JP4107301B2 - 部品実装順序決定方法、部品実装方法、部品実装機、部品実装順序決定装置、及び、部品実装順序決定プログラム - Google Patents
部品実装順序決定方法、部品実装方法、部品実装機、部品実装順序決定装置、及び、部品実装順序決定プログラム Download PDFInfo
- Publication number
- JP4107301B2 JP4107301B2 JP2005069121A JP2005069121A JP4107301B2 JP 4107301 B2 JP4107301 B2 JP 4107301B2 JP 2005069121 A JP2005069121 A JP 2005069121A JP 2005069121 A JP2005069121 A JP 2005069121A JP 4107301 B2 JP4107301 B2 JP 4107301B2
- Authority
- JP
- Japan
- Prior art keywords
- component
- initial position
- supply unit
- mounting
- component supply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














Landscapes
- Supply And Installment Of Electrical Components (AREA)
Description
・部品装着機の基本的な動作
・装着順序を決定する上での基本的な考え方
・従来の装着手順
なお、図1は部品装着機の外観図、図2は部品装着機の主要部の構成図、図16は従来の装着順を示す図である。また、以後の従来技術の説明において、部品実装機の1例として、部品装着機に適用したケースについて述べる。
{ 部品装着機の構成 }
1:多面取りプリント基板 《図2,図12,図13,図16参照》
2:XYテーブル 《多面取りプリント基板1を設置し、部品装着に際し、X,Y方向
に摺動させる。》
3:部品供給部 《移動テーブル6上に各パーツカセット4を設置している。》
4:パーツカセット《同種部品を複数個、一定のピッチでテープに収納し、リール状に
したものを搭載》
5:一次元方向 《部品供給部3の移動方向》
6:移動テーブル 《各パーツカセット4が搭載され、多面取りプリント基板1への装
着に際し、矢印5の方向に1次元移動する。》
7:部品装着部 《装着ヘッド8、吸着ノズル9、回転テープル10により構成され
る》
8:装着ヘッド
9:吸着ノズル
10:回転テーブル
11:回転テーブル10の回転方向
103:制御部
{ 部品装着機の基本的な動作 }(図2参照)
部品供給部3には各種の部品を供給するためのパーツカセット4を一直線上に配置しており、その部品供給部3は移動テーブル6により矢印のような1次元方向5にのみ移動する。パーツカセット4は同種部品を複数個、一定のピッチでテープに収納しリール状にしたものを搭載し、テープを部品収納ピッチで間欠送りすることにより部品を1個ずつ供給する。部品吸着時には、吸着ノズル9が部品を吸着しようとするパーツカセット4の位置
に合致するように、部品供給部3が移動する。
{ 装着順序を決定する上での基本的な考え方 }
あるパーツカセット4から次に部品を取り出すパーツカセット4までの部品供給部3の移動量を極力小さくする必要がある。効率よく部品供給部3を移動させるには、直前に部品を取り出したパーツカセット4と同一のパーツカセット4から連続して部品を取り出すか、もしくはそのすぐ隣のパーツカセット4から取り出すようにすると、タクトロス、移動ロスを押さえることができる。
{ 従来の装着順序 }
※ 実際には、部品供給部3は、図16で示す矢印の方向とは逆の方向に移動するが
、本文で記す部品供給部3の移動とは、部品供給部3側から見た部品吸着位置の移
動とする。
準点となるもので、本実施の形態では、図16に示すように部品供給部3の左端に
設定されている(この限りでなく、部品供給部3の右端であっても構わない。)。
ステップ1:図16の(A→B)のように、部品供給部3はその移動開始前の部品供給部
3における吸着ノズル9が相対する位置である初期位置(原点)から最初に
部品を取出す位置まで移動する。(移動のみで装着無し)。
ステップ2:高速装着部品の装着時であるが、図16の(B→C、D→E)のように、部
品供給部3は高速装着部品グループの各部品を端から端へ順次部品装着部7
に供給して移動する。そして同速の速度グループ内において、装着する小基
板が切り替わる毎に部品供給部3の移動は逆方向に方向転換する。(例えば
、この場合では、小基板1)→小基板2)へ切替わる部分。)
ステップ3:低速装着部品の装着時であるが、図16の(E→F、G→H)のように、部
品供給部3は低速装着部品グループの各部品を端から端へ順次部品装着部7
に供給して移動する。そして同速の速度グループ内において、装着する小基
板が切り替わる毎に部品供給部3の移動は逆方向に方向転換する。(例えば
、この場合では、小基板2)→小基板1)へ切替わる部分。)
ステップ4:部品供給部3は、図16の(I→J)のように原点復帰動作を行い、多面取
りプリント基板1の装着が完了する(特許文献1参照)。
(小基板1)→小基板2) もしくは 小基板2)→小基板1))毎に部品供給部3の移動
する方向を、切替わる直前の移動方向とは逆方向に方向転換することにより、装着
する小基板が切替わる際における部品供給部3の移動ロスは押さえられているもの
の、依然として部品供給部3の初期位置(原点)から最初に部品を取出す位置まで
の移動(A→B)のロスは残存する。そのため部品供給部3の初期位置を変更可能
な部品装着機の場合に、初期位置を変更することにより、装着する小基板が切替わ
る際における部品供給部3の初期位置から最初に部品を取出す位置までの移動(A
→B)のロスをなくす装着順にすることが必要である(従来のものでは変更不可)
。
品供給部3の原点と異なる位置に最初に部品を取出す位置が設定された時において
も、上記と同様に、部品供給部3の初期位置から最初に部品を取出す位置までの移
動ロスをなくすことが必要である。
各種部品を配列状に並べ、その配列方向に移動し、前記部品を供給する部品供給部と、前記部品供給部から供給された部品を保持し、少なくとも実装パターンの主要部が同一である小基板を同一平面内に複数有する多面取りプリント基板の前記主要部に前記部品を実装する部品実装部とを備えた部品実装機において、コンピュータにより部品の実装順序を決定する方法であって、
移動開始前の前記部品供給部における前記部品実装部が相対する位置である初期位置を変更可能か、もしくは変更不可能かを、部品実装機の種類毎に前記初期位置の変更可否を記録したデータを参照することにより判断する初期位置判断工程と、
前記初期位置判断工程の結果に基づき、前記部品供給部の初期位置を部品供給部における最初に部品を取り出す位置に変更して設定する初期位置設定工程と
を備え、前記初期位置設定工程にて設定した初期位置から前記部品供給部の移動を開始するように部品の供給順序を決定することを特徴とする。
初期位置判断工程で判断した結果により、それぞれに適した初期位置を設定できる。例えば、初期位置判断工程で判断した結果により、初期位置が変更可能な場合は、最初に部品を取出す位置が部品供給部の部品を配列する基準となる原点以外の位置に設定されていても、初期位置をその最初に部品を取出す位置に設定する。これにより、部品供給部の初期位置(原点)から最初に部品を取り出す位置までの移動ロスをなくすことができる。
少なくとも実装パターンの主要部が同一である小基板を同一平面内に複数有するプ
リント基板。一部、小基板によっては実装パターンが異なるものがあっても、その
異なるパターンの部分に、本発明による実装を行わないのであれば、それでも構わ
ない。
部品供給部3に部品を配列させる基準点。
移動開始前の部品供給部における吸着ノズルが相対する位置。
部品供給部3上に供給する部品を順番に並べること。本実施の形態では、具体事例
として、パーツカセット4を配列した事例で説明する。
チップ部品を多面取りプリント基板1に装着する部品装着機や挿入部品を多面取り
プリント基板1の挿入穴に挿入する部品挿入機が含まれる。本実施の形態では、部
品実装機の一例として、部品装着機に適用した多面取りプリント基板1の実装順
(以降、装着順という)について説明する。ただし、この限りではなく、部品挿入
機にも適用できる実装順であるものとする。
"装着"と"挿入"の意味が含まれる。本実施の形態では、実装の一形態として、
"装着"の事例を述べる。なお、本実施の形態では、例えば、"装着速度"、"部品装着
部"という用語を使用するが、これは上記と同様で、それぞれ実装速度、部品実装
部の一形態である。他の装着に関する用語についても同様である。
部品を多面取りプリント基板1に装着する際の装着ヘッド7またはXYテ
ーブル2の移動速度。
限りではない。
0.3sec、低速装着では0.3sec以上で装着する。
多面取りプリント基板1に装着する部品の重さとサイズのことである。例えば、
高速で装着する部品では縦1.0mm×横0.5mm×高さ0.3mmの微小チッ
プ部品、中速で装着する部品では縦5.0mm×横5.0mm×高さ5.0mmの
アルミ電解コンデンサ、低速で装着する部品では縦32.0mm×横32.0mm
×高さ3.7mmのQFP(Quad Flat Package)、等を使用す
る。
限りではない。
部品を装着する際の速度毎に分けた部品のグループ。本実施の形態では、高速・中
速・低速と、速度グループの数を3つに限定して説明しているが、この限りではな
い。
上記装着速度グループの"装着"を省略して、速度グループとしても同じ意味であ
り、装着速度毎に分けた部品のグループのことである。
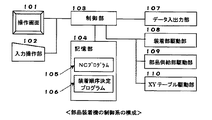
図3において、
・101は、CRT、液晶パネル等の操作画面。
・102は、キーボード、タッチパネル、マウス、トラックボール等の入力操作部。
により操作入力することにより部品装着機の操作を行う。
・108は、部品装着部7の間欠回転動作や装着ヘッド8の部品を吸着・装着する動作を
行わせる装着部駆動部。
・109は、部品供給部3を部品吸着位置に移動位置決めする動作を行わせる部品供給部
駆動部。
・110は、XYテーブル2の移動位置決めする動作を行わせるXYテーブル駆動部。 ・103は、操作画面101、入力操作部102、装着部駆動部108、部品供給部駆動
部109、XYテーブル駆動部110等、部品装着機の各部の制御を行う制
御部。
・104は、部品装着機に対して各部品を装着する動作を指示するためのNCプログラム
105と、このNCプログラム105に対して部品を装着する順序を決定す
る装着順序決定プログラム106等の制御プログラムを記憶している記憶部
。
・105は、多面取りプリント基板1上に装着する各部品の位置、種類、形状、寸法、装
着速度、および部品が収納されている部品供給部3上のパーツカセット4の
配置位置の識別等を指示するNCプログラム。制御部103は、記憶部10
4からNCプログラム105を読み出して、装着部駆動部108、部品供給
部駆動部109、XYテーブル駆動部110をNCプログラム105の指示
する内容に基づき、動作するように制御する。具体例なNCプログラム10
5の事例を図6に示す。
装着する各部品について装着位置(X,Y座標),装着角度,部品名称を指
示する。多面取りオフセット部602には、各小基板の基準点のオフセット
データを示す。このNCプログラム105により、図7に示す多面取りプリ
ント基板1に部品供給部3から指定する供給部No.の部品を取出し装着す
る。
点としている。
・106は、後述するような手順で(図11参照)、部品を装着する順序を決定するため
の装着順序決定プログラム。制御部103は記憶部104から装着順序決定
プログラム106を読み出し、装着順序決定プログラム106が指示する手
順に基づき、部品を装着する順序を決定し、NCプログラム105における
部品を装着する順序をその決定した内容に更新する。(具体的に、図6に示
すNCプログラム105のプログラム部603の各レコード順を更新する)
。
力部107から記憶部104に、また、後述する装着順序決定装置208
(図4参照)の場合は、データ入出力部207から記憶部204にインストー
ルすることができる。
を介して、または、フロッピー(登録商標)ディスク、磁気テープ、CDロ ム等の記録媒体に記録されて流通し、部品装着機や装着順序決定装置208 にインストールできる。
・107は、NCプログラム105、装着順序決定プログラム106等の制御プログラム
や、その他の情報を他の装置との間で入出力するデータ入出力部。データ入
出力部107を介して、装着順序決定プログラム106またはNCプログラ
ム105等を部品装着機にインストールし、記憶部104に格納することが
可能である。例えば、RS−232C規格、LAN、インターネット等の通
信により入出力するもの、フロッピー(登録商標)ディスク、磁気テープ、 CDロム等の記録媒体を介して入出力するものであっても構わない。
・208は、例えば汎用のパーソナルコンピュータに装着順序の決定を行わせる装着順序
決定装置。(図4参照)。部品装着機に変わってこの装着順序決定装置で装
着順序の決定を行われるものであっても構わない。この装着順序決定装置で
装着順序の決定を行うことにより、部品装着機で装着順序の決定を行うこと
による生産効率の低下を回避できる。
、記憶部204は、図3の部品装着機の操作画面101、入力操作部102
、データ入出力部107、記憶部104と同様のものでもよい。
・203は、装着順序を決定する制御部(図4参照)。この制御部203は記憶部204
から装着順序決定プログラム106を読み出して、装着順序決定プログラム
106が指示する手順に基づき、部品を装着する順序を決定し、NCプログ
ラム105における部品を装着する順序を、その決定した内容に更新する。
装着順序が更新されたNCプログラム105をデータ入出力部207および
部品装着機のデータ入出力部107を介して、装着順序決定装置から部品装
着機にインストールすることができる。
{枚数判断部501}
1枚の多面取りプリント基板1が有する小基板の数が奇数か、もしくは、偶数かを判断する。
する。(図6,図7参照)
・NCプログラム105のヘッダ部601の中に、多面取りプリント基板1の小
基板枚数がある。このデータを見て、偶数か奇数か判断する。
、各小基板毎のオフセットデータ(図7に示すような各小基板の基準点の座標
原点からのオフセット量(X方向,Y方向)を示す。)がある。このレコード
数をカウントして、小基板の枚数を検出し、偶数か奇数かを判断する。
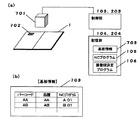
(バーコード等、多面取りプリント基板1の種類がわかるものであれば何でもよ
い)をバーコードリーダー,認識カメラ,その他の検出部701で検出する。その
検出した内容により、小基板の枚数を検出し、偶数か奇数か判断する。
701の一例として、バーコードリーダーで検出する。または、図8に示すよ
うに、バーコードリーダーにより検出されたバーコードを、記憶部104、記
憶部204に記憶されている基板情報703に対して枚数判断部501が検索
する。図8(b)に示すようにその基板情報703にはNCプログラム名があ
り、そのNCプログラム名から該当のNCプログラム105の中身を参照し、
小基板の枚数を検出する。
とにより小基板枚数を検出する。
{ 初期位置判断部502 }
部品供給部3の初期位置を変更可能かもしくは変更不可能かを判断する。
{ 割合判断部503 }
装着速度毎にグループ分けされた最高速の速度グループ(本実施の形態では、高速部品の速度グループ)の部品が装着に使用する全部品を前記部品供給部3に配置した領域に対して占有する割合を 判断する。
{ 部品配列部504 }
各種部品を同一の装着速度毎にグループ分けすると共に、前記部品の速度グループが部品を配列させる基準点である部品供給部3の原点を起点に速度の速いグループ順にもしくは速度の遅いグループ順に配列するように配列順序を決定する。
{ 取出し位置設定部505 }
多面取りプリント基板1に装着する際に、最初に取り出す部品の位置を設定するものである。具体的には、下記のとおりである。
{ 初期位置設定部506}
枚数判断部501の結果が偶数で、且つ、初期位置判断部502の結果が変更可能の場合に、移動開始前の部品供給部3における吸着ノズル9が相対する位置である初期位置を、最高速の速度グループ(本実施の形態では高速の速度グループ)の部品の中で最も端に配置する部品の位置で、且つ、部品供給部3の原点以外の位置に設定する。取出し位置設定部505が設定した、最初に取り出す部品の位置(例えば、図12の《例1》初期位置301を参照)に設定する。
{ 供給順序決定部507 }
装着速度毎にグループ分けされた各速度グループ内の部品を多面取りプリント基板1の各小基板に装着する際、部品供給部3がその速度グループの一端から他端へ移動して部品を供給すると共に、装着する小基板が次の小基板に切替わる毎に、部品供給部3の移動する方向を切替わる直前の移動方向とは逆の方向に転換させるように部品の供給順序を決定する。また、枚数判断部501の結果が偶数の場合に、部品装着速度グループが最高速の速度グループ(本実施の形態では高速の速度グループ)からその直後の速度グループに切替わる部分では部品供給部3の移動方向を転換しないように部品供給順序を決定する。
次に図11に基づいて、装着順序決定プログラム106の処理手順について説明する。制御部103は、記憶部104から装着順序決定プログラム106を読み出し、装着順序決定プログラム106の手順に従って、以下の処理を実行する。
↓
(ステップS1)多面取りプリント基板1へ装着する部品を同一の装着速度グループ毎
にグルーピングし、高速装着部品(軽量)→低速装着部品(重量)の
順に装着するように速度グループの順序を決定する。
(ステップS2)枚数判断工程の1例として、1枚の多面取りプリント基板1が有する
小基板の数が奇数か、もしくは、偶数かを判断し、奇数の場合はステ
ップS14へ、偶数の場合はステップS3へ進む。この枚数判断の具
体方法としては、枚数判断部501で上述したようなNCプログラム
105の中で、小基板の枚数を検出するか、多面取りプリント基板1
に貼り付けた識別部702を検出するか、または、多面取りプリント
基板1そのものを画像認識する等がある。
↓
(ステップS3)初期位置判断工程の1例として、部品供給部3の初期位置を部品供給
部3の原点以外に変更可能な部品装着機か否かを判断し、変更可能な
場合はステップS4へ、変更不可能な場合はステップS7へ進む。
3における吸着ノズル9が相対する位置であり、且つ、移動終了後
の部品供給部3における吸着ノズル9が相対する位置である。通常
、部品供給部3の初期位置は、部品供給部3の原点に設定されてい
る。部品供給部3の原点は、部品供給部3上にパーツカセット4を
配列させる基準点となるもので、本実施の形態では、図12に示す
よう
に部品供給部3の左端に設定されている。(この限りでなく、部品
供給部3の右端であっても構わない。)
この初期位置判断の具体方法としては、初期位置判断部502で上述
した方法、例えば、上述した図9に示す機種名識別ファイルにより判
断するものである。
能な部品装着機の場合、
↓
(ステップS4)部品配列工程の1例として、パーツカセット4を、部品装着速度の速
いグループ順(高速グループ→低速グループ)、もしくは、遅い順グ
ループ(低速グループ→高速グループ)の順に並ぶような部品供給部
3の原点を起点とした配列順序に決定する。(図12の《例1〜4》
参照)
↓
(ステップS5)取出し位置設定工程の1例として、最初に部品を取り出す位置(本実
施の形態では、吸着ノズル9が部品を取出すので、吸着開始位置とも
呼ぶ)を、装着速度毎にグループ分けされた高速の速度グループの部
品の中で、中速の速度グループ側に位置する最も端の位置に設定する
。(例えば図12の《例1》において、初期位置301と示した位置
に設定) これにより、高速の速度グループから中速の速度グループ
への切替わりの際に、部品供給部3の移動ロスをなくすことができ、
図12の例1に示すように、連続して部品を供給することができる。
↓
(ステップS6)初期位置設定工程の1例として、部品供給部3の初期位置を、ステッ
プS5で設定した、最初に部品を取り出す位置、即ち、装着速度毎に
グループ分けされた高速の速度グループの部品の中で、中速の速度グ
ループ側に位置する最も端の位置に設定する。部品を最初に取り出す
位置が原点以外に設定された場合において、従来では、部品供給部3
の原点に初期位置を設定していたため、原点から部品を最初に取り出
す位置までに部品供給部3の移動ロス(装着無し移動)が発生して
いたが、部品を最初に取り出す位置に初期位置を設定できるので
、上記移動ロス(装着無し移動)を解消することができる。
01、《例2》の初期位置302、《例3》の初期位置303、《例4》の初期位置304参照。)部品装着機は、1枚の多面取りプリント基板1への部品装着の際、部品供給部3が図12の《例1》〜《例4》のように、それぞれで設定された初期位置から移動を開始し、一連の装着動作終了後、再びその同じ初期位置に戻る、という仕組みになっている。
(ステップS12)供給順序決定工程の1例のステップである。部品装着は、高速装着グ
ループ→低速装着グループの順に行わせることを遵守する。その装着
時の部品供給部3の移動は、同速の速度グループ内において、装着す
る小基板が次の小基板に切り替わる毎に、切替わる直前の移動方向と
は逆の方向に転換させる。このように、部品供給部3を同速の速度グ
ループ内において、端から端へ移動させることにより、吸着ノズル9
は移動してきた部品供給部3上のパーツカセット4から目的の部品
を吸着する。部品供給部3の移動順序を決定することは、部品供給部
3の移動に伴い、部品供給部3から部品を吸着した順に多面取りプリ
ント基板1上に部品を装着するので、部品の装着順序を決定すること
になる。
(ステップS13)移動方向決定工程の1例のステップである。S12で決めた部品供給
部3の移動順序において、特に部品装着速度グループが最高速の速度
グループから次の速度グループへ切り替わる部分では、部品供給部3
の動きは方向転換させず、同じ方向で移動させるものとする。つまり
最高速の速度グループの最終部品装着時と同一の方向のまま、次の速
度グループの最初の装着を行うような供給順序とする(図12の《例
1〜例4》,《例5》,《例7》参照)。
速部品の吸着の直前になるようにすることができる。
が発生する。その振動が発生している中、部品吸着が行われるのだが
、より高速で装着させる時ほど吸着ノズル9が部品401を吸着しに
いく際の速度は速く、またその部品401のサイズも微小で吸着面積
が小さいため、吸着ノズル9が部品吸着ミスを発生する可能性は高い
(図14)。逆に、より低速で装着させる時ほど吸着ノズル9が部品
402を吸着しにいく際の速度は遅く、またその部品402のサイズ
も大きくて吸着面積も大きいため、吸着ノズル9が部品吸着ミスを発
生する可能性が低い(図15)。
できるという、より好適な作用が得られるが、本実施の形態では、こ
れに限定されるものではない。例えば、部品供給部3は振動を発生し
にくい構造で、且つ、その振動が吸着ミスを発生させるほどのもので
なければ、最高速の速度グループから次の速度グループへの速度グル
ープ切替地点で部品供給部3の方向転換を行っても構わない(図12
の《例6》,《例8》参照)。
終了
(ステップS3)部品供給部3の初期位置を部品供給部3の原点以外に変更可能な部品
装着機か否かを判断し、変更可能な場合はステップS4へ、変更不可
能な場合はステップS7へ進む。
3における吸着ノズル9が相対する位置であり、且つ、移動終了後
の部品供給部3における吸着ノズル9が相対する位置である。通常
、部品供給部3の初期位置は、部品供給部3の原点に設定されてい
る。部品供給部3の原点は、部品供給部3上にパーツカセット4を
配列させる基準点となるもので、本実施の形態では、図12に示す
よう に部品供給部3の左端に設定されている
。(この限りでなく、部品供給部3の右端であっても構わない。
能な部品装着機の場合
↓
(ステップS7)割合判断工程の1例として、高速装着部品が部品供給部3の全部品配
置領域に対して占有する割合が半分を超えているか否かを判断し、半
分を越えている場合はステップS8へ、半分を越えていない場合はス
テップS10へ進む。半分を越えているか否かということは、具体的
には、部品供給部3上に高速装着速度グループのパーツカセット4を
配置した時の部品供給部3上を占める長さが、使用する全パーツカセ
ット4を配置した時の部品供給部3上を占める長さの半分を越えて
いるか否かで判断する。
ように、例えば部品供給部3上におけるパーツカセット4の占有幅の
大小によって、1ピッチ間隔で配列できるか否かを考慮して、高速装
着速度グループの占有長さの割合を判断する。
する割合が半分を越えている場合は、
↓
(ステップS8)部品配列工程の1例として、部品供給部3の初期位置(部品供給部3
の原点)を起点にパーツカセット4を部品装着速度グループが低速→
高速の順に並ぶように配置順序を決定する。高速装着部品グループが
部品供給部3の全部品配置領域に対して占有する割合が半分を越えて
いるということは、図12の《例5》,《例6》のように、初期位置
305、初期位置306から高速装着部品の装着開始位置までの部品
装着無しの移動距離が短くて済み、ロスを押さえることができる。
(ステップS9)取出し位置決定工程の1例として、最初に部品を取り出す位置(図1
2の《例5》における吸着開始位置を、装着速度毎にグループ分けさ
れた高速の速度グループの部品の中で最も端に配置する部品の位置、
且つ、その端が中速の速度グループ側に位置する最も端となるように
設定する。
りの際に、部品供給部3の移動ロスをなくすことができる。
(ステップS12)前述の内容と同様。但し、初期位置は部品供給部3の原点である。
(ステップS13)前述の内容と同様。
終了
(ステップS7)高速装着部品が部品供給部3の全部品配置領域に対して占有する割合
が半分を超えているか否かを判断し、半分を越えている場合はステッ
プS8へ、半分を越えていない場合はステップS10へ進む。半分を
越えているか否かということは、具体的には、部品供給部3上に高速
装着速度グループのパーツカセット4を配置した時の部品供給部3上
を占める長さが、使用する全パーツカセット4を配置した時の部品供
給部3上を占める長さの半分を越えているか否かで判断する。
する割合が半分を越えていない場合は、
↓
(ステップS10)部品配列工程の1例として、部品供給部3の初期位置(部品供給部3
の原点)を起点にパーツカセット4を部品装着速度グループが高速→
低速の順に並ぶように配置順序を決定する。これによる初期位置移動
ロスを押さえるメリットは前述のステップS8と同様。
(ステップS11)取出し位置設定工程の1例として、最初に部品を取り出す位置を、装
着速度毎にグループ分けされた高速の速度グループの部品の中で、中
速の速度グループ側に位置する最も端の位置に設定する。
りの際に、部品供給部3の移動ロスをなくすことができる。
(ステップS12)前述の内容と同様。但し、初期位置は部品供給部3の原点である。
(ステップS13)前述の内容と同様。
終了
(ステップS2)1枚の多面取りプリント基板1が有する小基板の数が奇数か偶数かを
判断し、奇数の場合ステップS14へ、偶数の場合はステップS3へ
進む。
↓
(ステップS14)部品配列工程の1例として、部品供給部3の原点を起点に、パーツカ
セット4を部品装着速度グループが高速→低速の順に並ぶように配置
順序を決定する(図13参照)。
(ステップS15)取出し位置設定工程の1例として、1枚の多面取りプリント基板1が
有する小基板の数が奇数の場合は、いかなる時でも、最初に部品を取
り出す位置を、部品供給部3の原点に設定する。
(ステップS16)供給順序決定工程の1例のステップである。部品装着は、高速装着グ
ループ → 低速装着グループの順に行わせることを遵守する。その
装着時の部品供給部3の移動は、同速の速度グループ内において、装
着する小基板が次の小基板に切り替わる毎に、切替わる直前の移動方
向とは逆の方向に転換させる。このように、部品供給部3を同速の速
度グループ内において、端から端へ移動させることにより、吸着ノズ
ル9は移動してきた部品供給部3上のパーツカセット4から目的の部
品を吸着する。部品供給部3の移動を決定することは、部品供給部3
の移動に伴い、部品供給部3から部品を吸着した順に多面取りプリン
ト基板1上に部品を装着するので、部品の装着順序を決定することに
なる。この時、初期位置は部品供給部3の原点である。
(ステップS17)移動方向決定工程の1例として、部品装着速度グループが切り替わる
全ての部分で、部品供給部3上の移動テーブルの動きは方向転換させ
ず、同方向で装着させる。
終了
上記に説明したような部品装着順序決定プログラム106の処理手順であるが、以下に種々の具体事例を図11のフローチャートと具体的な装着順を示す図12、図13を参照しながら説明する。
定)から高速→中速→低速のグループ順にパーツカセット4を配置す
る。
プ分けされた高速の速度グループの部品の中で最も端に配置する部品
の位置、且つ、その端が中速の速度グループ側に位置する最も端とな
るように設定する。
ループの部品の中で最初に部品を取り出す位置に設定する。つまり、
装着速度毎にグループ分けされた高速の速度グループの部品の中で最
も端に配置する部品の位置、且つ、その端が中速の速度グループ側に
位置する最も端となるように設定する。
ステップS12で、多面取りプリント基板1のそれぞれの小基板(小基板1),小基板2))
への装着の際には、同速の装着速度グループ内において装着する小基
板が、小基板1)→小基板2) もしくは 小基板2)→小基板1)というように、次の小基板に切り替わる毎に、部品供給部3の移動方向も、装着する小基板が切替わる直前の移動方向とは逆の方向に転換させる。
ステップS13で、中速の速度グループで多面取りプリント基板1に最初に装着する小基
板(小基板2))への装着の際には、部品供給部3の移動方向が、高速
の速度グループで装着する最後の小基板(小基板2))の移動方向と同
一の方向となるような装着順にする。
む。
が半分を超えていると判断され、ステップS8へ進む。半分を越えて
いるということは、具体的には、部品供給部3上に高速装着速度グル
ープのパーツカセット4を配置した時の部品供給部3上を占める長さ
が、使用する全パーツカセット4を配置した時の部品供給部3上を占
める長さの半分を越えていることを示す。
ら低速→中速→高速の速度グループ順にパーツカセット4を配置する
。
プ分けされた高速の速度グループの部品の中で最も端に配置する部品
の位置、且つ、その端が中速の速度グループ側に位置する最も端とな
るように設定する。
ステップS12で、多面取りプリント基板1のそれぞれの小基板(小基板1),小基板2))
への装着の際には、同速の装着速度グループ内において装着する小基
板が、小基板1)→小基板2) もしくは 小基板2)→小基板1)というよ
うに、次の小基板に切り替わる毎に、部品供給部3の移動方向も、装
着する小基板が切替わる直前の移動方向とは逆の方向に転換させる。
ステップS13で、中速の速度グループで多面取りプリント基板1に最初に装着する小基
板(小基板2))への装着の際には、部品供給部3の移動方向が、高速
の速度グループで装着する最後の小基板(小基板2))の移動方向と同
一の方向となるような装着順にする。
ステップS14で、部品供給部3の初期位置、即ち、原点(部品供給部3の一端に設定)
から高速→中速→低速の速度グループ順にパーツカセット4を配置す
る。
ステップS15で、1枚の多面取りプリント基板1が有する小基板の数が奇数の場合は、
いかなる時でも、最初に部品を取り出す位置を、部品供給部3の原点
に設定する。
ステップS16で、多面取りプリント基板1のそれぞれの小基板(小基板1),小基板2),
小基板3))への装着の際には、同速の装着速度グループ内において装
着する小基板が、小基板1)→小基板2)→小基板3) もしくは 小基板
3)→小基板2)→小基板1)というように、次の小基板に切り替わる毎に
、部品供給部3の移動方向も、装着する小基板が、切替わる直前の移
動方向とは逆の方向に転換させる。
ステップS17で、部品装着速度グループが切り替わるいかなる部分においても、部品供
給部3の動きは方向転換させない。つまり、一つ前の速度グループに
おける最後の小基板を装着した時と同一方向のまま、次の速度グルー
プにおける最初の小基板を装着する。
初期位置判断工程で判断した結果により、それぞれに適した初期位置を設定できる。例えば、初期位置判断工程で判断した結果により、初期位置が変更可能な場合は、最初に部品を取出す位置が部品供給部の部品を配列する基準となる原点以外の位置に設定されていても、初期位置をその最初に部品を取出す位置に設定する。これにより、部品供給部の初期位置(原点)から最初に部品を取り出す位置までの移動ロスをなくすことができる。
2 XYテーブル
3 部品供給部
4 パーツカセット
6 移動テーブル
7 部品装着部
8 装着ヘッド
9 吸着ノズル
10 回転テーブル
103 制御部
104 記憶部
105 NCプログラム
106 装着順序決定プログラム
203 制御部
204 記憶部
208 装着順序決定装置
501 枚数判断部
502 初期位置判断部
503 割合判断部
504 部品配列部
505 取出し位置設定部
506 初期位置設定部
507 供給順序決定部
Claims (6)
- 各種部品を配列状に並べ、その配列方向に移動し、前記部品を供給する部品供給部と、前記部品供給部から供給された部品を保持し、少なくとも実装パターンの主要部が同一である小基板を同一平面内に複数有する多面取りプリント基板の前記主要部に前記部品を実装する部品実装部とを備えた部品実装機において、コンピュータにより部品の実装順序を決定する方法であって、
移動開始前の前記部品供給部における前記部品実装部が相対する位置である初期位置を変更可能か、もしくは変更不可能かを、部品実装機の種類毎に前記初期位置の変更可否を記録したデータを参照することにより判断する初期位置判断工程と、
前記初期位置判断工程の結果に基づき、前記部品供給部の初期位置を部品供給部における最初に部品を取り出す位置に変更して設定する初期位置設定工程と
を備え、前記初期位置設定工程にて設定した初期位置から前記部品供給部の移動を開始するように部品の供給順序を決定する部品実装順序決定方法。 - 初期位置設定工程は、
初期位置判断工程において、部品供給部の初期位置を変更可能と判断し、且つ、1枚の多面取りプリント基板が有する小基板の数が偶数である場合、前記部品供給部上の部品配列における各種部品を実装する同一の速度毎にグループ分けした内の最高速の速度グループの部品の中で最も端の部品の位置、且つ、その端の内で最高速の速度グループに隣接して配置された速度グループ側に位置する最も端に、前記部品供給部の初期位置を設定する請求項1に記載の部品実装順序決定方法。 - 各種部品を配列状に並べ、その配列方向に移動し、前記部品を供給する部品供給部と、前記部品供給部から供給された部品を保持し、少なくとも実装パターンの主要部が同一である小基板を同一平面内に複数有する多面取りプリント基板の前記主要部に前記部品を実装する部品実装部と、前記部品供給部と前記部品実装部の動作を制御する制御部とを備えた部品実装機を用いて部品を実装する方法であって、
移動開始前の前記部品供給部における前記部品実装部が相対する位置である初期位置を変更可能か、もしくは変更不可能かを、部品実装機の種類毎に前記初期位置の変更可否を記録したデータを参照することにより判断する初期位置判断工程と、
前記初期位置判断工程の結果に基づき、前記部品供給部の初期位置を部品供給部における最初に部品を取り出す位置に変更して設定する初期位置設定工程と
を備え、前記初期位置設定工程にて設定した初期位置から前記部品供給部の移動を開
始するように前記制御部が前記部品供給部の動作を制御する部品実装方法。 - 各種部品を配列状に並べ、その配列方向に移動し、前記部品を供給する部品供給部と、前記部品供給部から供給された部品を保持し、少なくとも実装パターンの主要部が同一である小基板を同一平面内に複数有する多面取りプリント基板の前記主要部に前記部品を実装する部品実装部と、前記部品供給部と部品実装部の動作を制御する制御部とを備えた部品実装機であって、
前記制御部は、
移動開始前の前記部品供給部における前記部品実装部が相対する位置である初期位置を変更可能か、もしくは変更不可能かを、部品実装機の種類毎に前記初期位置の変更可否を記録したデータを参照することにより判断する初期位置判断部と、
前記初期位置判断部の判断結果に基づき、前記部品供給部の初期位置を部品供給部における最初に部品を取り出す位置に変更して設定する初期位置設定部と
を備え、前記初期位置設定部が設定した初期位置から前記部品供給部の移動を開始するように制御する部品実装機。 - 各種部品を配列状に並べ、その配列方向に移動し、前記部品を供給する部品供給部と、前記部品供給部から供給された部品を保持し、少なくとも実装パターンの主要部が同一である小基板を同一平面内に複数有する多面取りプリント基板の前記主要部に前記部品を実装する部品実装部とを備えた部品実装機の部品実装順序を決定する部品実装順序決定装置であって、
移動開始前の前記部品供給部における前記部品実装部が相対する位置である初期位置を変更可能か、もしくは変更不可能かを、部品実装機の種類毎に前記初期位置の変更可否を記録したデータを参照することにより判断する初期位置判断部と、
前記初期位置判断部の判断結果に基づき、前記部品供給部の初期位置を部品供給部における最初に部品を取り出す位置に変更して設定する初期位置設定部と
を備え、前記初期位置設定部が設定した初期位置から前記部品供給部の移動を開始するように部品の供給順序を決定する部品実装順序決定装置。 - 各種部品を配列状に並べ、その配列方向に移動し、前記部品を供給する部品供給部と、前記部品供給部から供給された部品を保持し、少なくとも実装パターンの主要部が同一である小基板を同一平面内に複数有する多面取りプリント基板の前記主要部に前記部品を実装する部品実装部とを備えた部品実装機の部品実装順序を決定する部品実装順序決定装置に対し、その部品実装順序を決定させるための部品実装順序決定プログラムであって、
前記部品実装順序決定装置に、
移動開始前の前記部品供給部における前記部品実装部が相対する位置である初期位置を変更可能か、もしくは変更不可能かを、部品実装機の種類毎に前記初期位置の変更可否を記録したデータを参照することにより判断する初期位置判断工程と、
前記初期位置判断工程の結果に基づき、前記部品供給部の初期位置を部品供給部における最初に部品を取り出す位置に変更して設定する初期位置設定工程と
を実行させ、前記初期位置設定工程にて設定した初期位置から前記部品供給部の移動を開始するように部品の供給順序を決定させる部品実装順序決定プログラム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005069121A JP4107301B2 (ja) | 2005-03-11 | 2005-03-11 | 部品実装順序決定方法、部品実装方法、部品実装機、部品実装順序決定装置、及び、部品実装順序決定プログラム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005069121A JP4107301B2 (ja) | 2005-03-11 | 2005-03-11 | 部品実装順序決定方法、部品実装方法、部品実装機、部品実装順序決定装置、及び、部品実装順序決定プログラム |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001047877A Division JP3674516B2 (ja) | 2001-02-23 | 2001-02-23 | 部品実装順序決定方法、部品実装方法、部品実装機、部品実装順序決定装置、及び、部品実装順序決定プログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005167288A JP2005167288A (ja) | 2005-06-23 |
| JP4107301B2 true JP4107301B2 (ja) | 2008-06-25 |
Family
ID=34737794
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005069121A Expired - Fee Related JP4107301B2 (ja) | 2005-03-11 | 2005-03-11 | 部品実装順序決定方法、部品実装方法、部品実装機、部品実装順序決定装置、及び、部品実装順序決定プログラム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4107301B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11291147B2 (en) * | 2017-09-19 | 2022-03-29 | Fuji Corporation | Component mounting system |
| KR102903046B1 (ko) * | 2021-11-23 | 2025-12-19 | 한화세미텍 주식회사 | 트레이 공급 속도를 고려하여 실장 스케줄을 결정하기 위한 장치 및 방법 |
-
2005
- 2005-03-11 JP JP2005069121A patent/JP4107301B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005167288A (ja) | 2005-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5144548B2 (ja) | 実装条件決定方法 | |
| JP4796461B2 (ja) | 実装機の部品管理装置および部品管理方法 | |
| CN113348737B (zh) | 元件安装系统及数据生成装置 | |
| JP5822819B2 (ja) | 電子部品の実装方法、および表面実装機 | |
| JP3425504B2 (ja) | 実装機の部品供給方法 | |
| WO2005022433A2 (en) | Method for optimization of an order for component mounting and apparatus for optimization of an order for component mounting | |
| EP2469585A2 (en) | Electronic parts mounting apparatus and electronic parts mounting method | |
| JP2007287932A (ja) | 部品実装方法および同装置 | |
| JP6193994B2 (ja) | 部品実装機 | |
| JP2005236097A (ja) | 部品供給装置 | |
| JP4107301B2 (ja) | 部品実装順序決定方法、部品実装方法、部品実装機、部品実装順序決定装置、及び、部品実装順序決定プログラム | |
| JP2005216945A (ja) | フィーダ配置設定方法および同装置 | |
| JP4156935B2 (ja) | 実装機 | |
| EP1542523A1 (en) | Part mounting recognition mark recognition device and method | |
| JP3674516B2 (ja) | 部品実装順序決定方法、部品実装方法、部品実装機、部品実装順序決定装置、及び、部品実装順序決定プログラム | |
| JP4607829B2 (ja) | 部品実装方法 | |
| JP4995848B2 (ja) | 実装条件決定方法 | |
| CN113826456B (zh) | 元件安装管理装置、元件安装管理方法、元件安装管理程序、记录介质 | |
| JPH1154993A (ja) | 部品搭載装置 | |
| JP4228868B2 (ja) | 電子部品実装方法 | |
| JP2004363634A (ja) | 電子部品装着装置 | |
| JP4584740B2 (ja) | 部品実装方法及び部品実装装置 | |
| JP2005123487A (ja) | 電子部品実装装置 | |
| JP2010118512A (ja) | テープ回収方法、実装機および部品実装システム | |
| JP2001111300A (ja) | 部品実装機ライン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050311 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20050711 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071218 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080311 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080324 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110411 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110411 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120411 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130411 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |