼成後のインクの滲みあり。
「×」…印刷後のインクの滲みあり。焼成後のインクの滲みあり。
試験体Aでは印刷されたインクが素地に浸透せず、インクが素地上に浮いている状態で滲んでしまっており、狙った印刷状態が得られなかった。試験体Bでは印刷後、焼成後もインクの滲みはなく狙い通りの良好な印刷状態が得られた。試験体Cでは印刷後はインクの滲みはみられなかったが、焼成後は試験体Aほどの滲みではないものの、滲んでいる状態であった。

3 …素地
5 …下地層
7 …インク
9 …加飾層
11…釉
13…上釉層(施釉層)
Claims (5)
- 素地の表面に、所定の焼成温度で溶融せず、かつ乳白剤を含有する下地層を形成する工程と、
前記下地層の上に、インクで印刷する工程と、
焼成する工程と、を備えるタイルの製造方法。 - 前記下地層は、エンゴーベから形成されている、請求項1に記載のタイルの製造方法。
- 更に、前記インクの上に釉を施釉する工程を備える、
請求項1又は2に記載のタイルの製造方法。 - 素地と、
前記素地の表面に形成された、乳白剤を含有するエンゴーベの下地層と、
前記下地層の上に形成された加飾層と、を備えるタイル。 - 更に、前記加飾層の上に形成された施釉層を備える請求項4に記載のタイル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019081426A JP2020176041A (ja) | 2019-04-23 | 2019-04-23 | タイルの製造方法、及びタイル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019081426A JP2020176041A (ja) | 2019-04-23 | 2019-04-23 | タイルの製造方法、及びタイル |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020176041A true JP2020176041A (ja) | 2020-10-29 |
Family
ID=72936106
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019081426A Pending JP2020176041A (ja) | 2019-04-23 | 2019-04-23 | タイルの製造方法、及びタイル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020176041A (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5590483A (en) * | 1978-12-25 | 1980-07-09 | Tanto Kk | Ceramic tile glazing art and device |
| JP2005170705A (ja) * | 2003-12-09 | 2005-06-30 | Seiren Co Ltd | 無機質基材へのインクジェットプリント方法 |
| JP2011026765A (ja) * | 2009-07-21 | 2011-02-10 | Toray Amenity & Civil Engineering Co Ltd | 自動車トンネル構造体 |
| US20170107379A1 (en) * | 2015-10-19 | 2017-04-20 | Merck Patent Gmbh | Pigment/frit mixtures |
| CN107188614A (zh) * | 2017-03-23 | 2017-09-22 | 江西和美陶瓷有限公司 | 一种自洁抗菌瓷质釉饰砖及其制造工艺 |
-
2019
- 2019-04-23 JP JP2019081426A patent/JP2020176041A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5590483A (en) * | 1978-12-25 | 1980-07-09 | Tanto Kk | Ceramic tile glazing art and device |
| JP2005170705A (ja) * | 2003-12-09 | 2005-06-30 | Seiren Co Ltd | 無機質基材へのインクジェットプリント方法 |
| JP2011026765A (ja) * | 2009-07-21 | 2011-02-10 | Toray Amenity & Civil Engineering Co Ltd | 自動車トンネル構造体 |
| US20170107379A1 (en) * | 2015-10-19 | 2017-04-20 | Merck Patent Gmbh | Pigment/frit mixtures |
| CN107188614A (zh) * | 2017-03-23 | 2017-09-22 | 江西和美陶瓷有限公司 | 一种自洁抗菌瓷质釉饰砖及其制造工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106277793B (zh) | 一种高温金彩釉面砖的釉、砖及其制备方法 | |
| CN105948714B (zh) | 一种仿天然大理石抛釉砖的制备方法 | |
| CN115849713B (zh) | 一种数码缎光保护釉料及其制品和制备方法 | |
| CN106518029B (zh) | 一种具有金属光泽凹陷纹理的大理石陶瓷砖制备方法 | |
| CN109455933B (zh) | 一种结晶釉以及使用该结晶釉制得的陶瓷砖 | |
| CN106542735B (zh) | 一种耐磨全生料超平厚抛釉及其应用 | |
| CN104140297B (zh) | 浮雕幻影釉面砖的釉及制备 | |
| JP4075864B2 (ja) | 加飾セラミックス体、その製造方法及び釉薬調合物 | |
| CN112225454B (zh) | 一种低光泽度高耐污染性复合釉、使用该复合釉的花岗岩瓷质砖及其制备方法 | |
| CN112645597B (zh) | 一种双层流动差反应釉和制备方法 | |
| CN109867446B (zh) | 一种超平熔块干粒釉全抛砖及其制备方法 | |
| CN105948503A (zh) | 一种耐磨透明釉料及使用其制备抛釉砖的方法 | |
| CN105948820A (zh) | 一种耐磨釉料及使用其制备抛釉砖的方法 | |
| KR101953542B1 (ko) | 도자기용 다채색 고강도 안료조성물과 도자기용 다채색 고강도 안료조성물을 이용한 내열 도자기의 제조방법 및 이의 제조방법에 의해 제조된 내열 도자기 | |
| CN110104952A (zh) | 一种超耐磨大理石瓷砖配方及生产工艺 | |
| CN108996905B (zh) | 一种高硬度耐磨陶瓷砖及其制备方法 | |
| CN118579989B (zh) | 一种多彩闪晶效果的瑰丽石瓷砖及其制备方法 | |
| CN118495810B (zh) | 一种凸纹素色瓷砖及其制备方法 | |
| CN113998993B (zh) | 一种精雕仿石瓷抛砖及制备方法 | |
| CN106810297B (zh) | 一种表面具有高亮和哑光贵金属光泽陶瓷砖的生产工艺 | |
| CN120208541B (zh) | 一种蓝宝石效果干粒、具有仿蓝宝石效果的瓷砖及其制备方法 | |
| CN106810075A (zh) | 新骨瓷窑变釉及其制备方法 | |
| JP2020176041A (ja) | タイルの製造方法、及びタイル | |
| CN115073215A (zh) | 一种具有悬浮颗粒装饰效果的瓷砖及其制备方法 | |
| CN114014697A (zh) | 一种金属装饰釉面大理石瓷砖及其制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20210120 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220221 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230110 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230629 |