JP2023020175A - 圧縮機および冷凍サイクル装置 - Google Patents
圧縮機および冷凍サイクル装置 Download PDFInfo
- Publication number
- JP2023020175A JP2023020175A JP2021125412A JP2021125412A JP2023020175A JP 2023020175 A JP2023020175 A JP 2023020175A JP 2021125412 A JP2021125412 A JP 2021125412A JP 2021125412 A JP2021125412 A JP 2021125412A JP 2023020175 A JP2023020175 A JP 2023020175A
- Authority
- JP
- Japan
- Prior art keywords
- cylinder
- compressor
- rotating shaft
- resin
- resin material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Landscapes
- Compressor (AREA)
- Applications Or Details Of Rotary Compressors (AREA)
Abstract
Description
本実施形態においては、圧縮機の一例であるロータリ式の圧縮機と、この圧縮機を備える冷凍サイクル装置とを開示する。ただし、本発明に係る構成は、他種の圧縮機にも適用することが可能である。冷凍サイクル装置は、一例では空気調和機であるが、他種の装置であってもよい。
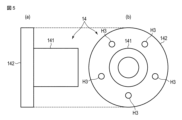
図1は、第1実施形態に係る圧縮機1および冷凍サイクル装置100の概略的な構成を示す図である。圧縮機1は、圧縮機本体2と、アキュムレータ3と、これら圧縮機本体2およびアキュムレータ3を接続する一対の吸込管4とを備えている。
図3は、圧縮機構部7の概略的な断面図である。この図においては圧縮機構部7の各要素を模式的に表しており、図1に示した吐出弁機構18,20などの図示を省略している。
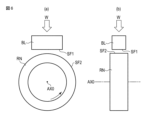
図6は、樹脂材料の特性を評価するために行ったブロック・オン・リング評価試験の概要を示す図である。このブロック・オン・リング評価試験においては、ブロック材BLおよびリング材RNを使用した。リング材RNは、軸AX0を中心として回転する。図6中の(a)はブロック材BLとリング材RNを軸AX0と平行な方向に見た平面図であり、図6中の(b)はブロック材BLとリング材RNの側面図である。
以上の他にも、本実施形態からは種々の好適な効果を得ることができる。
第2実施形態について説明する。圧縮機1および冷凍サイクル装置100について特に言及しない構成および効果は第1実施形態と同様である。
第3実施形態について説明する。圧縮機1および冷凍サイクル装置100について特に言及しない構成および効果は第2実施形態と同様である。
Claims (8)
- 回転軸と、前記回転軸を回転させる電動機部と、前記回転軸の回転に伴い冷媒を圧縮する圧縮機構部と、を備えた圧縮機であって、
前記圧縮機構部は、
前記回転軸の回転中心に対して偏心回転する回転要素と、
前記回転要素と摺動し、前記回転要素とともに冷媒の圧縮室を形成する固定要素と、
を備え、
前記固定要素の少なくとも一部は、熱硬化性の樹脂材料で形成されている、
圧縮機。 - 前記樹脂材料は、フェノール樹脂である、
請求項1に記載の圧縮機。 - 前記樹脂材料は、強化繊維を含む、
請求項1または2に記載の圧縮機。 - 前記強化繊維は、ガラスファイバである、
請求項3に記載の圧縮機。 - 前記固定要素は、前記回転要素が配置されるシリンダ室を形成するシリンダを含み、
前記シリンダの少なくとも一部が前記樹脂材料で形成されている、
請求項1乃至4のうちいずれか1項に記載の圧縮機。 - 前記固定要素は、前記回転軸を回転可能に支持する軸受を含み、
前記軸受の少なくとも一部が前記樹脂材料で形成されている、
請求項1乃至4のうちいずれか1項に記載の圧縮機。 - 前記回転要素は、位相差を有して回転する第1回転要素および第2回転要素を含み、
前記固定要素は、
前記第1回転要素が配置される第1シリンダ室を形成する第1シリンダと、
前記第2回転要素が配置される第2シリンダ室を形成する第2シリンダと、
前記第1シリンダと前記第2シリンダの間に配置された仕切板と、
を含み、
前記仕切板の少なくとも一部が前記樹脂材料で形成されている、
請求項1乃至4のうちいずれか1項に記載の圧縮機。 - 請求項1乃至7のうちいずれか1項に記載の圧縮機と、
前記圧縮機に接続された凝縮器と、
前記凝縮器に接続された膨張装置と、
前記膨張装置に接続された蒸発器と、
を備える冷凍サイクル装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021125412A JP7767049B2 (ja) | 2021-07-30 | 2021-07-30 | 圧縮機および冷凍サイクル装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021125412A JP7767049B2 (ja) | 2021-07-30 | 2021-07-30 | 圧縮機および冷凍サイクル装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023020175A true JP2023020175A (ja) | 2023-02-09 |
| JP7767049B2 JP7767049B2 (ja) | 2025-11-11 |
Family
ID=85159467
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021125412A Active JP7767049B2 (ja) | 2021-07-30 | 2021-07-30 | 圧縮機および冷凍サイクル装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7767049B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025204470A1 (ja) * | 2024-03-28 | 2025-10-02 | 株式会社豊田自動織機 | ローリングピストン型圧縮機 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01173482U (ja) * | 1988-05-23 | 1989-12-08 | ||
| JPH09264276A (ja) * | 1996-03-27 | 1997-10-07 | Hokuetsu Kogyo Co Ltd | スクリュロータ |
| JP2000274366A (ja) * | 1999-01-20 | 2000-10-03 | Toyota Autom Loom Works Ltd | 流体機械用のピストン |
| JP2005076616A (ja) * | 2003-09-04 | 2005-03-24 | Zexel Valeo Climate Control Corp | ベーン型圧縮機 |
| JP2006328215A (ja) * | 2005-05-26 | 2006-12-07 | Sumitomo Bakelite Co Ltd | 摺動部品用フェノール樹脂成形材料及びこれを成形してなる摺動部品 |
| JP2012062763A (ja) * | 2010-09-14 | 2012-03-29 | Taiho Kogyo Co Ltd | ロータリ型圧縮機 |
| JP2015203389A (ja) * | 2014-04-16 | 2015-11-16 | 住友ベークライト株式会社 | ポンプ、および樹脂組成物 |
| JP2015212523A (ja) * | 2014-05-01 | 2015-11-26 | 東芝キヤリア株式会社 | 密閉型圧縮機及び冷凍サイクル装置 |
| JP2020112065A (ja) * | 2019-01-09 | 2020-07-27 | 三菱重工サーマルシステムズ株式会社 | ロータリ圧縮機、及びロータリ圧縮機の製造方法 |
| JP2020176569A (ja) * | 2019-04-19 | 2020-10-29 | 三菱重工サーマルシステムズ株式会社 | ロータリ圧縮機 |
-
2021
- 2021-07-30 JP JP2021125412A patent/JP7767049B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01173482U (ja) * | 1988-05-23 | 1989-12-08 | ||
| JPH09264276A (ja) * | 1996-03-27 | 1997-10-07 | Hokuetsu Kogyo Co Ltd | スクリュロータ |
| JP2000274366A (ja) * | 1999-01-20 | 2000-10-03 | Toyota Autom Loom Works Ltd | 流体機械用のピストン |
| JP2005076616A (ja) * | 2003-09-04 | 2005-03-24 | Zexel Valeo Climate Control Corp | ベーン型圧縮機 |
| JP2006328215A (ja) * | 2005-05-26 | 2006-12-07 | Sumitomo Bakelite Co Ltd | 摺動部品用フェノール樹脂成形材料及びこれを成形してなる摺動部品 |
| JP2012062763A (ja) * | 2010-09-14 | 2012-03-29 | Taiho Kogyo Co Ltd | ロータリ型圧縮機 |
| JP2015203389A (ja) * | 2014-04-16 | 2015-11-16 | 住友ベークライト株式会社 | ポンプ、および樹脂組成物 |
| JP2015212523A (ja) * | 2014-05-01 | 2015-11-26 | 東芝キヤリア株式会社 | 密閉型圧縮機及び冷凍サイクル装置 |
| JP2020112065A (ja) * | 2019-01-09 | 2020-07-27 | 三菱重工サーマルシステムズ株式会社 | ロータリ圧縮機、及びロータリ圧縮機の製造方法 |
| JP2020176569A (ja) * | 2019-04-19 | 2020-10-29 | 三菱重工サーマルシステムズ株式会社 | ロータリ圧縮機 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025204470A1 (ja) * | 2024-03-28 | 2025-10-02 | 株式会社豊田自動織機 | ローリングピストン型圧縮機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7767049B2 (ja) | 2025-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11624364B2 (en) | Electric compressor | |
| US10294941B2 (en) | Sliding member for a compressor | |
| JP7767049B2 (ja) | 圧縮機および冷凍サイクル装置 | |
| JP2007032360A (ja) | 密閉型圧縮機および冷凍サイクル装置 | |
| JP6133185B2 (ja) | 多気筒回転式圧縮機及び冷凍サイクル装置 | |
| JP2014013035A (ja) | 気体圧縮機 | |
| CN114286893A (zh) | 旋转式压缩机 | |
| JP2013249768A (ja) | 気体圧縮機 | |
| US20190203710A1 (en) | Motor operated compressor | |
| JP2023020173A (ja) | 圧縮機および冷凍サイクル装置 | |
| WO2017138175A1 (ja) | 回転式圧縮機及び冷凍サイクル装置 | |
| CZ306348B6 (cs) | Rotační kompresor | |
| JP2017145724A (ja) | 電動過給機 | |
| JP4834395B2 (ja) | 密閉形圧縮機 | |
| JP2018131969A (ja) | 冷媒圧縮機における摺動部材、及び同部材を有する冷媒圧縮機 | |
| US11143442B2 (en) | Refrigerant compressor and freezer including same | |
| JP2009013828A (ja) | 気体圧縮機 | |
| JP4843446B2 (ja) | 気体圧縮機 | |
| WO2019244526A1 (ja) | 圧縮機 | |
| JP7515248B2 (ja) | ロータリ圧縮機 | |
| JP7400080B2 (ja) | 回転式圧縮機及び冷凍サイクル装置 | |
| JP2025147351A (ja) | 回転圧縮機 | |
| JP2007205271A (ja) | 回転式流体機械 | |
| US20200248691A1 (en) | Scroll compressor | |
| JP2001214875A (ja) | ベーンロータリ圧縮機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240530 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20241219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250401 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20250530 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250703 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250930 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20251029 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7767049 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |