JP3732023B2 - 光結合装置およびその製造方法 - Google Patents
光結合装置およびその製造方法 Download PDFInfo
- Publication number
- JP3732023B2 JP3732023B2 JP28214998A JP28214998A JP3732023B2 JP 3732023 B2 JP3732023 B2 JP 3732023B2 JP 28214998 A JP28214998 A JP 28214998A JP 28214998 A JP28214998 A JP 28214998A JP 3732023 B2 JP3732023 B2 JP 3732023B2
- Authority
- JP
- Japan
- Prior art keywords
- light
- mold body
- elements
- optical path
- light emitting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Photo Coupler, Interrupter, Optical-To-Optical Conversion Devices (AREA)
Description
【発明の属する技術分野】
本発明は、発光素子および受光素子が一体的にモールドされて光学的に結合された光結合装置に関する。
【0002】
【従来の技術】
従来より、光結合装置としてフォトカプラやフォトインタラプタがあり、両者は、用途の違いによりその構造や製造方法が異なる。一般に、フォトカプラは、発光素子および受光素子を同一パッケージに封入し、発光素子からの光を受光素子で受光する。一方、フォトインタラプタは、発光素子と受光素子とをある間隔で対向配置し、この間を通過する被検出物を検出する(透過型と呼ぶ)。あるいは、外部にある被検出物に発光素子からの光を反射させて受光素子で受光する(反射型と呼ぶ)。
【0003】
製造方法を説明すると、フォトカプラでは、図13に示すように、発光素子21と受光素子22とをそれぞれAgペースト等にて金属製の搭載用リードフレーム23,24に搭載する。各素子21,22と図示しない結線用リードフレームとをAuワイヤ25でワイヤボンドする。各リードフレーム23,24をオフセット折り曲げして、両素子21,22の光軸が合うように対向して配置する。その後、各素子21,22の周囲を透光性のエポキシ樹脂により一体的にトランスファーモールドして、透光性モールド体26を形成する。さらに、透光性モールド体26の周囲を遮光性のエポキシ樹脂によりトランスファーモールドして、遮光性モールド体27を形成する。そして、外部に露出しているリードフレーム23,24の形状加工を行い製品とする。
【0004】
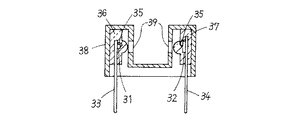
一方、フォトインタラプタでは、図14に示すように、発光素子31および受光素子32をそれぞれAgペースト等により金属製の搭載用リードフレーム33,34に搭載する。各素子31,32と図示しない結線用リードフレームとをAuワイヤ35でワイヤボンドする。次いで、発光素子31および受光素子32の周囲を透光性の樹脂によりインジェクションモールドして、発光側モールド体36および受光側モールド体37をそれぞれ形成する。そして、遮光性の黒色エポキシ樹脂により形成された外装ケース38内に発光側モールド体36および受光側モールド体37を挿入して、接着剤等を用いて固定する。このとき、発光素子31および受光素子32の光軸がスリット39を介して合うように両素子31,32を対向して配置する。なお、外装ケース38の代わりに、インジェクションモールドによって両モールド体36,37を一体化する場合もある。
【0005】
【発明が解決しようとする課題】
このように、両者は互いの構造の違いにより、その製造方法が全く異なっており、別々の工程、別々の製造設備で作製しなくてはならず、同じ光結合装置でありながら製造面で無駄が多かった。そのため、共通の工程、共通の製造設備で作製できる方法が望まれていた。
【0006】
ところで、フォトカプラやフォトインタラプタ等の小型面実装タイプの電子部品では、それらに対する市場の要望は厳しく、特に外部プリント基板への実装時における耐熱性の向上が強く望まれている。一般に、外部プリント基板にこのような電子部品を半田付けする場合、半田クリームを用いて半田リフローを行う。具体的には、外部プリント基板がリフロー炉を通過することにより、高温(230℃)雰囲気下で半田クリームが溶かされ、半田付けが行われる。
【0007】
ここで、フォトインタラプタの外装ケースには、熱硬化性樹脂を使用しているが、リフロー炉内の温度が熱硬化性樹脂の熱変形温度を越えた場合、ケーシング時の残留応力等により外装ケースが変形し、受発光素子間の光軸がずれてしまうことがある。そのため、外装ケースが変形しないように、リフロー炉内の温度を低く設定しなければならず、確実な半田リフローが行われないことがある。
【0008】
本発明は、上記問題点に鑑み、耐熱性を向上させるとともに製造コストを低減することのできる光結合装置およびその製造方法を提供することを目的とする。
【0009】
【課題を解決するための手段】
本発明による課題解決手段は、光結合装置のうちフォトインタラプタの製造方法において、発光側リードフレームに搭載した発光素子と、受光側リードフレームに搭載した受光素子とを間隔をおいて配置し、両素子の周囲を透光性の熱硬化性樹脂により一体的にモールドして透光性モールド体を形成し、透光性モールド体の周囲を遮光性の熱硬化性樹脂によりモールドして遮光性モールド体を形成し、両素子の間の両モールド体の一部を除去して被検出物通過用凹部を形成するものである。
【0010】
上記方法によれば、並べて配置した受発光素子に熱硬化性樹脂による2重のモールドを施して、フォトインタラプタを作製することができるので、従来のように外装ケースを用いた構造に比べ、耐熱性が向上する。なお、凹部を形成しなければ、フォトカプラとなる。
【0011】
ここで、透光性モールド体が、各素子をそれぞれ取り囲む封止部と、両封止部を接続する、これよりも偏狭の光路部とから構成されていると、光路部の一部を除去して凹部が形成されるので、両素子間の光軸ずれが起こることはなく、精度のよい光路を確保できる。
【0012】
上記製造方法において、複数の発光素子とこれと同数の受光素子を平行に並べて2重モールドした後、凹部を形成して、個々に分離するようにすれば、複数のフォトインタラプタを一度に作製することができる。
【0013】
そして、各リードフレームの先端が折り曲げられたり、圧潰加工されたりして、各素子を搭載する搭載面となり、両搭載面を対向配置すると、光結合装置としての出力が上がる。
【0014】
【発明の実施の形態】
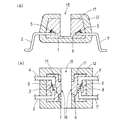
以下、本発明の実施の形態を添付図面を参照して詳細に説明する。図1は、本発明の一実施形態に係る光結合装置である透過型フォトインタラプタの構成を示す図である。同図によれば、このフォトインタラプタは、GaAs発光ダイオード等からなる発光素子1が金属製(Cu、Fe、42Alloy等)の発光側リードフレーム2のヘッダー部3にAgペースト等の導電性ペーストによりダイボンドされて搭載され、結線用リードフレーム4にAuワイヤ5によりワイヤボンドされている。
【0015】
また、Siフォトトランジスタ等からなる受光素子6が、発光素子1同様、受光側リードフレーム7のヘッダー部8に導電性ペーストによりダイボンドされて搭載され、結線用リードフレーム9にAuワイヤ5によりワイヤボンドされている。
【0016】
発光素子1と受光素子6とは同一平面上に間隔をおいて配置され、両素子1,6の周囲が透光性の熱硬化性樹脂により一体的にトランスファモールドされて、透光性モールド体11が形成されている。さらに、透光性モールド体11の周囲が遮光性の熱硬化性樹脂によりトランスファモールドされて、遮光性モールド体12が形成されている。透光性モールド体11は、図2に示すように、各素子1,6をそれぞれ取り囲む封止部13と、両封止部13を接続する光路部14とから形成され、光路部14は、封止部13よりも金型によって偏狭に形成されている。
【0017】
そして、両素子1,6の間に、透光性モールド体11の光路部14および遮光性モールド体12の一部を除去してなる被検出物通過用の凹部15が形成されている。凹部15の幅は光路部14の幅より狭いので、光路部14の一部が両側に残って、発光素子1からの光が通るスリット16となる。
【0018】
この構成によれば、凹部15中に被検出物がない場合、発光素子1からの光は、発光素子1側の透光性モールド体11、スリット16、凹部15、スリット16および受光素子6側の透光性モールド体11を通じて受光素子6で受光される。また、凹部15中に被検出物がある場合には、発光素子1からの光は被検出物により遮られ、受光素子6では受光されない。これにより、被検出物の有無を検出することができる。
【0019】
従来のフォトインタラプタでは、受発光素子をモールドしたモールド体を外装ケースに固定する構造であったため、外部プリント基板に半田リフローにより実装する場合、外装ケースが変形するといった耐熱性の面で問題があった。しかし、上記のように、各素子1,6の周囲を熱硬化性樹脂によりトランスファモールドして2重のモールド体11,12で覆う構造とすることにより、外部プリント基板に半田リフローにより高温雰囲気下で実装しても、上記モールド体11,12には残留応力が存在せず、変形することがないので、両素子1,6の位置はずれない。したがって、耐熱性に優れた精度の高いフォトインタラプタとすることができる。
【0020】
このフォトインタラプタの変形例としては、図3に示すように、各リードフレームのうち少なくともリードフレーム2,7の先端を金型加工により直角に折り曲げてヘッダー部3,8とし、この平坦な搭載面に各素子1,6を搭載し、各素子1,6の発光面および受光面を対向させるようにする。これにより、発光素子1からの光は受光素子6の受光面全体に均等に到達し、光信号の安定した供給が可能となり、伝達効率を向上させて出力を上げることができる。
【0021】
また、他の変形例としては、図4に示すように、各リードフレームのうち少なくともリードフレーム2,7の先端をプレスにより圧潰加工し、搭載用リードフレーム2,7の先端の押し潰された平面状の搭載面に各素子1,6を搭載し、各素子1,6の発光面および受光面を対向させるようにする。この場合でも、上記と同様に発光素子1からの光は受光素子6の受光面全体に均等に到達し、伝達効率を向上させることができる。
【0022】
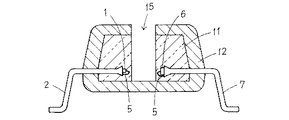
次に、他の実施形態に係る光結合装置であるフォトカプラを図5に示す。同図によれば、このフォトカプラは、発光素子1が金属性の搭載用リードフレーム2のヘッダー部3に導電性ペーストによりダイボンドされて搭載され、結線用リードフレーム4にAuワイヤ5によりワイヤボンドされている。
【0023】
また、受光素子6が、発光素子1同様、受光側リードフレーム7のヘッダー部8に導電性ペーストによりダイボンドされて搭載され、結線用リードフレーム9にAuワイヤ5によりワイヤボンドされている。
【0024】
発光素子1と受光素子6とは間隔をおいて配置され、両素子1,6の周囲が透光性の熱硬化性樹脂により一体的にトランスファモールドされて、透光性モールド体11が形成されている。透光性モールド体11は、図2に示すように、各素子1,6をそれぞれ取り囲む封止部13と、両封止部13を接続して光路となる光路部14とから構成される。光路部14は、金型により前後方向に狭められて、封止部13より偏狭に形成される。そして、透光性モールド体11の周囲が遮光性の熱硬化性樹脂によりトランスファモールドされて、遮光性モールド体12が形成されている。
【0025】
この光結合装置は、上記構成によりフォトカプラとして機能するが、このフォトカプラでは、透光性モールド体11の光路部14が封止部13より偏狭に形成されているため、発光素子1からの光は光路部14の壁面14aで反射されて集光され、受光素子6における受光量を上げることができる。
【0026】
なお、このフォトカプラの変形例としては、図6に示すように、光路部14が発光素子1側から受光素子6側にかけて徐々に狭められて形成されてもよい。これによれば、発光素子1からの光はより一層集光され、受光素子6における受光量をさらに高めることができる。
【0027】
ここで、図1および図5に示したフォトインタラプタおよびフォトカプラを比較すると、凹部15の有無に相違があり、他は全く同じ構造である。この凹部15は、被検出物が通過する通路となるものであるので、この凹部15が形成されればフォトインタラプタとなり、凹部15が形成されなければフォトカプラとなる。したがって、フォトインタラプタおよびフォトカプラの製造工程において、凹部15を形成する段階までの工程を共有することができる。
【0028】
以下、具体的に説明する。発光素子1を発光側リードフレーム2のヘッダー部3にAgペースト等でダイボンドして搭載する。発光素子1の上面に形成されている電極と結線用リードフレーム4とをAuワイヤ5等で超音波熱圧着等によりワイヤボンドする。
【0029】
同様に、受光側リードフレーム7のヘッダー部8に受光素子6をAgペースト等でダイボンドして搭載する。受光素子6の上面に形成されている電極と結線用リードフレーム9とをAuワイヤ5等で超音波熱圧着等によりワイヤボンドする。
【0030】
次に、発光素子1および受光素子6を間隔をおいて配置し、透光性のエポキシ樹脂を用いて両素子1,6および各リードフレーム2,4,7,9の一部の周囲をトランスファーモールドにより一体的にモールドし、透光性モールド体11を形成する。そして、透光性モールド体11の周囲に、遮光性のエポキシ樹脂によりトランスファーモールドによるモールドを行う。外部に突出したリードフレーム2,4,7,9は、金型にてフォーミングを行う。ここまでの工程により、図5に示すフォトカプラが作製され、絶縁耐圧試験、電気特性検査等の品質検査や外観検査等を経て製品化される。
【0031】
そして、フォトインタラプタを作製する場合は、凹部15を形成するために、引き続き以下に示す切削工程に入る。切削工程では、受発光素子1の間の両モールド体11,12を切削する。具体的には、図7に示すように、ダイシングソーを用い、それに回転自在に取り付けられているブレード17により上方からほぼ鉛直方向にダイシングする。ダイシングする深さは、両モールド体11,12の間の透光性モールド体11が少し残る程度とされ、必要に応じて、深さを調整するようにしてもよい。また、ブレード17の幅を変えることにより、凹部15の幅を任意に調整することができる。
【0032】
このとき、凹部15を光路部14の幅より小さくなるように切削すれば、遮光性モールド体12の内壁面に発光素子1からの光が通るスリット16が形成される。スリット16の大きさは、光路部14の断面積に相当するので、光路部14を形成する際、金型を適当に選択して形成すれば、スリット16の大きさを自由にかつ精度よく形成できる。例えば、図8に示すように、光路部14の上下方向の高さが小さくなるように金型により形成すれば、図9に示すように、スリット16を一層小さく形成できる。そのため、スリット16から侵入する外乱光等を抑えることができる上、受光素子6における受光量を高めることができるといった利点がある。このようにして、図1に示すフォトインタラプタが作製され、上述した品質検査等を経て製品化される。
【0033】
以上のように、2重モールド後のダイシングを行うか否かによって、フォトカプラおよびフォトインタラプタを作り分けることができる。そのため、従来のように、フォトカプラをフォトインタラプタとは異なる工程および異なる製造設備で作製する必要がなく、同一工程で作製でき、かつ同じ製造設備を共用することができる。したがって、製造コストの低減が図られ、生産性を向上させることができるとともに、設備投資を抑えることができる。
【0034】
また、上記製造方法において、多連のリードフレーム2,7にそれぞれ発光素子1および受光素子6を搭載して、これらのリードフレーム2,7を対向配置し、一対の受発光素子1,6をそれぞれモールドして、複数の透光性モールド体11を形成する。これらの透光性モールド体11を遮光性モールド体12により一体的に覆い、2重モールド構造とする。次いで、ダイシングソーによる一回の切削で凹部15を形成し、その後、個々に分離する。このように、一度に複数個のフォトインタラプタを作製することができ、生産性を高めることができる。また、個々に分離しなければ、図10に示すように、多連タイプのフォトインタラプタとして製品化できる。
【0035】
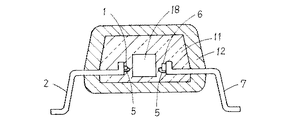
なお、本発明は、上記実施形態に限定されるものではなく、本発明の範囲内で上記実施形態に多くの修正および変更を加え得ることができる。例えば、上記実施形態では、フォトインタラプタを作製する場合、被検出物通過用の凹部15として溝を形成していたが、図11に示すように、両素子1,6の間に、両モールド体11,12を貫通する被検出物通過用の孔18を形成するようにしてもよい。
【0036】
また、図12に示すように、リードフレーム2,7を斜めに折り曲げ、両素子1,6を対向して配置し、両素子1,6の間の両モールド体11,12の一部を斜め方向からダイシングするようにしてもよい。このようにすれば、両素子1,6を左右方向に平行に配置したフォトインタラプタに比べ、左右方向の長さが短くなり、装置をよりコンパクトにでき、小型化を図ることができる。
【0037】
【発明の効果】
以上のように、この発明によると、受発光素子に熱硬化性樹脂による2重モールドを施して一体化し、凹部を形成することにより、従来のように外装ケースを用いた構造に比べ、耐熱性の向上した光結合装置、特にフォトインタラプタを提供することができる。
【0038】
また、上記製造方法において、複数の発光素子とこれと同数の受光素子に対して2重モールドした後、凹部を形成して、個々に分離するようにすれば、複数の光結合装置を一度に作製することができ、生産性が向上する。
【0039】
さらに、2重モールドした後、凹部を形成しなければ、フォトカプラを作製することができる。そのため、フォトインタラプタおよびフォトカプラを同じ工程で作製でき、かつ製造設備を共有化することができる。したがって、設備投資を抑えることができ、安価な光結合装置を提供できる。
【図面の簡単な説明】
【図1】本発明の一実施形態に係るフォトインタラプタを示し、(a) は縦断面図、(b) は横断面図
【図2】透光性モールド体の斜視図
【図3】フォトインタラプタの変形例を示す断面図
【図4】フォトインタラプタの他の変形例を示す断面図
【図5】フォトカプラを示し、(a) は縦断面図、(b) は横断面図
【図6】フォトカプラの変形例を示す断面図
【図7】凹部を形成するときの断面図
【図8】透光性モールド体の変形例を示す斜視図
【図9】フォトインタラプタの他の変形例を示す断面図
【図10】多連型のフォトインタラプタを示す部分斜視図
【図11】フォトインタラプタの変形例を示す断面図
【図12】フォトインタラプタの他の変形例を示す断面図
【図13】従来のフォトカプラの断面図
【図14】従来のフォトインタラプタの断面図
【符号の説明】
1 発光素子
2,7 搭載用リードフレーム
6 受光素子
11 透光性モールド体
12 遮光性モールド体
13 封止部
14 光路部
15 凹部
Claims (3)
- 発光側リードフレームのヘッダー部に搭載した発光素子と、受光側リードフレームのヘッダー部に搭載した受光素子とを同一平面上に間隔をおいて配置し、前記両素子の周囲を透光性の熱硬化性樹脂により一体的にモールドして、各素子をそれぞれ取り囲む封止部と、該両封止部を接続する、これよりも偏狭の光路部とからなる透光性モールド体を形成し、該透光性モールド体の周囲を遮光性の熱硬化性樹脂によりモールドして遮光性モールド体を形成し、被検出物通過用凹部を形成するか否かによって、フォトカプラとフォトインタラプタを作り分け、フォトカプラを作製する場合、凹部を形成せず、フォトインタラプタを作製する場合、前記両素子の間の前記光路部の一部および前記遮光性モールド体の一部を前記透光性モールド体が少し残る深さまで除去して、残った前記透光性モールド体が前記ヘッダー部よりも下側に位置するように前記凹部を形成し、前記光路部の両側に残った一部を前記発光素子からの光が通るスリットとすることを特徴とする光結合装置の製造方法。
- 複数の発光素子とこれと同数の受光素子に対して2重モールドした後、凹部を形成して、個々に分離することを特徴とする請求項1記載の光結合装置の製造方法。
- 発光側リードフレームのヘッダー部に搭載された発光素子と、受光側リードフレームのヘッダー部に搭載された受光素子と、前記両素子の周囲を透光性の熱硬化性樹脂によりモールドしてなる透光性モールド体と、該透光性モールド体の周囲を遮光性の熱硬化性樹脂によりモールドしてなる遮光性モールド体とを備え、前記発光素子と受光素子とが同一平面上に間隔をおいて配置され、前記透光性モールド体は、前記各素子をそれぞれ取り囲む封止部と、該両封止部を接続して光路となる光路部とから構成され、該光路部は、前記封止部より偏狭に形成され、前記両素子の間の前記光路部の一部および前記遮光性モールド体の一部を前記透光性モールド体が少し残る深さまで除去してなる被検出物通過用凹部が形成され、前記光路部の両側に残った一部が前記発光素子からの光が通るスリットとされ、前記凹部の底面は前記ヘッダー部よりも下側に位置することを特徴とする光結合装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP28214998A JP3732023B2 (ja) | 1998-10-05 | 1998-10-05 | 光結合装置およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP28214998A JP3732023B2 (ja) | 1998-10-05 | 1998-10-05 | 光結合装置およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000114587A JP2000114587A (ja) | 2000-04-21 |
| JP3732023B2 true JP3732023B2 (ja) | 2006-01-05 |
Family
ID=17648750
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP28214998A Expired - Fee Related JP3732023B2 (ja) | 1998-10-05 | 1998-10-05 | 光結合装置およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3732023B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102723321B (zh) * | 2012-07-03 | 2015-09-23 | 黄伟鹏 | 一种光电耦合器引线框架及光电耦合器 |
-
1998
- 1998-10-05 JP JP28214998A patent/JP3732023B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000114587A (ja) | 2000-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3628039B2 (ja) | 光結合素子およびその製造方法 | |
| US5534725A (en) | Resin molded charge coupled device package and method for preparation thereof | |
| KR101069289B1 (ko) | 이미지 센서 모듈 및 이미지 센서 모듈의 제조 방법 | |
| JPS62229883A (ja) | フオトインタラプタ | |
| JP2002344030A (ja) | 横方向発光型面実装led及びその製造方法 | |
| US7146106B2 (en) | Optic semiconductor module and manufacturing method | |
| US20070102712A1 (en) | Optical Semiconductor Device and method for Manufacturing the Same | |
| KR100644180B1 (ko) | 고체 촬상 장치 | |
| TWI490459B (zh) | Infrared sensor and manufacturing method thereof, filter element for infrared sensor, and optical coupler | |
| US20060244113A1 (en) | Leadless leadframe electronic package and sensor module incorporating same | |
| US7595839B2 (en) | Image sensor chip packaging method | |
| JP6081170B2 (ja) | 撮像装置、内視鏡及び撮像装置の製造方法 | |
| JP3732023B2 (ja) | 光結合装置およびその製造方法 | |
| JPS63104486A (ja) | 反射型光センサ− | |
| JP2005093494A (ja) | 半導体装置およびその製造方法 | |
| JP2001291893A (ja) | 反射型フォトインタラプタ | |
| JP2013065717A (ja) | 半導体装置およびその製造方法 | |
| JP7319088B2 (ja) | 受発光装置 | |
| JPH10223926A (ja) | 光結合装置 | |
| JPH0529662A (ja) | 光半導体装置 | |
| JPH0738143A (ja) | 光結合装置 | |
| JP2927602B2 (ja) | 光結合装置 | |
| JPH0697510A (ja) | 小型光半導体装置 | |
| KR0143074B1 (ko) | 광 모듈 및 광 모듈용 리드 프레임 | |
| JPH11238906A (ja) | 光結合装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041130 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041228 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20050621 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050822 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20050826 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051011 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081021 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091021 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091021 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101021 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111021 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |