JP5103100B2 - 表面シートの製造方法 - Google Patents
表面シートの製造方法 Download PDFInfo
- Publication number
- JP5103100B2 JP5103100B2 JP2007230145A JP2007230145A JP5103100B2 JP 5103100 B2 JP5103100 B2 JP 5103100B2 JP 2007230145 A JP2007230145 A JP 2007230145A JP 2007230145 A JP2007230145 A JP 2007230145A JP 5103100 B2 JP5103100 B2 JP 5103100B2
- Authority
- JP
- Japan
- Prior art keywords
- receiving hole
- sheet
- convex
- convex portion
- raw material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Landscapes
- Absorbent Articles And Supports Therefor (AREA)
Description
例えば、片面側に突出する立体的な開孔を有する不織布製のシートが知られている(特許文献1参照)。特許文献1記載の表面シートは、先端の尖った突起を不織布に突き刺すと共に加熱して立体的な開孔を形成している。
他方、特許文献2の表面シートは、導管凹部の底部及び側面に導液裂け目が形成されているため、その立体形状が潰れやすく、クッション性が不十分となり易い。また、導液裂け目を形成するために、繊維自由度(動きやすさ)の低い不織布を用いているため、肌に接する部分も柔軟性に劣るものとなり、肌触りが良好ではない。
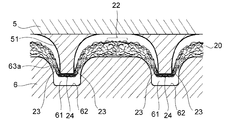
本発明の一実施形態である表面シートの製造方法は、図1に示すように、繊維材料からなる原料シート20を、多数の凸部51を有する凸ロール(雄部材)5と、凸部51が挿入される多数の受け穴61を有する凹ロール(雌部材)6との間に供給し、凸部51により原料シート20を部分的に受け穴61内に押し込ませて凹状に変形させ、その凹状の変形形状を加熱により固定して、多数の凹部を有する表面シート1を製造する方法である。
図2において、X方向は、表面シート1の製造時における原料シート20及び表面シート1の流れ方向(MD)であり、Y方向は、該流れ方向に直交する方向(CD)である。
表面部3の表面31及び凹部4の表面41は、吸収性物品に組み込まれたときに着用者の肌側に向けられる、表面シート1の片面であり、表面部3の裏面32及び凹部4の裏面42は、吸収性物品に組み込まれたときに着用者の肌側とは反対側(吸収体側)に向けられる、表面シート1のもう一方の面である。凹部4は、表面シート1の見かけの厚みTを増大させると共に、表面31,41側から取り込んだ液を吸収体へと導く機能を有している。
これらの中で好ましいのはエアースルー不織布である。エアースルー不織布は、適度な伸長性を有すると共に、繊維同士の結合点を有することによって伸長させても繊維がばらばらになりにくいので、立体的な形態の安定した凹部4を容易に形成することができる。
本発明において、エアースルー不織布には、単層のエアースルー不織布の他、エアースルー不織布同士又はエアースルー不織布と他の不織布との積層体も含まれる。
エアースルー不織布として積層体を用いる場合、層間は部分的又は全体的にエンボス加工(ヒートエンボス、超音波エンボス、高周波エンボス等)等の公知の接合手段により接合されていることが好ましい。
本実施形態に用いた凸ロール5は、多数の凸部51が一定間隔に直列してなる凸部列が該ロールの軸長方向に延びて形成されていると共に、該凸部列が、ロール5の周方向に一定間隔に多数形成されている。各凸部列を構成する個々の凸部は、隣接する凸部列の個々の凸部とロール軸長方向に半ピッチ分ずれた位置に形成されている。凹ロール6の受け穴61も、同様の配置とされている。
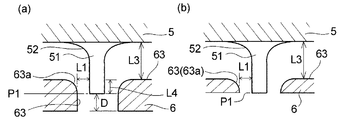
また、各受け穴61は、その開口部寄りの内面が、該受け穴61の深さ方向Z’の深部側(図4中下側)から開口部側(図4中上側)に向かうに連れて該受け穴の中心線CL6から遠ざかるように傾斜した傾斜面63aとなされている。
本実施形態における傾斜面63aは、図4に示すように、受け穴61の深さ方向Z’と平行な平面による断面形状が円弧状である。
傾斜面63aの長さL63a(傾斜面に沿って測定、図4参照)は、凸部51の挿入深さL4(図4参照)に対して、10〜350%であることが好ましく、より好ましくは15〜250%である。
本実施形態における傾斜面52は、図4に示すように、凸部51の突出方向Z”と平行な平面による断面形状が円弧状である。
傾斜面52の長さL52(傾斜面に沿って測定、図4参照)は、凸部51の中心線CL5における先端51aから基端51bまでの長さに対して、2〜160%であることが好ましく、より好ましくは8〜120%である。
より具体的には、本実施形態における凸部51の傾斜面52と受け穴61の傾斜面63aとは、何れも断面円弧状であるが、その傾斜面52の曲率半径を、傾斜面63aの曲率半径より大きくしてある。凸部51の傾斜面52の曲率半径に対する受け穴61の傾斜面63aの曲率半径の比(後者/前者)は、0.1/1〜0.9/1であることが好ましく、0.2/1〜0.8/1がより好ましい。また、受け穴61の傾斜面63aの曲率半径は、凸部51の挿入深さL4に対して、8〜150%であることが好ましく、凸部の傾斜面52の曲率半径は、凸部51の中心線CL5における先端51aから基端51bまでの長さに対して、5〜75%であることが好ましい。
そして、原料シート20における、受け穴61内に押し込まれて凹状に変形した部分に、凸部51及び受け穴61の内面62,63から熱が与えられ、その凹状の変形形状が固定(熱セット)させる。
そのため、得られる表面シート1は、肌触りが良いものとなる。肌触りが一層優れた表面シート1を得る観点から、原料シート20は、表面シート1の表面部3に対応する部分(表面部3となる部分)の略全域を凸ロール5(雄部材)に接触させないことが好ましい。
そして、そのように伸長させた部分に、受け穴61の傾斜面6から熱を与える、特に不織布裏面側に多く与えることで、クッション性や肌触りに一層優れた表面シートが得られる。
クッション性や肌触りに一層優れた表面シートを得る観点から、前記部分23が部分24の周囲に環状に生じるようにすることが好ましい。
また、凹部4が、底部44を有し下端が開口しておらず、吸収体に移行した液が、該底部44によって隠蔽されるため、例えば、生理用ナプキンの表面シート等として用いたときに、使用後のナプキン等において経血等の液体の色が目立つことを防止することができる。
例えば、原料シート20として、厚みが3mm未満の不織布を用いる場合について説明すると、前記離間距離L3は、3mm以上、特に5mm以上であることが好ましい。
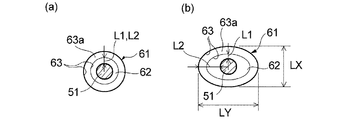
また、凸部51が受け穴61に挿入された状態における、凸部51と受け穴61の開口周縁部62との間の最長距離L2〔図6(a)及び図6(b)参照〕は4mm以下、特に3mm以下であることが、潰れにくく、且つ立体形状の復元力を有した凹部4を得られる点から好ましい。
また、凸部51が受け穴61に挿入された状態における、凸部51の挿入深さL4は、0.5〜6.0mm、特に1.0〜4.0mmであることが、より立体的な凹部4を得、且つ底面部44の破れを防止する点から好ましい。
凸部51の挿入深さL4は、凸ロール5及び凹ロール6の回転に伴い漸次変化するが、寸法等を規定する場合における「凸部51が受け穴61に挿入された状態」は、挿入深さL4が最大となった状態とする。
即ち、凸ロール5及び凹ロール6が回転して、凸部51の挿入深さDが最大となったときにも、該凸部51の先端位置P1よりも深いところにまで、受け穴61の内面62,63が存在するようにする。
これにより、受け穴61内の周囲からの熱および凸部51の熱によって、凸部51により押し込まれた不織布に安定した凹部4を形成することができる。
凸部51の先端位置P1より下方に位置する、受け穴61の内面63の高さD〔図4及び図7(a)参照〕)は、0mm以上であることが好ましく、0mm超20mm以下であることがより好ましく、5〜10mmであることが更に好ましい。
このような凸部51を用いることで、押し込んだ凸部51を引き抜く際の抵抗を低減させることができるため、凹部4の形状を崩さずに成型できる。
尚、突出部分53と非突出部分54との間の段差は、例えば0.05〜1.0mmとすることが好ましい。
表面シート1は、吸収性物品に組み込まれて使用されたしたときに、凹部4以外の部分の表面31が着用者の肌に接触する。表面部3は、このように表面31側が着用者の肌に接する部分である。本表面シート1において、表面部3は、各凹部4の周囲に連続して形成されている。また、表面部3は、図2及び図3に示すように、略平坦状に形成されている。
表面シート1は、多数の凹部4が、それぞれ、表面部3から吸収体側に向かって突出するように形成されているため、肌側に向けて突出する多数の独立凸部を有する表面シートに比べて、肌を伝って流れる液を、より素早く表面シート1内に取り込むことができる。そのため、肌を伝って液が流れることによる不都合、例えば吸収性物品からの液漏れ等を効果的に防止することができる。
周壁部43は、表面シート1の厚み方向に延びる垂直線に対して傾斜しており、表面シート1の該周壁部43に囲まれた部分の横断面(表面シート1の厚み方向に直交する平面による断面)の面積が表面部3側から底面部44に向かって漸減している。より具体的には、内面形状が略逆円錐台状をなしている。
底面部44は、平面視略円形であり、その周囲に周壁部43が連続している。底面部44は、略平坦状に形成されているが、凸部51の先端部を凸曲面状に形成して、底面部44を、断面が下方に向けて凸の円弧状をなす凸曲面形状に形成することもできる。
表面シート1は、このように、底面部隣接部位Aの厚みTaが表面部3の厚みT1より小さく、吸収体への液の移行性に優れている。
そのため、表面部3及び/又は周壁部43から、底面部隣接部位Aへの液の移行性、延いては吸収体への液の移行性に一層優れている。
吸収体への液の移行性の向上の観点から、周壁部43の底面部隣接部位Aの厚みTaは、該周壁部43における表面部3に隣接する部位(図3中に符号Bで示す部位、以下、表面部隣接部位Bともいう)の厚みTbの5〜80%であることが好ましく、より好ましくは5〜50%である。尚、表面部隣接部位Bの厚みTbは、図3に示すように、凹部4を構成する不織布の該部位Bにおける厚みである。
前記厚みT1、Ta、Tbは、無荷重下の厚みであり、例えば断面を撮影した顕微鏡写真から求める。表面シートの厚みTも同様である。
坪量は15〜50g/m2、特に20〜40g/m2であることが好ましく、構成繊維の繊度は1.2〜6.7dtexであることが好ましい。
厚みは0.2〜3.0mm、特に0.4〜2.5mmであることが好ましい。この厚みは、凹凸形状を付与する前の原料シートの段階の厚みであり、0.5g/cm2の荷重下の厚みを、KEYENCE社製 レーザー変位計(LK−085)等を用いて測定する。
また、凹部4の個数は、表面シート9cm2あたりの個数が、10〜100個程度が好ましく、より好ましくは20〜70個程度である。
吸収性物品は、典型的には、表面シート、裏面シート及び両シート間に介在配置された液保持性の吸収体を具備している。吸収体及び裏面シートとしては、当該技術分野において通常用いられている材料を特に制限無く用いることができる。例えば吸収体としては、パルプ繊維等の繊維材料からなる繊維集合体又はこれに吸収性ポリマーを保持させたものを、ティッシュペーパーや不織布等の被覆シートで被覆してなるものを用いることができる。裏面シートとしては、熱可塑性樹脂のフィルムや、該フィルムと不織布とのラミネート等の液透過性ないし撥水性のシートを用いることができる。裏面シートは水蒸気透過性を有していてもよい。吸収性物品は更に、該吸収性物品の具体的な用途に応じた各種部材を具備していてもよい。そのような部材は当業者に公知である。例えば吸収性物品を使い捨ておむつや生理用ナプキンに適用する場合には、表面シート上の左右両側部に一対又は二対以上の立体ガードを配置することができる。
例えば、上述した実施形態においては、受け穴61と凸部51の両方が傾斜面63a、52を有していたが、図9に示すように、受け穴61のみが傾斜面63aを有していても良い。また、受け穴61及び凸部51は、図10に示すように、受け穴61の傾斜面63a及び/又は凸部51の傾斜面52として、断面直線状の傾斜面を有するものであっても良い。
更に、受け穴61の傾斜面63a及び/又は凸部51の傾斜面52は、図11に示すように、複数の段部を有し、全体として傾斜しているものであっても良い。
また、凸部51及び受け穴61の形状は、それぞれ、真円形や楕円形に代えて、菱形、正方形、長方形等の多角形状、あるいはハート型、星形等とすることもできる。例えば、多角形とする場合、角部には丸みをつけることが好ましい。
また、上述した実施形態におけるように雄部材及び雌部材として凸ロール及び凹ロールを用い、これらの間に原料シートを導入して加工する場合、凹ロールの受け穴は、ロール周方向の少なくとも前後に上述したような傾斜面を有することが好ましい。
2 不織布
20 原料シート
3 表面部
4 凹部
43 周壁部
44 底面部
5 凸ロール(雄部材)
51 凸部
52 傾斜面
6 凹ロール(雌部材)
61 受け穴
62 底部(内面)
63 内周面(内面)
63a 傾斜面
Claims (7)
- 繊維材料からなる原料シートを、多数の凸部を有する雄部材と、該凸部が挿入される多数の受け穴を有する雌部材との間に供給し、前記凸部により該原料シートを部分的に前記受け穴内に押し込ませて凹状に変形させ、その凹状の変形形状を加熱により固定して、多数の凹部を有する表面シートを製造する表面シートの製造方法であって、
前記受け穴は、その開口部寄りの内面が、該受け穴の深さ方向の深部側から開口部側に向かうに連れて該受け穴の中心線から遠ざかるように傾斜した傾斜面となされており、
前記雄部材及び前記雌部材を加熱し、
前記原料シートを前記凸部により前記受け穴に部分的に押し込むと共に、該原料シートにおける前記表面シートの頂部に対応する部分を前記雄部材に接触させない状態下に、前記受け穴に押し込んだ部分の凹状の変形形状を熱により固定し、
前記原料シートにおける、前記凸部の先端部に直接押圧される部分を前記受け穴の内面に接触させない、表面シートの製造方法。 - 前記凸部は、その突出方向の基端側に、該凸部の突出方向の先端側から基端側に向かうに連れて該凸部の中心線から遠ざかるように傾斜した傾斜面を有している、請求項1記載の表面シートの製造方法。
- 前記凸部が前記受け穴に挿入された状態において、該凸部の前記傾斜面と該受け穴の前記傾斜面との間の隙間の幅が、該凸部及び該受け穴の中心線から遠ざかるにつれて拡大している、請求項1又は2記載の表面シートの製造方法。
- 前記凸部が前記受け穴に挿入された状態において、前記受け穴の内面が、前記凸部の先端位置より深い位置まで延在している、請求項1〜3の何れか1項記載の表面シートの製造方法。
- 前記原料シートの厚みが3mm未満であり、前記凸部が前記受け穴に挿入された状態における、前記雌部材の前記受け穴同士間に位置する面と前記雄部材の対向面との離間距離を1mm以上とする請求項1〜4の何れか1項記載の表面シートの製造方法。
- 前記雄部材は、前記凸部の先端部に、前記原料シートに接触させる部分と接触させない部分とを備えている、請求項1〜5の何れか1項記載の表面シートの製造方法。
- 前記雄部材が、周面に前記凸部を有する凸ロールであり、前記雌部材が、周面に前記受け穴を有する凹ロールである、請求項1〜6の何れか1項記載の表面シートの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007230145A JP5103100B2 (ja) | 2007-09-05 | 2007-09-05 | 表面シートの製造方法 |
| CN200880014091.7A CN101674793B (zh) | 2007-05-24 | 2008-05-12 | 吸收性物品的正面片材、其制造方法以及吸收性物品 |
| PCT/JP2008/058727 WO2008146594A1 (ja) | 2007-05-24 | 2008-05-12 | 吸収性物品の表面シート、その製造方法及び吸収性物品 |
| TW097118702A TWI451860B (zh) | 2007-05-24 | 2008-05-21 | A front sheet of an absorbent article, a method for producing the same, and an absorbent article |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007230145A JP5103100B2 (ja) | 2007-09-05 | 2007-09-05 | 表面シートの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009061025A JP2009061025A (ja) | 2009-03-26 |
| JP5103100B2 true JP5103100B2 (ja) | 2012-12-19 |
Family
ID=40556190
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007230145A Expired - Fee Related JP5103100B2 (ja) | 2007-05-24 | 2007-09-05 | 表面シートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5103100B2 (ja) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012125629A (ja) * | 2012-03-30 | 2012-07-05 | Daio Paper Corp | 吸収性物品の製造方法 |
| US10045888B2 (en) | 2014-09-12 | 2018-08-14 | The Procter & Gamble Company | Nonwoven material having discrete three-dimensional deformations with wide base openings |
| US10064766B2 (en) | 2014-09-12 | 2018-09-04 | The Procter & Gamble Company | Nonwoven material having discrete three-dimensional deformations that are configured to collapse in a controlled manner |
| US10076898B2 (en) | 2014-09-12 | 2018-09-18 | The Procter & Gamble Company | Apparatus having forming members with surface texture for making nonwoven material having discrete three-dimensional deformations with wide base openings |
| US10195092B2 (en) | 2014-03-06 | 2019-02-05 | The Procter & Gamble Company | Multi-component topsheets |
| US10206826B2 (en) | 2014-03-06 | 2019-02-19 | The Procter & Gamble Company | Three-dimensional substrates |
| US10226385B2 (en) | 2014-09-12 | 2019-03-12 | The Procter & Gamble Company | Process for making an absorbent article comprising a topsheet/acquisition layer laminate |
| US10285874B2 (en) | 2014-03-06 | 2019-05-14 | The Procter & Gamble Company | Multi-component topsheets |
| US10610423B2 (en) | 2016-03-08 | 2020-04-07 | The Procter & Gamble Company | Absorbent article comprising a topsheet/acquisition web laminate |
| US10973702B2 (en) | 2015-08-26 | 2021-04-13 | The Procter & Gamble Company | Absorbent articles having three dimensional substrates and indicia |
| US11202723B2 (en) | 2016-07-01 | 2021-12-21 | The Procter & Gamble Company | Absorbent articles with improved topsheet dryness |
| US11273083B2 (en) | 2017-11-06 | 2022-03-15 | The Procter & Gamble Company | Structure having nodes and struts |
| US11376169B2 (en) | 2017-05-03 | 2022-07-05 | The Procter & Gamble Company | Absorbent article having multiple zones |
| US11696856B2 (en) | 2017-03-09 | 2023-07-11 | The Procter & Gamble Comoany | Three-dimensional materials having apertures and voids |
| US11844670B2 (en) | 2017-02-13 | 2023-12-19 | The Procter And Gamble Company | Methods of making laminates for absorbent articles |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4972500B2 (ja) * | 2007-09-05 | 2012-07-11 | 花王株式会社 | 吸収性物品 |
| JP5099752B2 (ja) * | 2007-05-24 | 2012-12-19 | 花王株式会社 | 表面シートの製造方法 |
| JP5096041B2 (ja) * | 2007-05-24 | 2012-12-12 | 花王株式会社 | 吸収性物品の表面シート |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3380572B2 (ja) * | 1992-06-22 | 2003-02-24 | 大和紡績株式会社 | 分割性複合繊維およびその繊維集合物 |
| JP3096208B2 (ja) * | 1993-09-01 | 2000-10-10 | 花王株式会社 | 吸収性物品の表面シート |
| JP3288920B2 (ja) * | 1996-02-29 | 2002-06-04 | ユニ・チャーム株式会社 | 体液吸収性物品の透液性表面シート製造方法 |
| JP3727207B2 (ja) * | 1999-11-15 | 2005-12-14 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP4167406B2 (ja) * | 2001-05-30 | 2008-10-15 | 大王製紙株式会社 | 吸収性物品およびその製造方法 |
| JP4390406B2 (ja) * | 2001-06-08 | 2009-12-24 | 花王株式会社 | 吸収性物品 |
| JP4716638B2 (ja) * | 2002-09-26 | 2011-07-06 | 旭化成せんい株式会社 | 柔軟な衛生材料用不織布及び使い捨て衛生材料 |
| JP3877702B2 (ja) * | 2003-04-23 | 2007-02-07 | ピジョン株式会社 | 吸収性製品 |
| JP4851169B2 (ja) * | 2005-11-25 | 2012-01-11 | 大王製紙株式会社 | 吸収性物品及びその製造方法 |
| JP5099752B2 (ja) * | 2007-05-24 | 2012-12-19 | 花王株式会社 | 表面シートの製造方法 |
| JP5096041B2 (ja) * | 2007-05-24 | 2012-12-12 | 花王株式会社 | 吸収性物品の表面シート |
| JP4972500B2 (ja) * | 2007-09-05 | 2012-07-11 | 花王株式会社 | 吸収性物品 |
-
2007
- 2007-09-05 JP JP2007230145A patent/JP5103100B2/ja not_active Expired - Fee Related
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012125629A (ja) * | 2012-03-30 | 2012-07-05 | Daio Paper Corp | 吸収性物品の製造方法 |
| US10206826B2 (en) | 2014-03-06 | 2019-02-19 | The Procter & Gamble Company | Three-dimensional substrates |
| US10195092B2 (en) | 2014-03-06 | 2019-02-05 | The Procter & Gamble Company | Multi-component topsheets |
| US11033440B2 (en) | 2014-03-06 | 2021-06-15 | The Procter & Gamble Company | Three-dimensional substrates |
| US10285874B2 (en) | 2014-03-06 | 2019-05-14 | The Procter & Gamble Company | Multi-component topsheets |
| US12076220B2 (en) | 2014-03-06 | 2024-09-03 | The Procter & Gamble Company | Three-dimensional substrates |
| US10182949B2 (en) | 2014-09-12 | 2019-01-22 | The Procter & Gamble Company | Nonwoven material having discrete three-dimensional deformations with wide base openings that are base bonded to additional layer |
| US10500826B2 (en) | 2014-09-12 | 2019-12-10 | The Procter & Gamble Company | Method of making nonwoven material having discrete three-dimensional deformations with wide base openings |
| US10105268B2 (en) | 2014-09-12 | 2018-10-23 | The Procter & Gamble Company | Nonwoven material having discrete three-dimensional deformations with differential opacity regions |
| US10045889B2 (en) | 2014-09-12 | 2018-08-14 | The Procter & Gamble Company | Nonwoven material having discrete three-dimensional deformations with wide base openings and specific fiber concentrations |
| US10076898B2 (en) | 2014-09-12 | 2018-09-18 | The Procter & Gamble Company | Apparatus having forming members with surface texture for making nonwoven material having discrete three-dimensional deformations with wide base openings |
| US10226385B2 (en) | 2014-09-12 | 2019-03-12 | The Procter & Gamble Company | Process for making an absorbent article comprising a topsheet/acquisition layer laminate |
| US10045888B2 (en) | 2014-09-12 | 2018-08-14 | The Procter & Gamble Company | Nonwoven material having discrete three-dimensional deformations with wide base openings |
| US10687987B2 (en) | 2014-09-12 | 2020-06-23 | The Procter & Gamble Company | Process for making an absorbent article comprising a topsheet/acquisition layer laminate |
| US10993845B2 (en) | 2014-09-12 | 2021-05-04 | The Procter & Gamble Company | Process for making an absorbent article comprising a topsheet/acquisition layer laminate |
| US10064766B2 (en) | 2014-09-12 | 2018-09-04 | The Procter & Gamble Company | Nonwoven material having discrete three-dimensional deformations that are configured to collapse in a controlled manner |
| US11154428B2 (en) | 2014-09-12 | 2021-10-26 | The Procter & Gamble Company | Absorbent articles with indicia and/or color |
| US10973702B2 (en) | 2015-08-26 | 2021-04-13 | The Procter & Gamble Company | Absorbent articles having three dimensional substrates and indicia |
| US10610423B2 (en) | 2016-03-08 | 2020-04-07 | The Procter & Gamble Company | Absorbent article comprising a topsheet/acquisition web laminate |
| US11202723B2 (en) | 2016-07-01 | 2021-12-21 | The Procter & Gamble Company | Absorbent articles with improved topsheet dryness |
| US11844670B2 (en) | 2017-02-13 | 2023-12-19 | The Procter And Gamble Company | Methods of making laminates for absorbent articles |
| US12097104B2 (en) | 2017-02-13 | 2024-09-24 | The Procter & Gamble Company | Methods of making laminates for absorbent articles |
| US11696856B2 (en) | 2017-03-09 | 2023-07-11 | The Procter & Gamble Comoany | Three-dimensional materials having apertures and voids |
| US11376169B2 (en) | 2017-05-03 | 2022-07-05 | The Procter & Gamble Company | Absorbent article having multiple zones |
| US11273083B2 (en) | 2017-11-06 | 2022-03-15 | The Procter & Gamble Company | Structure having nodes and struts |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009061025A (ja) | 2009-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5103100B2 (ja) | 表面シートの製造方法 | |
| JP5099752B2 (ja) | 表面シートの製造方法 | |
| CN101674793B (zh) | 吸收性物品的正面片材、其制造方法以及吸收性物品 | |
| KR101229663B1 (ko) | 흡수용품 | |
| JP5979983B2 (ja) | 吸収性物品及びその製造方法 | |
| JP4938129B2 (ja) | 吸収性物品 | |
| KR101267774B1 (ko) | 구역식 톱시트 | |
| KR101267741B1 (ko) | 구역식 톱시트 | |
| JP4255440B2 (ja) | 立体シート | |
| JP5972584B2 (ja) | 吸収性物品 | |
| JP4972500B2 (ja) | 吸収性物品 | |
| JP2009153731A (ja) | 吸収性物品の表面シート及びその製造方法 | |
| JP5924897B2 (ja) | 吸収性物品 | |
| JP6275364B1 (ja) | 吸収性物品 | |
| JP6028054B2 (ja) | 吸収性物品 | |
| JP5096041B2 (ja) | 吸収性物品の表面シート | |
| JP4467405B2 (ja) | 生理用ナプキン | |
| JP6753664B2 (ja) | 不織布 | |
| CN100387212C (zh) | 吸收性物品的表面片和吸收性物品 | |
| JP3998626B2 (ja) | 吸収性物品 | |
| JP6436708B2 (ja) | 吸収性物品 | |
| JP2009142413A (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100622 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120327 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120420 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120911 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121001 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151005 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5103100 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151005 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |