JP4809975B2 - フェルール、フェルール成形用型及びフェルール製造方法 - Google Patents
フェルール、フェルール成形用型及びフェルール製造方法 Download PDFInfo
- Publication number
- JP4809975B2 JP4809975B2 JP2000380434A JP2000380434A JP4809975B2 JP 4809975 B2 JP4809975 B2 JP 4809975B2 JP 2000380434 A JP2000380434 A JP 2000380434A JP 2000380434 A JP2000380434 A JP 2000380434A JP 4809975 B2 JP4809975 B2 JP 4809975B2
- Authority
- JP
- Japan
- Prior art keywords
- ferrule
- body portion
- width
- ferrule body
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000835 fiber Substances 0.000 claims description 43
- 239000013307 optical fiber Substances 0.000 claims description 37
- 238000000034 method Methods 0.000 claims description 17
- 238000004519 manufacturing process Methods 0.000 claims description 12
- 238000000465 moulding Methods 0.000 claims description 3
- 238000007493 shaping process Methods 0.000 claims 1
- 238000005498 polishing Methods 0.000 description 30
- 239000000463 material Substances 0.000 description 10
- 238000006073 displacement reaction Methods 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 229910001263 D-2 tool steel Inorganic materials 0.000 description 2
- 235000009508 confectionery Nutrition 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000001010 compromised effect Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
Images

Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
- G02B6/38—Mechanical coupling means having fibre to fibre mating means
- G02B6/3807—Dismountable connectors, i.e. comprising plugs
- G02B6/3833—Details of mounting fibres in ferrules; Assembly methods; Manufacture
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
- G02B6/38—Mechanical coupling means having fibre to fibre mating means
- G02B6/3807—Dismountable connectors, i.e. comprising plugs
- G02B6/3833—Details of mounting fibres in ferrules; Assembly methods; Manufacture
- G02B6/3865—Details of mounting fibres in ferrules; Assembly methods; Manufacture fabricated by using moulding techniques
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
- G02B6/38—Mechanical coupling means having fibre to fibre mating means
- G02B6/3807—Dismountable connectors, i.e. comprising plugs
- G02B6/3833—Details of mounting fibres in ferrules; Assembly methods; Manufacture
- G02B6/3834—Means for centering or aligning the light guide within the ferrule
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Coupling Of Light Guides (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Connector Housings Or Holding Contact Members (AREA)
- Coupling Device And Connection With Printed Circuit (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Description
【発明の属する技術分野】
本発明は一般に、フェルール、フェルールを成形するための型及びフェルールの製造方法に関し、特に、互いに異なる呼び幅を有する第1及び第2の本体部分を有するフェルール並びに関連の型及び製造方法に関する。
【0002】
【発明の背景】
光ファイバは、データ伝送等を含む種々の用途に利用されている。光ファイバを相互に接続するためには、光ファイバコネクタを光ファイバの端部に取り付け、しかる後、対をなす光ファイバコネクタを嵌合させる。現在多くの用途で要求されている比較的小さな減衰量及び小さな反射ロスで光結合を得るためには、光ファイバコネクタは、一般に、それぞれの光ファイバコネクタが取り付けられる光ファイバ相互間でファイバ同士の接続を達成するよう設計されている。例えば、ファイバ同士の接続は好ましくは、いったん第1及び第2の光ファイバコネクタを嵌合させると第1の光ファイバコネクタが取り付けられる第1の光ファイバケーブルの各光ファイバと、第2の光ファイバコネクタが取り付けられる第2の光ファイバケーブルのそれぞれの光ファイバとの間で達成される。
【0003】
ファイバ同士の接続を達成するためには、各光ファイバコネクタのフェルールの前面は極めて滑らかであって平らでなければならず、しかもフェルールによって形成される光ファイバ用ボアに対して、もしあったとしても最小限の角度の誤差を有するものであることが必要である。換言すると、フェルールの前面は好ましくは、光ファイバ用ボアの長手方向軸線に垂直に延びる平らな平面を形成する。一例を挙げると、大抵のフェルールの前面は一般に、フェルールが取り付けられる光ファイバを別の光ファイバコネクタの光ファイバとドライフィジカルコンタクト関係をなすことができるようにするためには、光ファイバ用ボアに対して0.2°以下の角度の誤差を有するようにしなければならない。
【0004】
フェルールは代表的には、比較的特定の許容誤差以内で成形されるが、一般に、フェルールの前面が、十分に滑らかな前面となり、しかも十分に小さな角度誤差を有するようには成形することはできない。したがって、フェルールの前面を代表的には、フェルールを光ファイバの端部に取り付けた後に研磨する必要がある。研磨は、前面を滑らかにし、フェルールの前面の角度誤差を許容限度内、例えば0.2°未満に減少させるのに役立つだけでなく、光ファイバの端部を、例えばフェルールの前面と面一をなし又はフェルールの前面に対して所定量だけ突出させることによりフェルールの前面に対して正しく位置決めするようにするのに役立つ。
【0005】
フェルールの前面は一般に、フェルールによって形成された光ファイバ用ボアの長手方向軸線に対して所定の角度関係、例えば90°をなすよう研磨される。
光ファイバ用ボアの長手方向軸線は、研磨作業中、基準箇所又は基準点として用いるようには接近できないので、フェルールは典型的には、光ファイバ用ボアの長手方向軸線に対して所定の位置又は角度関係を有する他の或る基準点を有するよう設計される。したがって、フェルールの前面の研磨を接近可能な基準点に対して行うのがよい。その目的は、フェルールの前面を光ファイバ用ボアの長手方向軸線に対して正しく研磨することにある。この点に関し、横断面が実質的に矩形のマルチファイバ型(多心一括型)フェルール、例えばMTフェルールは一般に、フェルールシャフトと研磨目的のための基準点として役立つ拡大後部との間に肩を有している。
【0006】
コネクタの工場組立により得られる効率性を利用するためには、フェルールをコネクタ内へあらかじめ組み込んだ後(予備組込み後)フェルールの前面を研磨することがますます望まれている。かくして、基準点は好ましくは、フェルールをコネクタ内に組み込んだ後でさえも接近可能なままである。したがって、コネクタを効率的に組み立てることができ、コネクタを複数の光ファイバの端部に現場で取り付けた後フェルールの前面を依然として研磨することができる。残念ながら、矩形のマルチファイバ型フェルールの基準点として役立つフェルール肩は一般に、いったんコネクタを組み立てると接近できず、それにより、矩形のマルチファイバ型フェルールを有するコネクタの予備組立が制限される。
【0007】
矩形のマルチファイバ型フェルールのシャフトの多くの部分には一般に、コネクタの予備組立後であっても接近できる。かくして、円筒形フェルールの外周部が研磨のための基準点として役立っていることにならって、矩形マルチファイバ型フェルールのシャフト部分の外面を研磨目的のための基準点として用いることが検討された。残念ながら、矩形のマルチファイバ型フェルールの外寸を、基準点として効果的に役立たせるために、十分に小さな許容誤差、例えば±5ミクロン以内に定めることは一般にできない。この点に関し、矩形のマルチファイバ型フェルールの外面を、成形工程における種々の制約のために研磨用の基準点に必要な正確な許容誤差以内に形成することはできない。
【0008】
矩形のマルチファイバ型フェルールは一般に、プラスチック材料、例えば熱可塑性又は熱硬化性材料を、合せ目に沿って嵌合した一対の型半部又は型部品によって形成される型キャビティ内に注入することによって形成される。型部品を互いに異なる材料で作ることができるが、型部品は代表的には、鋼、例えばD2鋼又はステンレス鋼で作られる。型キャビティ及びその結果得られる矩形のマルチファイバ型フェルールは、呼び厚さ及び呼び幅を有している。代表的には、矩形マルチファイバ型フェルールの厚さを、型の初期製作中、呼び厚さについて、非常に厳しい許容誤差以内、例えば50ミクロン以内に定めるのがよい。この点に関し、型部品は一般に、鋼加工物をワイヤで切断する放電加工機(EDM)によって形成される。鋼加工物をワイヤで切断することによって型部品を形成することは効率的であるが、その結果得られる型部品は、一般的に、後で行う研磨作業中に基準点として役立つことができる部分を形成するよう十分に厳しい許容誤差、例えば±5ミクロン以内には形成できない。かくして、型部品は典型的には、型キャビティの厚さが所望の呼び厚さに等しくなるまで型の合せ目のところの型材料を除去するという加工が更に施される。例えば、型材料は、きわめて正確な研削法により合せ目から除去される。
【0009】
残念ながら、矩形のマルチファイバ型フェルールの幅を、従来の製造法で得られる厚さと同程度に正確に定めることはできない。この点に関し、矩形のマルチファイバ型フェルールの幅の不正確さは一般に、2つの互いに異なる原因に基づいている。第1に、第1及び第2の型部品によって形成される型キャビティの幅は一般に、型キャビティの厚さほど正確に定められない。この点に関し、型を、型キャビティのサイズを僅かに小さめになるよう形成することができても、型キャビティの実際の幅が所望の呼び幅に近づくまで型キャビティを広げるよう型材料を第1及び第2の型部品によって形成された型キャビティの部分中から除去することは比較的難しい。
【0010】
加うるに、矩形のマルチファイバ型フェルールの幅に不正確さが生じる第2の原因は、型キャビティを形成するために合せ目に沿って対をなす型部品を嵌合させる際に生じる場合のあるずれにある。型部品相互間のずれを減少させるために、型は一般に、一方の型部品から突出したピンが他方の型部品に設けられている穴に嵌まり込むようキー止めされる。しかしながら、キー止め法を用いても、型部品は、幅方向に僅かにずれる場合がある。各型部品は、その結果得られる矩形のマルチファイバ型フェルールについて型部品と同一の呼び幅同一の許容誤差を有する部分を形成するので、型部品相互間に幅方向のずれがあると、これに対応して矩形のマルチファイバ型フェルールの対応部分相互間に幅方向のずれが生じ、それにより矩形マルチファイバ型フェルールの外面の形成精度に悪影響が生じる。型キャビティの呼び幅を正確に定める際の困難さと型部品相互間の面の結果として生じる不正確さの相乗的効果の結果として、矩形マルチファイバ型フェルールの外面は一般に、研磨中に基準点として役立つほど十分な精度で形成することはできない。
【0011】
矩形マルチファイバ型フェルールの肩は研磨目的のための効果的な基準点として役立つが、矩形マルチファイバ型フェルールが、フェルールをコネクタ中に組み込んだ後でも接近できる基準点を有することが望ましい。したがって、コネクタの予備組立を例えば自動化方法によって工場で行い、次にコネクタを複数の光ファイバの端部に取り付け、そしてフェルールの前面を現場で基準点に対して研磨するのがよい。矩形マルチファイバ型フェルールの外面は、フェルールをコネクタ内に組み込んだ後でも接近できるので、矩形マルチファイバ型フェルールは、外面が後で行う研磨作業のための基準点として役立つよう十分な精度の外面を備えることが望ましい。しかしながら、今日まで、矩形マルチファイバ型フェルールの外面は、研磨作業中に基準点として効果的に役立つのに十分な精度で首尾一貫して形成されてはいない。
【0012】
【発明の概要】
したがって、本発明によれば、後で行う研磨作業中に基準点として役立つのに十分な精度をもって形成できる外面を有するフェルールが提供される。また、本発明の別の特徴によれば、フェルールを成形する型及びフェルールの製造方法もまた提供される。結果的に得られるフェルールの外面は、かかる研磨作業中に基準点として役立つことができるので、フェルールを複数の光ファイバの端部に取り付ける前にフェルールをコネクタに組み込むことができ、それにより、フェルールを例えば自動化方法によって工場で予備組込みを行うことができる。
【0013】
フェルールは、合せ目に沿って接合される第1及び第2のフェルール本体部分を有する。フェルール本体部分のうち少なくとも一方は、フェルールを貫通して長手方向に延びる少なくとも1つの光ファイバ用ボアを構成する。より代表的には、第1及び第2のフェルール本体部分は互いに協働して、マルチファイバ型フェルールを形成するためにフェルールを貫通して長手方向に延びる複数の光ファイバ用ボアを構成する。
【0014】
本発明によれば、第1のフェルール本体部分は、第1の幅を有し、第2のフェルール本体部分は、第1の幅よりも少なくとも50ミクロンだけ小さい第2の幅を有している。第1及び第2のフェルール本体部分の幅の差の結果として、その結果得られるフェルールは代表的には、合せ目に沿って長手方向に延びる棚状突起を有する。加うるに、第1のフェルール本体部分の幅は、第1の許容誤差以内に定められ、第2のフェルール本体部分の幅は、第1の許容誤差よりも大きな(甘い)第2の許容誤差以内に定められている。例えば、第2のフェルール本体部分の第2の許容誤差は、第1のフェルール本体部分の第1の許容誤差の少なくとも2倍である。したがって、第1のフェルール本体部分は、第2のフェルール本体部分よりも大きいだけでなく、一層高精度で形成される。かくして、本発明のフェルールの一部分だけを高精度に形成すればよく、それにより製造工程が単純化される。
【0015】
本発明によれば、第1及び第2のフェルール本体部分は、幅方向のずれを最大ずれまで許容できる。したがって、第1のフェルール本体部分の第1の幅は、第2のフェルール本体部分の第2の幅よりも、少なくとも、第1の許容誤差と、第2の許容誤差と、第1及び第2のフェルール本体部分相互間の最大ずれの2倍との合計だけ大きい。第1のフェルール本体部分に対する第2のフェルール本体部分の幅の減少の結果として、幅方向における第1及び第2のフェルール本体部分相互間のずれがあっても、これが最大ずれまでならば、第2のフェルール本体部分は、第1のフェルール本体部分を幅方向に越えて外方に突出することはない。
したがって、第1のフェルール本体部分の外面は、第1及び第2のフェルール本体部分が互いにずれた場合でも、後で行う研磨作業中、引き続き基準点として役立つことができる。
【0016】
フェルール本体部分のうち一方の幅を他方のフェルール本体部分の幅よりも減少させることにより、そしてフェルール本体部分の大きい方のものだけを正確な許容誤差で製造すればよいということにより、本発明のフェルールは、その外寸の不正確さをもたらす2つの主要な原因の影響を受けにくい。加うるに、第1のフェルール本体部分の外面の形成精度は、第1及び第2のフェルール本体部分相互間のずれによっては損なわれず、したがって、フェルールの外部側面は、研磨作業中、引き続き基準点として役立つことができるようになる。この点に関し、後で行う研磨作業中に基準点として役立つ高精度の外面を得るためには、フェルール本体部分の一方だけを幅方向に高精度に形成すればよいので、フェルールを一層効率的に製造することができる。
【0017】
本発明の別の特徴によれば、フェルール、例えばマルチファイバ型フェルールを成形するための型が提供される。型は、合せ目に沿って嵌合し、フェルールが形成される型をキャビティよう形成するよう互いに協働する第1及び第2の型部品から成る。第1の型部品は、型キャビティの一部の幅を第1の許容誤差以内に定め、第2の型部品は、型キャビティの別の部分の幅を、第1の許容誤差よりも大きな第2の許容誤差以内に定める。同様に、第2の型部品は、型キャビティの別の部分の幅を、第2の呼び幅の第2の許容誤差内に定める。注目すべきこととして、第2の型部品の第2の呼び幅は、第1の型部品の第1の呼び幅よりも小さい。例えば、第2の型部品の第2の呼び幅は、第1の型部品の第1の呼び幅よりも少なくとも50ミクロンだけ小さい。加うるに、第2の許容誤差は、第1の許容誤差よりも大きい。例えば、第2の型部品の第2の許容誤差は、第1の型部品の第1の許容誤差の少なくとも2倍である。したがって、第1の型部品によって形成されるフェルールの部分は、第2の型部品によって同時に形成されるフェルールの部分よりも幅が広いだけでなく、より正確な許容誤差内に形成される。したがって、型部品のうち一方だけ、即ち第1の型部品だけを、基準点として役立つのに必要な一層正確な許容誤差以内、例えば±5ミクロン以内に定められる幅を有するよう形成すればよいので、本発明の型はより効率的に製造できる。
【0018】
フェルールの成形にあたり、第1及び第2のフェルール本体部分は、幅方向のずれを最大ずれまで許容できる。しかしながら、本発明の有利な一実施形態によれば、第1のフェルール本体部分の第1の呼び幅は、前記第2のフェルール本体部分の第2の呼び幅よりも、少なくとも、第1の許容誤差と、第2の許容誤差と、最大ずれの2倍との合計だけ大きい。したがって、第1及び第2の型部品は、幅方向のずれを最大ずれまで許容でき、他方、第1の型部品によって形成されるフェルールのその部分の外面、フェルールのその部分、すなわち第1のフェルール本体部分の外面が、後で行う研磨作業中に基準点として依然として効果的に役立つことができる。
【0019】
【好ましい実施形態の詳細な説明】
次に、本発明の内容を本発明の好ましい実施形態が示されている添付の図面を参照して以下に詳細に説明する。しかしながら、本発明は、多くの互いに異なる形態で実施できるので本明細書に記載された実施形態に限定されるものと解釈されるべきではなく、かかる実施形態は、本願の開示が十分且つ完全であるように記載されており、本発明の範囲を当業者に完全に知らしめるものである。図面及び明細書を通じて同一の符号は同一の部分を示している。
【0020】
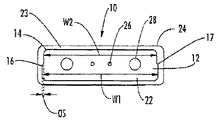
次に、図1を参照すると、本発明の有利な一実施形態のフェルール10が示されている。フェルールは後述のように成形されるので、フェルールは、フェルールの互いに反対側の前面18と後面20との間で長手方向に延びる合せ目16に沿って接合された第1及び第2のフェルール本体部分12,14を有している。
この点において、第1及び第2のフェルール本体部分は互いに協働して、長手方向に延びるシャフト部分22と拡大後部24の両方を形成している。フェルールは種々の寸法形状のものであってよいが、有利な一実施形態のフェルールは横断面が実質的に矩形である。
【0021】
フェルール本体部分のうち少なくとも一方は、フェルールを通って長手方向に延びる少なくとも1つの光ファイバ用ボア26及び1対の案内ピン開口部28を有している。より典型的には、第1及び第2のフェルール本体部分は、複数の長手方向に延びる光ファイバ用ボア及び対をなす案内ピン開口部を有している。その結果、フェルールは代表的にはマルチファイバ型フェルール、例えばMTタイプのフェルールである。図1に示すように、フェルール本体部分のうち一方、例えば第2のフェルール本体部分は代表的には、その広い方の表面を貫通して延びる窓30を更に備え、したがって光ファイバ用ボアの各々がこれを通して露出するようになっている。したがって、エポキシを窓を通して光ファイバ用ボア中に注入することができる。その目的は、当業者には知られているように、複数の光ファイバの端部をこの中に固定することにある。
【0022】
図2に詳細に示すように、第1のフェルール本体部分12は、第1の幅w1 を有している。同様に、第2のフェルール本体部分14は、第2の幅w2 を有している。本発明によれば、第2のフェルール本体部分14の第2の幅w2 は、第1のフェルール本体部分12の第1の幅w1 よりも小さい。以下に説明するように、第1及び第2のフェルール本体部分のそれぞれの幅の差は、意図的に設けたものであり、型部品の製作中に不正確さの結果として生じる場合のある幅の不注意による差で生じたのものではない。この点に関し、第1のフェルール本体部分の第1の幅は好ましくは、少なくとも50ミクロンだけ第2のフェルール本体部分の第2の幅よりも大きい。ただし、それぞれのフェルール本体部分の幅は、所望ならば他の長さだけ異なっていてもよい。
【0023】
第1及び第2のフェルール本体部分12,14の幅は互いに異なっているだけでなく、第1及び第2のフェルール本体部分の幅は又、互いに異なる許容誤差内になるよう形成されている。この点に関し、第1のフェルール本体部分の幅w1 は、第1の許容誤差t1 以内に定められ、第2のフェルール本体部分の幅w2 は、第2の許容誤差t2 以内に定められている。特に、第2のフェルール本体部分の幅は、第1のフェルール本体部分の幅を定める場合の第1の許容誤差よりも大きな第2の許容誤差以内にあるよう定められる。かくして、第1のフェルール本体部分は、第2のフェルール本体部分よりも大きいだけでなく、より高精度に形成されている。第1及び第2のフェルール本体部分の幅が定められる場合の許容誤差は、用途に応じて様々であってよい。しかしながら、以下に例示するように、第2のフェルール本体部分の第2の許容誤差は代表的には、第1のフェルール本体部分の第1の許容誤差の少なくとも2倍である。それにもかかわらず、第1及び第2のフェルール本体部分の幅が定められる許容誤差の差は、以下に説明するように第1及び第2のフェルール本体部分の実際の幅の差よりも一般に著しく小さい。
【0024】
第2のフェルール本体部分14の幅についての許容誤差を甘くすることにより、フェルール10を、一層費用効果の良い方法で製造することができる。というのは、第1のフェルール本体部分12だけを、幅方向により正確な許容誤差内で形成する必要があるだけだからである。しかしながら、第1及び第2のフェルール本体部分の幅の差の結果として、第2のフェルール本体部分の幅のばらつきがあっても、第2のフェルール本体部分が第1のフェルール本体部分を越えて突出することがないようになる。その結果、第1のフェルール本体部分の外面は、以下に説明するように後で行う研磨作業中基準点として役立つことができる。
【0025】
第1及び第2のフェルール本体部分12,14の幅の差の結果として、本発明のフェルール10では、第1のフェルール本体部分と第2のフェルール本体部分との間にずれがあってもかまわない。この点に関し、第1及び第2のフェルール本体部分相互間の幅方向におけるずれosがあっても、第2のフェルール本体部分は、第1のフェルール本体部分の第1の幅が、第2のフェルール本体部分の第2の幅よりも、少なくとも第1の許容誤差と、第2の許容誤差と、第1及び第2のフェルール本体部分相互間のずれの2倍との合計だけ大きければ、即ちw1 −w2 ≧2os+t1 +t2 である限り、第1のフェルール本体部分を幅方向に越えて突出することはない。したがって、本発明のフェルールは、第1のフェルール本体部分の第1の幅を、第2のフェルール本体部分の第2の幅よりも、少なくとも第1の許容誤差と、第2の許容誤差と、最大のずれの2倍の合計だけ大きいように定めることにより、幅方向の最大のずれの2倍の合計までその影響を受けないように設計できる。
【0026】
第1及び第2のフェルール本体部分12,14を幅方向に適切に寸法決めすることにより、第1のフェルール本体部分を幅方向に越えて第2のフェルール本体部分を突出させることになるような第1及び第2のフェルール本体部分相互間のずれosがなく、第2のフェルール本体部分の許容誤差t2 の増加もない。したがって、第1のフェルール本体部分の外部側面は、後で行う研磨作業中基準目的のための基準点として役立つことができる。なお、かかる研磨作業としては、コネクタ内へのフェルール10の組込み後に行われる研磨作業が挙げられる。
【0027】
フェルール10を研磨するために、本発明のフェルールのシャフト部分22の前方端部を研磨用取付け具で掴むのがよい。この研磨用取り付け具は、第1のフェルール本体部分の側面を掴む。この点に関し、第1のフェルール本体部分12は、第2のフェルール本体部分14の外側外面を掴む必要なく、研磨用取付け部によってしっかりと保持されるの十分な外部側面を有することが注目される。しかる後、フェルールの前面18及びフェルールが取り付けられた光ファイバの端面を研磨用媒体に接触させて、フェルールの前面及び光ファイバの端面を研磨することができる。
【0028】
本発明のフェルール10は種々の寸法形状のものであってよいが、本発明を限定するためでなく例示の目的で一実施形態のフェルールを以下に詳細に説明する。この点に関し、拡大後部24及び長手方向に延びるシャフト部分22を有する矩形のマルチファイバ型フェルールを成形する。拡大後部の長さは、1.83mm、厚さは3mm、幅は5.05mmであるが、シャフト部分の長さは8mm、厚さは2.45mmである。本発明によれば、第1のフェルール本体部分12は、第2のフェルール本体部分14よりも幾分幅が広い。この実施形態では、例えば、第1のフェルール本体部分によって形成されるシャフトの部分の幅は4.4mmであり、第2のフェルール本体部分によって形成されるシャフトの部分の幅は4.3mmである。したがって、第1のフェルール本体部分によって形成されるシャフトの幅は、第2のフェルール本体部分によって形成されるシャフトの幅よりも100ミクロン大きい。
【0029】
加うるに、第1のフェルール本体部分12の幅も又、第2のフェルール本体部分14の幅よりも一層正確な許容誤差内に定められる。この例示の実施形態では、第1のフェルール本体部分の幅は、±5ミクロン以内に定められる。これとは対照的に、第2のフェルール本体部分の幅は、±20ミクロン以内に定められるに過ぎない。したがって、第1のフェルール本体部分だけを正確な寸法形状に形成すればよい。というのは、第2のフェルール本体部分は小さく、より甘い許容誤差で形成することができるからである。第1及び第2のフェルール本体部分の幅の差の結果として、フェルール本体部分は、第1及び第2の呼び幅からの第1及び第2のフェルール本体部分の実際の幅のばらつきに応じて、少なくとも37.5ミクロン、おそらくはそれ以上の相互のずれを許容でき、この場合小さい方の第2のフェルール本体部分は、大きい方の第1のフェルール本体部分を越えて外方に突出することはない。かくして、第1のフェルール本体部分は、第2のフェルール本体部分が第1のフェルール本体部分に対して幅方向にずれていたとしても、研磨作業中基準点として引き続き役立つことができる。かくして、本発明のこの実施形態のフェルール10は、幅方向における第1及び第2のフェルール本体部分のずれに関する要件を緩和するのにも役立つ。
【0030】
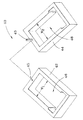
本発明の別の特徴によれば、フェルール10、例えば上述のフェルールを製造するための型40及び関連の方法が提供される。この点に関し、型は、合せ目に沿って嵌合し、互いに協働して、フェルールが形成される型キャビティを形成する第1及び第2の型部品42,44を有している。図示のように、型部品は代表的には互いにキー止めされ、この場合、型部品のうち一方がキー、例えばピン43を有し、他方の型部品がキーを受け入れるための開口部45を有するようになっている。その目的は、嵌合の際、型部品を互いに整列させ、ずれを減少させることにある。この点に関し、第1の型部品は一般に、第1のフェルール本体部分12を形成するのに役立つ型キャビティの第1の部分46を備え、第2の型部品は、第2のフェルール本体部分を構成する型キャビティの第2の部分48を備えている。
【0031】
本発明によれば、第1の型部品42によって形成される型キャビティの第1の部分46は、第1の呼び幅w1 を有し、第2の型部品44によって形成される型キャビティの第2の部分48は、第2の呼び幅w2 を有している。特に、第2の型部品によって定められる第2の呼び幅は、第1の型部品によって定められる第1の呼び幅よりも小さい。したがって、第2の型部品によって形成される第2のフェルール本体部分14は、上述のように、第1の型部品によって形成される第1のフェルール本体部分12ほど幅が広くはないことになる。第1及び第2の型部品のそれぞれの幅は、用途に応じて種々の量だけ異なっていてもよいが、型キャビティの第2の部分の第2の呼び幅は、一実施形態では、型キャビティの第1の部分の第1の呼び幅よりも少なくとも50ミクロンだけ小さく、したがって、結果的に得られるフェルール10が、第1のフェルール本体部分よりもこれ又、少なくとも50ミクロンだけ小さい第2のフェルール本体部分を有するようになっている。
【0032】
本発明によれば、第1の型部品42は、型キャビティの第1の部分46の幅を第1の許容誤差以内に定める。同様に、第2の型部品44は、型キャビティの第2の部分48の幅を、第1の許容誤差よりも大きな第2の許容誤差以内に定める。したがって、第1の型部品によって形成される第1のフェルール本体部分12は、第1の許容誤差内に定められた幅を有し、第2の型部品によって形成された第2のフェルール本体部分14は、当然のことながら第1の許容誤差よりも大きな第2の許容誤差以内に定められた幅を有することになる。第1及び第2の許容誤差の差は、用途に応じて様々であってよいが、第2の許容誤差は一般的に、第1の許容誤差よりも実質的に大きく、一実施形態では、第1の許容誤差の少なくとも2倍である。
【0033】
代表的には、第1及び第2の型部品42,44は、加工物、例えば鋼加工物、具体的には、例えばD2鋼又はステンレス鋼加工物から切断形成される。一般的に言って、第1及び第2の型部品は、ワイヤをあらかじめ定められたパターンに従って加工物中を移動させる放電加工機によって加工物から切断形成される。第1及び第2の型部品のEDMによる形成によって、型キャビティのそれぞれの部分は比較的甘い許容誤差、例えば±20ミクロン以内に形成されるが、EDM法は、一般に、第1及び第2の型部品によって形成される型キャビティのそれぞれの部分を、精密研磨作業の際に後で基準点として役立つことになる構造体を製作するのに必要な比較的厳密な許容誤差以内に形成することはない。換言すると、EDM法は一般に、第1の型部品によって形成される型キャビティの第1の部分46を、結果的に得られる第1のフェルール本体部分12の外部側面が研磨作業中に基準点として役立つようにするために必要な±5ミクロンの許容誤差内に形成することはない。
【0034】
したがって、第1の型部品42によって形成される型キャビティの第1の部分46は一般に、EDM法によって幾分小さめに形成される。しかる後、切削加工又は研削加工により、第1の型部品によって形成された型キャビティの第1の部分内から材料を更に除去する。その目的は、型キャビティの第1の部分の幅を第1の呼び幅の非常に厳密な許容誤差、例えば±5ミクロン以内に高精度で定めることにある。この切削加工又は研削加工は、型部品の内部から材料を除去しなければならないので比較的時間がかかり費用が幾分高くつくが、本発明のモールド40を形成するために、EDM法に続き、第1及び第2の型部品のうち一方だけを研削加工する。この点に関し、第2の型部品44によって形成された型キャビティの第2の部分48を、一層甘い許容誤差以内、例えば代表的にはEDMワイヤ切断法で得られるレベル以内に形成してもよい。かくして、本発明の型を製作するコスト及び効率は、両方の型部品によって形成される型キャビティの部分を高精度で形成しなければならない従来型型の製作法と比べて改善されている。
【0035】
上述のように、第1及び第2の型部品42,44によって形成された型キャビティのそれぞれの部分の呼び幅の差は好ましくは、呼び幅の差が少なくとも、第1の許容誤差と、第2の許容誤差と、幅方向における第1及び第2のフェルール本体部分12,14相互間の予想最大ずれの2倍との合計と同程度の大きさであるように選択される。したがって、本発明の型40によって形成されるフェルール10では、第1及び第2のフェルール本体部分相互間に幅方向の相対的なずれがあってもかまわず、この場合、小さい方の第2のフェルール本体部分が第1のフェルール本体部分を越えて外方に突出することはない。したがって、第1のフェルール本体部分は、フェルールをコネクタ中に組み込んだ後であっても、研磨作業中に基準点として引き続き役立つことができる。
【0036】
本発明の型40は、単一光ファイバ用ボアを備えた単一ファイバ型(単心型)フェルールを形成することができるが、本発明の型は好ましくは、複数の光ファイバ用ボア26及び1対の案内ピン開口部28を備えたマルチファイバ型フェルール10を形成する。したがって、モールドは、光ファイバ用ボア及び1対の案内ピン開口部を構成するよう型キャビティ内を長手方向に延びる複数のピンを更に有するのがよい。加うるに、型は、第2のフェルール本体部分14の窓30を形成する内部構造的特徴及びフェルール内に設けられていて、フェルールの後面18の開口部を光ファイバ用ボア中に通じさせる内部キャビティを構成する内部構造的特徴を有するのがよい。しかしながら、分かりやすくするために、図3は、型キャビティ内に配置できるこれら他の従来型内部構造的特徴を示していない。
【0037】
フェルール10の製造中、フェルールを型40によって形成された型キャビティ内に成形する。フェルールは種々の材料で形成できるが、有利な一実施形態のフェルールは、熱硬化性プラスチックで作られ、この熱硬化性プラスチックは、いったん第1及び第2の型部品42,44を互いに嵌合させ、ピン又は他の成形用構造的特徴を型キャビティ中に挿入すると形成される型キャビティ内へ注入される。フェルールを形成する材料がいったん硬化すると、フェルールを型から取り出す。
【0038】
上述のように、第1のフェルール本体部分12は、第1の型部品42内で、第1の呼び幅の第1の許容誤差以内で形成される。同様に、それと同時に、第2のフェルール本体部分14は、第2の型部品44内で、第2の呼び幅の第2の許容誤差以内に形成される。また、上述のように、第2のフェルール本体部分によって定められる第2の呼び幅は、第1のフェルール本体部分によって定められる第1の呼び幅よりも小さい。加うるに、第2のフェルール本体部分の第2の許容誤差は、第1のフェルール本体部分の第1の許容誤差よりも大きい。その結果、型部品のうち一方だけ、即ち、第1の型部品だけが、後で研磨作業中に基準点として役立つことになる構成要素を形成するのに要求される高い精度で型キャビティのそれぞれの部分を形成する必要があるに過ぎない。この点に関し、第1の型部品は代表的には、型キャビティの第1の部分46の幅を約±5ミクロン以内に定め、第2の型部品は、型キャビティの第2の部分48を、これよりも非常に甘い許容誤差、例えば±20ミクロン以内に形成する。第2のフェルール本体部分の呼び幅は、第1のフェルール本体部分の呼び幅よりも著しく小さいので、フェルール本体部分は、上述したように幅方向に互いに幾分ずれる場合があるが、この場合、小さい方の第2のフェルール本体部分は、第1のフェルール本体部分を越えて外方に突出することはない。したがって、第1のフェルール本体部分は、第2のフェルール本体部分が一層甘い許容誤差で定められた幅を有し、そして第1及び第2のフェルール本体部分が互いに幾分ずれていても、研磨作業中引き続き基準点として役立つことができる。
【0039】
当業者であれば、本発明の多くの設計変更例及び他の実施形態を上記説明及び関連の図面中の教示から想到できよう。したがって、本発明は、開示した特定の実施形態に限定されず、設計変更例及び他の実施形態は、特許請求の範囲に記載された本発明の範囲に含まれる。具体的な用語を本明細書中に用いたが、これらは説明のためであって、本発明を限定するものではない。
【図面の簡単な説明】
【図1】本発明の一実施形態のフェルールの斜視図である。
【図2】図1のフェルールの正面側平面図である。
【図3】本発明の一特徴による型の分解斜視図である。
【符号の説明】
10 フェルール
12,14 フェルール本体部分
16 合せ目
18 前面
26 光ファイバ用ボア
30 窓
42,44 型部品
Claims (7)
- 長手方向に延びる合せ目に沿って接合される第1及び第2のフェルール本体部分から成るフェルールであって、前記フェルール本体部分のうち少なくとも一方は、フェルールを貫通して長手方向に延びる少なくとも1つの光ファイバ用ボアを備え、前記第1のフェルール本体部分は、第1の幅を有し、前記第2のフェルール本体部分は、第1の幅よりも少なくとも50ミクロンだけ小さい第2の幅を有していることにより第2のフェルール本体部分が第1のフェルール本体部分を超えて突出することがないようにしていることを特徴とするフェルール。
- 前記第1及び第2のフェルール本体部分は互いに協働して、合せ目に沿って長手方向に延びる棚状突起を構成していることを特徴とする請求項1記載のフェルール。
- 前記第1及び第2のフェルール本体部分は互いに協働して、複数の光ファイバ用ボアを形成し、したがって前記フェルールがマルチファイバ型フェルールとなることを特徴とする請求項1記載のフェルール。
- 合せ目に沿って接合された第1及び第2の型部品から成る型によって形成された型キャビティ内にフェルールを成形する工程と、フェルールの成形後、フェルールを型から取り出す工程とを有するフェルールの製造方法であって、フェルールの成形工程は、第1の型部品内の第1のフェルール本体部分を、前記第1のフェルール本体部分の第1の幅を第1の許容誤差以内に成形する工程と、それと同時に、第2の型部品内の第2のフェルール本体部分を前記第2のフェルール本体部分の第2の幅を第2の許容誤差以内に成形する工程とを有し、前記フェルール本体部分の第2の許容誤差は、第1のフェルール本体部分の第1の許容誤差よりも大きく、第2のフェルール本体部分によって定められる第2の幅は、第1のフェルール本体部分によって定められる第1の幅よりも小さくすることにより、第2のフェルール本体部分が第1のフェルール本体部分を超えて突出することがないようにして、第1及び第2のフェルール本体部分を同時成形することにより、フェルールを形成することを特徴とする方法。
- 前記第2の許容誤差は、前記第1の許容誤差の少なくとも2倍であることを特徴とする請求項4記載の方法。
- 前記第2の幅は、前記第1の幅よりも少なくとも50ミクロンだけ小さいことを特徴とする請求項4記載の方法。
- 第1及び第2の型部品のうち少なくとも一方は、複数のピンを含み、したがって前記成形工程を実施することにより、マルチファイバフェルールが形成されるようになっていることを特徴とする請求項4記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/460552 | 1999-12-14 | ||
| US09/460,552 US6761489B1 (en) | 1999-12-14 | 1999-12-14 | Ferrule having first and second body portions with different nominal widths and an associated mold and fabrication method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001221932A JP2001221932A (ja) | 2001-08-17 |
| JP2001221932A5 JP2001221932A5 (ja) | 2008-02-14 |
| JP4809975B2 true JP4809975B2 (ja) | 2011-11-09 |
Family
ID=23829171
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000380434A Expired - Fee Related JP4809975B2 (ja) | 1999-12-14 | 2000-12-14 | フェルール、フェルール成形用型及びフェルール製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6761489B1 (ja) |
| EP (1) | EP1109040B1 (ja) |
| JP (1) | JP4809975B2 (ja) |
| AT (1) | ATE375526T1 (ja) |
| DE (1) | DE60036678T2 (ja) |
| ES (1) | ES2293884T3 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002082142A1 (en) * | 2001-04-06 | 2002-10-17 | Tyco Electronics Corporation | Multifiber ferrule |
| US7503703B1 (en) * | 2005-08-04 | 2009-03-17 | Lockheed Martin Corporation | Ferrule for optical networks |
| US7261469B1 (en) | 2006-06-13 | 2007-08-28 | Corning Cable Systems Llc | Precision insert for molding ferrules and associated methods of manufacture |
| US7448809B2 (en) * | 2007-02-28 | 2008-11-11 | Corning Cable Systems, Llc | Angle-specific multi-fiber ferrules and associated methods of manufacture |
| US7806601B2 (en) * | 2007-03-21 | 2010-10-05 | Corning Cable Systems Llc | Multifiber ferrule with precision bumpers and methods for making the same |
| AU2012101480B4 (en) * | 2007-03-21 | 2012-11-29 | Corning Cable Systems Llc | Molded fibre optic ferrules |
| TW201719213A (zh) * | 2015-10-06 | 2017-06-01 | 扇港元器件有限公司 | 擴充接取光纖連接器套圈 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56155911A (en) | 1980-05-02 | 1981-12-02 | Nec Corp | Manufacture of optical mold connector |
| JPS61113011A (ja) | 1984-11-08 | 1986-05-30 | Nippon Telegr & Teleph Corp <Ntt> | 光フアイバ多心コネクタプラグの製造方法 |
| US4834487A (en) | 1988-09-29 | 1989-05-30 | Amp Incorporated | Optical connector with plastic alignment ferrule |
| JP3160407B2 (ja) * | 1993-02-12 | 2001-04-25 | 日本碍子株式会社 | 光ファイバの接続方法 |
| US5375183A (en) | 1993-05-25 | 1994-12-20 | The Whitaker Corporation | Overmolded alignment ferrule |
| US6045270A (en) * | 1995-12-22 | 2000-04-04 | Methode Electronics, Inc. | Massive parallel optical interconnect system |
| US5926596A (en) * | 1998-01-28 | 1999-07-20 | The Whitaker Corporation | Overmolded alignment ferrule |
-
1999
- 1999-12-14 US US09/460,552 patent/US6761489B1/en not_active Expired - Lifetime
-
2000
- 2000-12-14 JP JP2000380434A patent/JP4809975B2/ja not_active Expired - Fee Related
- 2000-12-14 EP EP00127441A patent/EP1109040B1/en not_active Expired - Lifetime
- 2000-12-14 DE DE60036678T patent/DE60036678T2/de not_active Expired - Lifetime
- 2000-12-14 ES ES00127441T patent/ES2293884T3/es not_active Expired - Lifetime
- 2000-12-14 AT AT00127441T patent/ATE375526T1/de not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| ES2293884T3 (es) | 2008-04-01 |
| DE60036678T2 (de) | 2008-07-17 |
| ATE375526T1 (de) | 2007-10-15 |
| JP2001221932A (ja) | 2001-08-17 |
| DE60036678D1 (de) | 2007-11-22 |
| EP1109040B1 (en) | 2007-10-10 |
| US6761489B1 (en) | 2004-07-13 |
| EP1109040A1 (en) | 2001-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101523263B (zh) | 插芯、使用插芯的光波导连接器的制造方法及光波导连接器 | |
| US5862281A (en) | Optical fiber connectors | |
| JPH03148612A (ja) | リボン接続された光ファイバ用の取り外し可能な接続群 | |
| JP7444076B2 (ja) | 光コネクタの製造方法 | |
| EP0048597B1 (en) | Improved method of molding optical fiber connectors | |
| US7052187B2 (en) | Optical connector ferrule, optical connector and making method for them | |
| JP4809975B2 (ja) | フェルール、フェルール成形用型及びフェルール製造方法 | |
| US6257770B1 (en) | Optical connector and method of manufacturing the same | |
| AU753742B2 (en) | Ferrule for optical connector, method of producing the same, and optical connector comprising the same | |
| JP6295319B2 (ja) | 耐欠け性フェルール | |
| TW201206679A (en) | Mold for making optical fiber coupling connector | |
| TW201142392A (en) | Mold for making optical fiber coupling connector | |
| JP3062147B2 (ja) | 多心光コネクタとその製造用金型と多心光コネクタの製造方法 | |
| JP4134446B2 (ja) | 光コネクタ用フェルール及びその製造方法並びにそれを用いた光コネクタ | |
| JPS6337362B2 (ja) | ||
| JPS60214310A (ja) | 光多芯プラスチツクコネクタの製造方法 | |
| JP4140276B2 (ja) | 光コネクタの製造方法 | |
| JP3919156B2 (ja) | 光コネクタの製造方法 | |
| JP3979140B2 (ja) | 光コネクタの製造方法 | |
| JP4075930B2 (ja) | 光コネクタ | |
| JPH02304508A (ja) | 光ファイバ用コネクタ | |
| CN119998704A (zh) | 插芯、光连接器以及光连接器的制造方法 | |
| JP3218262B2 (ja) | 光導波路部品 | |
| JPH0735940A (ja) | 光導波路部品及び光導波路部品の製造方法 | |
| JP2002311295A (ja) | 光ファイバ用コネクタ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071213 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100628 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100708 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20101006 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20101012 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110224 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110524 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110721 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110822 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140826 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |