JP4205236B2 - ガラス成形機 - Google Patents
ガラス成形機 Download PDFInfo
- Publication number
- JP4205236B2 JP4205236B2 JP04823799A JP4823799A JP4205236B2 JP 4205236 B2 JP4205236 B2 JP 4205236B2 JP 04823799 A JP04823799 A JP 04823799A JP 4823799 A JP4823799 A JP 4823799A JP 4205236 B2 JP4205236 B2 JP 4205236B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- temperature
- core
- pressure
- clamping force
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000007496 glass forming Methods 0.000 title claims 3
- 238000000465 moulding Methods 0.000 claims description 58
- 239000011521 glass Substances 0.000 claims description 32
- 238000010438 heat treatment Methods 0.000 claims description 27
- 238000003825 pressing Methods 0.000 claims description 8
- 238000001514 detection method Methods 0.000 claims description 4
- 230000036760 body temperature Effects 0.000 claims description 2
- 238000001816 cooling Methods 0.000 description 48
- 238000000034 method Methods 0.000 description 24
- 238000010586 diagram Methods 0.000 description 14
- 238000010583 slow cooling Methods 0.000 description 13
- 229910052736 halogen Inorganic materials 0.000 description 8
- 150000002367 halogens Chemical class 0.000 description 8
- 230000007423 decrease Effects 0.000 description 7
- 230000005855 radiation Effects 0.000 description 7
- 238000009826 distribution Methods 0.000 description 5
- 239000010453 quartz Substances 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- 230000003247 decreasing effect Effects 0.000 description 3
- 230000004069 differentiation Effects 0.000 description 3
- 239000011261 inert gas Substances 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/12—Cooling, heating, or insulating the plunger, the mould, or the glass-pressing machine; cooling or heating of the glass in the mould
- C03B11/122—Heating
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、ガラス成形機に関するものである。
【0002】
【従来の技術】
従来、ガラス製のレンズを成形するためのガラス成形機においては、上型コア、下型コア及び胴型から成る金型装置が配設され、前記上型コアと下型コアとの間にレンズの原型であるプリフォームがセットされ、該プリフォームを加圧装置によって加圧するようになっている。
【0003】
この場合、プリフォームがセットされた金型装置が、ガラス成形機における各ステーションを移動させられるようになっている(特開平4−164826号公報参照)。そして、金型装置が所定の温度に達した後に、前記加圧装置による加圧力が金型装置に加えられ、前記プリフォームが加圧され、変形させられてレンズが成形される。
【0004】
【発明が解決しようとする課題】
しかしながら、前記従来のガラス成形機においては、金型装置とガラス成形機本体との接触状態が変化して接触熱コンダクタンスにばらつきが生じ、各成形ショットごとに、加熱時における金型装置とガラス成形機本体との間の伝熱量にばらつきが生じる。その結果、金型装置における昇温時間及び温度分布の再現性が低下してしまう。
【0005】
そこで、成形が行われている間、前記胴型に所定の型締力を加えて型締めを行うようにしたガラス成形機が考えられる。
この場合、金型装置とガラス成形機本体との間の接触熱コンダクタンスが前記型締力に対応する値で安定するので、各成形ショットごとに、加熱時における金型装置とガラス成形機本体との間の伝熱量にばらつきが生じることはない。その結果、金型装置における昇温時間及び温度分布の再現性を向上させることができる。
【0006】
ところで、前記ガラス成形機におけるレンズの製造工程は、加熱工程、加圧工程、徐冷工程及び冷却工程から成り、前記プリフォームが加熱工程において加熱され、加圧工程において加圧され、変形させられてレンズになると、該レンズは徐冷工程において徐冷される。このとき、冷却速度が高すぎると、レンズの内部の温度にむらが生じ、その結果、レンズの収縮量にもむらが生じるので、レンズにひけ、割れ等が発生してしまう。
【0007】
また、徐冷工程において、金型温度の低下に伴い金型装置とガラス成形機本体との間の温度差が変化して小さくなると、金型装置とガラス成形機本体との間の伝熱量が少なくなり、冷却速度にばらつきが生じるだけでなく、冷却速度が低くなる。したがって、レンズを冷却するのに必要な時間が長くなり、成形サイクルが長くなってしまう。
【0008】
本発明は、前記従来のガラス成形機の問題点を解決して、金型装置における昇温時間及び温度分布の再現性を向上させることができるだけでなく、成形サイクルを短くすることができるガラス成形機を提供することを目的とする。
【0009】
【課題を解決するための手段】
そのために、本発明のガラス成形機においては、第1のコア、該第1のコアと対向させて、移動自在に配設された第2のコア、及び第1、第2のコアを包囲する胴型を備えた金型装置と、前記第1、第2のコアを加熱する加熱装置と、前記第2のコアに加圧力を加える加圧装置と、前記胴型に型締力を前記加圧力と同じ向きに加えて型締めを行う型締装置と、前記金型装置の温度を表す金型温度を検出する金型温度検出手段と、前記金型温度が変化して低くなったときに、前記型締力が大きくなるように調整する制御装置とを有する。
【0011】
【発明の実施の形態】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。
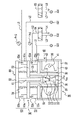
図2は本発明の実施の形態におけるガラス成形機の概念図、図3は本発明の実施の形態における金型装置の概念図である。
図において、10はガラス成形機本体としての型台31の上に載置された金型装置であり、該金型装置10は、第1のコアとしての下型コア11、該下型コア11と対向させて、上下方向に移動自在に配設された第2のコアとしての上型コア12、及び前記下型コア11及び上型コア12を包囲し、該上型コア12を案内するスリーブ状の胴型13を備える。
【0012】
前記下型コア11は、型台31と当接させて配設された大径のヘッド部11a、及び該ヘッド部11aと一体に形成された小径の軸部11bから成り、該軸部11bの上端に成形面S1が形成される。また、前記上型コア12は、大径のヘッド部12a、及び該ヘッド部12aと一体に形成された小径の軸部12bから成り、該軸部12bの下端に成形面S2が形成される。なお、前記成形面S1、S2は成形品としての図示されないガラス製のレンズの形状に対応させて形成される。したがって、下型コア11の上にプリフォーム15をセットし、加熱工程において金型装置10を所定の温度に加熱し、加圧工程において図3に示される矢印A方向に上型コア12に加圧力を加えると、プリフォーム15は成形面S1、S2に合わせて変形させられ、レンズが成形される。
【0013】
前記胴型13の内周面は、下型コア11及び上型コア12を対向させて挿入したときに、各軸部11b、12bの嵌(はめ)合いによって所定の精度で心合せを行うことができるように加工される。
前記ガラス成形機は、胴型13を型台31に対して押し付けることによって、金型装置10と型台31との接触状態を良好にする型締装置50、上型コア12に加圧力を加え、該上型コア12を下方に押し付けることによって、プリフォーム15を変形させる加圧装置60、及び金型装置10を所定の温度に加熱し、該温度を維持する加熱装置40を有する。
【0014】
そして、該加熱装置40は、環状の上プレート35、筒状の側部プレート36、円板状の下プレート37、及び筒状の透明石英管32から成る環状のケーシング39を備え、該ケーシング39内に加熱要素室43が形成される。また、該加熱要素室43内には、ハロゲンランプ41、及び該ハロゲンランプ41を包囲する光学反射ミラー42が配設される。なお、前記透明石英管32内に金型装置10が配設される。
【0015】
したがって、前記ハロゲンランプ41を点灯させると、該ハロゲンランプ41の光、すなわち、赤外線が、透明石英管32を介して金型装置10を照射するとともに、光学反射ミラー42によって反射させられ、かつ、集光させられた後、透明石英管32を介して金型装置10を照射する。ところで、前記光学反射ミラー42は、ハロゲンランプ41の赤外線を反射して主として金型装置10の中央部分を照射するような形状を有する。その結果、金型装置10の中央部分が重点的に加熱されるので、前記プリフォーム15は効率良く加熱される。
【0016】
そして、前記透明石英管32は、成形室20内の気密性を保持するとともに、ハロゲンランプ41の波長域の赤外線をほとんど透過させて金型装置10を有効に加熱する。また、該金型装置10の所定の箇所、例えば、前記胴型13に金型温度検出手段としての第1の熱電対tH1が、前記型台31に本体温度検出手段としての第2の熱電対tH2が配設され、該第1、第2の熱電対tH1、tH2によって検出された温度の変化に対応させて、図示されない制御装置は型締力を調整する。
【0017】
前記型締装置50は、下端を前記胴型13と対向させて上下方向に移動自在に配設された型締ロッド51、該型締ロッド51の上端に取り付けられた環状の型締プレート52、及び前記上プレート35と型締プレート52との間に配設された複数の空圧式の型締シリンダ53を備える。該型締シリンダ53は、前記上プレート35に固定されたシリンダ部53a及び前記型締プレート52に固定されたロッド部53bから成り、圧縮空気によって駆動される。そのために、前記各シリンダ部53aにおいて、ヘッド側空気室53cに空気流路L1を介して圧縮空気源SU1が、ロッド側空気室53dに空気流路L2を介してサーボ弁64がそれぞれ接続される。そして、該サーボ弁64は、空気流路L3を介して圧縮空気源SU2に接続され、空気流路L4を介して大気に連通させられる。なお、前記空気流路L2には、圧縮空気の圧力を検出するための圧力検出器Pr1が配設される。
【0018】
そして、前記加圧装置60は、前記型締ロッド51内において下端を上型コア12と対向させて上下方向に移動自在に配設された加圧ロッド61、該加圧ロッド61の上端に取り付けられた加圧プレート62、及び前記型締プレート52と加圧プレート62との間に配設された複数の空圧式の加圧シリンダ63を備える。該加圧シリンダ63は、前記型締プレート52に固定されたシリンダ部63a及び前記加圧プレート62に固定されたロッド部63bから成り、圧縮空気によって駆動される。そのために、前記各シリンダ部63aにおいて、ヘッド側空気室63cに空気流路L5を介して圧縮空気源SU3が、ロッド側空気室63dに空気流路L6を介してサーボ弁65がそれぞれ接続される。そして、該サーボ弁65は、空気流路L7を介して圧縮空気源SU4に接続され、空気流路L8を介して大気に連通させられる。なお、前記空気流路L6には、圧縮空気の圧力を検出する圧力検出器Pr2が配設される。
【0019】
また、前記上プレート35と型締プレート52との間に、前記型締ロッド51を包囲して第1ベローズ33が、前記型締プレート52と加圧プレート62との間に、前記加圧ロッド61を包囲して第2ベローズ34が配設される。したがって、第1ベローズ33、第2ベローズ34及び加圧プレート62によって前記成形室20を密閉することができる。なお、該成形室20内外を遮断するために、図示されないシール装置が配設されるとともに、成形室20内を真空排気したり、成形室20内に不活性ガスの雰囲気を形成したりするために、図示されない雰囲気形成装置が配設される。
【0020】
そして、前記型締シリンダ53を駆動することによって、成形室20内外を遮断した状態で型締プレート52を上下方向に移動させることができる。なお、型締ロッド51は、型締プレート52に固定されているので、型締シリンダ53の駆動に伴って型締プレート52と共に上下方向に移動させられる。また、加圧シリンダ63を駆動することによって、成形室20内外を遮断した状態で加圧プレート62を上下方向に移動させることができる。なお、前記加圧ロッド61は加圧プレート62に固定されているので、加圧シリンダ63の駆動に伴って加圧プレート62と共に上下方向に移動させられる。
【0021】
ところで、前記圧縮空気源SU1によって一定の圧力PSU1 が発生させられると、ヘッド側空気室53c内は圧力PSU1 に保たれ、圧縮空気源SU3によって一定の圧力PSU3 が発生させられると、ヘッド側空気室63c内は圧力PSU3 に保たれる。これに対して、ロッド側空気室53d内のシリンダ圧力はサーボ弁64によって制御されてPM にされ、ロッド側空気室63d内のシリンダ圧力はサーボ弁65によって制御されてPP にされる。
【0022】
次に、前記構成のガラス成形機の制御回路について説明する。
図4は本発明の実施の形態におけるガラス成形機の制御回路図である。
図において、70は制御装置であり、該制御装置70は型締力制御部71及び加圧力制御部72を備える。前記型締力制御部71は、型締力指令FMrをシリンダ圧力指令PMrに変換する変換部73、前記シリンダ圧力指令PMrと圧力検出器Pr1によって検出されたシリンダ圧力検出値PMSとの偏差ΔPM を演算する演算部74、及び該演算部74によって演算された偏差ΔPM を補償して前記型締力指令FMrに対応する制御出力α1を出力する補償部75から成る。そして、前記制御出力α1はサーボ増幅器76によって増幅されて型締出力α2になり、該型締出力α2はサーボ弁64に送られる。その結果、該サーボ弁64によってシリンダ圧力がPM にされる。
【0023】
一方、前記加圧力制御部72は、加圧力指令FPrをシリンダ圧力指令PPrに変換する変換部77、前記シリンダ圧力指令PPrと圧力検出器Pr2によって検出されたシリンダ圧力検出値PPSとの偏差ΔPP を演算する演算部78、及び該演算部78によって演算された偏差ΔPP を補償して前記加圧力指令FPrに対応する制御出力β1を出力する補償部79から成る。そして、前記制御出力β1はサーボ増幅器80によって増幅されて加圧出力β2になり、該加圧出力β2はサーボ弁65に送られる。その結果、該サーボ弁65によってシリンダ圧力がPP にされる。
【0024】
そして、制御装置70(図4)内の図示されない型締力調整手段は、加熱工程において、あらかじめ設定された型締力指令FMrに基づいてシリンダ圧力PM を発生させ、該シリンダ圧力PM に対応する型締力を金型装置10(図3)、例えば、胴型13に加え、該胴型13を型台31に押し付ける。
したがって、金型装置10と型台31との接触状態が安定し、接触熱コンダクタンスにばらつきが生じるのを防止することができるので、各成形ショットごとに、加熱時における金型装置10と型台31との間の伝熱量にばらつきが生じることはない。その結果、金型装置10における昇温時間及び温度分布の再現性を向上させることができる。
【0025】
また、前記制御装置70内の図示されない加圧力調整手段は、加圧工程において、あらかじめ設定された加圧力指令FPrに基づいてシリンダ圧力PP を発生させ、該シリンダ圧力PP 対応する加圧力を前記上型コア12に加え、プリフォーム15を変形させる。
次に、徐冷工程及び冷却工程において、型締力が冷却速度に与える影響について説明する。なお、冷却速度は、徐冷工程において徐冷が、冷却工程において冷却が行われる際の、金型温度の変化又は成形機本体の温度の変化である。
【0026】
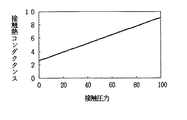
図5は接触圧力と接触熱コンダクタンスとの関係図、図6は接触熱コンダクタンスと冷却速度との関係図である。なお、図5において、横軸に接触圧力を、縦軸に接触熱コンダクタンスを、図6において、横軸に接触熱コンダクタンスを、縦軸に冷却速度を採ってある。
図5に示されるように、金型装置10(図3)と型台31との間の接触圧力が大きいほど接触熱コンダクタンスが大きくなって、伝熱量が多くなる。また、図6に示されるように、接触熱コンダクタンスが大きいほど冷却速度が高くなる。したがって、伝熱量を多く、冷却速度を高くしようとする場合には型締力を大きくし、伝熱量を少なく、冷却速度を低くしようとする場合には型締力を小さくすればよいことが分かる。
【0027】
ところで、前記伝熱量をqとし、金型装置10と型台31との間の温度差をΔθとし、接触熱コンダクタンスを1/Rとすると、前記伝熱量qは、
q=Δθ/R
で表すことができる。したがって、前記温度差Δθが変化した場合に、伝熱量qを一定に維持するためには、接触熱コンダクタンス1/Rを変化させればよいことが分かる。また、接触圧力と接触熱コンダクタンスとは、図5に示されるような関係を有する。
【0028】
そこで、本実施の形態においては、金型温度の変化、すなわち、前記第1の熱電対tH1によって検出された胴型13の温度の変化に対応させて、型締力を調整し、接触圧力を変化させることによって、伝熱量qを制御するようにしている。
すなわち、前記型締力調整手段は、徐冷工程及び冷却工程において、あらかじめ設定された冷却速度に従って徐冷及び冷却が行われるように型締力を調整する。例えば、冷却工程において冷却速度指令が大きくされると、型締力が大きくされ、伝熱量qが多くなり、放熱量が多くされる。したがって、冷却速度を高くすることができるので、冷却工程に必要とされる時間を短くなり、成形サイクルを短くすることができる。
【0029】
次に、前記構成のガラス成形機の動作について説明する。
図7は本発明の実施の形態におけるガラス成形機の動作を示すタイムチャートである。
まず、タイミングt1で、プリフォーム15(図2)がセットされた金型装置10が成形室20内に投入される(金型投入)とともに、成形室20内が真空排気された後、不活性ガスが充填(てん)される(ガス置換)。続いて、タイミングt2で、型締シリンダ53が駆動され、型締ロッド51が下方に移動させられて、胴型13に第1の型締力F11が加えられ、胴型13が型台31に押し付けられて型締めが開始される。また、このとき、加熱工程が開始され、加熱装置40のハロゲンランプ41が通電させられて金型装置10の加熱が開始される。
【0030】
そして、タイミングt3で金型温度がT1に達すると、加熱工程が終了して加圧工程が開始され、加圧シリンダ63が駆動され、加圧ロッド61が下方に移動させられて、上型コア12に第1の加圧力F21が加えられ、上型コア12が下方に移動させられてプリフォーム15が変形させられる。なお、金型装置10の加熱を開始した後、所定の時間が経過したときに加圧シリンダ63の駆動を開始することもできる。
【0031】
続いて、所定の時間加圧が行われると、タイミングt4で加圧工程が終了して徐冷工程が開始され、上型コア12に前記第1の加圧力F21より小さい第2の加圧力F22が加えられる。また、ハロゲンランプ41の通電が停止させられ、金型装置10が徐冷される。そして、値δθref1に設定された冷却速度指令δθref に従って型締力指令FMrが発生させられ、該型締力指令FMrに基づいてシリンダ圧力PM が発生させられる。その結果、胴型13に第1の型締力F11より高い第2の型締力F12が加えられ、放熱量が多くされる。なお、前記加圧シリンダ63の駆動が開始された後、プリフォーム15が所定量だけ変形したときに、上型コア12に第2の加圧力F22を加えることもできる。
【0032】
そして、タイミングt5で前記金型温度がT1より低いT2に達すると、徐冷工程が終了して冷却工程が開始され、加圧シリンダ63が駆動され、加圧ロッド61が上方限位置まで後退させられて加圧が終了される。また、このとき、前記成形室20内に冷却用の不活性ガスが注入され、金型装置10の冷却が開始される。そして、値δθref2に設定された冷却速度指令δθref に従って型締力指令FMrが発生させられ、該型締力指令FMrに基づいてシリンダ圧力PM が発生させられる。その結果、胴型13に第2の型締力F12より高い第3の型締力F13が加えられ、放熱量が一層多くされる。
【0033】
次に、タイミングt6で前記金型温度がT3(取出温度)に達すると、冷却工程が終了し、型締シリンダ53が駆動され、型締ロッド51が上方限位置まで後退させられて型締めが終了される(型締解除)。そして、不活性ガスの注入が停止させられ、金型装置10が成形室20から取り出されるとともに、型開きが行われ、成形されたレンズが下型コア11から取り出される(取出)。
【0034】
このように、胴型13には、徐冷工程で第2の型締力F12が、冷却工程で第3の型締力F13が加えられることになり、しかも、
F12<F13
になる。
そして、冷却工程において、型締力が大きくなり、伝熱量qが多くなるとともに、放熱量が多くなる。したがって、金型装置10の冷却速度を高くすることができ、成形サイクルを短くすることができる。
【0035】
次に、放熱量制御装置について説明する。
図1は本発明の実施の形態における放熱量制御装置のブロック図、図8は本発明の実施の形態における制御演算回路のブロック図である。
図において、70は制御装置、71は型締力制御部、76はサーボ増幅器、81は型締力指令演算部、Pr1は圧力検出器、tH1は第1の熱電対である。
【0036】
前記型締力制御部71は、型締力指令演算部81から送られた型締力指令FMr、及び圧力検出器Pr1によって検出されたシリンダ圧力検出値PMSに基づいて制御出力α1を発生させ、該制御出力α1をサーボ増幅器76に送る。
そして、前記型締力指令演算部81は、前記第1の熱電対tH1によって検出された温度θ1を読み込むとともに、あらかじめ設定され、かつ、図示されないメモリに格納された金型温度変化指令としての冷却速度指令δθref を読み出し、前記型締力指令FMrを発生させる。そのために、前記型締力指令演算部81は制御演算回路82及び微分回路83を備え、該微分回路83は温度θ1を微分することによって金型温度の変化率δθ1を算出し、前記制御演算回路82は前記冷却速度指令δθref 及び変化率δθ1に基づいて前記型締力指令FMrを発生させる。
【0037】
そして、前記制御演算回路82は制御演算器84、85、減算器86及び加算器87を備える。前記減算器86は冷却速度指令δθref と変化率δθ1との偏差を算出し、該偏差を制御演算器85に送る。該制御演算器85は偏差を演算し、演算値を加算器87に送る。また、制御演算器84は前記冷却速度指令δθref を演算し、演算値を加算器87に送る。該加算器87は制御演算器84、85の各演算値を加算し、加算結果を型締力指令FMrとして出力する。
【0038】
このように、胴型13(図3)の温度θ1に基づいて型締力指令FMrが発生させられるので、胴型13の温度θ1の変化に対応させて、型締力を調整し、接触圧力を変化させ、放熱量を調整することができる。したがって、金型装置10の冷却速度を最適な値にすることができる。また、レンズの内部の温度を均一にすることができるので、冷却に伴ってレンズの収縮量にむらが生じることがなくなる。その結果、レンズにひけ、割れ等が発生するのを防止することができる。
【0039】
また、徐冷工程において、金型温度の低下に伴って金型装置10と型台31との間の温度差Δθが変化して小さくなっても、それに対応させて放熱量qを少なくすることができるので、冷却速度にばらつきが生じるのを防止することができるだけでなく、冷却速度が低くなるのを防止することができる。
したがって、レンズを冷却するのに必要な時間が短くなるので、成形サイクルを短くすることができる。
【0040】
本実施の形態においては、第1の熱電対tH1によって胴型13の温度θ1を検出し、該温度θ1に基づいて変化率δθ1を算出しているが、第1の熱電対tH1によって胴型13の温度θ1を検出し、第2の熱電対tH2によって型台31の温度θ2を検出し、温度差Δθ
Δθ=θ1−θ2
に基づいて変化率を算出することもできる。その場合、前記制御装置70内に温度差演算器が配設される。そして、前記制御装置70によって温度θ1、θ2が読み込まれると、温度差演算器は、θ1、θ2に基づいて温度差Δθを算出し、該温度差Δθを微分回路83に送る。
【0041】
また、本実施の形態においては、徐冷工程及び冷却工程において金型装置10を冷却する場合について説明しているが、加熱工程において金型装置10を加熱する場合に適用することもできる。
なお、本発明は前記実施の形態に限定されるものではなく、本発明の趣旨に基づいて種々変形させることが可能であり、それらを本発明の範囲から排除するものではない。
【0042】
【発明の効果】
以上詳細に説明したように、本発明によれば、ガラス成形機においては、第1のコア、該第1のコアと対向させて、移動自在に配設された第2のコア、及び第1、第2のコアを包囲する胴型を備えた金型装置と、前記第1、第2のコアを加熱する加熱装置と、前記第2のコアに加圧力を加える加圧装置と、前記胴型に型締力を前記加圧力と同じ向きに加えて型締めを行う型締装置と、前記金型装置の温度を表す金型温度を検出する金型温度検出手段と、前記金型温度が変化して低くなったときに、前記型締力が大きくなるように調整する制御装置とを有する。
【0043】
この場合、金型装置とガラス成形機本体との接触状態が安定し、接触熱コンダクタンスにばらつきが生じるのを防止することができるので、各成形ショットごとに、加熱時における金型装置とガラス成形機本体との間の伝熱量にばらつきが生じることはない。その結果、金型装置における昇温時間及び温度分布の再現性を向上させることができる。
【0044】
また、金型温度が変化して低くなったときに、型締力が大きくなるように調整されるので、金型温度の変化に対応させて接触圧力を変化させ、放熱量を調整することができる。したがって、金型装置の冷却速度を最適な値にすることができる。しかも、成形品の内部の温度を均一にすることができるので、冷却に伴って成形品の収縮量にむらが生じることがなくなる。その結果、成形品にひけ、割れ等が発生するのを防止することができる。
【0045】
また、徐冷工程において、金型温度の低下に伴って金型装置とガラス成形機本体との間の温度差が変化して小さくなっても、それに対応させて放熱量を少なくすることができるので、冷却速度にばらつきが生じるのを防止することができるだけでなく、冷却速度が低くなるのを防止することができる。
したがって、成形品を冷却するのに必要な時間が短くなるので、成形サイクルを短くすることができる。
【図面の簡単な説明】
【図1】本発明の実施の形態における放熱量制御装置のブロック図である。
【図2】本発明の実施の形態におけるガラス成形機の概念図である。
【図3】本発明の実施の形態における金型装置の概念図である。
【図4】本発明の実施の形態におけるガラス成形機の制御回路図である。
【図5】接触圧力と接触熱コンダクタンスとの関係図である。
【図6】接触熱コンダクタンスと冷却速度との関係図である。
【図7】本発明の実施の形態におけるガラス成形機の動作を示すタイムチャートである。
【図8】本発明の実施の形態における制御演算回路のブロック図である。
【符号の説明】
11 下型コア
12 上型コア
13 胴型
31 型台
40 加熱装置
50 型締装置
60 加圧装置
70 制御装置
tH1、tH2 第1、第2の熱電対
Claims (2)
- (a)第1のコア、該第1のコアと対向させて、移動自在に配設された第2のコア、及び第1、第2のコアを包囲する胴型を備えた金型装置と、
(b)前記第1、第2のコアを加熱する加熱装置と、
(c)前記第2のコアに加圧力を加える加圧装置と、
(d)前記胴型に型締力を前記加圧力と同じ向きに加えて型締めを行う型締装置と、
(e)前記金型装置の温度を表す金型温度を検出する金型温度検出手段と、
(f)前記金型温度が変化して低くなったときに、前記型締力が大きくなるように調整する制御装置とを有することを特徴とするガラス成形機。 - (a)第1のコア、該第1のコアと対向させて、移動自在に配設された第2のコア、及び第1、第2のコアを包囲する胴型を備えた金型装置と、
(b)前記第1、第2のコアを加熱する加熱装置と、
(c)前記第2のコアに加圧力を加える加圧装置と、
(d)前記胴型に型締力を前記加圧力と同じ向きに加えて型締めを行う型締装置と、
(e)前記金型装置の温度を表す金型温度を検出する金型温度検出手段と、
(f)前記金型装置がセットされるガラス成形機本体の温度を検出する本体温度検出手段と、
(g)前記金型温度とガラス成形機本体の温度との温度差が小さくなったときに、前記型締力が大きくなるように調整する制御装置とを有することを特徴とするガラス成形機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP04823799A JP4205236B2 (ja) | 1999-02-25 | 1999-02-25 | ガラス成形機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP04823799A JP4205236B2 (ja) | 1999-02-25 | 1999-02-25 | ガラス成形機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000247656A JP2000247656A (ja) | 2000-09-12 |
| JP4205236B2 true JP4205236B2 (ja) | 2009-01-07 |
Family
ID=12797850
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP04823799A Expired - Fee Related JP4205236B2 (ja) | 1999-02-25 | 1999-02-25 | ガラス成形機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4205236B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4780982B2 (ja) * | 2005-03-14 | 2011-09-28 | Hoya株式会社 | モールドプレス成形装置および光学素子の製造方法 |
| JP2008056502A (ja) * | 2006-08-29 | 2008-03-13 | Toshiba Mach Co Ltd | 光学素子成形装置 |
-
1999
- 1999-02-25 JP JP04823799A patent/JP4205236B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000247656A (ja) | 2000-09-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1712347A1 (en) | Pressing/molding apparatus, mold, and pressing/molding method | |
| JP4205236B2 (ja) | ガラス成形機 | |
| KR20010053073A (ko) | 광학 소자의 성형 방법 및 그 성형 장치 | |
| JP4150268B2 (ja) | プレス成形体の成形装置,成形方法及びガラス光学素子の成形方法 | |
| JP2004090326A (ja) | 成形用金型 | |
| JP4205235B2 (ja) | ガラス成形機 | |
| US5264016A (en) | Method for manufacturing glass lenses | |
| JP4400798B2 (ja) | ガラス成形機及びガラス成形方法 | |
| JP3921005B2 (ja) | ガラス成形機 | |
| JP2000044257A (ja) | ガラス成形機 | |
| JP4065143B2 (ja) | 成形用金型 | |
| JP3768845B2 (ja) | 光学素子の成形装置 | |
| JP2000247654A (ja) | ガラス成形機 | |
| JP2946003B2 (ja) | 光学素子の成形方法および装置 | |
| CN102431163A (zh) | 制造光学部件的方法和用于制造光学部件的装置 | |
| JP2000053429A (ja) | ガラス成形機 | |
| JP4580677B2 (ja) | ガラス成形装置 | |
| JP2000169159A (ja) | ガラス素子の成形装置及び成形方法 | |
| JPH0248498B2 (ja) | Kogakubuhinnoseikeisochi | |
| JP2004091237A (ja) | 成形用金型及び成形機 | |
| JPH04338120A (ja) | ガラス光学素子の成形方法 | |
| JP4557416B2 (ja) | ガラスと成形型の加熱方法 | |
| JP2003137568A (ja) | ガラス素子の成形装置 | |
| JPH03237025A (ja) | 光学素子の成形装置 | |
| JPH05310435A (ja) | 光学素子の成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050607 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080617 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080811 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081014 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081016 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111024 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |