JP4840109B2 - 摺動部材及びその製造方法 - Google Patents
摺動部材及びその製造方法 Download PDFInfo
- Publication number
- JP4840109B2 JP4840109B2 JP2006329875A JP2006329875A JP4840109B2 JP 4840109 B2 JP4840109 B2 JP 4840109B2 JP 2006329875 A JP2006329875 A JP 2006329875A JP 2006329875 A JP2006329875 A JP 2006329875A JP 4840109 B2 JP4840109 B2 JP 4840109B2
- Authority
- JP
- Japan
- Prior art keywords
- region
- plating film
- sliding
- seal member
- inner peripheral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Pistons, Piston Rings, And Cylinders (AREA)
- Electroplating Methods And Accessories (AREA)
Description
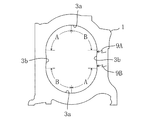
上記内周面には、上記シール部材の摺動速度が漸次上昇する領域Aと、上記シール部材の摺動速度が漸次低下する領域Bとがあり、
上記Crめっき皮膜は、X線回折分析により特定される(222)面(ミラー指数(222)の結晶面)が表面側を向いた(222)配向結晶の存在率が、他の結晶面が表面側に配向している結晶の存在率よりも高く、
上記領域AのCrめっき皮膜は、上記シール部材の摺動速度の変化に対する摩擦係数の速度依存性が負勾配の特性(摺動速度が上がるほど摩擦係数が小さくなる特性)を示し、
上記領域BのCrめっき皮膜は、上記シール部材の摺動速度の変化に対する摩擦係数の速度依存性が正勾配の特性(摺動速度が上がるほど摩擦係数が大きくなる特性)を示すことを特徴とする。
上記領域AのCrめっき皮膜は、上記領域BのCrめっき皮膜に比べて上記(222)配向結晶の存在率が小さいことを特徴とする。
摺動部材用ワークをめっき浴に入れ、正電処理によって、該ワークの内周面に、X線回折分析により特定される(222)面が表面側を向いた(222)配向結晶の存在率が、他の結晶面が表面側に配向している結晶の存在率よりも高いCrめっき皮膜を形成する工程を備え、
上記工程では、上記Crめっき皮膜を形成するための電流密度を、上記領域Aでは上記領域Bよりも小さくすることにより、上記シール部材の摺動速度の変化に対する摩擦係数の速度依存性が、上記領域AのCrめっき皮膜では負勾配の特性となり、上記領域BのCrめっき皮膜では正勾配の特性となるようにすることを特徴とする。
上記ロータハウジング1の製法を説明する。
ライナー用鋼板にCrめっき皮膜を形成した後、該鋼板をレーザー溶接にて上記トロコイド状内周面を有する長円筒状に加工する。この長円筒状ライナー11をアルミ合金製ハウジング本体に鋳ぐるむ。得られたロータハウジング用ワークの内周面をホーニング研削砥石にて加工することで、所定の粗さに仕上げてロータハウジング1を得る。
本めっき処理の電流密度25A/dm2、30A/dm2、45A/dm2と変化させてテストピース(鋼板)にCrMoめっき皮膜を形成した。めっき浴組成は表1の通りであり、触媒、すなわち、有機スルフォン酸としては、アトテック社製のHeef25−Rを用いた。
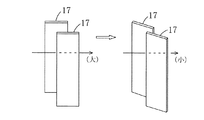
本例は、ライナーをハウジング本体に鋳ぐるんでロータハウジング用ワークを形成した後に、このワークにCrめっき処理を施す例である。めっき浴に当該ワークを入れ、予熱、逆電処理によるワーク表面の洗浄及びストライクめっき処理を行なった後、図8に示すように、Crめっき処理用電極15とロータハウジング用ワーク1AのA領域の内周面との間に遮蔽板17を配置して本めっき処理(正電処理)を施す。電極15とワーク1Aの内周面との距離は全周にわたって略同一である。
1A ワーク
2 シール部材
3 内周面
12 (222)配向のCr結晶
12a (222)配向のCr結晶部位に生成した酸化物
13 他のCr結晶
13a 他のCr結晶部位に生成した酸化物
14 Cr酸化皮膜
15 電極
17 遮蔽板
Claims (3)
- 表面にCrめっき皮膜が形成された長円形状の内周面を備え、該内周面をシール部材が周方向に摺動する摺動部材であって、
上記内周面には、上記シール部材の摺動速度が漸次上昇する領域Aと、上記シール部材の摺動速度が漸次低下する領域Bとがあり、
上記Crめっき皮膜は、X線回折分析により特定される(222)面が表面側を向いた(222)配向結晶の存在率が、他の結晶面が表面側に配向している結晶の存在率よりも高く、
上記領域AのCrめっき皮膜は、上記シール部材の摺動速度の変化に対する摩擦係数の速度依存性が負勾配の特性を示し、
上記領域BのCrめっき皮膜は、上記シール部材の摺動速度の変化に対する摩擦係数の速度依存性が正勾配の特性を示すことを特徴とする摺動部材。 - 請求項1において、
上記領域AのCrめっき皮膜は、上記領域BのCrめっき皮膜に比べて上記(222)配向結晶の存在率が小さいことを特徴とする摺動部材。 - シール部材が周方向に摺動するCrめっき皮膜が形成された長円形状の内周面を備え、該内周面には、上記シール部材の摺動速度が漸次上昇する領域Aと、上記シール部材の摺動速度が漸次低下する領域Bとが存在する摺動部材の製造方法であって、
摺動部材用ワークをめっき浴に入れ、正電処理によって、該ワークの内周面に、X線回折分析により特定される(222)面が表面側を向いた(222)配向結晶の存在率が、他の結晶面が表面側に配向している結晶の存在率よりも高いCrめっき皮膜を形成する工程を備え、
上記工程では、上記Crめっき皮膜を形成するための電流密度を、上記領域Aでは上記領域Bよりも小さくすることにより、上記シール部材の摺動速度の変化に対する摩擦係数の速度依存性が、上記領域AのCrめっき皮膜では負勾配の特性となり、上記領域BのCrめっき皮膜では正勾配の特性となるようにすることを特徴とする摺動部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006329875A JP4840109B2 (ja) | 2006-12-06 | 2006-12-06 | 摺動部材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006329875A JP4840109B2 (ja) | 2006-12-06 | 2006-12-06 | 摺動部材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008144193A JP2008144193A (ja) | 2008-06-26 |
| JP4840109B2 true JP4840109B2 (ja) | 2011-12-21 |
Family
ID=39604686
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006329875A Expired - Fee Related JP4840109B2 (ja) | 2006-12-06 | 2006-12-06 | 摺動部材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4840109B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007291423A (ja) * | 2006-04-21 | 2007-11-08 | Mazda Motor Corp | 摺動部材 |
| JP6808560B2 (ja) | 2017-04-03 | 2021-01-06 | 株式会社豊田中央研究所 | 摺動システム |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5187116A (ja) * | 1975-01-28 | 1976-07-30 | Nippon Piston Ring Co Ltd | Rootariienjinniokeruapetsukusushiiruto rootaahaujingutono sotaitekikumiawase |
| JPS6047822A (ja) * | 1983-08-26 | 1985-03-15 | Mazda Motor Corp | ロ−タリピストンエンジンのロ−タハウジングの製造方法 |
| JPH0715158B2 (ja) * | 1985-12-06 | 1995-02-22 | マツダ株式会社 | 加工性の優れた摺接部材およびその製造方法 |
| JPH01155062A (ja) * | 1987-12-10 | 1989-06-16 | Nippon Piston Ring Co Ltd | シリンダライナ |
| JP3729962B2 (ja) * | 1997-01-16 | 2005-12-21 | 帝国ピストンリング株式会社 | ピストンリングの製造方法 |
| JP2004256913A (ja) * | 2003-02-07 | 2004-09-16 | Nippon Piston Ring Co Ltd | Cr−Mo合金めっき被膜 |
| JP4650157B2 (ja) * | 2005-01-12 | 2011-03-16 | マツダ株式会社 | 摺動部用メッキ皮膜及び同皮膜の形成方法 |
| JP4843318B2 (ja) * | 2005-03-30 | 2011-12-21 | 株式会社神戸製鋼所 | クロムめっき部材 |
-
2006
- 2006-12-06 JP JP2006329875A patent/JP4840109B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008144193A (ja) | 2008-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6062357B2 (ja) | ピストンリング | |
| US8123227B2 (en) | Sliding member | |
| JP5564099B2 (ja) | シリンダとピストンリングの組合せ | |
| EP1304393A1 (en) | Piston ring excellent in resistance to scuffing, cracking and fatigue and method for producing the same, and combination of piston ring and cylinder block | |
| CN104185692B (zh) | 具有铬固体粒子-磨损保护层和耐腐蚀侧面的活塞环 | |
| EP3006787A1 (en) | Piston ring, raw material therefor, and production method for both | |
| EP3168506A1 (en) | Pressure ring | |
| JP7508747B2 (ja) | ピストンリング | |
| JP4320605B2 (ja) | 一対の摺動部材 | |
| JP4840109B2 (ja) | 摺動部材及びその製造方法 | |
| JP3848451B2 (ja) | シリンダライナ及びその製造方法 | |
| JP4650157B2 (ja) | 摺動部用メッキ皮膜及び同皮膜の形成方法 | |
| JP2006125530A (ja) | ピストンリングおよびその製造方法 | |
| CN207333039U (zh) | 内燃机活塞环组件 | |
| US20130337215A1 (en) | Remanufactured Component And FeA1SiC Thermal Spray Wire For Same | |
| EP3976981B1 (en) | Material treatments for diamond reactive material support engagement with diamond surface | |
| JP2004060619A (ja) | 内燃機関用ピストンリングの組合せ | |
| JP2011063839A (ja) | 摺動部材 | |
| JP2007270880A (ja) | ピストンリング | |
| CN202832829U (zh) | 一种高硬度的活塞 | |
| JP2008196346A (ja) | 摺動部材及びその製造方法 | |
| JPS5924241B2 (ja) | ロ−タリピストンエンジンにおけるサイドハウジングとサイドシ−ルの組み合せ | |
| JP2006207691A (ja) | 硬質皮膜被覆摺動部材 | |
| JP2812561B2 (ja) | バルブリフタ及びその製造方法 | |
| JP6584243B2 (ja) | ピストンリング及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091118 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100518 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110906 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110919 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4840109 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141014 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |