JP3724191B2 - 液晶表示素子の製造装置および製造方法 - Google Patents
液晶表示素子の製造装置および製造方法 Download PDFInfo
- Publication number
- JP3724191B2 JP3724191B2 JP13352098A JP13352098A JP3724191B2 JP 3724191 B2 JP3724191 B2 JP 3724191B2 JP 13352098 A JP13352098 A JP 13352098A JP 13352098 A JP13352098 A JP 13352098A JP 3724191 B2 JP3724191 B2 JP 3724191B2
- Authority
- JP
- Japan
- Prior art keywords
- liquid crystal
- flat plate
- substrate
- crystal display
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000004973 liquid crystal related substance Substances 0.000 title claims description 105
- 238000004519 manufacturing process Methods 0.000 title claims description 44
- 239000000758 substrate Substances 0.000 claims description 198
- 239000000463 material Substances 0.000 claims description 61
- 238000010438 heat treatment Methods 0.000 claims description 42
- 238000003825 pressing Methods 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 15
- 239000000853 adhesive Substances 0.000 claims description 10
- 230000001070 adhesive effect Effects 0.000 claims description 10
- 125000006850 spacer group Chemical group 0.000 claims description 9
- 229920005989 resin Polymers 0.000 claims description 5
- 239000011347 resin Substances 0.000 claims description 5
- 230000008602 contraction Effects 0.000 claims description 4
- 239000002245 particle Substances 0.000 claims description 3
- 230000008569 process Effects 0.000 claims description 3
- 230000007246 mechanism Effects 0.000 description 10
- 238000002347 injection Methods 0.000 description 8
- 239000007924 injection Substances 0.000 description 8
- 239000011521 glass Substances 0.000 description 7
- 238000011109 contamination Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images




Landscapes
- Liquid Crystal (AREA)
Description
【発明の属する技術分野】
本発明は、少なくとも一方が可撓性である一対の基板間に液晶材料を挟持してなる液晶表示素子の製造装置および製造方法に関する。
【0002】
【従来の技術】
従来より、電子ディスプレイの分野において、液晶表示素子は小型の情報機器端末から投射型の大型プロジェクションディスプレイまで幅広い分野で実用化されている。このような液晶表示素子は、一般にスペーサによってギャップが保たれた2枚のガラス基板を貼り合わせてセルを作製し、このセルの基板間ギャップに注入口から液晶材料を注入し、再度両基板を平板で押圧してギャップ調整を行った後、注入口を封止することによって製造されている。
【0003】
液晶材料をセルに注入する方法としては、真空注入法が広く用いられている。真空注入法は、端面に注入口を設けたセルから内部の空気を真空排気し、予め真空脱気しておいた液晶材料をこの注入口に接触させて、液晶材料を毛細管現象でセル内に適量注入した後、セル外の圧力を大気圧に戻すことにより、圧力差を用いて液晶材料をセル内に充填する方法である。
【0004】
【発明が解決しようとする課題】
しかしながら、上記真空注入法では、セル内の空気の排気や液晶材料の注入に長時間を要し、生産性が低いという問題がある。この点は、特に大型基板を用いたセルの場合に顕著となる。また、セル端面に余分の液晶材料が付着して液晶材料のロスが多くなることや、液晶材料の溜りに複数のセルが何度も漬けられる間に液晶材料が汚染されるという問題もある。
【0005】
また近年、軽量で耐衝撃性に優れ、素子自体の厚みを薄くすることが可能であることから、フィルム基板を用いた液晶表示素子が注目されている。フィルム基板は可撓性を有するため、真空注入法を用いる場合、セルの真空排気および液晶材料の注入ともにガラスセルに比べて長時間を要する。特にフィルム基板のみを用いて作製されたセルではこの問題が顕著である。そのため、フィルム基板をガラス等の基板に一度貼り合わせた上でセルを作製し、液晶材料を注入するという方法が提案されているが、フィルム基板をガラスに貼りつける工程および液晶材料注入後にガラスから取り外す工程が必要で煩雑である上に、フィルム基板を傷つけたり変形させる恐れがある。また、ガラス基板への貼りつけのために最適な条件を選択するなどの問題もある。このように、フィルム基板をガラスに貼りつけて液晶表示素子を製造すると工程の増加や複雑化が避けられず、基板が大きくなるほど製造することが難しくなる。
【0006】
本発明は上記問題点を解決するために創案されたもので、その目的とするところは、装置構成が簡素で、短時間で製造でき生産性が高い新規かつ有用な液晶表示素子の製造装置を提供することにある。また、製造工程が簡単で、短時間で製造でき、生産性の高い新規かつ有用な液晶表示素子の製造方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
上記目的を達成するため、本発明の液晶素子の製造装置は、少なくとも一方が可撓性である一対の基板間に液晶材料を挟持してなる液晶表示素子の製造装置において、一方の基板が載置される平板と、液晶材料を前記平板に載置された基板上に供給する液晶供給口と、可撓性の対向基板を液晶材料を介して前記平板上の基板に向けて加圧する第1、第2加圧ローラと、前記平板と前記第1、第2加圧ローラとを相対移動可能に支持する支持部材とを備え、前記平板はその表面を昇温するためのヒータを備えており、前記第2加圧ローラは、前記平板の相対移動方向に関して前記第1ローラより下流側に設けられた加圧加熱ローラであり、前記第1ローラによって一旦加圧された前記一対の基板を前記平板とともに加熱及び加圧して両基板同士を接合するものであり、さらに、前記平板上に、前記一対の基板を位置決めする位置決め部材が設けられ、前記位置決め部材は、前記第1、第2加圧ローラの加圧により前記平板内に収容されることを特徴とすることを特徴とする。
【0010】
前記平板には、基板を固定支持するための手段として、基板を真空吸着する吸着孔を設けてもよい。吸着孔により基板を真空吸着して平板上に固定支持することにより、可撓性を有する大型基板を用いた場合にも容易に基板全体を平坦に保つことができる。
【0011】
可撓性の対向基板の後端を支持し、前記平板と前記第1 、 第2加圧ローラとの相対移動に連動する後端支持部材をさらに設けてもよい。後端支持部材を設けることにより、基板貼り合わせ時に気泡が混入するのをより効果的に防ぐことができる。
【0012】
前記後端支持部材は、対向基板の後端を保持する一対の保持ローラを設けたものであってもよい。また、対向基板の後端を保持する保持部材と、この保持部材に接続されたワイヤを前記平板と前記第1 、 第2加圧ローラとの相対移動に連動して送り出すリールとを備えたものであってもよい。
【0013】
前記第1 、 第2加圧ローラをバネ圧力により前記平板の法線方向に加圧するバネを備えていてもよい。また、前記バネの縮み量を調整する調整手段を備えていてもよい。前記第1 、 第2加圧ローラを空気圧により前記平板の法線方向に加圧する加圧手段を備えていてもよい。
【0014】
上記製造装置を真空チャンバ内に配置してもよい。減圧下で基板の重ね合せを行うことにより、基板間への気泡の混入をより効果的に防止することができ、表示性能や素子の信頼性を向上させることができる。
【0016】
前記平板と前記第1 、 第2加圧ローラとを支持する支持部材は、前記第1 、 第2加圧ローラを固定支持し前記平板を移動可能に支持するものであってもよいし、前記平板を固定支持し前記第1 、 第2加圧ローラを移動可能に支持するものであってもよい。
【0017】
一方、本発明の液晶表示素子の製造方法は、可撓性である一対の基板間に液晶材料を挟持してなる液晶表示素子の製造方法において、少なくとも一方の可撓性基板に予め接着材料を配する第1工程と、いずれか一方の可撓性基板を平板上に載置してその表面に液晶材料を供給する第2工程と、可撓性の対向基板を加圧部材により液晶材料を介して前記平板上の可撓性基板に向けて加圧するとともに、前記平板と加圧部材とを相対移動させて、前記対向基板を平板上の基板に前記接着材料によって貼り合せる第3工程とを備え、前記第3工程は、第1加圧部材によって前記対向基板を平板上の基板に向けて加圧してこれら基板同士を貼り合わせる工程と、前記第1加圧部材によって一旦貼り合わされた前記一対の基板同士を、発熱した第2加圧部材によって前記対向基板を発熱した平板上の基板に向けて加熱加圧してこれら基板同士を接合する工程とを含む、ことを特徴とする。
【0018】
基板貼り合せの際、対向基板の後端を、前記平板上の基板から離れた位置に保って基板の貼り合せを行うようにしてもよい。
【0019】
【発明の実施の形態】
以下、本発明の具体的な実施形態を添付図面に基づいて説明する。
【0020】
<第1実施形態>
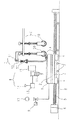
図1は本発明の一実施例を示す液晶表示素子の製造装置の外観を示す分解斜視図である。図2は上記装置により一対の基板を貼り合せる様子を示す縦断面図である。
【0021】
図1および図2に示すように、この製造装置は、基板を載置しこれを移動させる平板ステージAと、液晶材料を定量吐出する定量吐出ユニットBと、2枚の基板を加圧および加熱する加圧加熱ユニットCと、上側フィルム基板の後端を保持する後端保持ユニットDとを備えている。
【0022】
図3は平板ステージAの構成を示す縦断面図である。平板ステージAは、貼り合せの対象となる基板を固定支持するための真空吸着用の吸着孔1cが複数設けられている吸着テーブル1と、吸着テーブル1裏面に密着固定されたプレート状のヒータ2と、ベーク材やセラミック材などからなる断熱プレート3とを有する。
【0023】
断熱プレート3下面には、基台100に設けられたLMレール8上をスライドするLMブロック4と、サーボモータまたはスピードコントロールモータを駆動源6とするボールネジ駆動機構5により駆動される接続ブロック41とが設けられており、平板ステージAをLMレール8に沿ってスライド可能としてある。
【0024】
図3に示すように、吸着テーブル1には基板を位置決めするためのピン1aが設けられている。平板ステージAがスライドして、後述する加圧・加熱ユニットC内に設けられた加圧ローラ20および加圧加熱ローラ40と対向する位置にきた場合、ピン1aの背部に設けられたコイルスプリング1bが縮んで、ピン1aがローラ圧で下がり、加圧ローラ20および加圧加熱ローラ40に負荷をかけない構造になっている。
【0025】
また、図3に示すように、各吸着孔1cは全て吸着テーブル1内で連通しており、さらに電磁弁9を介して真空ポンプ10に接続されている。各吸着孔1cからのエア吸引により基板が固定支持されるので、上方から基板を押さえる部材が必要なく、装置構成の簡素化や汚れ防止の点で有利である。また、例えフィルム基板であったとしても基板の膨らみが生じない。もし基板を平板の上方側から押さえて固定する場合、基板を貼り合せるための加圧ローラの移動を妨げないように基板周縁部で支持することになり、特に可撓性を有する大型基板を用いた場合に基板全体を平坦に保つことが非常に困難となる。
【0026】
さらに、吸着テーブル1近傍には温度センサ2bが設けられており、この温度センサ2bに接続された温度調節器2aによってヒータ2をON・OFF制御し、吸着テーブル1の温度制御を行う。
【0027】
LMレール8の近傍には、平板ステージAが所定の位置で停止または速度変更できるようにフォトセンサまたはリミットスイッチなどの位置検出器7が配置されており、駆動源6の制御を行うように構成されている。
【0028】
定量吐出ユニットBは、液晶材料を内部に収容し吐出口から液晶材料を吐出するシリンジ11と、シリンジ11内にエアを供給する空圧源14と、空圧源14を制御してシリンジ11からの液晶材料の吐出量を調整する制御装置13と、定量吐出制御装置13およびシリンジ11を吸着テーブル1上方の任意の位置に停止・走行させるためのX−Yロボット機構15とを有する。
【0029】
図4は、加圧加熱ユニットCの構成を示す横断面図である。図4に示すように、加圧加熱ユニットCは、加圧ローラ20と加圧加熱ローラ40との2本のローラを備えており、平板ステージAの移動によって基板がローラの対向部にきたときに両ローラによってフィルム基板を平板ステージA上の基板に向けて加圧および加熱する。
【0030】
加圧ローラ20の両端部は、それぞれベアリング22を介してベアリングホルダ23に取り付けられている。基台100には支持板42が取り付けられており、各ベアリングホルダ23は、それぞれにこの支持板42に取り付けられたLMレール24上をスライドするLMブロック25に接続ブロック26を介して接続されている。これにより、加圧ローラ20が平板ステージAの法線方向にスライド可能に支持される。
【0031】
ベアリングホルダ23の背後には、ベアリングホルダ23を押圧するバネ27と、バネ27の縮み量を調整するための調整ボルト28とが設けられている。調整ボルト28は、支持板42に設けられたネジ穴43に螺合され、先端に設けられたストッパ44でバネ27を押圧する。調整ボルト28を適当に回すことにより、バネ27の縮み量が変更することができるので、基板に対して均一な圧力がかかるように加圧ローラ20の加圧力が調整できる。なお、ベアリングホルダ23の下方には、過度の加圧を防止するためのストッパ29が設けられている。加圧ローラ20による加圧力は、加圧加熱ローラ40の加圧力よりも弱めに設定しておくことが好ましい。
【0032】
加圧加熱ローラ40およびその周囲の支持構成も加圧ローラ20の場合と同様である。ただし、加圧加熱ローラ40は中空構造であり、中空の部分に内蔵された棒状のヒータ21で加圧加熱ローラ40表面が加熱される。加圧加熱ローラ40の表面近傍には非接触または接触式の温度センサ30が配置されており、この温度センサ30に接続された温度調節器31によりローラ表面の温度制御を行う。
【0033】
加圧ローラ20および加圧加熱ローラ40の表面は、平滑で離型性のものが好ましく、例えばシリコンゴム層が好適に使用できる。
【0034】
基板後端保持ユニットDは、基板の後端を保持する保持ローラ対50と、この保持ローラ対50に接続されたワイヤ52の巻き取りと送り出しとを行うためのリール51とを備えている。リール51は、平板ステージAの先端が加圧加熱ユニットCの加圧ローラ20に対向する位置にきたとき、ワイヤ52の送り出しを開始することによって保持ローラ対50を平板ステージA側に連動させる。
【0035】
次に、上記液晶表示素子の製造装置の動作について説明する。
【0036】
まず、平板ステージA上のピン1aに対応するように、予め端部に位置決め用の孔を設けた一組の基板を用意する。少なくとも一方の基板は可撓性を有するフィルム基板である。どちらかの基板に、貼り合わせ後の液晶の洩れを防ぐためのシール壁を形成しておいてもよい。この段階で、少なくともどちらかの基板に従来公知の各種の方式でスペーサを散布しておいてもよい。
【0037】
そして、一方の基板の孔にピン1aを嵌めて平板ステージAに基板を載置固定する。他方のフィルム基板は、端部の孔をピン1aに嵌め、さらに後端を基板後端保持ユニットDの保持ローラ対50で保持してフィルム基板後端を他方の基板から離れた位置に保つ。
【0038】
次に、定量吐出ユニットBによって、シリンジ11を平板ステージA上に載置された基板に対向する面内を順次走査させ、この基板上に液晶材料を供給する。このとき、気泡を取り込まないように隙間なく液晶材料を供給することが好ましい。そして、平板ステージAを所定の速度で移動させ、液晶材料の供給された部分から順次加圧ローラ20および加圧加熱ローラ40の対向部に進入させる。こうして、加圧ローラ20および加圧加熱ローラ40を用いてギャップ調整を行いながら同時に液晶を上下基板間に充填し、順次上下基板を貼り合わせる。なお、液晶材料供給の初期段階で比較的多量の液晶材料を供給し、これを加圧ローラ20で基板の残りの領域に押し出すようにして貼り合せを行ってもよい。なお、基板間のギャップは予め基板に散布されるスペーサによって保たれるが、予め液晶材料にスペーサを添加しておいてもよいし、スペーサに代えて所定の高さをもつ樹脂構造物をパターン配置することにより基板間ギャップを保つようにしてもよい。
【0039】
上下基板のどちらか一方に予めシール壁を設けていた場合は、基板の貼り合わせの際に、ローラ20、40により基板間ギャップに相当する高さまで押し潰され、このシール壁が液晶材料を基板間に封じ込めるとともに上下基板を接着する。シール壁として、熱可塑性樹脂や熱硬化性樹脂などの加熱により接着性を発現する材料を用いる場合や、上下基板のギャップを保持するスペーサ材としてスペーサ粒子の周りに上記のような樹脂を被覆した材料を用いる場合、加圧加熱ローラ40の表面温度を所定の温度まで昇温可能としておくことでシール壁の接着性やスペーサ粒子の基板への接着性を増すことができる。
【0040】
基板を貼り合せる際、平板ステージAの表面はヒータ2により適当な温度に昇温し、平板ステージA上に載置された基板を適度な温度に保つとよい。一般的に、フィルム基板は熱膨張係数がガラス基板に比べて大きいので、平板ステージAの温度と加圧加熱ローラ40との温度差が大きい場合に、上下基板の大きさが異なってしまい、貼り合わせ時の位置ずれや貼り合わせ後の液晶表示素子の歪みなどの問題が生ずる。平板ステージAの表面を適当な温度に昇温しておくことでこの問題を抑制することができ、より信頼性の高い液晶表示素子が作製可能となる。また、熱可塑性樹脂や熱硬化性樹脂をセル内の部材に用いる場合、予め予熱する方が接着に要する時間が短くなり、接着力も向上する。
【0041】
平板ステージAの移動により、フィルム基板が加圧ローラ20および加圧加熱ローラ40の対向部に進入するのに合わせて、基板後端保持ユニットDの基板駆動機構であるリール51が、ワイヤ52を送り出してフィルム基板の後端を保持した保持ローラ対50を平板ステージA側に降下させる。これにより、基板の貼り合せを行う間、フィルム基板の後端が平板ステージAから離れた所定位置に保たれ平板ステージA上の基板に対して所定の角度を有するように保持される。これによって、貼り合わせ時に気泡が混入するのが防止される。
【0042】
こうして基板の貼り合せが進み、保持ローラ対50が平板ステージAの近傍まで降下するとリール51が停止し、最後はピン1aの引張力によりフィルム基板後端が保持ローラ対50から離れる。そして、フィルム基板後端が加圧および加圧加熱ローラユニットCを通過して基板の貼り合せが終了し、同時に液晶表示素子の作製が終了する。すなわち、液晶をセル内に充填する工程と、上下基板を貼り合わせる工程とを同時に実行することができる。
【0043】
このように、本実施形態の液晶表示素子の製造装置においては、液晶材料をフィルム基板で一端から他端へ徐々に押し出しながら基板が重ね合わされるので簡単な装置構成で液晶表示素子の作製が可能である。また、フィルム基板をガラス基板に貼りつける必要がなく、簡素な製造工程で液晶表示素子の作製が可能である。また、気泡を取り込むことがなく信頼性の高い液晶表示素子を作製することができる。さらに、シール壁など接着材料を予め一方の基板に塗布しておくことにより、基板同士の接着をも同時に行うことができる。さらにまた、大型のフィルム基板を用いた場合でも容易に液晶表示素子を製造することができる。その他、注入口から液晶材料を注入する必要がないので液晶材料を効率よく利用することができる。また、液晶材料溜りに何度もセルを浸漬する必要がないので液晶材料の汚染を防止できる。
【0044】
この後、位置検出器7が平板ステージAが停止位置に来たことを検出すると平板ステージAの移動が停止する。そして、操作者が液晶表示素子を取り外した後、平板ステージAおよび定量吐出ユニットBを元の位置に復帰させ、保持ローラ対50をもとの高さに引き上げて次回の液晶表示素子の作製に備える。
【0045】
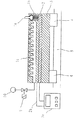
<第2実施形態>
図5は本発明の他の実施形態を示す断面図である。図5に示すように、本実施形態においては、第1実施形態と同様の液晶表示素子の製造装置が、上下可動機構65を有する真空チャンバ63内に収容されている。真空チャンバ63の床面に接する周縁部には、O−リング64が取り付けられ、また、電磁弁62を介して真空ポンプ60に接続されており、内部を減圧することができる。したがって、製造装置周囲の雰囲気を清浄に保つことができ、セル内への不純物や気泡などの巻き込みをより確実に防止することができる。
【0046】
<第3実施形態>
図6は本発明のさらに他の実施形態を示す斜視図である。本実施形態の液晶表示素子の製造装置は、平板ステージAを固定し加圧加熱ユニットCを移動させるようにしたものである。具体的には、図6に示すように、加圧加熱ユニットCの各ローラ20、40を支持するための支持板42が、基台100上に設けられたLMレール72に嵌められたLMブロック73に取り付けられている。さらに加圧加熱ユニットCの支持板42に、駆動源70により駆動されるボールネジ駆動機構71に接続された接続ブロック74が取り付けられており、これによって加圧加熱ユニットCがLMレール72上をスライドする。他の構成は実質的に第1実施形態と同様であるので、同じ符号を付して詳しい説明は省略する。
【0047】
なお、平板ステージAおよび加圧加熱ユニットCの両方を移動させるようにしてもよい。要は、両者が相対的に移動して基板の貼り合せが行える構成であればよい。
【0048】
<その他の実施形態>
本発明は上記各実施形態に限定されるものではなく、種々変更可能である。例えば、上記各実施形態では、加圧ローラ20と加圧加熱ローラ40との2つのローラを用いた例について説明したが、これに限らず、3つ以上のローラを設けてもよい。3つ以上のローラを用いる場合も、基板進行方向に向かって徐々に加圧力を大きくし、また、最も下流側に加熱ローラを配置することが好ましい。
【0049】
また、上記各実施形態では、基板後端を保持ローラ対50によって保持し保持ローラ対50をリール51により上下させる例について説明したが、これに限らず、平板ステージAとともに移動する板部材や一列に並んだ複数のローラにフィルム基板後端を載置するようにしてもよい。要は、基板の移動に合わせて上基板の後端を下基板から離れた所定位置に保つことのできる構成であればよい。
【0050】
さらに、上記各実施形態では、X−Yロボット機構15により平板ステージAに対向する面内を、液晶材料を供給するディスペンサであるシリンジ11が自由に移動できるようにしてあるが、これに限らず、例えば、基板の幅方向のみに移動可能としたものや、貼り合わせの邪魔にならない位置に、基板の幅方向に複数の固定シリンジやスリット状の供給口を設けたり、ダイコータを設けてもよい。
【0051】
さらにまた、上記各実施形態で用いたバネ27による加圧機構に代えて、エアシリンダなどを用いた空気圧による加圧機構により、加圧ローラおよび加圧加熱ローラを加圧するようにしてもよい。
【0052】
【発明の効果】
以上説明したように、本発明の製造装置は、少なくとも一方が可撓性である一対の基板間に液晶材料を挟持してなる液晶表示素子の製造装置において、一方の基板が載置される平板と、液晶材料を前記平板に載置された基板上に供給する液晶供給口と、可撓性の対向基板を液晶材料を介して前記平板上の基板に向けて加圧する第1、第2加圧ローラと、前記平板と前記第1、第2加圧ローラとを相対移動可能に支持する支持部材とを備え、前記平板はその表面を昇温するためのヒータを備えており、前記第2加圧ローラは、前記平板の相対移動方向に関して前記第1ローラより下流側に設けられた加圧加熱ローラであり、前記第1ローラによって一旦加圧された前記一対の基板を前記平板とともに加熱及び加圧して両基板同士を接合するものであり、さらに、前記平板上に、前記一対の基板を位置決めする位置決め部材が設けられ、前記位置決め部材は、前記第1、第2加圧ローラの加圧により前記平板内に収容されるようにしたことにより、装置構成が簡素で、短時間で液晶表示素子を製造でき、高い生産性を確保することができる。また、平板表面の温度を可変とすることで、基板貼り合せ時の位置ずれや基板貼り合わせ後の液晶表示素子の歪みを抑制することができる。また、少なくとも一方の基板に予め接着材料を塗布しておく場合に貼り合せと同時に基板の接着を行うことができる。
【0053】
また、本発明の製造方法は、可撓性である一対の基板間に液晶材料を挟持してなる液晶表示素子の製造方法において、少なくとも一方の可撓性基板に予め接着材料を配する第1工程と、いずれか一方の可撓性基板を平板上に載置してその表面に液晶材料を供給する第2工程と、可撓性の対向基板を加圧部材により液晶材料を介して前記平板上の可撓性基板に向けて加圧するとともに、前記平板と加圧部材とを相対移動させて、前記対向基板を平板上の基板に前記接着材料によって貼り合せる第3工程とを備え、前記第3工程は、第1加圧部材によって前記対向基板を平板上の基板に向けて加圧してこれら基板同士を貼り合わせる工程と、前記第1加圧部材によって一旦貼り合わされた前記一対の基板同士を、発熱した第2加圧部材によって前記対向基板を発熱した平板上の基板に向けて加熱加圧してこれら基板同士を接合する工程とを含むようにしたことにより、製造工程が簡素で、短時間で製造でき、高い生産性を確保することができる。また、平板表面の温度を可変とすることで、基板貼り合せ時の位置ずれや基板貼り合わせ後の液晶表示素子の歪みを抑制することができる。また、少なくとも一方の基板に予め接着材料を塗布しておく場合に貼り合せと同時に基板の接着を行うことができる。
【図面の簡単な説明】
【図1】本発明の一実施形態を示す液晶表示素子の製造装置の全体構成を示す分解斜視図である。
【図2】基板を貼り合せる様子を示す縦断面図である。
【図3】平板ステージ付近の横断面図である。
【図4】加圧加熱ユニット付近の縦断面図である。
【図5】本発明の他の実施形態を示す縦断面図である。
【図6】本発明のさらに他の実施形態の全体構成を示す分解斜視図である。
【符号の説明】
A 平板ステージ
B 定量吐出ユニット
C 加圧加熱ユニット
D 基板後端保持ユニット
1 吸着テーブル
1a 位置決めピン
1b コイルスプリング
2 吸着テーブル用ヒータ
2a、31 温度調節器
2b、30 温度センサ
3 断熱プレート
4、25、73 LMブロック
5、71 ボールネジ駆動機構
6、70 駆動源
7 位置検出器
8、24、72 LMレール
9、62 電磁弁
10、60 真空ポンプ
11 シリンジ
13 定量吐出制御装置
14 空圧源
15 X−Yロボット機構
20 加圧ローラ
21 加圧加熱ローラ用ヒータ
23 ベアリングホルダ
25 LMブロック
27 バネ
28 調整ボルト
40 加圧加熱ローラ
50 保持ローラ対
51 リール
63 真空チャンバ
Claims (16)
- 少なくとも一方が可撓性である一対の基板間に液晶材料を挟持してなる液晶表示素子の製造装置において、
一方の基板が載置される平板と、
液晶材料を前記平板に載置された基板上に供給する液晶供給口と、
可撓性の対向基板を液晶材料を介して前記平板上の基板に向けて加圧する第1、第2加圧ローラと、
前記平板と前記第1、第2加圧ローラとを相対移動可能に支持する支持部材とを備え、
前記平板はその表面を昇温するためのヒータを備えており、前記第2加圧ローラは、前記平板の相対移動方向に関して前記第1ローラより下流側に設けられた加圧加熱ローラであり、前記第1ローラによって一旦加圧された前記一対の基板を前記平板とともに加熱及び加圧して両基板同士を接合するものであり、さらに、前記平板上に、前記一対の基板を位置決めする位置決め部材が設けられ、前記位置決め部材は、前記第1、第2加圧ローラの加圧により前記平板内に収容されることを特徴とする液晶表示素子の製造装置。 - 前記平板が、一方の基板を真空吸着するための吸着孔を有する請求項1に記載の液晶表示素子の製造装置。
- 前記対向基板の後端を支持し、前記平板と前記第1、第2加圧ローラとの相対移動に連動する後端支持部材を備えた請求項1又は2に記載の液晶表示素子の製造装置。
- 前記後端支持部材は、前記対向基板の後端を保持する一対の保持ローラを有する請求項3に記載の液晶表示素子の製造装置。
- 前記後端支持部材は、対向基板の後端を保持する保持部材と、この保持部材に接続されたワイヤを前記平板と前記第1、第2加圧ローラとの相対移動に連動して送り出すリールとを備えた請求項3に記載の液晶表示素子の製造装置。
- 前記第1、第2加圧ローラを前記平板の法線方向に加圧するバネを備えた請求項1から請求項5のいずれかに記載の液晶表示素子の製造装置。
- 前記バネの縮み量を調整する調整手段を備えた請求項6に記載の液晶表示素子の製造装置。
- 前記第1、第2加圧ローラを空気圧により前記平板の法線方向に加圧する加圧手段を備えた請求項1から請求項5のいずれかに記載の液晶表示素子の製造装置。
- 前記液晶表示素子の製造装置をその内部に収容する真空槽をさらに備えた請求項1から請求項8のいずれかに記載の前記液晶表示素子の製造装置。
- 前記平板と前記第1、第2加圧ローラとを支持する支持部材は、前記第1、第2加圧ローラを固定支持し前記平板を移動可能に支持する請求項1から請求項9のいずれかに記載の液晶表示素子の製造装置。
- 前記平板と前記第1、第2加圧ローラとを支持する支持部材は、前記平板を固定支持し前記第1、第2加圧ローラを移動可能に支持する請求項1から請求項9のいずれかに記載の液晶表示素子の製造装置。
- 可撓性である一対の基板間に液晶材料を挟持してなる液晶表示素子の製造方法において、
少なくとも一方の可撓性基板に予め接着材料を配する第1工程と、
いずれか一方の可撓性基板を平板上に載置してその表面に液晶材料を供給する第2工程と、
可撓性の対向基板を加圧部材により液晶材料を介して前記平板上の可撓性基板に向けて加圧するとともに、前記平板と加圧部材とを相対移動させて、前記対向基板を平板上の基板に前記接着材料によって貼り合せる第3工程とを備え、
前記第3工程は、第1加圧部材によって前記対向基板を平板上の基板に向けて加圧してこれら基板同士を貼り合わせる工程と、前記第1加圧部材によって一旦貼り合わされた前記一対の基板同士を、発熱した第2加圧部材によって前記対向基板を発熱した平板上の基板に向けて加熱加圧してこれら基板同士を接合する工程とを含む、
ことを特徴とする液晶表示素子の製造方法。 - 前記第3工程において、前記対向基板の後端を、前記平板上の基板から離れた位置に保って基板の貼り合せを行う請求項12に記載の液晶表示素子の製造方法。
- 前記第1工程において、少なくとも一方の基板上に、樹脂を被覆したスペーサ粒子を配置する請求項12又は13に記載の液晶表示素子の製造方法。
- 前記各工程を真空槽内で実行する請求項12〜14のいずれかに記載の液晶表示素子の製造方法。
- 前記平板が、その表面を昇温するためのヒータと、一方の基板を真空吸着するための複数の吸着孔とを有するものであり、前記第3工程では、一方の可撓性基板を平板に吸着させた状態でヒータにより平板上の基板を加熱しながら第2加圧部材によって可撓性の対向基板を平板上の基板に向けて加熱加圧する請求項12〜15のいずれかに記載の液晶表示素子の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP13352098A JP3724191B2 (ja) | 1998-05-15 | 1998-05-15 | 液晶表示素子の製造装置および製造方法 |
| US09/309,127 US6459467B1 (en) | 1998-05-15 | 1999-05-10 | Liquid crystal light modulating device, and a manufacturing method and a manufacturing apparatus thereof |
| DE69932469T DE69932469T2 (de) | 1998-05-15 | 1999-05-14 | Flüssigkristall-Lichtmodulationsvorrichtung |
| EP99109636A EP0957393B1 (en) | 1998-05-15 | 1999-05-14 | Liquid crystal light modulating device |
| US09/832,474 US6583848B2 (en) | 1998-05-15 | 2001-04-11 | Liquid crystal light modulating device, and a manufacturing method and a manufacturing apparatus thereof |
| US10/371,956 US6842210B2 (en) | 1998-05-15 | 2003-02-21 | Liquid crystal light modulating device, and a manufacturing method and a manufacturing apparatus thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP13352098A JP3724191B2 (ja) | 1998-05-15 | 1998-05-15 | 液晶表示素子の製造装置および製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11326926A JPH11326926A (ja) | 1999-11-26 |
| JP3724191B2 true JP3724191B2 (ja) | 2005-12-07 |
Family
ID=15106713
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP13352098A Expired - Fee Related JP3724191B2 (ja) | 1998-05-15 | 1998-05-15 | 液晶表示素子の製造装置および製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3724191B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101727409B1 (ko) * | 2015-11-13 | 2017-04-14 | 주식회사 건웅전자 | 도광판의 반사부 제조장치 및 그 제조방법 |
-
1998
- 1998-05-15 JP JP13352098A patent/JP3724191B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11326926A (ja) | 1999-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102598091B (zh) | 显示面板的制造方法及其制造系统 | |
| CN103261952B (zh) | 板状接合体的制造方法、接合装置及板状接合体 | |
| JP3693972B2 (ja) | 貼合せ基板製造装置及び基板貼合せ方法 | |
| JP3828670B2 (ja) | 液晶表示素子の製造方法 | |
| KR20010021190A (ko) | 액정표시소자의 제조방법 | |
| CN101393332B (zh) | Acf粘贴装置以及平板显示装置 | |
| JP2001264782A (ja) | フラットパネル基板間への粘液状材料の充填方法 | |
| KR20150113397A (ko) | 플렉시블 디스플레이 및 곡면 커버 부재의 합착 장치 및 합착 방법 | |
| JP2009194064A (ja) | 基板への接着フィルム貼付け装置及び貼付け方法 | |
| CN100380179C (zh) | 液晶显示装置的制造方法 | |
| CN101823356A (zh) | 薄膜贴附机台、薄膜贴附方法以及固化膜层的制作方法 | |
| JP3724191B2 (ja) | 液晶表示素子の製造装置および製造方法 | |
| KR101366519B1 (ko) | 기판 조립 장치 | |
| US7407559B2 (en) | Method of producing liquid crystal display devices | |
| WO2010095215A1 (ja) | ワーク搬送装置及び真空貼り合わせ方法 | |
| JP3022809B2 (ja) | 液晶表示セルの封孔方法及び封孔装置 | |
| TW200410022A (en) | Dispenser for liquid crystal display panel and dispensing method using the same | |
| CN108461773A (zh) | 质子膜单元的制作方法与质子膜单元 | |
| JP2000305059A (ja) | 基板加圧装置と加圧方法及びそれを用いた基板貼り合わせ装置と基板貼り合わせ方法 | |
| JP2002014361A (ja) | 液晶表示パネルの製造方法及び装置 | |
| JP2001005011A (ja) | 液晶表示素子の製造方法 | |
| JPH09179132A (ja) | 液晶表示素子における液晶注入孔の封止方法 | |
| JP2000029044A (ja) | 液晶表示素子セルの封孔方法及び封孔装置 | |
| JP2003005666A (ja) | 貼り付け装置及び貼り付け方法 | |
| JP2610125B2 (ja) | フレキシブル電気光学素子の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050401 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050524 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20050613 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050722 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050830 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050912 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090930 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100930 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100930 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110930 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120930 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120930 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130930 Year of fee payment: 8 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |