JP2022158205A - 繊維強化樹脂成形体およびその製造方法 - Google Patents
繊維強化樹脂成形体およびその製造方法 Download PDFInfo
- Publication number
- JP2022158205A JP2022158205A JP2021062947A JP2021062947A JP2022158205A JP 2022158205 A JP2022158205 A JP 2022158205A JP 2021062947 A JP2021062947 A JP 2021062947A JP 2021062947 A JP2021062947 A JP 2021062947A JP 2022158205 A JP2022158205 A JP 2022158205A
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- reinforced resin
- resin composition
- molded article
- resin molded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Reinforced Plastic Materials (AREA)
Abstract
【解決手段】繊維強化樹脂成形体は、臭素化ビスフェノールA型エポキシ樹脂とエポキシ希釈剤と硬化剤とを含む樹脂組成物を、強化繊維に含浸させ、硬化させた繊維強化樹脂成形体であり、前記樹脂組成物は、前記臭素化ビスフェノールA型エポキシ樹脂および前記エポキシ希釈剤との合計100質量部に対して、前記硬化剤として酸無水物を50~90質量部含み、粘度が10dPa・s(25℃)以下であり、前記繊維強化樹脂成形体の臭素の含有率が1.7体積%以上であり、UL94規格においてV-0の難燃性能を有する。
【選択図】なし
Description
本実施形態に係る繊維強化樹脂成形体を構成する樹脂組成物は、臭素化ビスフェノールA型エポキシ樹脂とエポキシ希釈剤と硬化剤とを含む。
臭素化ビスフェノールA型エポキシ樹脂としては、例えばテトラブロモビスフェノールA等を使用することができる。
エポキシ希釈剤は、臭素化ビスフェノールA型エポキシ樹脂を希釈し、樹脂組成物を適切な粘度とするために樹脂組成物に含有させる。樹脂組成物において、臭素化ビスフェノールA型エポキシ樹脂とエポキシ希釈剤との割合は50:50~80:20が好ましい。臭素化ビスフェノールA型エポキシ樹脂とエポキシ希釈剤との割合を上記範囲とすることにより、良好な成形性を有する樹脂組成物を得ることができる。臭素化ビスフェノールA型エポキシ樹脂の割合が上記範囲より少ないと、繊維強化樹脂成形体に含まれる臭素量が少なく、十分な難燃性を発現できなくなるおそれがある。一方、臭素化ビスフェノールA型エポキシ樹脂の割合が上記範囲より多いと、樹脂組成物の粘度が高くなりすぎて繊維基材に樹脂組成物が含浸しにくくなる。臭素化ビスフェノールA型エポキシ樹脂とエポキシ希釈剤との割合は、60:40~70:30がより好ましい。
硬化剤は、臭素化ビスフェノールA型エポキシ樹脂を硬化させるために樹脂組成物に含有させる。本実施形態の硬化剤は、酸無水物を含む。
本実施形態に係る樹脂組成物は、臭素化ビスフェノールA型エポキシ樹脂、エポキシ希釈剤および硬化剤に加えて、硬化促進剤、離型剤等の添加剤を含んでもよく、特に硬化促進剤を含むことが好ましい。
本実施形態に係る樹脂組成物は、粘度が10dPa・s(25℃)以下である。これにより、繊維強化樹脂成形体を確実に成形することができる。粘度の後に付した「(25℃)」とは、当該粘度が25℃における樹脂組成物の粘度であることを意味する。以下では、樹脂組成物の粘度について特に温度を記載しない場合、25℃における粘度を意味する。樹脂組成物の粘度は、好ましくは8dPa・s以下である。また、樹脂組成物の粘度は、好ましくは1dPa・s以上、より好ましくは3dPa・s以上である。樹脂組成物の粘度が10dPa・sを超えると樹脂組成物を強化繊維に含浸させることができず、繊維強化樹脂成形体が得られないおそれがある。また、粘度が1dPa・s未満であると、強化繊維に含浸させた樹脂組成物が強化繊維に保持されず、強化繊維を通り抜けてしまい、繊維強化樹脂成形体が得られないおそれがある。
強化繊維は、繊維強化樹脂成形体を強化するためのものである。上述の樹脂組成物を強化繊維に含浸させ、硬化させることにより、強化繊維と樹脂組成物とを一体化させ、繊維強化樹脂成形体を強化することができる。強化繊維は、特に限定されないが、繊維強化樹脂成形体を構成する強化繊維として公知であり、かつ繊維強化樹脂成形体を構成した際に当該樹脂成形体が後述する難燃性能を満たすような繊維を用途等に応じて適宜選択すればよい。強化繊維の具体例としては、炭素繊維、ガラス繊維、ボロン繊維、アルミナ繊維、窒化珪素繊維、バサルト繊維等の各種の繊維を用いることができる。これらの繊維の2種以上を適宜組み合わせて使用してもよい。これらの繊維のうち、比強度および比弾性の観点から、炭素繊維、ガラス繊維、ボロン繊維、アルミナ繊維、窒化珪素繊維が好ましい。さらに、繊維強化樹脂成形体の強度および耐食性等をより向上させることができるため、炭素繊維がより好ましい。炭素繊維としては、PAN(ポリアクリロニトリル)系の炭素繊維やピッチ系の炭素繊維を用いることができ、強度が特に高いPAN系の炭素繊維を用いることが好ましい。強化繊維として炭素繊維を用いる場合、炭素繊維に金属による表面処理を施してもよい。
式(1)において、Tf:繊維強化樹脂成形体に用いた強化繊維の基材1m2あたりの質量(g/m2)、ρf:用いた繊維基材の密度(g/cm3)、H:繊維強化樹脂成形体の厚み(mm)である。
本実施形態に係る繊維強化樹脂成形体は、臭素の含有率が1.7体積%以上である。これにより、繊維強化樹脂成形体を、優れた難燃性を有するものとすることができる。本明細書における繊維強化樹脂成形体の臭素の体積含有率VBr(体積%)は、繊維強化樹脂成形体を構成する樹脂の臭素の含有率を用いて、下記の式(2)に基づいて算出する。
式(2)において、X:繊維強化樹脂成形体を構成する樹脂の臭素の含有率(質量%)、Vf:繊維強化樹脂成形体の強化繊維の含有率(体積%)、ρr:樹脂の密度(g/cm3)、ρB:臭素の密度(g/cm3)である。
本実施形態に係る繊維強化樹脂成形体は、UL94規格においてV-0の難燃性能を有する。繊維強化樹脂成形体の難燃性能の調整は、繊維強化樹脂成形体に占める臭素化ビスフェノールA型ビニルエステル樹脂の割合を調整すること、または樹脂組成物における臭素化ビスフェノールA型ビニルエステル樹脂の含有量を調整することによって行うことができる。
本実施形態に係る繊維強化樹脂成形体は、任意の形状、大きさとしてよいが、例えば、板状、棒状等の形状とすることができる。棒状とする場合には、断面の形状を長方形、円形、中空、L字型、V字型、H字型、コの字型等とし、任意の長さとすることができる。断面の形状を長方形とする場合、寸法は特に限定されないが、厚さ1~20mm程度、幅10~600mm程度とすることができる。
本実施形態に係る繊維強化樹脂成形体の製造方法は、上述の強化繊維に含浸された上述の樹脂組成物を、65~300℃の金型温度で15分以内に硬化させて、成形体を得ることを含む。
実施例1~6および比較例1、2の繊維強化樹脂成形体の作製条件は以下の通りとした。
繊維強化樹脂成形体を作製するために、テトラブロモビスフェノールA(DIC株式会社製、「EPICLON(登録商標)153」)を50質量部、ネオペンチルグリコールジグリシジルエーテルを50質量部、メチルテトラヒドロ無水フタル酸を80.1質量部、1-シアノエチル-2-エチル-4-メチルイミダゾール(四国化成工業株式会社製、「キュアゾール(登録商標)2E4MZ-CN」)を2質量部、「MoldWiz(登録商標) INT-1846N2」(アクセルプラスチックスリサーチラボラトリーズ製)を1質量部含有する樹脂組成物を調製した。この樹脂組成物の25℃における粘度は3.5dPa・sであった。表1、表2では、テトラブロモビスフェノールAを「樹脂」、ネオペンチルグリコールジグリシジルエーテルを「希釈剤」、メチルテトラヒドロ無水フタル酸を「硬化剤」、1-シアノエチル-2-エチル-4-メチルイミダゾールを「硬化促進剤」、「MoldWiz(登録商標) INT-1846N2」を「離型剤」と記載している。
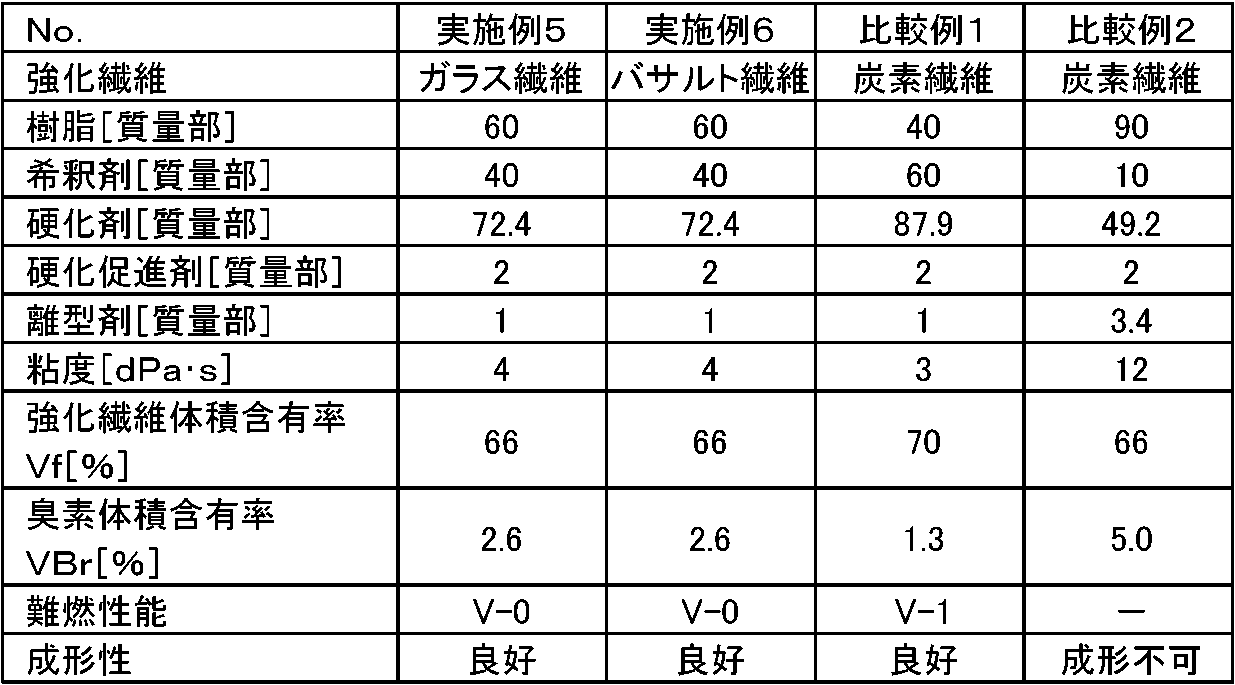
実施例2では、樹脂組成物として、実施例1の樹脂組成物のテトラブロモビスフェノールA(樹脂)の含有量を60質量部、ネオペンチルグリコールジグリシジルエーテル(希釈剤)の含有量を40質量部、メチルテトラヒドロ無水フタル酸(硬化剤)の含有量を72.4質量部に替えたものを使用した。この樹脂組成物の25℃における粘度は4dPa・sであった。作製された繊維強化樹脂成形体に占める強化繊維の体積含有率Vfは66%、臭素の体積含有率VBrは2.6%であった。
実施例3では、樹脂組成物として、実施例1の樹脂組成物のテトラブロモビスフェノールA(樹脂)の含有量を70質量部、ネオペンチルグリコールジグリシジルエーテル(希釈剤)の含有量を30質量部、メチルテトラヒドロ無水フタル酸(硬化剤)の含有量を64.7質量部に替えたものを使用した。この樹脂組成物の25℃における粘度は5dPa・sであった。作製された繊維強化樹脂成形体に占める強化繊維の体積含有率Vfは66%、臭素の体積含有率VBrは3.2%であった。
実施例4では、樹脂組成物として、実施例1の樹脂組成物のテトラブロモビスフェノールA(樹脂)の含有量を80質量部、ネオペンチルグリコールジグリシジルエーテル(希釈剤)の含有量を20質量部、メチルテトラヒドロ無水フタル酸(硬化剤)の含有量を56.9質量部に替えたものを使用した。この樹脂組成物の25℃における粘度は7dPa・sであった。作製された繊維強化樹脂成形体に占める強化繊維の体積含有率Vfは66%、臭素の体積含有率VBrは4.0%であった。
実施例5、6では、強化繊維として、実施例2の炭素繊維を、それぞれガラス繊維またはバサルト繊維に替えたものを使用した。ガラス繊維は、日東紡株式会社製のガラスロービング材「RS 440 RR-520」、繊維径10~13μm、繊度:4400texのものを使用した。バサルト繊維は、HG GBF BasaltFiber Co.,LTD.製、「BCR16-4800」、繊維径16μm、繊度:4800texのものを使用した。
比較例1では、樹脂組成物として、実施例1の樹脂組成物のテトラブロモビスフェノールA(樹脂)の含有量を40質量部、ネオペンチルグリコールジグリシジルエーテル(希釈剤)の含有量を60質量部、メチルテトラヒドロ無水フタル酸(硬化剤)の含有量を87.9質量部に替えたものを使用した。この樹脂組成物の25℃における粘度は3dPa・sであった。作製された繊維強化樹脂成形体に占める強化繊維の体積含有率Vfは70%、臭素の体積含有率VBrは1.3%であった。
比較例2では、樹脂組成物として、実施例1の樹脂組成物のテトラブロモビスフェノールA(樹脂)の含有量を90質量部、ネオペンチルグリコールジグリシジルエーテル(希釈剤)の含有量を10質量部、メチルテトラヒドロ無水フタル酸(硬化剤)の含有量を49.2質量部に替えたものを使用した。この樹脂組成物の25℃における粘度は12dPa・sであった。作製された繊維強化樹脂成形体に占める強化繊維の体積含有率Vfは66%、臭素の体積含有率VBrは5.0%であった。

これらの繊維強化樹脂成形体について、UL94規格における難燃性能および成形性の評価を行った。
難燃性能は、ASTM D3801に準拠する垂直燃焼試験により評価した。燃焼試験に使用した試料は、作製した繊維強化樹脂成形体から切り出した。試料の寸法は、長さ125±5mm、幅13.0±0.5mm、厚さ2mmとした。なお、規定では、試料の厚さは0.025mm~13mmである。

作製された繊維強化樹脂成形体の表面を目視により観察し、クラック等の欠陥の発生の有無を確認した。欠陥の発生が確認されない場合、当該繊維強化樹脂成形体の成形性は良好であると評価し、欠陥の発生が確認された場合、当該繊維強化樹脂成形体の成形性は良好ではないと評価した。
表1、2に示すように、本発明で規定する要件を満足する繊維強化樹脂成形体(実施例1~6)は、UL94規格におけるV-0の難燃性能を有していた。また、樹脂組成物は金型内でいずれも15分以内に硬化し、成形された繊維強化樹脂成形体の表面にはクラック等の欠陥がなく、良好な成形性を有していた。
Claims (6)
- 臭素化ビスフェノールA型エポキシ樹脂とエポキシ希釈剤と硬化剤とを含む樹脂組成物を、強化繊維に含浸させ、硬化させた繊維強化樹脂成形体であり、
前記樹脂組成物は、前記臭素化ビスフェノールA型エポキシ樹脂および前記エポキシ希釈剤との合計100質量部に対して、前記硬化剤として酸無水物を50~90質量部含み、粘度が10dPa・s(25℃)以下であり、
前記繊維強化樹脂成形体の臭素の含有率が1.7体積%以上であり、
UL94規格においてV-0の難燃性能を有する、繊維強化樹脂成形体。 - 前記樹脂組成物において、前記臭素化ビスフェノールA型エポキシ樹脂と前記エポキシ希釈剤との割合が50:50~80:20である、請求項1に記載の繊維強化樹脂成形体。
- 前記酸無水物が無水フタル酸化合物である、請求項1または請求項2に記載の繊維強化樹脂成形体。
- 前記エポキシ希釈剤がグリシジルエーテル系化合物である、請求項1から請求項3のいずれか1項に記載の繊維強化樹脂成形体。
- 前記樹脂組成物は、さらに硬化促進剤を含み、
前記硬化促進剤がイミダゾール系化合物である、請求項1から請求項4のいずれか1項に記載の繊維強化樹脂成形体。 - 前記強化繊維に含浸された前記樹脂組成物を、65~300℃の金型温度で15分以内に硬化させて、成形体を得ることを含む、請求項1から請求項5のいずれか1項に記載の繊維強化樹脂成形体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021062947A JP7572898B2 (ja) | 2021-04-01 | 2021-04-01 | 繊維強化樹脂成形体およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021062947A JP7572898B2 (ja) | 2021-04-01 | 2021-04-01 | 繊維強化樹脂成形体およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022158205A true JP2022158205A (ja) | 2022-10-17 |
| JP7572898B2 JP7572898B2 (ja) | 2024-10-24 |
Family
ID=83638922
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021062947A Active JP7572898B2 (ja) | 2021-04-01 | 2021-04-01 | 繊維強化樹脂成形体およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7572898B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59170115A (ja) * | 1983-03-17 | 1984-09-26 | Kanegafuchi Chem Ind Co Ltd | 難燃性液状エポキシ樹脂組成物およびそれを用いる電気用積層板の製造法 |
| JP2005239939A (ja) * | 2004-02-27 | 2005-09-08 | Toray Ind Inc | 繊維強化樹脂複合材料 |
| JP2006077202A (ja) * | 2004-09-13 | 2006-03-23 | Toray Ind Inc | 難燃性プリプレグ |
| JP2013001711A (ja) * | 2011-06-10 | 2013-01-07 | Yokohama Rubber Co Ltd:The | 繊維強化複合材料用エポキシ樹脂組成物 |
| JP2013529709A (ja) * | 2010-06-25 | 2013-07-22 | ダウ グローバル テクノロジーズ エルエルシー | 硬化性エポキシ樹脂組成物及びそれから製造される複合材料 |
-
2021
- 2021-04-01 JP JP2021062947A patent/JP7572898B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59170115A (ja) * | 1983-03-17 | 1984-09-26 | Kanegafuchi Chem Ind Co Ltd | 難燃性液状エポキシ樹脂組成物およびそれを用いる電気用積層板の製造法 |
| JP2005239939A (ja) * | 2004-02-27 | 2005-09-08 | Toray Ind Inc | 繊維強化樹脂複合材料 |
| JP2006077202A (ja) * | 2004-09-13 | 2006-03-23 | Toray Ind Inc | 難燃性プリプレグ |
| JP2013529709A (ja) * | 2010-06-25 | 2013-07-22 | ダウ グローバル テクノロジーズ エルエルシー | 硬化性エポキシ樹脂組成物及びそれから製造される複合材料 |
| JP2013001711A (ja) * | 2011-06-10 | 2013-01-07 | Yokohama Rubber Co Ltd:The | 繊維強化複合材料用エポキシ樹脂組成物 |
Non-Patent Citations (1)
| Title |
|---|
| 今井 恒雄: "FRP構成素材入門 第2章 構成素材と種類 −ビニルエステル樹脂−", 日本複合材料学会誌, vol. 33, no. 6, JPN6024020181, 2007, pages 238 - 242, ISSN: 0005338260 * |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7572898B2 (ja) | 2024-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107709402A (zh) | 环氧树脂组合物、成型品、预浸料、纤维增强复合材料和结构体 | |
| CN106687497A (zh) | 纤维增强复合材料用环氧树脂组合物、预浸料坯和纤维增强复合材料 | |
| CN103370353A (zh) | 环氧树脂组合物、预浸料及纤维强化复合材料 | |
| TW201841970A (zh) | 纖維強化複合材料用環氧樹脂組成物、纖維強化複合材料及成形體 | |
| CN110036050B (zh) | 耐热/湿的低密度环氧组合物 | |
| JPWO2019107276A1 (ja) | 炭素繊維束、プリプレグ、繊維強化複合材料 | |
| TW202033659A (zh) | 樹脂組成物、纖維強化塑膠成形用材料及成形物 | |
| KR102730677B1 (ko) | 흑연화 카본 나이트라이드-mof 복합체를 함유하는 경화촉진제 및 이를 포함하는 에폭시 수지 조성물 | |
| JP2010163573A (ja) | エポキシ樹脂組成物およびそれを用いた繊維強化複合材料 | |
| JP7572898B2 (ja) | 繊維強化樹脂成形体およびその製造方法 | |
| JP7655227B2 (ja) | エポキシ樹脂組成物、樹脂硬化物、プリプレグおよび繊維強化複合材料 | |
| KR101838848B1 (ko) | 탄소나노튜브가 분산된 벌크몰드 컴파운드용 에폭시수지 조성물 | |
| JP2006291095A (ja) | 繊維強化複合材料用エポキシ樹脂組成物 | |
| JP7572884B2 (ja) | 繊維強化樹脂成形体およびその製造方法 | |
| JP2016044246A (ja) | エポキシ樹脂組成物、プリプレグ、繊維強化複合材料および構造体 | |
| JP4894339B2 (ja) | 繊維強化複合材料用エポキシ樹脂組成物 | |
| JP2006077202A (ja) | 難燃性プリプレグ | |
| KR20200078754A (ko) | 장섬유 강화 폴리프로필렌 수지 조성물 및 이를 이용한 폴리프로필렌 수지 발포체의 제조방법 | |
| JP3754166B2 (ja) | 繊維強化フェノール系樹脂成形品の製造方法 | |
| JPH10101836A (ja) | エポキシ樹脂発泡体の製造法 | |
| CN111344338B (zh) | 预浸料、纤维强化复合材料及成形体 | |
| JP2024135040A (ja) | 繊維強化樹脂成形体 | |
| Gupta et al. | Effect of Montmorillonite Clay Content on the Mechanical and Thermal Properties of Flame Retardant Epoxy Nanocomposites | |
| JP6493633B1 (ja) | 繊維強化複合材料用熱硬化性樹脂組成物、プリフォーム、繊維強化複合材料及び繊維強化複合材料の製造方法 | |
| JP2021183380A (ja) | プリプレグ及び不燃材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230901 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240604 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240730 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241011 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7572898 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |