JP4130281B2 - 網状プラスチック成形体の製造方法 - Google Patents
網状プラスチック成形体の製造方法 Download PDFInfo
- Publication number
- JP4130281B2 JP4130281B2 JP22555499A JP22555499A JP4130281B2 JP 4130281 B2 JP4130281 B2 JP 4130281B2 JP 22555499 A JP22555499 A JP 22555499A JP 22555499 A JP22555499 A JP 22555499A JP 4130281 B2 JP4130281 B2 JP 4130281B2
- Authority
- JP
- Japan
- Prior art keywords
- molded body
- plate
- cut
- length
- widening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、浄化槽内で濾材を支持する部材として用いられ、或いは柵や化粧壁面を構成する部材として用いその他種々の産業分野での用途が見込まれる、板面内に網状に隙間を有するプラスチック成形体の製造方法に関する。
【0002】
【従来の技術】
汚水を生物処理によって浄化する浄化槽には多数の濾材が充填されている。これら濾材を槽内で支持する部材として、例えば図12に示されているように、プラスチック製の板材121とパイプ122を、濾材が抜け落ちない大きさの隙間を開けて格子状に組んだ構造のものが使用されていた。この支持部材の大きさは、使用される浄化槽の容量によっても異なるが、直径約90mmの球状の濾材が充填される場合、縦横がそれぞれ1m前後となる。
【0003】
【発明が解決しようとする課題】
従来の支持部材は、板材121とパイプ122を格子状に組付ける作業に手間を要し、加工工数が多くならざるを得なかった。支持部材の製造方法として、例えば射出成形によって一体に成形する、或いは別体に成形した幾つかの格子状のブロックを接続して一体の支持部材とする、などの方法も考えられないこともないが、前者では縦横1mを超える大きさの枠体を一体成形することはコスト上の制約から到底不可能であり、後者ではブロック同士の接続部で剛性が低下し、支持部材全体として十分な支持強度が得られないという問題がある。そのため、前述の通り板材121とパイプ122を用いて手作業で製造する他に、手間をかけずに且つ剛性の高い一体の支持部材を得る手段がなく、支持部材製造上のコストを削減できなかった。
【0004】
本発明は従来技術の有するこのような問題点に鑑み、浄化槽内で濾材を支持する支持部材としての網状プラスチック成形体を効率的に製造できるようにすることを課題とする。
なお、本発明の製造方法により得られる網状プラスチック成形体は、濾材の支持部材として用いられる他に、柵や化粧壁面、植木鉢の支持部材などとしても利用できるものである。
【0005】
【課題を解決するための手段】
上記課題を解決するため本発明の網状プラスチック成形体の製造方法は、所定間隔で凹溝が列設された板状成形体を押出成形により成形し、板状成形体の各凹溝に一定の長さの切り込みを押出方向に周期的に、且つ隣接する凹溝との間で形成周期を半周期ずらして一列置きで同周期となるように形成し、各切り込みを押出方向と直交する方向に所定の幅で拡幅することにより板状成形体内に同形の隙間を複数設けたことを特徴とする。
【0006】
この方法によれば、面内に網状に隙間を有するプラスチック成形体を、板状成形体を押出成形する工程、板状成形体に所定の間隔で切り込みを形成する工程及び切り込みを拡幅する工程の、プラスチック成形品の一連の製造プロセスでインラインで効率的に製造でき、従来の如き手間のかかる作業が不要となって製造コストの削減が図れる。
【0007】
前記方法において、板状成形体の厚みや凹溝の高さ、幅、凹溝に形成する切り込みの長さや切り込みのない部分との割合、或いは切り込みを拡幅する寸法などの設定によって、面内に形成される隙間の形状や大きさが変わってくるが、剛性を維持するため、切り込みの長さと、切り込みと切り込みの間の長さの比が略3:1となる寸法で切り込みを形成し、拡幅した隙間が略正六角形となるようにすることが好ましい。
【0008】
【発明の実施の形態】
本発明の好適な実施形態を図面を参照して説明する。
本形態の網状プラスチック成形体の製造方法は、板状成形体を押出成形する工程、エアーを吹きつけて成型する工程、板状成形体に所定の間隔で切り込みを形成する工程、エアーを吹きつけて成型する工程、切り込みを拡幅する第1の工程、及び切り込みを拡幅する第2の工程からなっている。以下、各工程を順に説明する。
【0009】
先ず、押出成形工程では、硬質塩化ビニル樹脂のようなプラスチックを原料として用い、上下向かい合わせにリブを所定間隔で突出させた先端形状を有する金型を押出機に取り付けて適宜な肉厚の板状成形体1を押出成形する。
押出成形された板状成形体1は、図1に示されているように、上下両面に押出方向に沿って連続して延びる凹溝11が、上下両面で向かい合わせに、且つ幅方向に所定間隔で列設された断面形状となる。
【0010】
次に、エアー吹きつけ工程で、板状成形体1の表面にエアーを吹きつけて成型する。エアーの吹きつけは、凹溝11に対応したリブを有する前記金型と同形の型内に板状成形体1を通過させながら行う。エアーが吹きつけられることで板状成形体1は表面の滑りが良くなり、冷却固化される。
【0011】
次に、切り込み形成工程では、図2及び図3に示されているように、金型2から押し出されエアー吹きつけ型(図示せず)を通過した板状成形体1の流路中に円形のスリット刃31を有する穿孔機3を設置し、この穿孔機3内に板状成形体1を流しながら各凹溝11に切り込み12を形成する。
穿孔機3は、各凹溝11に上方から突き入るようにスリット刃31を配した回転自在のライナー32と、板状成形体1の下側をガイドする回転自在の受けロール33により構成されている。各スリット刃31は、図2に示されているように、その周縁に切り込み部31a及び非切り込み部31bを180°の位相差で対称的に配した形状に形成されており、各々隣接するスリット刃31とは位相が90°ずれるように配置して、板状成形体1の流路の上側で流れ方向と直交する方向に配置されたライナー32の回転軸に取り付けられている。
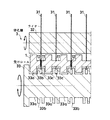
受けロール33は、図3に示されているように、板状成形体1の凹凸に対応した凹部33a及び凸部33bを周面に配した円筒状に形成されており、板状成形体1の流路の下側で回転軸を流れ方向と直交する方向に向けて設置されている。また、受けロール33は、板状成形体1をガイドする際に板状成形体1の表面との間に遊びの間隙が保たれるよう、その凹凸部33a,33bが板状成形体1の表面の凹凸の幅よりも若干小幅に形成されているとともに、各凸部33bには凹溝11を突き抜けたスリット刃31をガイドする溝33cが設けられている。
ライナー32と受けロール33は、共に周縁部が板状成形体1の流れと同方向、且つ同速度の回転となるように回転し、金型2から順次押し出される板状成形体1は穿孔機3を通過する際に、その下側を受けロール33でガイドされながら、上方から各凹溝11内にスリット刃31が突き入れられて切り込み12が一定の間隔毎に連続して形成される。
穿孔機3を通過することにより板状成形体1には、図4に示されているように、スリット刃31の外周の半分の長さの周期(T)、すなわち切り込み部31a及び非切り込み部31bの長さの周期で、切り込み12が各凹溝11に形成される。また、前述の如く隣接する各スリット刃31同士を位相が90°ずれるように配置してあるので、隣接する凹溝11同士では切り込み12の形成周期が半周期ずれ、一列置きで同周期となるように形成される。
【0012】
切り込み12が形成された板状成形体1は、切り込み形成工程の直後に設けられた、前記と同様のエアー吹きつけ工程で、切り込み12が拡がらないように表面にエアーが吹きつけられて冷却固化される。
【0013】
次に、切り込みを拡幅する第1の工程では、流路上で板状成形体1を搬送させながら、各凹溝11の幅を徐々に広げることで切り込み12を拡幅する。
拡幅は、図5に示されているように、板状成形体1の表面の凹凸の幅(w、図1参照)よりも若干大きな幅(1.1×w、1.2×w)の凹凸部41を周面に有する複数のロール4を板状成形体1に当接可能に流路中に配し、各ロールの凹凸部41の幅を板状成形体1の表面の凹凸の幅に対して、1.1倍、1.2倍、1.3倍、1.4倍、1.5倍というように何段階かに分けて徐々に大きく設けておくことにより、各ロール4を板状成形体1が通過するのに伴って凹凸部41で凹溝11が押し出し方向とは直交する幅方向に段階的に広げられることにより行われる。
各ロール4を通過した板状成形体1は、図6に示されているように、凹溝11の拡幅とともに全体の幅が広がり、各凹溝11の切り込み12は拡幅によって長さ方向に所定間隔で連続した長孔状のスリットとなる。
【0014】
次に、切り込みを拡幅する第2の工程では、長孔状となった切り込み12を幅方向にさらに拡幅する。
この工程の拡幅は、例えば第1の工程で拡幅された板状成形体1を適宜な長さに切断し、これを一旦加熱炉を通過させて軟化させた後、その両側に幅方向に進退するシリンダーをそれぞれ取付け、シリンダーを切り込み12が拡幅する方向へ駆動することにより行うことができる。この場合、板状成形体1の幅方向への伸張に伴って面内がたわまないよう、板状成形体1を上下両面から挟むようにガイド部材を当てがっておくことが好ましい。
第2の工程でさらに切り込み12が拡幅された板状成形体1は、図7に示されているように、各切り込み12が略同形同寸の亀の子の形をした六角形の隙間13aに変形され、全体として表面に多数の隙間13aを有する枠形の網状成形体13に成型される。
【0015】
以上の工程を経て成形された網状成形体13は、図8に示されているように、適宜な寸法に切断し、周囲に枠板5を取り付けて、浄化槽内で濾材を支持する支持部材として用いることができる。なお、図示した支持部材は、縦(幅)870mm、横(長さ)1090mmの大きさを有し、直径約90mmの球状の濾材を支持可能に形成してある。
【0016】
前述の工程において、回転するスリット刃31を用いて切り込み12を形成したが、例えば上下に進退するスリット刃を用いるなど他の手段によって形成してもよい。また、切り込み12を拡幅する工程を第1と第2の二つに分けたが、ロール4のみ又はシリンダーのみを用い、或いは他の拡幅手段を用いるなどして一つの工程内で拡幅してもよい。
また、押出成形工程で押出成形される板状成形体1の厚みや凹溝11の高さ(t)、幅(w)、形成間隔(d)は適宜な寸法に設定することができる(図1参照)。図9はその一例を示し、同図(A)は凹溝11の幅と間隔を略同寸に設定した場合、同図(B)は強度を増すため凹溝11の幅を間隔よりも大寸に設定した場合、同図(C)は板状成形体1の厚みを小さくし、凹溝11の高さや幅なども小さく設定した場合である。また、網状成形体13の装飾的効果を高めるため、同図(D)に示されているように、板状成形体1の表面の角部を曲面に形成してもよく、同図(E)に示されているように、板状成形体1の上下何れかの面にのみ凹溝11を設けたものでもよい。
また、図10(A)〜(C)に示されているように、凹溝11に形成する切り込み12の長さや切り込みのない部分との割合、切り込みを拡幅する寸法などを適宜に設定することで、隙間13の形状や大きさを自在に調整できるが、切り込み12の長さ(L1)と、切り込みと切り込みの間の長さ(L2)の比(図4参照)が略3:1となる寸法で切り込みを形成し、これを拡幅した隙間13が略正六角形となるように設定すれば、網状成形体13に前後左右から応力がかかった場合でも、これを均等に分散して剛性を高く維持することができる。なお、L1はスリット刃31の切り込み部31aの長さ、L2は非切り込み部31bの長さに相当する。
【0017】
このように本発明の方法によれば、網状成形体13を、板状成形体1を押出成形する工程、板状成形体1に切り込み12を形成する工程及び切り込み12を拡幅する工程の、プラスチック成形品の一連の製造プロセスでインラインで効率的に製造でき、従来方法によって同形品を製造する場合と比較して製造コストを低く抑えることができる。
なお、本発明の方法によって製造される網状成形体13は、浄化槽の濾材の支持部材として用いられる他に、例えば図11に示されているように、植木鉢を支持する部材として用いたり(同図(A))、着色を施して庭先や公園で柵として用いたり(同図(B))、或いは壁面を化粧する建築部材など、種々の産業分野で利用用途が見込まれる。
【0018】
【発明の効果】
本発明によれば、浄化槽内で濾材を支持する支持部材として、或いは他の産業分野で用いられる網状プラスチック成形体を、効率的に製造することができる。
【図面の簡単な説明】
【図1】本発明の方法の押出成形工程で成形される板状成形体の要部横断面図である。
【図2】板状成形体の凹溝にスリット刃が入っている状態を示した図である。
【図3】穿孔機の構成を示す断面図である。
【図4】板状成形体の凹溝に形成される切り込みの長さの割合及び位置を説明するための図である。
【図5】切り込みをロールを用いて拡幅する工程を説明するための図である。
【図6】ロールを用いて切り込みが拡幅された状態の板状成形体の外観図である。
【図7】図6に示した状態からさらに切り込みを拡幅して形成された網状成形体の要部拡大外観図である。
【図8】網状成形体を用いて形成された濾材支持部材の外観図である。
【図9】(A)〜(E)は寸法比などを変えた成形した板状成形体の要部断面を示した図である。
【図10】(A)〜(C)は寸法比などを変えて切り込みを形成することにより、拡幅された隙間の形状の変形例を示した図である。
【図11】網状成形体の他の利用用途を示し、(A)は鉢植えの支持部材として用いた外観図、(B)は柵として用いた外観図である。
【図12】従来の濾材の支持部材の外観図である。
【符号の説明】
1 板状成形体
11 凹溝
12 切り込み
13 網状成形体
2 金型
3 穿孔機
31 スリット刃
33 受けロール
4 ロール
Claims (2)
- 所定間隔で凹溝が列設された板状成形体を押出成形により成形し、板状成形体の各凹溝に一定の長さの切り込みを押出方向に周期的に、且つ隣接する凹溝との間で形成周期を半周期ずらして一列置きで同周期となるように形成し、各切り込みを押出方向と直交する方向に所定の幅で拡幅することにより板状成形体内に同形の隙間を複数設けたことを特徴とする網状プラスチック成形体の製造方法。
- 切り込みの長さと、切り込みと切り込みの間の長さの比が略3:1となる寸法で切り込みを形成し、拡幅した隙間を略正六角形とした請求項1に記載の網状プラスチック成形体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP22555499A JP4130281B2 (ja) | 1999-08-09 | 1999-08-09 | 網状プラスチック成形体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP22555499A JP4130281B2 (ja) | 1999-08-09 | 1999-08-09 | 網状プラスチック成形体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001047495A JP2001047495A (ja) | 2001-02-20 |
| JP4130281B2 true JP4130281B2 (ja) | 2008-08-06 |
Family
ID=16831123
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP22555499A Expired - Fee Related JP4130281B2 (ja) | 1999-08-09 | 1999-08-09 | 網状プラスチック成形体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4130281B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6453667B2 (ja) * | 2015-02-23 | 2019-01-16 | 株式会社エンプラス | メッシュフィルタの射出成形金型及びメッシュフィルタの射出成形方法 |
-
1999
- 1999-08-09 JP JP22555499A patent/JP4130281B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001047495A (ja) | 2001-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7067185B2 (en) | Reinforced hook web | |
| CN1049372C (zh) | 制造伸展格网的方法和设备 | |
| EP1442860A4 (en) | SLEEVE FOR THE PRODUCTION OF A WAVE STRUCTURE BODY AND METHOD FOR THE PRODUCTION OF THE SLEEVE | |
| JP4130281B2 (ja) | 網状プラスチック成形体の製造方法 | |
| JP2006327562A (ja) | 合成樹脂芯材の製造方法 | |
| US4626398A (en) | Process for the production of extruded web multiple panel with undulated webs | |
| CA2345062C (en) | Method for producing an adhesive closing element | |
| US7021918B1 (en) | Apparatus for shaping and perforating a plastic film | |
| JP2823532B2 (ja) | 地盤改良用ドレイン材 | |
| JP5685471B2 (ja) | タイル素地の湿式成形方法及び湿式成形装置 | |
| JP3427175B2 (ja) | 熱可塑性合成樹脂製格子板の製造方法 | |
| JP4850655B2 (ja) | 有孔プラスチックシートおよびその製造方法 | |
| JP4093290B2 (ja) | 側面にスリットを有する合成樹脂製ポットの製造方法 | |
| JP4239431B2 (ja) | 湿式成形方法 | |
| US20180371707A1 (en) | Artificial turf monofilaments and methods for their manufacture | |
| KR950026659A (ko) | 건축용 판재와 그 제조방법 및 제조장치 | |
| JPS60234818A (ja) | 熱可塑性プラスチツクより成る押出しウエブ補強多層板の製造法および製造装置 | |
| JPS591189B2 (ja) | 多数の通孔をもつ合成樹脂製成形体の製造方法 | |
| JP2000291847A (ja) | フレキシブル合成樹脂多孔管及びその製造方法 | |
| JP2564178B2 (ja) | 透孔付波状合成樹脂フィルム又はシート及びその製造法 | |
| JP3265292B2 (ja) | 熱可塑性合成樹脂製の棒材または格子の製造法 | |
| JP5246883B2 (ja) | 網状パイプ材の製造装置および製造方法 | |
| JP4311891B2 (ja) | 透明平滑表層および畝目状コア層を有する擬似立体性樹脂成形物およびその製造方法 | |
| JPH09141724A (ja) | 湾曲成形体の押出成形方法 | |
| JP2012144023A (ja) | 建材の成形方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080415 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080422 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080521 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110530 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |