JP3633272B2 - リラクタンスモータの固定子とその成形装置 - Google Patents
リラクタンスモータの固定子とその成形装置 Download PDFInfo
- Publication number
- JP3633272B2 JP3633272B2 JP08886398A JP8886398A JP3633272B2 JP 3633272 B2 JP3633272 B2 JP 3633272B2 JP 08886398 A JP08886398 A JP 08886398A JP 8886398 A JP8886398 A JP 8886398A JP 3633272 B2 JP3633272 B2 JP 3633272B2
- Authority
- JP
- Japan
- Prior art keywords
- base material
- stator
- stator base
- divided
- axial direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
- Synchronous Machinery (AREA)
Description
【発明の属する技術分野】
本発明は、リラクタンスモータの固定子と、電極単位毎の電極部材を形成する成形装置に関する。
【0002】
【従来の技術】
リラクタンスモータの固定子は、積層鉄心にコイルを卷回した突極がバックヨークから半径方向内方に向かって複数個突出され、内部に設けられる回転子を回転させるようになっているが、これら突極は、予め各電極単位で分割された状態で形成され、この突極となる積層鉄心にコイルを卷回した上で各突極を固定子の形状となるように組み立てるようにしている。
【0003】
このようにすれば、積層鉄心へのコイルの卷回作業を容易にするとができ、モータの製造効率も向上するとされている。
【0004】
なお、本明細書では、固定子のヨーク部と、当該ヨーク部から半径方向内方に向かって一体的に突出された突部とを有する部分を「電極部材」と総称する。
【0005】
【発明が解決しようとする課題】
しかしながら、このように突極となる各積層鉄心を、予め各電極単位で分割された状態で形成し、後にこれらを接合して固定子を形成する場合、形成された固定子の各突極とその内部に入る回転子と位置調整が難しいという問題がある。
【0006】
これは、固定子を形成する場合、各電極部材同士を接合して形成するために、各電極部材の大きさを同じにしても、この接合時に突極の位置ずれが生じることに起因している。
【0007】
このような突極の位置ずれは、例えば各突極と回転子とのエアギャップ間隔が各突極毎に異なるという問題を起こし、モータを回転させたときに、各突極ごとに回転子に対する吸引力または反発力に違いが生じ、回転子が振動したり、またモータ全体が振動するといった不具合が生じる。
【0008】
因みに、このエアギャップは、モータの大きさ(出力)にもよるが、全ての突極の位置が約0.2mm程度の誤差で一致している必要があり、したがって、分割された電極部材を接合して固定子を形成した場合には、このような僅かな誤差範囲内で形成すること自体が難しいものとなっている。
【0009】
本発明は、上記した従来技術のもつ課題を解決するためになされたもので、第1の目的は、複数の電極部材を結合して円筒状の固定子を形成する際に、複数の突極毎にずれが生じることがなく、モータの回転がスムーズで、振動が生じにくいリラクタンスモータの固定子を提供することにある。
【0010】
第2の目的は、円筒状に一体に形成した固定子母材を分割して複数の電極部材を形成するとき、好ましい破断面が生じるように成形できる成形装置を提供することを目的とする。
【0011】
【課題を解決するための手段】
本発明の目的は、下記する手段により達成される。
【0012】
(1) ヨーク部と、当該ヨーク部より半径方向内方に突出され突極を形成するための突部とを有する電極部材を、相互に複数結合して円筒状に配置してなるリラクタンスモータの固定子において、円筒状に一体に形成した固定子母材から前記各電極部材を形成するとき、当該固定子母材を軸方向に破断するようにしたことを特徴とするリラクタンスモータの固定子。
【0013】
(2) 前記固定子母材は、各電極部材毎に破断されるように、内周面又は外周面の少なくとも一方に軸方向に伸延する切欠部を有することを特徴とするリラタンスモータの固定子。
【0014】
(3) 前記切欠部は、各電極単位毎に分割する分割部材の刃部が最奥部まで達しないような形状としたことを特徴とするリラタンスモータの固定子。
【0015】
(4) ヨーク部と、当該ヨーク部より半径方向内方に突出され突極を形成するための突部とを有する電極部材を形成するための、円筒状に一体に形成された固定子母材を、分割部材により軸方向に分割し、前記複数の電極部材を成形するようにしたリラクタンスモータの固定子の成形装置において、前記分割部材は、前記円筒状の固定子母材の内部に挿入離脱可能に設けられた内部分割部材と、固定子母材の外部に設けられた外部分割部材とからなり、前記内部分割部材又は外部分割部材の少なくとも一方に、前記各電極部材毎に固定子母材を軸方向に破断する刃部を設け、前記内部分割部材と外部分割部材とを前記固定子母材の軸方向から近接離間し、当該固定子母材を前記刃部と他方の分割部材との間で挟圧し破断するようにしたことを特徴とするリラクタンスモータの固定子の成形装置。
【0016】
(5) ヨーク部と、当該ヨーク部より半径方向内方に突出され突極を形成するための突部とを有する電極部材を形成するための、円筒状に一体に形成された固定子母材を、分割部材により軸方向に分割し、前記複数の電極部材を成形するようにしたリラクタンスモータの固定子の成形装置において、前記分割部材は、前記固定子母材の両端面を軸方向から分割するように配置され、当該両分割部材の少なくとも一方に、前記各電極部材毎に固定子母材を軸方向に破断する刃部を設け、両分割部材を相対的に近接離間することにより固定子母材を軸方向から分割するようにしたことを特徴とするリラクタンスモータの固定子の成形装置。
【0017】
【発明の効果】
請求項1に記載の発明では、円筒状に一体に形成した固定子母材を、軸方向に分割して各電極部材を形成するとき、固定子母材を破断するようにしたので、この破断により分割された面は、いわばギザギザ状の細かな凹凸のある面となり、分割後の電極部材を結合するとき、破断面同士を合致させると、互いに確実に嵌り合い、分割前と同様の円筒状とすることができ、成形された固定子も、各電極間にずれが生じることがなくなり、モータに組み込んで使用した場合には回転が極めてスムーズとなり、発生する振動も極めて少ないものとなる。
【0018】
請求項2記載の発明では、固定子母材の分割開始点に軸方向に伸延する切欠部を設けたので、切欠部に分割部材を押し当てることにより、固定子母材を電極部材毎に確実に破断することができる。
【0019】
請求項3に記載の発明では、切欠部の形状を、分割部材の刃部が最奥部まで達しないような角度および深さとしたので、分割開始から固定子母材を確実に破断でき、また分割部材が固定子母材に当たって破損する等の不都合も防止できる。
請求項4に記載の発明では、固定子母材の内周面あるいは外周面の少なくとも一方の分割位置に分割部材の刃部が当接して、固定子母材を分割するとともに、固定子母材を内外両面から押さえ付けるので、固定子母材を容易に分割し、好ましい破断面が生じるように成形できる。特に、薄板を多数枚積層して形成した固定子母材を分割するときに使用して好ましい。
【0020】
請求項5に記載の発明では、固定子母材を端面から軸方向に押圧して分割するので、例えば、固定子母材を上下両面から押さえ付けて分割することができ、固定子母材を容易に分割し、好ましい破断面が生じるように成形できる。特に、一体成型された固定子母材を分割するときに使用して好ましい。
【0021】
【発明の実施の形態】
以下、図面に基づいて、本発明の実施の形態を説明する。
図1は本発明の実施の形態に係るリラクタンスモータの固定子を示す水平断面図、図2は同固定子の側面図、図3は同固定子の1つの電極部材を示す概略斜視図である。
【0022】
本実施形態に係るリラクタンスモータの固定子1は、図1に示すように、ヨーク部2aと、当該ヨーク部2aより半径方向内方に突出された突部2bとからなる電極部材2を複数個有し、各電極部材2の突部2bにそれぞれコイル3が卷回されると、前述の突極が形成され、各突部2bの先端部分により形成される内部空間内に設けられる回転子Rを回転し得るものとなる。
【0023】
各電極部材2は、図3に示すように、軸直角断面が略T字状をした部材であるが、特に、本実施形態では、予め円筒状に形成された固定子母材4を分割する場合に、分割面5がギザギザ状の細かな凹凸のある面となるように破断している。
そして、この分割面5を再度合体させることにより、各電極部材2を相互に連結し、固定子1としている。
【0024】
このようにギザギザ状の細かな凹凸を有する分割面5とすれば、綺麗に切断したもののとは異なり、図1,2に示すように、分割面全体が不規則な凹凸面となり、しかも各分割面5毎の凹凸状態もそれぞれ異なることになるので、これを再度合体させる場合には、当初破断された面同士しか一致せず、また一旦合致した後はシッカリと確実に連結されることになる。しかも、分割後に電極部材2を結合しても、分割前とほぼ同様の円筒状とすることができ、複数の電極部材2を結合させて固定子1を形成しても、各電極間にずれが生じることはなく、モータの回転がスムーズとなり、振動が生じる虞れも少ないものとなる。
【0025】
一般に、この固定子母材4としては、磁性鋼板が使用されているが、この磁性鋼板は、破断可能なものであり、しかも分割する場合に破断すれば、分割面5は微細な凹凸を有する面となる。
【0026】
したがって、薄板状の珪素鋼板を多数枚積層して固定子母材4を形成した場合も、また一体成型したものの場合も、破断することにより、分割面5は、微細な凹凸を有する面が形成することが可能となる。
【0027】
なお、前記分割面5を形成する位置は、各電極単位毎であればどのように位置であっても良く、必ずしも図1に示すような均等な位置である必要はない。
【0028】
次に、固定子母材4から電極部材2を成形する成形装置を説明する。
図4は本発明の第1の実施形態に係る成形装置の斜視図、図5は外側分割部材の平面図、図6は内側分割部材の底面図である。
【0029】
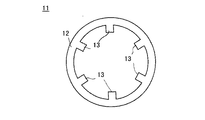
第1の実施形態に係る成形装置10は、薄板状の珪素鋼板を多数枚積層して形成した固定子母材4を分割するときに使用して好ましいもので、図4に示すように、固定子母材4を内部に収容して、固定子母材4の外周面に当接する外側分割部材11と、固定子母材4の内部に進入して、固定子母材4の内周面に当接する内側分割部材15とから構成されている。
【0030】
外側分割部材11は、図外の基台上に保持され、図4,5に示すように、円筒状の本体12の内周面から内側に向かって複数の支持部13が設けられたもので、この支持部13の先端が固定子母材4の外周面に当接し、後述の内側分割部材15により加圧力に対して固定子母材4を支持するようになっている。
【0031】
なお、前記実施形態では、支持部13の先端が、各電極部材2の分割破断位置のほぼ中間に当接するようになっているが、この支持部13の先端を尖らせて刃部を形成し、この刃部が各電極部材2の分割位置に当接するようにしてもよい。
【0032】
内側分割部材15は、図外の油圧装置等の駆動源により昇降可能とされ、図4,6に示すように、円盤状の本体16の下面から下方に向かって、分割破断位置に対応するように複数の破断片17が突設されたもので、各破断片17の外面側は先端が尖らされた刃部18が形成されている。
【0033】
この刃部18は、下端から上端に向かって次第に半径方向外方に位置するように形成され、刃部18の下端部分が、固定子母材4の分割位置の内周面に当接するように、刃部18の上端部分が、固定子母材4の分割破断位置の外周面よりも外側に位置するように構成されている。
【0034】
この成形装置10の作用を説明する。
まず、外側分割部材11内に固定子母材4を挿入し、支持部13の先端が各電極部材2の分割破断位置のほぼ中間に位置するようにする。
【0035】
次に、固定子母材4の上部から内側分割部材15の破断片17を挿入し、固定子母材4の内周面の分割位置に刃部18を当接し、内側分割部材15を押し下げる。
【0036】
この内側分割部材15の下降により、破断片17の刃部18は、固定子母材4を上部から分割する。
【0037】
この分割時において、固定子母材4は、内側分割部材15の刃部18により切断されるのではなく、割られることとなるので、その分割面は、ギザギザ状の細かな凹凸を有する面となる。
【0038】
したがって、分割後の電極部材2を再度合致させる場合には、分割面同士が確実に合致し、固定子母材4は分割前とほぼ同様の円筒状とすることができる。
【0039】
また、この分割は、各電極部材2毎に行なわれるが、その分割位置は、必ずしも一定とはならない。このため、一層分割後の電極部材2を再度合致させる場合には、分割面同士を間違いなく確実に合致させることができるという利点もある。
【0040】
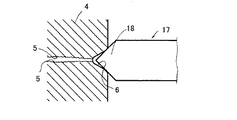
しかし、この分割作業を流れ作業より画一的に行なう場合には、分割前の固定子母材4に、図7に示すような、分割開始用の目印となる点あるいは線、より好ましくは切欠部6を電極部材2の内周側又は外周側あるいは内外両側に設けることが好ましい。このようにすれば、固定子母材4の所定位置で電極部材毎に分割することができ、また分割面が好ましくない方向に伸びることによる好ましくない電極部材が生じることも防止できる。
【0041】
このような切欠部6を形成するに当たり、図7に示すように、破断片17の刃部18の先端が、切欠部6の最奥部まで達しないように、所定の角度若しくは幅を有するように形成することが好ましい。このような形状の切欠部6とすれば、分割開始から固定子母材4を確実に破断でき、また分割部材15が固定子母材4に当たって破損する等の不都合も防止できる。
【0042】
次に、本発明の第2の実施形態に係る成形装置について説明する。図8は本発明の第2の実施形態に係る成形装置の斜視図である。
前記第1の実施形態に係る成形装置10は、外側分割部材11に対して内側分割部材15を相対的に近接離間する作業を行なうことにより一度に固定子母材4を分割するようにしたものであるが、必ずしも1回の作業で行なう必要はなく、1つ1つ電極部材2を分割しても良い。
【0043】
第2の実施形態に係る成形装置10aも、薄板状の珪素鋼板を多数枚積層して形成した固定子母材4を分割するときに使用して好ましいもので、図8に示すように、電極部材2を個々的に分割する支持部13aと破断片17aを有している。
【0044】
この支持部13aは、固定子母材4の外方から、破断片17aは、固定子母材4の内方から固定子母材4を分割するようになっているが、支持部13aは、図外の油圧装置により駆動され、内部の破断片17aは、例えば、図外の油圧装置により駆動される楔状部材の楔効果を利用して半径方向に拡開縮小するように構成することが好ましい。
【0045】
これら支持部13aと破断片17aは、いずれも固定子母材4の長手方向に沿って刃部13b,17bが設けられ、両方が破断片となっているが、場合によっては、一方を破断機能のない支持部とし、他方を破断機能のある破断片としてもよい。
【0046】
この成形装置10aにより固定子母材4を電極部材毎に分割するには、固定子母材4の内周側および外周側にそれぞれ支持部13aと破断片17aを位置し、各支持部13aと破断片17aの刃部13b,17bをそれぞれ電極部材2の分割位置に当接させる。
【0047】
次に、各刃部13b,17bをそれぞれ固定子母材4に押しつけることにより、固定子母材4を内外両面から分割する。このときも、予め切欠部6を電極部材2の内外両側に設けると、固定子母材4の分割面が、前述した微細な凹凸を有する状の分割面となる。
【0048】
したがって、分割された電極部材2を再度結合する場合も、分割面同士を合致させて結合すれば、分割前とほぼ同様の円筒状とすることができる。
【0049】
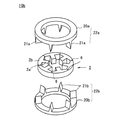
さらに、本発明の第3の実施形態に係る成形装置について説明する。図9は本発明の第3の実施形態に係る成形装置の斜視図である。
前記第1,2の実施形態に係る成形装置10,10aは、珪素鋼板を多数枚積層して形成した固定子母材4に使用して好ましいものであるが、この第3の実施形態に係る成形装置10bは、珪素合金等により一体成型された固定子母材4に使用して好ましいものである。
【0050】
この成形装置10bは、環状の本体20a,20bの上面または下面から、分割位置に対向する複数の刃部21a,21bが突出された上下一対の破断片22a,22bから構成されている。これら破断片22a,22bは、一方を図外の基台上に固定し、他方を油圧装置等により昇降可能としているが、場合によっては、両者共に昇降可能としてもよい。
【0051】
この成形装置10bにより、固定子母材4を電極部材毎に分割するには、例えば、基台上に固定された破断片22b上に、固定子母材4を載置し、上方から破断片22aを下降し、各破断片22a,22bの刃部21a,21bを電極部材2の分割位置に当接させ、押圧すれば良い。
【0052】
このとき、固定子母材4は、各破断片22a,22bの刃部21a,21bにより割られることとなるので、前記同様の微細な凹凸を有するの分割面が形成され、再度結合時に、良好な結合ができ、分割前と同様の円筒状とすることができる。
【0053】
なお、本実施形態でも、固定子母材4は、上下面に切欠部6を設けることが好ましいが、場合によっては、電極部材2の内周側あるいは外周側にも切欠部6を設けてもよい。
【図面の簡単な説明】
【図1】本発明の一実施の形態に係る固定子を示す水平断面図である。
【図2】同固定子の側面図である。
【図3】同固定子の1つの電極部材を示す概略斜視図である。
【図4】本発明に係る成形装置の第1の実施形態を示す斜視図である。
【図5】同実施形態の外側分割部材の平面図である。
【図6】同実施形態の内側分割部材の底面図である。
【図7】固定子母材の要部を示す概略断面図である。
【図8】本発明に係る成形装置の第2の実施形態を示す斜視図である。
【図9】本発明に係る成形装置の第3の実施形態を示す斜視図である。
【符号の説明】
1…固定子、
2…電極部材、
2a…突部、
2b…ヨーク部、
4…固定子母材、
5…分割面、
6…切欠部、
10,10a,10b…成形装置、
11…外側分割部材、
15…内側分割部材、
13b,17b,18,21a,21b…刃部。
Claims (5)
- ヨーク部と、当該ヨーク部より半径方向内方に突出され突極を形成するための突部とを有する電極部材を、相互に複数結合して円筒状に配置してなるリラクタンスモータの固定子において、
円筒状に一体に形成した固定子母材から前記各電極部材を形成するとき、当該固定子母材を軸方向に破断するようにしたことを特徴とするリラクタンスモータの固定子。 - 前記固定子母材は、各電極部材毎に破断されるように、内周面又は外周面の少なくとも一方に軸方向に伸延する切欠部を有することを特徴とする請求項1に記載のリラタンスモータの固定子。
- 前記切欠部は、前記固定子母材を破断する分割部材の刃部が最奥部まで達しないような形状としたことを特徴とする請求項2に記載のリラタンスモータの固定子。
- ヨーク部と、当該ヨーク部より半径方向内方に突出され突極を形成するための突部とを有する電極部材を形成するための、円筒状に一体に形成された固定子母材を、分割部材により軸方向に分割し、前記複数の電極部材を成形するようにしたリラクタンスモータの固定子の成形装置において、
前記分割部材は、前記円筒状の固定子母材の内部に挿入離脱可能に設けられた内部分割部材と、固定子母材の外部に設けられた外部分割部材とからなり、前記内部分割部材又は外部分割部材の少なくとも一方に、前記各電極部材毎に固定子母材を軸方向に破断する刃部を設け、前記内部分割部材と外部分割部材とを前記固定子母材の軸方向から近接離間し、当該固定子母材を前記刃部と他方の分割部材との間で挟圧し破断するようにしたことを特徴とするリラクタンスモータの固定子の成形装置。 - ヨーク部と、当該ヨーク部より半径方向内方に突出され突極を形成するための突部とを有する電極部材を形成するための、円筒状に一体に形成された固定子母材を、分割部材により軸方向に分割し、前記複数の電極部材を成形するようにしたリラクタンスモータの固定子の成形装置において、
前記分割部材は、前記固定子母材の両端面を軸方向から分割するように配置され、当該両分割部材の少なくとも一方に、前記各電極部材毎に固定子母材を軸方向に破断する刃部を設け、両分割部材を相対的に近接離間することにより固定子母材を軸方向から分割するようにしたことを特徴とするリラクタンスモータの固定子の成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP08886398A JP3633272B2 (ja) | 1998-04-01 | 1998-04-01 | リラクタンスモータの固定子とその成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP08886398A JP3633272B2 (ja) | 1998-04-01 | 1998-04-01 | リラクタンスモータの固定子とその成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11289727A JPH11289727A (ja) | 1999-10-19 |
| JP3633272B2 true JP3633272B2 (ja) | 2005-03-30 |
Family
ID=13954851
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP08886398A Expired - Fee Related JP3633272B2 (ja) | 1998-04-01 | 1998-04-01 | リラクタンスモータの固定子とその成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3633272B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10367398B2 (en) | 2014-04-02 | 2019-07-30 | Ihi Corporation | Double-stator switched reluctance rotating machine |
| US10637305B2 (en) | 2014-10-17 | 2020-04-28 | Ihi Corporation | Double stator-type rotary machine |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6700284B2 (en) * | 2001-03-26 | 2004-03-02 | Emerson Electric Co. | Fan assembly including a segmented stator switched reluctance fan motor |
| US7012350B2 (en) | 2001-01-04 | 2006-03-14 | Emerson Electric Co. | Segmented stator switched reluctance machine |
| US6897591B2 (en) | 2001-03-26 | 2005-05-24 | Emerson Electric Co. | Sensorless switched reluctance electric machine with segmented stator |
| US6844653B2 (en) * | 2003-03-31 | 2005-01-18 | Valeo Electrical Systems, Inc. | Stator design for permanent magnet motor with combination slot wedge and tooth locator |
-
1998
- 1998-04-01 JP JP08886398A patent/JP3633272B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10367398B2 (en) | 2014-04-02 | 2019-07-30 | Ihi Corporation | Double-stator switched reluctance rotating machine |
| US10637305B2 (en) | 2014-10-17 | 2020-04-28 | Ihi Corporation | Double stator-type rotary machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11289727A (ja) | 1999-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5278545B2 (ja) | 永久磁石、モータ用ロータ又はステータ、回転電機 | |
| US6718616B2 (en) | Method of producing laminated iron cores | |
| WO2011158316A1 (ja) | 回転電機用ロータコアおよびその製造方法 | |
| CN102934329A (zh) | 电动机的转子及其制造方法 | |
| CN102761208A (zh) | 制造旋转电机的方法 | |
| KR20140078712A (ko) | 전기 기계용 회전자 및 그 조립 방법 | |
| JP3633272B2 (ja) | リラクタンスモータの固定子とその成形装置 | |
| JP3294638B2 (ja) | 電動機の固定子鉄心の製造方法 | |
| US9251951B2 (en) | Method of manufacturing magnet segment of field pole magnet body | |
| JP2005137117A (ja) | 回転電機の回転子 | |
| CN113300501A (zh) | 定子铁芯、电机、压缩机和车辆 | |
| CN115528830A (zh) | 一种用于电机的转子、一种电机以及一种用于制造这种转子的方法 | |
| JP3681487B2 (ja) | モールドモータ | |
| JP2020520626A (ja) | 刻み目が付けられたロータシャフトを備えている電気機械と、そのような機械の製造方法 | |
| JP4268682B2 (ja) | 同期電気装置の回転子軸 | |
| TW201830830A (zh) | 軸向間隙型旋轉電機 | |
| US20140109392A1 (en) | Method for manufacturing rotor and cleaving apparatus | |
| JP5837147B1 (ja) | 回転電機 | |
| JP2012217279A (ja) | 回転電機用ステータコア、回転電機、および、回転電機用ステータコアの製造方法 | |
| JP2017005871A (ja) | 永久磁石電動機 | |
| JPH10201151A (ja) | 電動機の回転子 | |
| JPWO2008072443A1 (ja) | 電動モータの固定子 | |
| JP4305239B2 (ja) | コアの製造方法 | |
| JP2011114876A (ja) | 回転電機のステータコア | |
| JP7527221B2 (ja) | アキシャルラミネート型シンクロナスリラクタンスモータの回転子の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20041207 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041220 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090107 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100107 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |