JP3955563B2 - 3次元物体形成方法 - Google Patents
3次元物体形成方法 Download PDFInfo
- Publication number
- JP3955563B2 JP3955563B2 JP2003411878A JP2003411878A JP3955563B2 JP 3955563 B2 JP3955563 B2 JP 3955563B2 JP 2003411878 A JP2003411878 A JP 2003411878A JP 2003411878 A JP2003411878 A JP 2003411878A JP 3955563 B2 JP3955563 B2 JP 3955563B2
- Authority
- JP
- Japan
- Prior art keywords
- data
- layer
- line
- word
- support structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images














































































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T17/00—Three-dimensional [3D] modelling for computer graphics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/005—Compensating volume or shape change during moulding, in general
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/02—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor for making articles of definite length, i.e. discrete articles
- B29C41/12—Spreading-out the material on a substrate, e.g. on the surface of a liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/34—Component parts, details or accessories; Auxiliary operations
- B29C41/36—Feeding the material on to the mould, core or other substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/112—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using individual droplets, e.g. from jetting heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/188—Processes of additive manufacturing involving additional operations performed on the added layers, e.g. smoothing, grinding or thickness control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/40—Structures for supporting 3D objects during manufacture and intended to be sacrificed after completion thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06K—GRAPHICAL DATA READING; PRESENTATION OF DATA; RECORD CARRIERS; HANDLING RECORD CARRIERS
- G06K15/00—Arrangements for producing a permanent visual presentation of the output data, e.g. computer output printers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0827—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using UV radiation
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Optics & Photonics (AREA)
- Software Systems (AREA)
- Geometry (AREA)
- Computer Graphics (AREA)
- General Engineering & Computer Science (AREA)
- Powder Metallurgy (AREA)
- Feedback Control In General (AREA)
- Toys (AREA)
- Confectionery (AREA)
- Chemical Vapour Deposition (AREA)
- Materials For Medical Uses (AREA)
- External Artificial Organs (AREA)
- Control Of Position, Course, Altitude, Or Attitude Of Moving Bodies (AREA)
Description
┌────┬──────┬────────────────────┬────┐
│願日 │ 願番 │ 名 称 │状態 │
│ │ │ │ │
├────┼──────┼────────────────────┼────┤
9/27/95 08/534,813 3次元物体およびその支持構造を形成する 係属中 │
│ │ │ ための選択積層造形方法および装置 │ │
│ │ │ │ │
├────┼──────┼────────────────────┼────┤
9/27/95 08/534,447 │ 選択積層造形システムにおける 係属中 │
│ │ │ │ │
├────┼──────┼────────────────────┼────┤
│ │ │ データ操作方法および装置および │ │
│ │ │ システムコントロール │ │
│ │ │ │ │
├────┼──────┼────────────────────┼────┤
9/27/95 08/535,772 │ 選択積層造形材料および方法 係属中 │
│ │ │ │ │
├────┼──────┼────────────────────┼────┤
9/27/95 08/534,477 │ 選択積層造形方法およびシステム 係属中 │
│ │ │ │ │
└────┴──────┴────────────────────┴────┘
本出願の被譲渡人である、3D Systems Inc.は本出願を次の関連出願と同時に提出した。次の出願は全文をここに引用したものとする。
┌─────┬───┬────┬────────────────┬───┐
│ 内番号 │願日 │願番号 │ 名称 │状態 │
│ │ │ │ │ │
├─────┼───┼────┼────────────────┼───┤
│ SA.142 │同日 │ 未定 │3次元物体およびその支持構造 係属中 │
│ │ │ │を形成するための選択積層造形 │ │
│ │ │ │ 方法および装置 │ │
│ │ │ │ │ │
└─────┴───┴────┴────────────────┴───┘
サーマルステレオリソグラフィーや溶融積層造形技術によると、3次元物体は流動状態になるまで加熱されて供給される材料によって1層1層形成される。材料はディスペンサーから半連続的な流れとして供給してもよいし、滴として供給してもよい。材料を半連続的な流れとして供給する場合には作業面の基準はそれほど厳しくなくともよいと考えられる。サーマルステレオリソグラフィーの初期の例が米国特許No.5,141,680に記載されている。この出願は全文をここに引用したものとする。サーマルステレオリソグラフィーは反応性や毒性の材料を使用しないために、オフィス内等で使用するのに適している。さらに、その材料を使用して造形する場合に、放射線(例えば、紫外線、赤外線、可視光線等のレーザ光線)を使用することもないし、材料を燃焼温度まで加熱する(例えば、LOM技術では断面の境界に沿って材料を燃やすことがある)こともないし、反応性材料(例えばモノマーや感光性ポリマー)や毒性化学物質(例えば溶媒)を使用することもないし、騒音を発生したり、操作を間違えると危険のあるような切削工具を使用することもなく、単に材料を流動状態になるまで加熱して、選択的に供給し、冷却することによって造形がなされる。
┌─────┬───────────────────────┬───────┐
願番 │ 内容 状態、特許番号 │
│ │ │ │
├─────┼───────────────────────┼───────┤
08/148,544 サーマルステレオリソグラフィーの基本的要素 5,501,824 │
│ │ │ │
├─────┼───────────────────────┼───────┤
08/484,582 ステレオリソグラフィーの基本的要素 係属中、 │
│ │ │ │
├─────┼───────────────────────┼───────┤
08/475,715 SL用のリコーティング技術、複数のオリフィス 係属中、 │
│ から材料を選択的に供給するディスペンサー │ │
│ │ │ │
├─────┼───────────────────────┼───────┤
08/479,875 LOM造形技術 係属中、 │
│ │ │ │
├─────┼───────────────────────┼───────┤
08/486,098 種々の湾曲およびその湾曲を抑える技術 係属中、 │
│ │ │ │
├─────┼───────────────────────┼───────┤
08/475,730 断面データを得るための3次元データスライス 係属中、 │
│ 技術。下向き、上向きおよび連続領域を規定 │ │
│ するのにブール層比較を使用する。硬化幅補償 │ │
│ をし、元々のCADデザインに対して種々の物体 │ │
│ 形状を作成する技術。 │ │
│ │ │ │
├─────┼───────────────────────┼───────┤
08/480,670 初期のSLスライス技術。ベクトル発生、硬化 係属中、 │
│ 幅補償 │ │
│ │ │ │
├─────┼───────────────────────┼───────┤
08/428,950 SLで使用される種々の造形技術。半硬化および 係属中、 │
│ 硬化物体を形成するためのベクトル飛越し │ │
│ (interlacing)とベクトルオフセットの │ │
│ 交互繰り返し │ │
│ │ │ │
├─────┼───────────────────────┼───────┤
08/428,951 SLで使用される複数層同時硬化技術、垂直 係属中、 │
│ 比較、Z方向の過硬化による誤差の補正、 │ │
│ 水平比較、水平方向に別の領域、間引き法 │ │
│ │ │ │
├─────┼───────────────────────┼───────┤
08/405,812 振動エネルギーを利用するSLリコーティン 係属中 │
│ グ技術 │ │
│ │ │ │
├─────┼───────────────────────┼───────┤
08/402,553 ドクターブレードを使用するSLリコーティ 係属中、 │
│ ング技術、液面制御技術 │ │
│ │ │ │
├─────┼───────────────────────┼───────┤
08/382,268 SLリコーティング技術、インクジェットを 係属中 │
│ 使用して次の未硬化層を形成する技術 │ │
│ │ │ │
├─────┼───────────────────────┼───────┤
07/182,801 SLの支持構造 4,999,143 │
│ │ │ │
├─────┼───────────────────────┼───────┤
07/183,015 SL物体の応力を軽減する物体内の孔の配置 5,015,424 │
│ │ │ │
├─────┼───────────────────────┼───────┤
07/365,444 SL造形、クリーニング、後硬化 5,143,663 │
│ │ │ │
├─────┼───────────────────────┼───────┤
07/824,819 大形SL装置の特徴 5,182,715 │
│ │ │ │
├─────┼───────────────────────┼───────┤
07/605,979 SL物体の表面仕上げの強化、厚い構造層と 5,209,878 │
│ 組み合わせて使用する薄いフィルム層 │ │
│ メニスカス平滑 │ │
│ │ │ │
├─────┼───────────────────────┼───────┤
07/929,463 表面仕上げ強化のための粉末コーティング 5,234,636 │
│ │ │ │
├─────┼───────────────────────┼───────┤
07/939,549 SLにおける湾曲を小さくするための造形方法 5,238,639 │
│ (応力と収縮のバランス) │ │
│ │ │ │
└─────┴───────────────────────┴───────┘
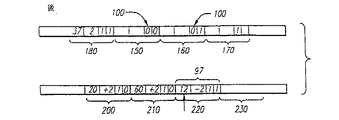
この2本の線のブール和を計算する際は、この2組のデータを一緒にするとともに、その一緒にしたリストをX方向にソートした状態に保つ。結果は[(スタート20),(スタート37),(ストップ48),(スタート60),(ストップ78),(ストップ89)]である。次ぎに、一緒にしたリストに前述のブール抽出アルゴリズムを適用する。すなわち、例えば、スタート点にQV値2が与えられ、ストップ点にQV値ー2が与えられ、QV値が0から2に変わる点(スタート点)および2から0に変わる点(ストップ点)のみが保持される。結果はデータ対[(スタート20), (ストップ89)] となり、これがブール和A+B(第16図で73)を表す。
互いに隣接する線分からの端点が交差しないように注意して、移行部の端点を内方あるいは外方に動かすことによって簡単に補正が実行できる。例えば、支持部が物体部に接触するの防止するために、物体部のRLEデータを拡大し、それを現時点での合計データからブール減算して支持部を表すRLEデータを得てもよい。また現時点での合計データを拡大して、支持構造データをその拡大された現時点での合計データと物体データのブール差として計算してもよい。また支持構造データを現時点での合計データと物体データのブール差として計算し、その支持構造データを拡大し、実際の支持構造データをその拡大された支持構造データともとの物体データのブール差として計算してもよい。
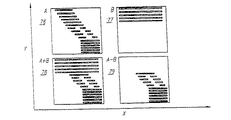
支持構造のデータの望ましい作成処理について以下説明する。この処理は上述のデータ操作処理によって与えられるデータで始まる。前述のように、データ操作装置は各層の物体データと”トータル”データを提供する。各層の物体データはその層における物体部のXY位置を規定する、ラスターライン上の一連のスタート/ストップ点である。各層のトータルデータはその層における物体部のXY位置と支持構造のXY位置のブール結合を規定する、ラスターライン上の一連のスタート/ストップ点である。
Cn(D): 下向きの面から決定される、市松模様状の支持構造を形成すべき、層nの領域要素、
Cn(U): 上向きの面から決定される、市松模様状の支持構造を形成すべき、層nの領域要素、
Bn(D): 下向きの面から決定される、架橋形の支持構造を形成すべき、層nの領域要素、
Sn: 3画素x3画素の柱状支持構造を形成すべき、層nの領域要素、
Pl: 断面”l”における物体部の領域要素、
Pn: 断面”n”における物体部の領域要素、
Tn: 断面”n”におけるトータルデータの領域要素、
Σ:領域要素のブール和(Boolean summation)
+:領域要素のブール結合(Boolean union)
−:領域要素のブール 差 (Boolean difference)
∩:領域要素の論理積 (Boolean intersection)
r:市松模様状の支持構造を形成すべき、下向きの面の下方の層の数
u:市松模様状の支持構造を形成すべき、上向きの面の上方の層の数
s:r+1=移行形の支持構造が終端する層までの下向きの面の下方の層の数
t:移行形の支持構造が始まる層までの下向きの面の下方の層の数
以下の数式は本実施の形態による、層”n”の支持構造を決定する望ましい方法を規定するものである。
(1) Cn(D)= Σ Pl−Pn
i=n+1
n−u
(2) Cn(U)= Σ (Pl−Pn)∩Tn
i=n−1
n+t
(3) Bn(D)= Σ Pl−Cn(D)−Pn−Cn(U)
i=n+s
(4) Sn=Tn−Pn−Cn(D)−Cn(U)−Bn(D)
数式(1)は下向きの面から決定される、市松模様状の支持構造を形成すべき、層”n”の領域が、層”n”の上方の”r”層の物体データのブール結合をとり、この結合された領域を表すデータと層”n”の物体データとのブール差を計算することによって計算されることを示している。
(5) Σ I=L(arithmetic)
n
n+L
(6) Σ =I(Boolean)
n
上記式から明らかなように、算術演算においては加算の9番目の項目は最終的な和に影響があり、その影響は次の層の演算の際に除去することができる。これに対して、ブール演算の場合には、9番目の項目が必ずしも和に影響を及ぼすとは限らない。したがって、この項目の影響が次の層の演算の際に除去されると限らない。
(8) Bn=Pn−t+Pn+s−Cn−Pn
(9) Sn=Tn−Pn−Cn−Bn
数式(1)〜(4)の場合のように、領域内の全ての断面領域のブール和の基づくのではなく、上記数式(7)〜(9)はその領域の最上および最下の断面のみからの断面情報を使用する。上記仮定が常に正しければ、この数式は正確な結果をもたらす。いずれにしても、実用上は、非常に程度の良い近似値が得られる。
理想的なデータ操作のためには、標準的なパターン形成をRLEデータ内に埋め込まない方が有利である。もしそうすると、RLEファイルが膨大になり、実用上データ操作が間に合わなくなる。したがって、物体部および支持構造の断面情報を、層形成が始まるまでは厳密な供給パターンから別個にしておくのが望ましい。上述のように、ある適当な時期に、断面データ(例えば、RLE情報の形の)と適当な造形パターンの論理積がとられて、供給の詳細を決定するのに使用される厳密なパターンが作成される。
ジェットの発射を制御する正しい画素情報を含むビットマップを提供するのに加えて、データがそのビットマップから容易に取り出せて発射機構に正しい順序で供給される必要がある。このデータを取り出し可能状態におくという必要性がデータ操作の次のステップをもたらす。このステップはスキューと呼ばれる。例えば、隣接するジェットが隣接するラスターライン上にないときでも、また隣接するジェットが同じX座標上の異なるYラスターライン上に同時に位置しているときでも、ジェットを同時に発射させることができるような情報が得られるように、データを処理することができる。このようなスキューはデータ再編成処理と称され、例えば、プリントヘッドが第2b図に示すように走査方向に対して斜めに置かれているときや、複数のプリントヘッドが使用されて同時もしくは順次に発射せしめられるときや、あるいはジェット間隔がラスターライン間隔と同じでない場合に必要になる。
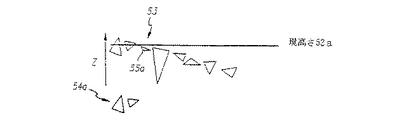
上述のようにして発生されたデータによって、所望の位置に材料滴を滴下する前に、実行すべきもう一つの重要な機能がある。インクジェットヘッドにデータをロードして発射させる際に、システムは材料を滴下する適切な位置にインクジェットヘッドが到達する時期を決定しなければならない。前述の米国特許出願No.08/534,813に記載されているように、適切な発射時期はヘッドが適切な供給位置の上に達するやや前になる。この早期発射補正は飛行時間補正と呼ばれる。しかしながら、その早期発射信号をどの位置で発するのが適当かを決定しなければならない。この決定方法の詳細を以下に示す。
Claims (18)
- 3次元物体を規定したデータに従って流動性のある材料を選択的に積層することにより、該3次元物体を層ごとに形成する方法であって、
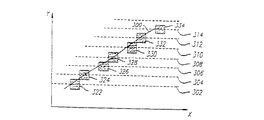
第1の方向に対して所定の角度をなすように整列している複数のオリフィスを有するプリントヘッドを、該第1の方向に移動させながら、選択されたスタイルに従って該複数のオリフィスから前記材料を選択的に供給することにより、第1の走査経路上に前記材料を供給する工程と、
前記プリントヘッドを、前記第1の方向と所定の角度をなす第2の方向に移動させる工程と、
前記プリントヘッドを前記第1の方向に移動させながら、前記複数のオリフィスから前記材料を選択的に供給することにより、前記第1の走査経路からオフセットされた第2の走査経路上に前記材料を供給する工程を含むことを特徴とする方法。 - 前記第1の走査経路および前記第2の走査経路がそれぞれ複数のラインからなり、
前記第1の走査経路をなす各ラインと、前記第2の走査経路をなす各ラインとが、交互に配されていることを特徴とする請求項1記載の方法。 - 前記複数のオリフィスが、前記第1の方向に対して直角をなすように整列していることを特徴とする請求項1または2記載の方法。
- 前記第1の方向と前記第2の方向とが直角をなすことを特徴とする請求項1から3いずれか1項記載の方法。
- 前記プリントヘッドが、複数のプリントヘッドであることを特徴とする請求項1から4いずれか1項記載の方法。
- 前記複数のプリントヘッドが、前記第2の方向に並べられていることを特徴とする請求項5記載の方法。
- 前記複数のプリントヘッドが、前記第1の方向に並べられていることを特徴とする請求項5記載の方法。
- 前記複数のプリントヘッドの互いの位置が、前記第2の方向にずらされていることを特徴とする請求項7記載の方法。
- 前記第1の走査経路および前記第2の走査経路が、それぞれ複数のラスターラインからなることを特徴とする請求項1から8いずれか1項記載の方法。
- 前記第2の方向に移動させる工程において、前記プリントヘッドが、少なくとも隣り合うラスターライン間の間隔と等しい距離だけ移動させられることを特徴とする請求項9記載の方法。
- 前記選択されたスタイルが造形スタイルであることを特徴とする請求項1から10いずれか1項記載の方法。
- 前記選択されたスタイルが支持スタイルであることを特徴とする請求項1から10いずれか1項記載の方法。
- 前記3次元物体の形成中において、気体または気化可能な液体を吹き付けることにより、供給された前記材料を冷却する工程をさらに含むことを特徴とする請求項1から12いずれか1項記載の方法。
- 前記材料が、放射線への露出により硬化させられるものであることを特徴とする請求項1から13いずれか1項記載の方法。
- 前記放射線が紫外放射線であることを特徴とする請求項14記載の方法。
- 前記材料が、光重合体、または光重合体を含む結合材料であることを特徴とする請求項14または15記載の方法。
- 前記材料が、熱重合体、または熱重合体を含む結合材料であることを特徴とする請求項1から13いずれか1項記載の方法。
- 前記材料が、1液性あるいは2液性エポキシ材料、または1液性あるいは2液性エポキシ材料を含む結合材料であることを特徴とする請求項1から13いずれか1項記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US53444795A | 1995-09-27 | 1995-09-27 | |
| US53481395A | 1995-09-27 | 1995-09-27 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP51367197A Division JP3545421B2 (ja) | 1995-09-27 | 1996-09-27 | 高速試作方法および装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004130817A JP2004130817A (ja) | 2004-04-30 |
| JP3955563B2 true JP3955563B2 (ja) | 2007-08-08 |
Family
ID=27064465
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP9513744A Pending JPH11513328A (ja) | 1995-09-27 | 1996-09-27 | 選択積層造形システムにおけるデータ操作およびシステム制御の方法および装置 |
| JP51367197A Expired - Lifetime JP3545421B2 (ja) | 1995-09-27 | 1996-09-27 | 高速試作方法および装置 |
| JP2002345125A Expired - Lifetime JP4050601B2 (ja) | 1995-09-27 | 2002-11-28 | 支持構造付き3次元物体の高速試作装置 |
| JP2003411878A Expired - Lifetime JP3955563B2 (ja) | 1995-09-27 | 2003-12-10 | 3次元物体形成方法 |
Family Applications Before (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP9513744A Pending JPH11513328A (ja) | 1995-09-27 | 1996-09-27 | 選択積層造形システムにおけるデータ操作およびシステム制御の方法および装置 |
| JP51367197A Expired - Lifetime JP3545421B2 (ja) | 1995-09-27 | 1996-09-27 | 高速試作方法および装置 |
| JP2002345125A Expired - Lifetime JP4050601B2 (ja) | 1995-09-27 | 2002-11-28 | 支持構造付き3次元物体の高速試作装置 |
Country Status (12)
| Country | Link |
|---|---|
| EP (5) | EP0852536B1 (ja) |
| JP (4) | JPH11513328A (ja) |
| KR (2) | KR100450359B1 (ja) |
| CN (1) | CN1202131A (ja) |
| AT (5) | ATE240829T1 (ja) |
| AU (2) | AU7550396A (ja) |
| BR (2) | BR9610663A (ja) |
| CA (2) | CA2233202A1 (ja) |
| DE (5) | DE69636237T2 (ja) |
| MX (1) | MX9802391A (ja) |
| SG (2) | SG86352A1 (ja) |
| WO (2) | WO1997011835A2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180030019A (ko) * | 2015-07-13 | 2018-03-21 | 매시빗 3디 프린팅 테크놀로지스 리미티드 | 지지 구조물 |
Families Citing this family (178)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7332537B2 (en) | 1996-09-04 | 2008-02-19 | Z Corporation | Three dimensional printing material system and method |
| US5902441A (en) | 1996-09-04 | 1999-05-11 | Z Corporation | Method of three dimensional printing |
| US6476122B1 (en) * | 1998-08-20 | 2002-11-05 | Vantico Inc. | Selective deposition modeling material |
| CA2338617A1 (en) * | 1998-10-29 | 2000-05-11 | Z Corporation | Three dimensional printing material system and method |
| EP1024459A3 (en) * | 1999-01-19 | 2002-11-13 | 3D Systems, Inc. | Method and apparatus for forming three-dimensional objects using stereolithography |
| US6399010B1 (en) | 1999-02-08 | 2002-06-04 | 3D Systems, Inc. | Method and apparatus for stereolithographically forming three dimensional objects with reduced distortion |
| US6159411A (en) * | 1999-02-08 | 2000-12-12 | 3D Systems, Inc. | Rapid prototyping method and apparatus with simplified build preparation for production of three dimensional objects |
| US6261077B1 (en) | 1999-02-08 | 2001-07-17 | 3D Systems, Inc. | Rapid prototyping apparatus with enhanced thermal and/or vibrational stability for production of three dimensional objects |
| US6352668B1 (en) * | 1999-02-25 | 2002-03-05 | 3D Systems, Inc. | Method and apparatus for selective deposition modeling |
| US6162378A (en) * | 1999-02-25 | 2000-12-19 | 3D Systems, Inc. | Method and apparatus for variably controlling the temperature in a selective deposition modeling environment |
| US6259962B1 (en) * | 1999-03-01 | 2001-07-10 | Objet Geometries Ltd. | Apparatus and method for three dimensional model printing |
| US6645412B2 (en) * | 1999-04-20 | 2003-11-11 | Stratasys, Inc. | Process of making a three-dimensional object |
| US6658314B1 (en) | 1999-10-06 | 2003-12-02 | Objet Geometries Ltd. | System and method for three dimensional model printing |
| NL1013282C2 (nl) * | 1999-10-13 | 2001-04-17 | Tno | Werkwijze en inrichting voor het ontwerpen van door middel van driehoeken beschreven geometrische vormen van in een matrijsvormproces te vervaardigen producten. |
| US6850334B1 (en) | 2000-01-18 | 2005-02-01 | Objet Geometries Ltd | System and method for three dimensional model printing |
| US6558606B1 (en) * | 2000-01-28 | 2003-05-06 | 3D Systems, Inc. | Stereolithographic process of making a three-dimensional object |
| US6569373B2 (en) * | 2000-03-13 | 2003-05-27 | Object Geometries Ltd. | Compositions and methods for use in three dimensional model printing |
| US7300619B2 (en) | 2000-03-13 | 2007-11-27 | Objet Geometries Ltd. | Compositions and methods for use in three dimensional model printing |
| US20030207959A1 (en) | 2000-03-13 | 2003-11-06 | Eduardo Napadensky | Compositions and methods for use in three dimensional model printing |
| US8481241B2 (en) | 2000-03-13 | 2013-07-09 | Stratasys Ltd. | Compositions and methods for use in three dimensional model printing |
| ATE381398T1 (de) | 2000-09-25 | 2008-01-15 | Voxeljet Technology Gmbh | Verfahren zum herstellen eines bauteils in ablagerungstechnik |
| US20020171177A1 (en) | 2001-03-21 | 2002-11-21 | Kritchman Elisha M. | System and method for printing and supporting three dimensional objects |
| US6813594B2 (en) | 2001-05-03 | 2004-11-02 | 3D Systems, Inc. | Automatic determination and selection of build parameters for solid freeform fabrication techniques based on automatic part feature recognition |
| US6863859B2 (en) | 2001-08-16 | 2005-03-08 | Objet Geometries Ltd. | Reverse thermal gels and the use thereof for rapid prototyping |
| US6841116B2 (en) | 2001-10-03 | 2005-01-11 | 3D Systems, Inc. | Selective deposition modeling with curable phase change materials |
| US6916441B2 (en) | 2001-10-03 | 2005-07-12 | 3D Systems, Inc. | Post processing three-dimensional objects formed by solid freeform fabrication |
| US6752948B2 (en) | 2001-10-03 | 2004-06-22 | 3D Systems, Inc. | Post processing three-dimensional objects formed by selective deposition modeling |
| US20030151167A1 (en) | 2002-01-03 | 2003-08-14 | Kritchman Eliahu M. | Device, system and method for accurate printing of three dimensional objects |
| US6713125B1 (en) | 2002-03-13 | 2004-03-30 | 3D Systems, Inc. | Infiltration of three-dimensional objects formed by solid freeform fabrication |
| US7270528B2 (en) | 2002-05-07 | 2007-09-18 | 3D Systems, Inc. | Flash curing in selective deposition modeling |
| US7033160B2 (en) | 2002-05-28 | 2006-04-25 | 3D Systems, Inc. | Convection cooling techniques in selective deposition modeling |
| US7008206B2 (en) | 2002-06-24 | 2006-03-07 | 3D Systems, Inc. | Ventilation and cooling in selective deposition modeling |
| US6711451B2 (en) | 2002-07-02 | 2004-03-23 | 3D Systems, Inc. | Power management in selective deposition modeling |
| GB0224716D0 (en) * | 2002-10-23 | 2002-12-04 | Vantico Ag | Method of manufacturing 3D articles and articles made by such methods |
| US7725209B2 (en) | 2002-11-12 | 2010-05-25 | Objet Geometries Ltd | Three-dimensional object printing |
| WO2004050323A1 (en) | 2002-12-03 | 2004-06-17 | Objet Geometries Ltd. | Process of and apparatus for three-dimensional printing |
| AU2003900180A0 (en) | 2003-01-16 | 2003-01-30 | Silverbrook Research Pty Ltd | Method and apparatus (dam001) |
| WO2004096527A2 (en) * | 2003-05-01 | 2004-11-11 | Objet Geometries Ltd. | Rapid prototyping apparatus |
| CA2526100A1 (en) | 2003-05-21 | 2004-12-29 | Z Corporation | Thermoplastic powder material system for appearance models from 3d printing systems |
| JP2007503342A (ja) | 2003-05-23 | 2007-02-22 | ズィー コーポレイション | 三次元プリント装置及び方法 |
| ES2239531B2 (es) * | 2004-01-29 | 2007-02-16 | Rafael Ibañez Sanchez | Procedimiento para la generacion de volumenes organicos redimensionados. |
| DE102004008168B4 (de) | 2004-02-19 | 2015-12-10 | Voxeljet Ag | Verfahren und Vorrichtung zum Auftragen von Fluiden und Verwendung der Vorrichtung |
| US7114943B1 (en) | 2005-05-11 | 2006-10-03 | 3D Systems, Inc. | Post processor for three-dimensional objects |
| DE102006038858A1 (de) | 2006-08-20 | 2008-02-21 | Voxeljet Technology Gmbh | Selbstaushärtendes Material und Verfahren zum schichtweisen Aufbau von Modellen |
| DE102006057099A1 (de) | 2006-12-04 | 2008-06-05 | Siemens Audiologische Technik Gmbh | Ohrkanalhologramm für Hörvorrichtungen |
| US10226919B2 (en) | 2007-07-18 | 2019-03-12 | Voxeljet Ag | Articles and structures prepared by three-dimensional printing method |
| DE102007033434A1 (de) * | 2007-07-18 | 2009-01-22 | Voxeljet Technology Gmbh | Verfahren zum Herstellen dreidimensionaler Bauteile |
| US8046097B2 (en) * | 2007-09-17 | 2011-10-25 | 3D Systems, Inc. | Region-based supports for parts produced by solid freeform fabrication |
| GB0719747D0 (en) * | 2007-10-10 | 2007-11-21 | Materialise Nv | Method and apparatus for automatic support generation for an object made by means of a rapid prototype production method |
| DE102007049058A1 (de) | 2007-10-11 | 2009-04-16 | Voxeljet Technology Gmbh | Materialsystem und Verfahren zum Verändern von Eigenschaften eines Kunststoffbauteils |
| US9572402B2 (en) * | 2007-10-23 | 2017-02-21 | Nike, Inc. | Articles and methods of manufacturing articles |
| DE102007050953A1 (de) | 2007-10-23 | 2009-04-30 | Voxeljet Technology Gmbh | Vorrichtung zum schichtweisen Aufbau von Modellen |
| JP2009132127A (ja) * | 2007-12-03 | 2009-06-18 | Sony Corp | 光造形装置および光造形方法 |
| DE102007062129B3 (de) | 2007-12-21 | 2009-06-18 | Eos Gmbh Electro Optical Systems | Verfahren zum Herstellen eines dreidimensionalen Objekts |
| US8876513B2 (en) | 2008-04-25 | 2014-11-04 | 3D Systems, Inc. | Selective deposition modeling using CW UV LED curing |
| DE102008058378A1 (de) | 2008-11-20 | 2010-05-27 | Voxeljet Technology Gmbh | Verfahren zum schichtweisen Aufbau von Kunststoffmodellen |
| DE102009030113A1 (de) | 2009-06-22 | 2010-12-23 | Voxeljet Technology Gmbh | Verfahren und Vorrichtung zum Zuführen von Fluiden beim schichtweisen Bauen von Modellen |
| US8323429B2 (en) | 2009-07-31 | 2012-12-04 | United States Gypsum Company | Method for preparing three-dimensional plaster objects |
| IT1397457B1 (it) * | 2010-01-12 | 2013-01-10 | Dws Srl | Piastra di modellazione per una macchina stereolitografica, macchina stereolitografica impiegante tale piastra di modellazione e utensile per la pulizia di tale piastra di modellazione. |
| DE102010006939A1 (de) | 2010-02-04 | 2011-08-04 | Voxeljet Technology GmbH, 86167 | Vorrichtung zum Herstellen dreidimensionaler Modelle |
| DE102010013732A1 (de) | 2010-03-31 | 2011-10-06 | Voxeljet Technology Gmbh | Vorrichtung zum Herstellen dreidimensionaler Modelle |
| DE102010013733A1 (de) | 2010-03-31 | 2011-10-06 | Voxeljet Technology Gmbh | Vorrichtung zum Herstellen dreidimensionaler Modelle |
| DE102010014969A1 (de) | 2010-04-14 | 2011-10-20 | Voxeljet Technology Gmbh | Vorrichtung zum Herstellen dreidimensionaler Modelle |
| DE102010015451A1 (de) | 2010-04-17 | 2011-10-20 | Voxeljet Technology Gmbh | Verfahren und Vorrichtung zum Herstellen dreidimensionaler Objekte |
| US9156204B2 (en) * | 2010-05-17 | 2015-10-13 | Synerdyne Corporation | Hybrid scanner fabricator |
| DE102010027071A1 (de) | 2010-07-13 | 2012-01-19 | Voxeljet Technology Gmbh | Vorrichtung zum Herstellen dreidimensionaler Modelle mittels Schichtauftragstechnik |
| US8479795B2 (en) | 2010-09-17 | 2013-07-09 | Synerdyne Corporation | System and method for rapid fabrication of arbitrary three-dimensional objects |
| US8905742B2 (en) | 2010-09-17 | 2014-12-09 | Synerdyne Corporation | Compact rotary platen 3D printer |
| US9522501B2 (en) * | 2010-09-21 | 2016-12-20 | The Boeing Company | Continuous linear production in a selective laser sintering system |
| JP2012131094A (ja) * | 2010-12-21 | 2012-07-12 | Sony Corp | 3次元造形装置、3次元造形方法及び造形物 |
| DE102010056346A1 (de) | 2010-12-29 | 2012-07-05 | Technische Universität München | Verfahren zum schichtweisen Aufbau von Modellen |
| DE102011007957A1 (de) | 2011-01-05 | 2012-07-05 | Voxeljet Technology Gmbh | Vorrichtung und Verfahren zum Aufbauen eines Schichtenkörpers mit wenigstens einem das Baufeld begrenzenden und hinsichtlich seiner Lage einstellbaren Körper |
| AU2012211038B2 (en) * | 2011-01-26 | 2017-02-23 | Zydex Pty Ltd | A device for making an object |
| JP5408151B2 (ja) * | 2011-02-16 | 2014-02-05 | ブラザー工業株式会社 | 立体造形装置 |
| EP2699406B1 (en) | 2011-04-17 | 2020-02-19 | Stratasys Ltd. | System and method for additive manufacturing of an object |
| DE102011111498A1 (de) | 2011-08-31 | 2013-02-28 | Voxeljet Technology Gmbh | Vorrichtung zum schichtweisen Aufbau von Modellen |
| DE102011082873A1 (de) * | 2011-09-16 | 2013-03-21 | Bayerische Motoren Werke Aktiengesellschaft | Vorrichtung und Schichtbauverfahren zum Herstellen von dreidimensionalen Formteilen |
| DE102012000650A1 (de) * | 2012-01-16 | 2013-07-18 | Carl Zeiss Microscopy Gmbh | Verfahren und vorrichtung zum abrastern einer oberfläche eines objekts mit einem teilchenstrahl |
| DE102012004213A1 (de) | 2012-03-06 | 2013-09-12 | Voxeljet Technology Gmbh | Verfahren und Vorrichtung zum Herstellen dreidimensionaler Modelle |
| DE102012010272A1 (de) | 2012-05-25 | 2013-11-28 | Voxeljet Technology Gmbh | Verfahren zum Herstellen dreidimensionaler Modelle mit speziellen Bauplattformen und Antriebssystemen |
| DE102012012363A1 (de) | 2012-06-22 | 2013-12-24 | Voxeljet Technology Gmbh | Vorrichtung zum Aufbauen eines Schichtenkörpers mit entlang des Austragbehälters bewegbarem Vorrats- oder Befüllbehälter |
| DE102012020000A1 (de) | 2012-10-12 | 2014-04-17 | Voxeljet Ag | 3D-Mehrstufenverfahren |
| DE102013004940A1 (de) | 2012-10-15 | 2014-04-17 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von dreidimensionalen Modellen mit temperiertem Druckkopf |
| DE102012022859A1 (de) | 2012-11-25 | 2014-05-28 | Voxeljet Ag | Aufbau eines 3D-Druckgerätes zur Herstellung von Bauteilen |
| EP2737965A1 (en) * | 2012-12-01 | 2014-06-04 | Alstom Technology Ltd | Method for manufacturing a metallic component by additive laser manufacturing |
| US8944802B2 (en) | 2013-01-25 | 2015-02-03 | Radiant Fabrication, Inc. | Fixed printhead fused filament fabrication printer and method |
| FR3002167B1 (fr) * | 2013-02-15 | 2016-12-23 | Michelin & Cie | Piece obtenue par fusion selective d'une poudre comprenant un element principal et des elements secondaires rigides |
| DE102013003303A1 (de) | 2013-02-28 | 2014-08-28 | FluidSolids AG | Verfahren zum Herstellen eines Formteils mit einer wasserlöslichen Gussform sowie Materialsystem zu deren Herstellung |
| US10112345B2 (en) | 2013-04-04 | 2018-10-30 | Global Filtration Systems | Apparatus and method for forming three-dimensional objects using linear solidification with travel axis correction and power control |
| JP6091371B2 (ja) * | 2013-07-29 | 2017-03-08 | ローランドディー.ジー.株式会社 | スライスデータ作成装置、スライスデータ作成方法、プログラムおよびコンピューター読み取り可能な記録媒体 |
| US20160221261A1 (en) * | 2013-10-03 | 2016-08-04 | Konica Minolta, Inc. | Three-Dimensional Shaping Device and Three-Dimensional Shaping Method |
| DE102013220578A1 (de) | 2013-10-11 | 2015-04-16 | Arburg Gmbh + Co. Kg | Dreidimensionaler Gegenstand mit selbsttragend hergestellter Wandung |
| US12441052B2 (en) * | 2013-10-17 | 2025-10-14 | Xjet Ltd. | 3D particle printing |
| DE102013018182A1 (de) | 2013-10-30 | 2015-04-30 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von dreidimensionalen Modellen mit Bindersystem |
| JP6073773B2 (ja) * | 2013-10-30 | 2017-02-01 | ローランドディー.ジー.株式会社 | 三次元造形装置、三次元造形方法、プログラムおよびコンピューター読み取り可能な記録媒体 |
| DE102013018031A1 (de) | 2013-12-02 | 2015-06-03 | Voxeljet Ag | Wechselbehälter mit verfahrbarer Seitenwand |
| DE102013020491A1 (de) | 2013-12-11 | 2015-06-11 | Voxeljet Ag | 3D-Infiltrationsverfahren |
| EP2886307A1 (de) | 2013-12-20 | 2015-06-24 | Voxeljet AG | Vorrichtung, Spezialpapier und Verfahren zum Herstellen von Formteilen |
| US8827684B1 (en) | 2013-12-23 | 2014-09-09 | Radiant Fabrication | 3D printer and printhead unit with multiple filaments |
| JP6294659B2 (ja) * | 2013-12-26 | 2018-03-14 | 株式会社ミマキエンジニアリング | 造形物の製造方法及び制御装置 |
| US10029416B2 (en) * | 2014-01-28 | 2018-07-24 | Palo Alto Research Center Incorporated | Polymer spray deposition methods and systems |
| CN103862676B (zh) * | 2014-03-07 | 2016-03-02 | 济南大学 | Fdm技术3d打印机 |
| KR101442456B1 (ko) | 2014-03-24 | 2014-09-23 | 캐논코리아비즈니스솔루션 주식회사 | 3차원 프린트용 모델의 출력 방위 결정 방법 |
| DE102014004692A1 (de) * | 2014-03-31 | 2015-10-15 | Voxeljet Ag | Verfahren und Vorrichtung für den 3D-Druck mit klimatisierter Verfahrensführung |
| AU2015246650B2 (en) * | 2014-04-15 | 2019-08-29 | Commonwealth Scientific And Industrial Research Organisation | Process for producing a preform using cold spray |
| US10052824B2 (en) | 2014-05-13 | 2018-08-21 | Massachusetts Institute Of Technology | Systems, devices, and methods for three-dimensional printing |
| CN104001906B (zh) * | 2014-05-26 | 2016-03-30 | 上海大学 | 薄层快速凝固成型装置及方法 |
| DE102014007584A1 (de) | 2014-05-26 | 2015-11-26 | Voxeljet Ag | 3D-Umkehrdruckverfahren und Vorrichtung |
| CN106488819B (zh) | 2014-06-20 | 2018-06-22 | 维洛3D公司 | 用于三维打印的设备、系统和方法 |
| WO2016019937A1 (de) | 2014-08-02 | 2016-02-11 | Voxeljet Ag | Verfahren und gussform, insbesondere zur verwendung in kaltgussverfahren |
| JP6474995B2 (ja) * | 2014-11-11 | 2019-02-27 | ローランドディー.ジー.株式会社 | スライスデータ作成装置、スライスデータ作成方法、プログラムおよびコンピューター読み取り可能な記録媒体 |
| DE102015006533A1 (de) | 2014-12-22 | 2016-06-23 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen mit Schichtaufbautechnik |
| DE102015003372A1 (de) | 2015-03-17 | 2016-09-22 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen mit Doppelrecoater |
| US20160311160A1 (en) * | 2015-04-24 | 2016-10-27 | Global Filtration Systems, A Dba Of Gulf Filtration Systems Inc. | Apparatus and method for forming three-dimensional objects using scanning axis compensation and dynamic offset |
| KR101682298B1 (ko) | 2015-05-11 | 2016-12-02 | 삼성에스디에스 주식회사 | 3차원 모델의 비트맵 생성 장치 및 방법 |
| KR101682807B1 (ko) | 2015-05-15 | 2016-12-05 | 삼성에스디에스 주식회사 | 3차원 모델의 비트맵 생성 장치 및 방법 |
| DE102015006363A1 (de) | 2015-05-20 | 2016-12-15 | Voxeljet Ag | Phenolharzverfahren |
| HK1251203B (zh) | 2015-06-07 | 2020-04-17 | 斯特塔西有限公司 | 用於打印三维(3d)物体的方法和装置 |
| CN106696464B (zh) * | 2015-07-29 | 2018-09-11 | 三纬国际立体列印科技股份有限公司 | 调整三维打印机喷头使用量的方法及控制装置 |
| KR20170014617A (ko) | 2015-07-30 | 2017-02-08 | 삼성에스디에스 주식회사 | 3차원 모델의 비트맵 생성 방법과 이를 수행하기 위한 장치 및 시스템 |
| DE102015011503A1 (de) | 2015-09-09 | 2017-03-09 | Voxeljet Ag | Verfahren zum Auftragen von Fluiden |
| DE102015011790A1 (de) | 2015-09-16 | 2017-03-16 | Voxeljet Ag | Vorrichtung und Verfahren zum Herstellen dreidimensionaler Formteile |
| JP6567948B2 (ja) * | 2015-10-19 | 2019-08-28 | 株式会社ミマキエンジニアリング | 造形装置及び造形方法 |
| US9676145B2 (en) | 2015-11-06 | 2017-06-13 | Velo3D, Inc. | Adept three-dimensional printing |
| DE102015015353A1 (de) | 2015-12-01 | 2017-06-01 | Voxeljet Ag | Verfahren und Vorrichtung zur Herstellung von dreidimensionalen Bauteilen mittels Überschussmengensensor |
| JP6000435B1 (ja) * | 2015-12-10 | 2016-09-28 | 株式会社精美堂 | ハニカム構造体製造方法及びハニカム構造体製造システム |
| US10071422B2 (en) | 2015-12-10 | 2018-09-11 | Velo3D, Inc. | Skillful three-dimensional printing |
| JP6527816B2 (ja) | 2015-12-11 | 2019-06-05 | 株式会社ミマキエンジニアリング | 立体物の製造方法および立体物の製造装置 |
| DE102015016464B4 (de) | 2015-12-21 | 2024-04-25 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen |
| US10799951B2 (en) | 2016-02-11 | 2020-10-13 | General Electric Company | Method and conformal supports for additive manufacturing |
| CN108883575A (zh) | 2016-02-18 | 2018-11-23 | 维洛3D公司 | 准确的三维打印 |
| JP2017159474A (ja) | 2016-03-07 | 2017-09-14 | セイコーエプソン株式会社 | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 |
| JP2017159475A (ja) | 2016-03-07 | 2017-09-14 | セイコーエプソン株式会社 | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 |
| DE102016002777A1 (de) | 2016-03-09 | 2017-09-14 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen mit Baufeldwerkzeugen |
| US11059225B2 (en) | 2016-05-18 | 2021-07-13 | Xerox Corporation | Method and system for applying a finish to three-dimensional printed objects |
| CN106064477B (zh) * | 2016-06-02 | 2017-05-31 | 北京易速普瑞科技有限公司 | 一种可快速更换3d打印喷头 |
| WO2018005349A1 (en) | 2016-06-28 | 2018-01-04 | Dow Global Technologies Llc | Thermoset additive manufactured articles incorporating a phase change material and method to make them |
| US10286452B2 (en) | 2016-06-29 | 2019-05-14 | Velo3D, Inc. | Three-dimensional printing and three-dimensional printers |
| US11691343B2 (en) | 2016-06-29 | 2023-07-04 | Velo3D, Inc. | Three-dimensional printing and three-dimensional printers |
| WO2018064349A1 (en) | 2016-09-30 | 2018-04-05 | Velo3D, Inc. | Three-dimensional objects and their formation |
| DE102016220496A1 (de) | 2016-10-19 | 2018-04-19 | Robert Bosch Gmbh | Verfahren und Anlage zum additiven Fertigen eines dreidimensionalen Bauteils |
| WO2018128695A2 (en) | 2016-11-07 | 2018-07-12 | Velo3D, Inc. | Gas flow in three-dimensional printing |
| DE102016013610A1 (de) | 2016-11-15 | 2018-05-17 | Voxeljet Ag | Intregierte Druckkopfwartungsstation für das pulverbettbasierte 3D-Drucken |
| US10611092B2 (en) | 2017-01-05 | 2020-04-07 | Velo3D, Inc. | Optics in three-dimensional printing |
| JP2018114653A (ja) * | 2017-01-17 | 2018-07-26 | 株式会社ミマキエンジニアリング | 三次元造形装置、方法、及び造形中間物、並びに三次元造形物 |
| US20180250744A1 (en) | 2017-03-02 | 2018-09-06 | Velo3D, Inc. | Three-dimensional printing of three-dimensional objects |
| CN107471651B (zh) | 2017-03-03 | 2019-12-13 | 珠海赛纳打印科技股份有限公司 | 支撑结构、支撑结构的打印方法以及打印系统 |
| JP6872628B2 (ja) * | 2017-03-17 | 2021-05-19 | スリーディー システムズ インコーポレーテッド | インクジェットベースの三次元プリントシステムを較正する方法 |
| US10449696B2 (en) | 2017-03-28 | 2019-10-22 | Velo3D, Inc. | Material manipulation in three-dimensional printing |
| BR112019017354B1 (pt) | 2017-04-21 | 2022-11-08 | Hewlett-Packard Development Company, L.P | Formação em 3d de objetos usando polímeros de alta temperatura de fusão |
| CN107090661A (zh) * | 2017-05-22 | 2017-08-25 | 海安国洋机械科技有限公司 | 自喷式金属纤维牵切铺毡机 |
| DE102017006860A1 (de) | 2017-07-21 | 2019-01-24 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen mit Spektrumswandler |
| CN109304870B (zh) * | 2017-07-27 | 2020-03-24 | 珠海赛纳打印科技股份有限公司 | 3d打印方法及设备 |
| US10272525B1 (en) | 2017-12-27 | 2019-04-30 | Velo3D, Inc. | Three-dimensional printing systems and methods of their use |
| US10144176B1 (en) | 2018-01-15 | 2018-12-04 | Velo3D, Inc. | Three-dimensional printing systems and methods of their use |
| US11364687B2 (en) | 2018-04-10 | 2022-06-21 | Hewlett-Packard Development Company, L.P. | Compensating for dimensional variation in 3D printing |
| DE102018006473A1 (de) | 2018-08-16 | 2020-02-20 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen durch Schichtaufbautechnik mittels Verschlussvorrichtung |
| WO2020076304A1 (en) | 2018-10-09 | 2020-04-16 | Hewlett-Packard Development Company, L.P. | Modifying object geometries based on radiant heating distribution |
| CN111055500A (zh) * | 2018-10-17 | 2020-04-24 | 三纬国际立体列印科技股份有限公司 | 立体打印方法以及立体打印装置 |
| EP3666500B1 (en) * | 2018-12-13 | 2021-10-27 | Canon Production Printing Holding B.V. | A method of 3d ink jet printing |
| DE102019000796A1 (de) | 2019-02-05 | 2020-08-06 | Voxeljet Ag | Wechselbare Prozesseinheit |
| JP7227784B2 (ja) * | 2019-02-13 | 2023-02-22 | 株式会社ミマキエンジニアリング | 立体物造形方法 |
| WO2020169690A1 (en) * | 2019-02-20 | 2020-08-27 | Luxexcel Holding B.V. | Method for printing a three-dimensional optical component |
| US20220168812A1 (en) * | 2019-03-22 | 2022-06-02 | Desktop Metal, Inc. | Z-axis measurement and control in 3d printing of metal |
| DE102019004176A1 (de) | 2019-06-14 | 2020-12-17 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen mittels Schichtaufbautechnik und Beschichter mit Unterdruckverschluss |
| KR20230047214A (ko) | 2019-07-26 | 2023-04-06 | 벨로3디, 인크. | 3차원 물체 형상화에 대한 품질 보증 |
| DE102019007073A1 (de) | 2019-10-11 | 2021-04-15 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen mittels Hochleistungsstrahler |
| US11235382B2 (en) * | 2019-10-28 | 2022-02-01 | Xerox Corporation | Method for supporting three dimensional (3D) printed features |
| DE102019007863A1 (de) | 2019-11-13 | 2021-05-20 | Voxeljet Ag | Partikelmaterialvorwärmvorrichtung und Verwendung in 3D-Verfahren |
| DE102019007972B4 (de) * | 2019-11-17 | 2025-07-10 | 3D Systems Gmbh | Vorrichtung und Verfahren zum Herstellen eines dreidimensionalen Formgegenstandes |
| CN111859488B (zh) * | 2020-07-27 | 2024-03-29 | 深圳市纵维立方科技有限公司 | 支撑结构生成方法、装置、电子设备以及存储介质 |
| EP4334118A4 (en) * | 2021-05-04 | 2025-01-08 | Desktop Metal, Inc. | Layer spreading and compaction in binder jet 3d printing |
| CN113751726A (zh) * | 2021-06-15 | 2021-12-07 | 山东鑫聚龙动力科技集团有限公司 | 一种发动机窄壁3d打印成型方法 |
| CN113681898B (zh) * | 2021-09-17 | 2023-03-21 | 珠海赛纳三维科技有限公司 | 三维物体打印方法、数据处理装置及计算机设备 |
| US11890677B2 (en) | 2021-12-23 | 2024-02-06 | Xerox Corporation | Fracturable support structure and method of forming the structure |
| US20240009935A1 (en) * | 2022-07-07 | 2024-01-11 | Xerox Corporation | Fracturable support structure and method of forming the structure |
| US20240009934A1 (en) * | 2022-07-07 | 2024-01-11 | Xerox Corporation | Fracturable support structure and method of forming the structure |
| DE102022119792A1 (de) * | 2022-08-05 | 2024-02-08 | Arburg Gmbh + Co Kg | Stützgeometrie |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63139729A (ja) * | 1986-12-03 | 1988-06-11 | Fujitsu Ltd | 立体形状形成装置 |
| US4785399A (en) * | 1987-03-03 | 1988-11-15 | International Business Machines Corporation | Shaping geometric objects by cumulative translational sweeps |
| JPS6461230A (en) * | 1987-09-02 | 1989-03-08 | Kunihiko Moriyama | Manufacturing device of solid statue of photo-setting resin |
| US4857904A (en) * | 1987-09-15 | 1989-08-15 | Printware, Inc. | Combination of transition-encoded font information for generation of superimposed font images |
| JPH0222035A (ja) * | 1988-03-08 | 1990-01-24 | Osaka Prefecture | 光学的造形法 |
| DE68929542D1 (de) * | 1988-04-18 | 2006-01-19 | 3D Systems Inc | Stereolithografie mit verschiedenen Vektorabtastungsmoden |
| WO1989010801A1 (en) * | 1988-04-18 | 1989-11-16 | 3D Systems, Inc. | Stereolithographic curl reduction |
| US4999143A (en) * | 1988-04-18 | 1991-03-12 | 3D Systems, Inc. | Methods and apparatus for production of three-dimensional objects by stereolithography |
| JP2580759B2 (ja) * | 1989-02-28 | 1997-02-12 | ブラザー工業株式会社 | データ変換方法 |
| JP2715527B2 (ja) * | 1989-03-14 | 1998-02-18 | ソニー株式会社 | 立体形状形成方法 |
| GB2233928B (en) * | 1989-05-23 | 1992-12-23 | Brother Ind Ltd | Apparatus and method for forming three-dimensional article |
| JP2738017B2 (ja) * | 1989-05-23 | 1998-04-08 | ブラザー工業株式会社 | 三次元成形装置 |
| JPH0336019A (ja) * | 1989-07-03 | 1991-02-15 | Brother Ind Ltd | 三次元成形方法およびその装置 |
| SG47634A1 (en) * | 1989-10-30 | 1998-04-17 | 3D Systems Inc | Improved stereolithographic construction techniques |
| US5121329A (en) * | 1989-10-30 | 1992-06-09 | Stratasys, Inc. | Apparatus and method for creating three-dimensional objects |
| US5204055A (en) * | 1989-12-08 | 1993-04-20 | Massachusetts Institute Of Technology | Three-dimensional printing techniques |
| ATE185514T1 (de) * | 1990-02-15 | 1999-10-15 | 3D Systems Inc | Verfahren und apparat zur formung eines festen dreidimensionalen artikels aus einer flüssigkeit |
| EP0538362B1 (en) * | 1990-07-11 | 1997-05-02 | INCRE, Inc. | Method for producing a free-form solid-phase object from a material in the liquid phase |
| US5198159A (en) * | 1990-10-09 | 1993-03-30 | Matsushita Electric Works, Ltd. | Process of fabricating three-dimensional objects from a light curable resin liquid |
| JP3325267B2 (ja) * | 1990-10-30 | 2002-09-17 | 3ディー・システムズ、インコーポレイテッド | 3次元物体の造形方法及び装置 |
| JPH05301293A (ja) * | 1992-04-24 | 1993-11-16 | Fujitsu Ltd | 光造形法における支持構造体作製方法 |
| JPH06114948A (ja) * | 1992-10-01 | 1994-04-26 | Shiimetsuto Kk | 未硬化液排出口付光硬化造形物とその造形法 |
| JP2558431B2 (ja) * | 1993-01-15 | 1996-11-27 | ストラタシイス,インコーポレイテッド | 3次元構造体を製造するシステムを作動する方法及び3次元構造体製造装置 |
| DE69425428T2 (de) * | 1993-02-18 | 2001-03-29 | Massachusetts Institute Of Technology, Cambridge | System für dreidimensionales drucken mit hoher geschwindigkeit und hoher qualität |
| US5398193B1 (en) * | 1993-08-20 | 1997-09-16 | Alfredo O Deangelis | Method of three-dimensional rapid prototyping through controlled layerwise deposition/extraction and apparatus therefor |
| JPH09503969A (ja) * | 1993-08-26 | 1997-04-22 | サンダース プロトタイプス インコーポレーテッド | 三次元モデルメーカー |
| WO1995012485A1 (en) * | 1993-11-02 | 1995-05-11 | Hitachi, Ltd. | Method of correcting thickness of excessive curing of photomolded article and apparatus therefor |
| EP0655317A1 (en) * | 1993-11-03 | 1995-05-31 | Stratasys Inc. | Rapid prototyping method for separating a part from a support structure |
| JPH07227898A (ja) * | 1994-02-04 | 1995-08-29 | Internatl Business Mach Corp <Ibm> | ブリッジング技術を含む部品作成方法 |
| BE1008128A3 (nl) * | 1994-03-10 | 1996-01-23 | Materialise Nv | Werkwijze voor het ondersteunen van een voorwerp vervaardigd door stereolithografie of een andere snelle prototypevervaardigingswerkwijze en voor het vervaardigen van de daarbij gebruikte steunkonstruktie. |
| JPH081794A (ja) * | 1994-06-22 | 1996-01-09 | Asahi Chem Ind Co Ltd | 三次元物体の製造方法及び製造装置 |
| US5945058A (en) * | 1997-05-13 | 1999-08-31 | 3D Systems, Inc. | Method and apparatus for identifying surface features associated with selected lamina of a three-dimensional object being stereolithographically formed |
| US6159411A (en) * | 1999-02-08 | 2000-12-12 | 3D Systems, Inc. | Rapid prototyping method and apparatus with simplified build preparation for production of three dimensional objects |
-
1996
- 1996-09-27 JP JP9513744A patent/JPH11513328A/ja active Pending
- 1996-09-27 AT AT00201128T patent/ATE240829T1/de not_active IP Right Cessation
- 1996-09-27 AU AU75503/96A patent/AU7550396A/en not_active Abandoned
- 1996-09-27 DE DE69636237T patent/DE69636237T2/de not_active Expired - Lifetime
- 1996-09-27 AT AT02078594T patent/ATE328722T1/de not_active IP Right Cessation
- 1996-09-27 CN CN96198249A patent/CN1202131A/zh active Pending
- 1996-09-27 DE DE69628348T patent/DE69628348T2/de not_active Expired - Lifetime
- 1996-09-27 DE DE69634921T patent/DE69634921T2/de not_active Expired - Lifetime
- 1996-09-27 CA CA002233202A patent/CA2233202A1/en not_active Abandoned
- 1996-09-27 JP JP51367197A patent/JP3545421B2/ja not_active Expired - Lifetime
- 1996-09-27 WO PCT/US1996/015517 patent/WO1997011835A2/en not_active Ceased
- 1996-09-27 DE DE69623489T patent/DE69623489T2/de not_active Expired - Lifetime
- 1996-09-27 AT AT96937643T patent/ATE223300T1/de not_active IP Right Cessation
- 1996-09-27 BR BR9610663A patent/BR9610663A/pt not_active Application Discontinuation
- 1996-09-27 EP EP96937643A patent/EP0852536B1/en not_active Expired - Lifetime
- 1996-09-27 KR KR10-1998-0702284A patent/KR100450359B1/ko not_active Expired - Fee Related
- 1996-09-27 AU AU73766/96A patent/AU7376696A/en not_active Abandoned
- 1996-09-27 DE DE69625220T patent/DE69625220T2/de not_active Expired - Lifetime
- 1996-09-27 EP EP02078595A patent/EP1270184B1/en not_active Expired - Lifetime
- 1996-09-27 EP EP02078594A patent/EP1262305B1/en not_active Expired - Lifetime
- 1996-09-27 CA CA002233225A patent/CA2233225A1/en not_active Abandoned
- 1996-09-27 AT AT96936016T patent/ATE228927T1/de not_active IP Right Cessation
- 1996-09-27 AT AT02078595T patent/ATE299090T1/de not_active IP Right Cessation
- 1996-09-27 EP EP96936016A patent/EP0852535B1/en not_active Expired - Lifetime
- 1996-09-27 KR KR10-1998-0702283A patent/KR100450358B1/ko not_active Expired - Fee Related
- 1996-09-27 BR BR9610750A patent/BR9610750A/pt not_active Application Discontinuation
- 1996-09-27 EP EP00201128A patent/EP1013407B1/en not_active Expired - Lifetime
- 1996-09-27 SG SG9903128A patent/SG86352A1/en unknown
- 1996-09-27 SG SG9903429A patent/SG87044A1/en unknown
- 1996-09-27 WO PCT/US1996/015639 patent/WO1997011837A1/en not_active Ceased
-
1998
- 1998-03-26 MX MX9802391A patent/MX9802391A/es unknown
-
2002
- 2002-11-28 JP JP2002345125A patent/JP4050601B2/ja not_active Expired - Lifetime
-
2003
- 2003-12-10 JP JP2003411878A patent/JP3955563B2/ja not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180030019A (ko) * | 2015-07-13 | 2018-03-21 | 매시빗 3디 프린팅 테크놀로지스 리미티드 | 지지 구조물 |
| KR102413758B1 (ko) * | 2015-07-13 | 2022-06-27 | 매시빗 3디 프린팅 테크놀로지스 리미티드 | 지지 구조물 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3955563B2 (ja) | 3次元物体形成方法 | |
| US5943235A (en) | Rapid prototyping system and method with support region data processing | |
| US6405095B1 (en) | Rapid prototyping and tooling system | |
| JP6594948B2 (ja) | 回転式の3dプリンティングのための方法およびシステム | |
| US7077638B2 (en) | Selective deposition modeling method and apparatus for forming three-dimensional objects and supports | |
| US10343349B2 (en) | System, method and apparatus for 3D printing | |
| JP2001058357A (ja) | 選択的積層成形システム中の制御系に関する方法、装置および製品 | |
| US20230041952A1 (en) | Structure supporting an object during additive manufacturing and method for forming | |
| EP3906149B1 (en) | Method and system for controlling a cooling system in three-dimensional printing | |
| JP2017109427A (ja) | 立体物造形装置、立体物造形方法、及び、立体物造形装置の制御プログラム | |
| US11292185B2 (en) | Method and system for reducing curling in additive manufacturing | |
| HK1030188A (en) | Method and apparatus for data manipulation and system control in a selective deposition modeling system | |
| JP2017094626A (ja) | 立体物造形装置、立体物造形方法、及び、立体物造形装置の制御プログラム | |
| HK1015312B (en) | Selective deposition modeling method and apparatus for forming three-dimensional objects and supports | |
| SCHAUBª et al. | Rapid Prototyping |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070305 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070403 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070502 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110511 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110511 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120511 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120511 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130511 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140511 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |