JP4390937B2 - ガラス板分割方法及び装置 - Google Patents
ガラス板分割方法及び装置 Download PDFInfo
- Publication number
- JP4390937B2 JP4390937B2 JP33410799A JP33410799A JP4390937B2 JP 4390937 B2 JP4390937 B2 JP 4390937B2 JP 33410799 A JP33410799 A JP 33410799A JP 33410799 A JP33410799 A JP 33410799A JP 4390937 B2 JP4390937 B2 JP 4390937B2
- Authority
- JP
- Japan
- Prior art keywords
- glass plate
- glass
- scribe line
- dividing
- laser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011521 glass Substances 0.000 title claims description 84
- 238000000034 method Methods 0.000 title claims description 13
- 230000001678 irradiating effect Effects 0.000 claims description 5
- 238000001816 cooling Methods 0.000 claims description 4
- 238000005507 spraying Methods 0.000 claims description 3
- 239000002826 coolant Substances 0.000 claims 4
- 230000011218 segmentation Effects 0.000 claims 1
- 239000003507 refrigerant Substances 0.000 description 10
- 230000003287 optical effect Effects 0.000 description 9
- 238000010586 diagram Methods 0.000 description 8
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 6
- 239000000758 substrate Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 238000007664 blowing Methods 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images










Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/09—Severing cooled glass by thermal shock
- C03B33/091—Severing cooled glass by thermal shock using at least one focussed radiation beam, e.g. laser beam
- C03B33/093—Severing cooled glass by thermal shock using at least one focussed radiation beam, e.g. laser beam using two or more focussed radiation beams
Landscapes
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Optics & Photonics (AREA)
- Thermal Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Laser Beam Processing (AREA)
Description
【発明の属する技術分野】
本発明は、ガラスカッターホイールによるスクライブ後にレーザ照射してガラス板を分割する方法および装置に関する。
【0002】
【従来の技術】
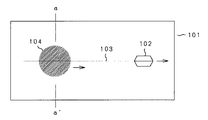
図1に示すように、ガラス板101上にガラスカッターホイール102を移動させてスクライブ線103を形成し、そのスクライブ線103の直上にレーザによるビームスポット104を照射することでガラス板101を分割する加工工法がある。
【0003】
【発明が解決しようとする課題】
この加工工法においては以下の問題点があった。
▲1▼ガラスカッターホイール102の一般的なスクライブ速度が300/mm(このときのスクライブ条件は後で示すものと同じ)であるのに対し、レーザ照射によるガラス板分割速度、つまりビームスポットの移動速度は、30mm/sec以下に制限されるため、ガラス加工速度が著しく遅くなる。
▲2▼しかも分割したガラス板の端面の品質がよくない。
【0004】
図2は、図1におけるラインa−a'の断面からレーザスポットの進行方向と逆方向に見たときのガラス板内の発生応力を示している。ガラス板101を表面的に見れば、スクライブ線103を境として二つに分断されており、そのスクライブ線の直下にはガラス表面からガラスの厚み方向へ垂直クラックが発生している。そこにビームスポットが照射され、スクライブ線上のガラスがガラスの溶融点以下の温度で熱せられると、熱せられた領域は膨張しようとするが、ガラスが溶融しないため、その反力として、スクライブ線直下の垂直クラックを閉じようとする圧縮応力が生じる。そして、スポットが通り過ぎたのちガラスが常温へ戻る過程で、垂直クラックを進展させようとする応力が発生する。このようにスポットの移動に伴って、垂直クラックを閉じようとする圧縮の応力が発生した後に、進展させようとする応力が生じるため、全体として垂直クラックを進展させる速度が遅くなると思われる。
【0005】
図3は、ガラス板101が分割された端面を示す。その端面一面にわたって筋状の模様(ハックルマーク106)が発生している。このハックルマーク106は局所的にそれぞれ発生した亀裂の進展方向が模様として表れたものである。このようなハックルマーク106が発生したものは分割面として良くないとガラス業界で認識されている。
【0006】
本発明は、上述した課題を解決するためになされたものであり、加工速度を向上でき、かつ加工端面の品質を改善したガラスの分割方法および装置を提供することを目的とする。
【0007】
【課題を解決するための手段】
本発明は、ガラスカッターホイールの移動によりガラス板表面にスクライブ線を形成し、そのスクライブ線に対しレーザを照射してガラス板を分割する方法において、
前記レーザを、前記スクライブ線を跨いで対をなすビームスポットにして照射し、かつ先行するガラスカッターの移動に同期もしくは追従して移動させることを特徴とする。
【0008】
上記ビームスポットの後方側のスクライブ線上を冷媒で冷却するか、ビームスポットの後方を冷媒で冷却すると、加工速度や加工品質が更に改善される。
【0009】
【発明の実施の形態】
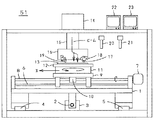
図4は本発明の第1の実施形態を示したガラス分割装置50の正面図である。台座1は、当紙面と垂直方向のボールネジ2をモータ3により軸回転させることにより、2列のレール4,5に沿って紙面に垂直な(Y)方向に移動する。その台座1の上面には、左右(X)方向にガイド6とモータ7により軸回転するボールネジ8が設けられている。そのボールネジ8は第2の台座9に設けたボールナット10に螺合しており、これにより、モータ7が回転すると、台座9はガイド6に沿ってX方向に移動する。台座9上にはθ回転機構11を介してテーブル12が備えられ、そのテーブル12上にはガラス基板13が吸引固定される。
【0010】
14はレーザ発振部であり、ここで発振したレーザ光のビームは鏡筒部15から支持ユニット16へ導かれる。この支持ユニット16には、鏡筒部15の筒中心軸より右側下端に、カッターホイールチップ17を回転自在に保持するチップホルダー18が昇降自在に設けられる。
【0011】
図5は、鏡筒部15および支持ユニット16内の光学系を示している。レーザ発振部14よりの水平方向のビーム31は鏡筒部15内に位置するミラー32により下方に導かれ、次いでビームエキスパンダ33によって、所定径のビームに整形される。そのビームはミラー34により、水平方向に向きを変えられ、支持ユニット16内へ導かれる。
【0012】
支持ユニット16へ導かれたビームは、ビームスプリッタ35によって、直進するビーム31aと、水平方向に90°方向を変えたビーム31bとに二分される。ビーム31bは、ミラー36によって下方に向きが変えられ、その光路途中に設けた円柱レンズ37によって、ガラス板13上に楕円のビームスポット38が形成される。
【0013】
他方のビーム31aはミラー39により、水平方向に90°方向が変えられ、そしてミラー40によって下方に向きが変えられ、その光路途中に設けた円柱レンズ41によって、ガラス板13上に楕円のビームスポット42が形成される。これらのビームスポット38、42は、カッターホイールチップ17の後方(ガラス板13の移動方向における下流側)にあり、かつ、このカッターホイールチップ17によるスクライブ線Lの両側にそれぞれ位置する。
【0014】
図4に戻り、ガラス基板13に刻印されたアライメントマークを撮影するCCDカメラ20、21で撮影されたアライメントマークは画像認識装置により、その位置が認識され、これにより、テーブル12にセットしたガラス基板13の位置ずれを知ることができる。22、23はCCDカメラ20、21による撮影像を表示するモニターである。
【0015】
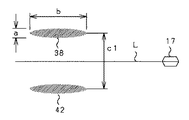
図6は、ビームスポット38および42の大きさおよび位置関係を示した平面図である。各ビームスポットのサイズは、
短軸a:0.5mm〜10mm
長軸b:10mm〜50mm
両ビームスポット間の間隔c1:0.5mm〜20mm
の範囲が好ましい。尚、カッターホイールチップ17とビームスポットとの距離は随意でよい。
【0016】
スクライブ条件としては、
ガラス板の厚み:0.7t
刃先角度:125°
刃先荷重:1.4kgf
とし、ビームスポットをスクライブ速度に追従させて移動させたところ、その移動速度の上限は300mm/secであり、このとき、ビームの照射によるガラス表面の温度はガラスの溶融点よりも低くする。このようにスクライブ線を対称に間隔を設けてビームスポットを照射しているため、スクライブ線直下の垂直クラックには、垂直クラックを進展させる応力が均等に作用する。そして一気にガラスを割断してしまうため、図1による分割加工法に比べると分割速度が速く、かつ分割端面に図3に示したようなハックルマークは生じない。
【0017】
図6ではビームスポット38、42は、その長軸がスクライブ方向に平行であったが、円柱レンズ37および41を光軸に対して90°向きを変えれば図7に示すように、短軸がスクライブ方向と平行なビームスポット38a、42aが得られ、この場合の両ビームスポット間の間隔c2は、10.5mm〜80mmとなる。
【0018】
又、円柱レンズの替わりに通常の集光レンズを用いれば図8に示す円形のビームスポット38b、42bが得られ、その場合のビーム径dは2mm〜25mmでビームスポット間の間隔c3は、2.5mm〜45.5mmとなる。
【0019】
図9は、スクライブ線Lを境として2対のビームスポットを形成するための光学系を示す。36’、40’をビームスプリッタとし、ここで下方に反射したビームは、図5の場合と同様に、円柱レンズ37、41を通り、ビームスポット38、42が形成される一方、前記ビームスプリッタ36’、40’を透過したビームは別途設けたミラー36a、40aで下方に反射され、そしてそれぞれが不図示の円柱レンズを通って、ビームスポット38’、42’が形成される。
【0020】
円柱レンズ37、41に替えて集光レンズとすれば、図10に示すように、2対の円のビースポットが得られる。
【0021】
図11に示したガラス分割装置51は、支持ユニット16に、冷媒として水ジェット、Heガス、N2ガスやCO2を吹き付けるための冷媒ノズル19を備えたものであり、図12に示すように、ビームスポット38、42の下流側のスクライブ線L上のスポットQに冷媒が吹き付けられるよう、冷媒ノズル19がセットされる。
【0022】
図12のガラス分割では、上記と同じスクライブ条件において、400mm/secまでのスクライブ速度に追従してビームスポットを移動させることができた。これはスクライブ線上を冷却することで、スクライブ線直下の垂直クラックを進展させる応力を増す効果によるものと思われる。
【0023】
図13は、各ビームスポット38および42のそれぞれ下流側のスポットQ1、Q2に冷媒を吹き付けるための冷媒ノズル19a、19bを備える。
【0024】
図13のガラス分割では、13'で示されるように、2枚のガラスを張り合わせた基板のような貼り合わせ時の応力が潜在する基板の分割に効果がある。これは冷却条件を異ならせることでスクライブ線直下の垂直クラックに作用する応力を敢えてアンバランスにする必要が生じるためである。
【0025】
【発明の効果】
以上説明したように、本発明は、ガラスカッターホイールによりガラス板表面に形成したスクライブ線に対し、レーザを照射する際、スクライブ線を跨いで対をなすビームスポットにして照射し、そのビームスポット自身を先行するガラスカッターの移動に同期もしくは追従して移動させるようにしたので、通常のスクライブ速度でビームスポットを移動させてガラス板を分割することができ、かつ分割端面の品質もよい。
【図面の簡単な説明】
【図1】 レーザ照射による従来のガラス分割法を示した図
【図2】 レーザ照射によるガラス表面の応力発生を示した図
【図3】 分割端面の様子を示した図
【図4】 本発明のガラス分割装置の1実施形態を示した正面図
【図5】 図4の装置における光学系の構成図
【図6】 図4の装置で照射されるビームスポットの位置および大きさを示した図
【図7】 図6において別の形状としたビームスポットの図
【図8】 図6において別の形状としたビームスポットを示した図
【図9】 図5に示した光学系の変形を示した図
【図10】 図9の装置におけるビームスポットの変形例を示した図
【図11】 本発明の第2の実施形態を示した正面図
【図12】 図11の装置における光学系の構成図
【図13】 図11の装置において冷媒ノズルを2基備えた光学系の構成図
【符号の説明】
1 台座
11 θ回転機構
12 テーブル
13、13' ガラス板
14 レーザ発振部
15 鏡筒部
16 支持ユニット
17 カッターホィールチップ
18 チップホルダー
19 冷媒ノズル
20、21 CCDカメラ
22、23 モニター
35 ビームスプリッタ
38、42 ビームスポット
50、51 ガラス分割装置
Claims (8)
- ガラスカッターホイールの移動によりガラス板表面にスクライブ線を形成し、そのスクライブ線に対しレーザを照射してガラス板を分割する方法において、
前記レーザを、前記スクライブ線を跨いで対をなすビームスポットにして照射し、かつ先行するガラスカッターの移動に同期もしくは追従して移動させることを特徴とするガラス板分割方法。 - ガラスカッターホイールの移動によりガラス板表面にスクライブ線を形成し、そのスクライブ線に対しレーザを照射してガラス板を分割する方法において、
前記レーザを、前記スクライブ線を跨いで対をなすビームスポットにして照射し、かつ先行するガラスカッターの移動に同期もしくは追従して移動させ、更に、ビームスポットの後方側のスクライブ線上を冷媒で冷却することを特徴とするガラス板分割方法。 - ガラスカッターホイールの移動によりガラス板表面にスクライブ線を形成し、そのスクライブ線に対しレーザを照射してガラス板を分割する方法において、
前記レーザを、前記スクライブ線を跨いで対をなすビームスポットにして照射し、かつ先行するガラスカッターの移動に同期もしくは追従して移動させ、更に、ビームスポットの後方を冷媒で冷却することを特徴とするガラス板分割方法。 - ガラス板がセットされるテーブルと、前記テーブルを移動させるテーブル移動機構と、前記テーブルの移動方向に沿ってガラスカッターホイールおよびレーザ照射手段を備えてなるガラス板分割装置において、
前記レーザ照射手段は、前記ガラスカッターホイールによりガラス板表面に形成されたスクライブ線を跨いで対をなすビームスポットを形成することを特徴とするガラス板分割装置。 - ガラス板がセットされるテーブルと、前記テーブルを移動させるテーブル移動機構と、前記テーブルの移動方向に沿ってガラスカッターホイールおよびレーザ照射手段を備えてなるガラス板分割装置において、
前記レーザ照射手段は、前記ガラスカッターホイールによりガラス板表面に形成されたスクライブ線を跨いで対をなすビームスポットを形成し、それらのビームスポットの後方側のスクライブ線上を冷却するための冷媒吹き付け手段を備えたことを特徴とするガラス板分割装置。 - ガラス板がセットされるテーブルと、前記テーブルを移動させるテーブル移動機構と、前記テーブルの移動方向に沿ってガラスカッターホイールおよびレーザ照射手段を備えてなるガラス板分割装置において、
前記レーザ照射手段は、前記ガラスカッターホイールによりガラス板表面に形成されたスクライブ線を跨いで対をなすビームスポットを形成し、それらのビームスポットの後方を冷却するための冷媒吹き付け手段を備えたことを特徴とするガラス板分割装置。 - 前記対のビームスポットが、スクライブ線を対称に間隔を設けて照射されていることを特徴とする請求項1〜3のいずれかに記載のガラス板分割方法。
- 前記対のビームスポットが、スクライブ線を対称に間隔を設けて照射されていることを特徴とする請求項4〜6のいずれかに記載のガラス板分割装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33410799A JP4390937B2 (ja) | 1999-11-25 | 1999-11-25 | ガラス板分割方法及び装置 |
| KR1020000065892A KR100644334B1 (ko) | 1999-11-25 | 2000-11-07 | 글래스 기판 분할방법 및 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33410799A JP4390937B2 (ja) | 1999-11-25 | 1999-11-25 | ガラス板分割方法及び装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001151525A JP2001151525A (ja) | 2001-06-05 |
| JP2001151525A5 JP2001151525A5 (ja) | 2006-12-28 |
| JP4390937B2 true JP4390937B2 (ja) | 2009-12-24 |
Family
ID=18273612
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP33410799A Expired - Fee Related JP4390937B2 (ja) | 1999-11-25 | 1999-11-25 | ガラス板分割方法及び装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4390937B2 (ja) |
| KR (1) | KR100644334B1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11075496B2 (en) | 2018-06-28 | 2021-07-27 | Samsung Electronics Co., Ltd. | Laser dicing device, method of laser beam modulation, and method of dicing a substrate |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100631304B1 (ko) * | 1999-12-24 | 2006-10-04 | 삼성전자주식회사 | 레이저 빔을 이용한 유리기판 절단 장치 및 그 방법 |
| KR100700997B1 (ko) * | 2001-06-21 | 2007-03-28 | 삼성전자주식회사 | 기판 다중 절단 방법 및 이를 수행하기 위한 기판 다중절단 장치 |
| WO2003008168A1 (en) * | 2001-07-16 | 2003-01-30 | Mitsuboshi Diamond Industrial Co., Ltd. | Scribing device for fragile material substrate |
| CN1223531C (zh) * | 2001-07-25 | 2005-10-19 | 弗拉基米尔·斯捷潘诺维奇·孔德拉坚科 | 脆性的非金属材料的切割方法 |
| KR100822198B1 (ko) * | 2002-06-01 | 2008-04-16 | 삼성에스디아이 주식회사 | 비금속 재료의 절단 장치 및 절단 방법 |
| KR100497568B1 (ko) * | 2002-08-31 | 2005-06-23 | 주식회사 에쎌텍 | 취성재료 절단용 레이저장치 |
| CN100528507C (zh) * | 2002-11-06 | 2009-08-19 | 三星钻石工业股份有限公司 | 划线形成设备和划线形成方法 |
| KR20040046421A (ko) * | 2002-11-27 | 2004-06-05 | 주식회사 이오테크닉스 | 레이저를 이용한 취성재료 절단장치 및 방법 |
| JP2005247603A (ja) * | 2004-03-02 | 2005-09-15 | Okamoto Glass Co Ltd | ガラス製品あるいは結晶化ガラス製品の加工方法及び製造方法 |
| CN101043992B (zh) * | 2004-10-01 | 2011-03-23 | 三星钻石工业股份有限公司 | 脆性材料的划线方法以及划线装置 |
| DE102005038027A1 (de) | 2005-08-06 | 2007-02-08 | Jenoptik Automatisierungstechnik Gmbh | Verfahren zum Durchtrennen von spröden Flachmaterialien |
| JP5102557B2 (ja) * | 2007-08-09 | 2012-12-19 | 三星ダイヤモンド工業株式会社 | サファイア基板の分断方法 |
| JP5011048B2 (ja) * | 2007-09-27 | 2012-08-29 | 三星ダイヤモンド工業株式会社 | 脆性材料基板の加工方法 |
| US9212081B2 (en) * | 2012-11-21 | 2015-12-15 | Corning Incorporated | Methods of cutting a laminate strengthened glass substrate |
| US11420894B2 (en) * | 2015-04-24 | 2022-08-23 | Nanoplus Ltd. | Brittle object cutting apparatus and cutting method thereof |
| JP6355001B2 (ja) * | 2017-03-29 | 2018-07-11 | 三星ダイヤモンド工業株式会社 | 基板ブレーク装置 |
| JP2020531392A (ja) * | 2017-08-25 | 2020-11-05 | コーニング インコーポレイテッド | アフォーカルビーム調整アセンブリを用いて透明被加工物をレーザ加工するための装置及び方法 |
-
1999
- 1999-11-25 JP JP33410799A patent/JP4390937B2/ja not_active Expired - Fee Related
-
2000
- 2000-11-07 KR KR1020000065892A patent/KR100644334B1/ko not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11075496B2 (en) | 2018-06-28 | 2021-07-27 | Samsung Electronics Co., Ltd. | Laser dicing device, method of laser beam modulation, and method of dicing a substrate |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20010051496A (ko) | 2001-06-25 |
| JP2001151525A (ja) | 2001-06-05 |
| KR100644334B1 (ko) | 2006-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4390937B2 (ja) | ガラス板分割方法及び装置 | |
| KR102692294B1 (ko) | 레이저 가공 장치 및 레이저 가공 방법 | |
| JP4156513B2 (ja) | 脆性材料基板のスクライブ方法およびスクライブ装置 | |
| KR101190173B1 (ko) | 취성 재료 기판의 분단 방법 | |
| TWI299293B (ja) | ||
| TWI462792B (zh) | Lightning scribing method and mine scribing device for brittle material substrate | |
| KR101306673B1 (ko) | 모따기 가공 장치 | |
| JP2001130921A (ja) | 脆性基板の加工方法及び装置 | |
| JP2011230940A (ja) | 脆性材料基板の割断方法 | |
| KR20100087371A (ko) | 취성 재료 기판의 모따기 가공 방법 및 모따기 가공 장치 | |
| CN100411825C (zh) | 脆性材料基板的划线装置和脆性材料基板的划线方法 | |
| JP2010090010A (ja) | 脆性材料基板の割断方法及び割断装置 | |
| TWI292352B (ja) | ||
| JP4080484B2 (ja) | 脆性材料基板のスクライブ方法およびスクライブ装置 | |
| KR100647454B1 (ko) | 취성재료 기판의 스크라이브 장치 및 스크라이브 방법 | |
| KR101442067B1 (ko) | 취성 재료 기판의 할단 방법 | |
| JP4615231B2 (ja) | スクライブ装置およびこの装置を用いたスクライブ方法 | |
| JP5123923B2 (ja) | 脆性基板の加工方法及び装置 | |
| JPWO2003013816A1 (ja) | 脆性材料基板のスクライブ方法およびスクライブ装置 | |
| JPH06285662A (ja) | レーザ加工装置及びレーザ加工方法 | |
| TWI475710B (zh) | 製造薄層太陽能電池模組的裝置 | |
| JP2010089143A (ja) | 脆性材料基板の割断方法及び割断装置 | |
| WO2010092964A1 (ja) | 脆性材料基板の割断方法 | |
| JP2005314198A (ja) | ガラス割断用レーザ装置 | |
| JP5444158B2 (ja) | 脆性材料基板の割断方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061109 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061109 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090105 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090512 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090908 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091007 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121016 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131016 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |