JP5267792B2 - 燃料電池用電解質膜の製造方法 - Google Patents
燃料電池用電解質膜の製造方法 Download PDFInfo
- Publication number
- JP5267792B2 JP5267792B2 JP2008284399A JP2008284399A JP5267792B2 JP 5267792 B2 JP5267792 B2 JP 5267792B2 JP 2008284399 A JP2008284399 A JP 2008284399A JP 2008284399 A JP2008284399 A JP 2008284399A JP 5267792 B2 JP5267792 B2 JP 5267792B2
- Authority
- JP
- Japan
- Prior art keywords
- electrolyte membrane
- protective film
- film
- electrolyte
- fuel cell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Conductive Materials (AREA)
- Fuel Cell (AREA)
Description
さらに、燃料電池用の電解質膜は、薄膜であり、強度が弱く、ガス拡散層のような隣接層(より具体的には、主にガス拡散層の材料であるカーボンの毛羽)から損傷を受け易い。
そこで、特許文献1は、二枚の額縁状保護フィルムを準備し、各額縁部を、接着剤を介して電解質膜の周縁部をサンドイッチし、電解質膜の周縁部を保護する方法を提示し、又、特許文献2は、電解質膜をキャリアフィルムに形成後、電解質膜に触媒層を形成し、その上から触媒層が額縁内周縁部に沿うように額縁状保護フィルムを接合し、電解質膜の周縁部を保護する方法を提示している。
又、燃料電池は、単セルを複数個スタックし、所望の発電性能を得るところ、保護フィルム付き電解質膜がアンデュレーションの面状態であると、その電解質膜の両面に、順に触媒層、拡散層、セパレータをスタックした単位セルの面内に所望の面圧を加えることが困難となり、触媒層、拡散層、セパレータが好適に密着接触できにくくなり無用な内部抵抗の発生および電圧降下を招来し、所望の発電性能が発揮できない。さらに、スタックを締結するにせよ燃料電池の外周部に極端に強い荷重をかけることになり、スタックの劣化を促進するおそれもある。
以下、発明の態様を示し、それらについて説明する。
(1)キャリアフィルムに、額縁状の保護フィルムを接合し、凹部を有するフィルム接合体を作製する接合工程と、該フィルム接合体の前記凹部を含む面に、電解質溶液を塗布する塗布工程と、該塗布された該電解質溶液を乾燥し、断面T字状の電解質膜に、断面T字の両脇であって、断面T字と前記キャリアフィルム面との空間に前記保護フィルムが形成された態様の電解質膜構造体を形成する乾燥工程とを含むことを特徴とする燃料電池用電解質膜の製造方法(請求項1)。
該塗布された電解質溶液を乾燥し、電解質膜を形成する第1乾燥工程とを含み、
該電解質膜が形成されたキャリアフィルムの塗布面に、額縁状の保護フィルムを接合し、凹部を有するフィルム接合体を作製する前記接合工程と、
該フィルム接合体の前記凹部を含む面に、上記(1)項記載の塗布工程としての、電解質溶液を塗布する第2塗布工程と、
該塗布された該電解質溶液を乾燥し、断面H字状の電解質膜に、断面H字の状態の両脇空間に前記保護フィルムが形成された態様の電解質膜構造体を形成する、上記(1)項記載の乾燥工程としての第2乾燥工程と、
を含むことを特徴とする上記(1)項燃料電池用電解質膜の製造方法(請求項2)。
なお、この本項によるキャリアフィルムの剥離前又は後に、全体の面寸法を精密に揃えるために、適宜各辺又は全部の辺をカットするようにしてもよい。又、保護フィルム付きの、電解質膜、MEA、又はMEGAの単体で、輸送、一時保管、又は販売する場合には、キャリアフィルムを保護フィルム付き電解質膜から剥離しない状態で取り扱うことが好ましい。
(5) 上記(3)項に記載の燃料電池用電解質膜の製造方法により得られる保護フィルム付き燃料電池用電解質膜(請求項5)。
図1乃至図3、及び、図4乃至図7は、発明を実施する形態、即ち第1実施形態及び第2実施形態を説明するために図示したものであって、図中、同一の符号を付した部分は同一物又は同一材質を示す。
第1実施形態は、接合工程と、塗布工程と、乾燥工程とを含む。この第1実施形態を、図1乃至図3を参照し説明する。
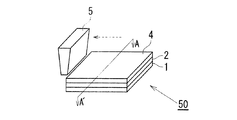
本工程では、まず、キャリアフィルム1を準備する。キャリアフィルム1は、担持体として適当な強度と柔軟性を備えたETFE(エチレン・テトラフロロエチレン共重合体)製のものを使用することが好ましい。ロールトゥロールの量産ラインでは、キャリアフィルムをロールに巻き回したものをロールで巻き取るようにする。キャリアフィルムは、強度ばかりでなくフレキシビリティも必要であり、この観点から、その厚さは例えば15μmから50μmから程度のものが好ましい。ロール幅は幅方向に加工しろを加味して単位セルを何個取るかによって決めればよい。次に、額縁状の保護フィルム2を準備する。保護フィルム2は電解質膜4(図2、図3参照)の特に周縁部を保護・補強するものであるため、強度が高く又キャリアフィルム1と同様にロールトゥロールの量産ラインにおいて使用搬送し易いような柔軟性を兼ね備えたものが好ましい。この観点から、例えばエンジニアリングプラスチックとしてしばしば使用されるPEN(ポリエチレンナフレタート)製のフィルムであって、その厚さが5μmから25μm程度のものが好ましい。額縁状の保護フィルム2のフレーム幅は、単位セルの発電性能を左右する電解質膜のプロトン伝導性を妨げないようにする観点からは、できるだけ狭いことが好ましいが、本来の目的である電解質膜4を保護・補強する観点からは、ある程度の幅があることが好ましい。例えば、単位セル構造の触媒層寸法、セパレータ寸法などを加味して決めればよい。なお、キャリアフィルム1の面寸法は、額縁状の保護フィルム2の外周寸法と同等か、又はそれ以上にする。材料コストを低減する観点からは両者は同一であることが望ましいが、製造上(量産上)は、同一とすると精緻な位置合わせが必須となるため、キャリアフィルム1の面寸法を額縁状の保護フィルム2の外周寸法よりやや大きく形成し、所望の単位セルの面寸法となるように最終的に切断又は打ち抜き加工等により適宜カットして調整することが望ましい。
本工程では、接合工程で形成された凹部3を有するフィルム接合体49に、電解質溶液4を、例えばスキージや、バーコータ、ダイコータ、ドクターブレード等の塗布手段5を用いて、キャスト法により塗布し、最終的に、電解質溶液4で、凹部3を充填しつつ、額縁状の保護フィルム2の額縁(フレーム)面2Fを被覆し、平面状の塗布面を形成する。なお、電解質溶液4は低粘度であるため、凹部3に電解質溶液4が重力により容易に流されて凹部3を充填し、そこから溢れ出る電解質溶液4が上記の平面状の塗布面を形成することになる。
電解質溶液4は、パーフルオロスルホン酸からなる電解質ポリマー(例えば、テフロン(登録商標)骨格のスルホン酸基を持つポリマー)を、水、エタノールを溶媒として10%から20%程度の濃度の電解質溶液である。なお、パーフルオロスルホン酸からなる電解質ポリマーの具体例は、デュポン社製のナフィオン(登録商標)、旭硝子社製のフレミオン(登録商標)、又は旭化成社製のアシプレックス(登録商標)等である。さらに、塗布された電解質溶液4に、100℃から130℃程度の温風を送り、水分及び有機溶媒分を蒸発させる。
第2実施形態は、第1塗布工程と、接合工程と、第2塗布工程と、乾燥工程とを含む。この第2実施形態を、図4乃至図7を参照し説明する。
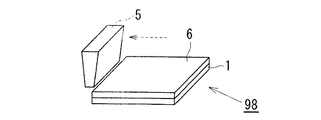
本工程では、第1実施形態と同材料のキャリアフィルム1に、同実施形態と同成分の電解質溶液6を、同実施形態と同様なキャスト法により塗布し、100℃から130℃程度の温風で電解質溶液6中の水分、有機溶媒分を蒸発させて、電解質膜6で被覆されたキャリアフィルム1からなるフィルム接合体98を形成する。
すなわち、第1実施形態の接合工程(図1)に先立ち、キャリアフィルム1に、電解質溶液6を塗布し、電解質溶液6で被覆されたキャリアフィルム1を形成する第1塗布工程(図4)と、
塗布された電解質溶液6を乾燥してなる電解質膜を含むフィルム接合体98を形成する第1乾燥工程(図4)とを含み、
電解質膜6が形成されたキャリアフィルム1であるフィルム接合体98の塗布面に、額縁状の保護フィルム7を接合し、凹部8を有するフィルム接合体99を作製する接合工程(図5)と、
フィルム接合体99の凹部8を含む面に、第1実施形態における塗布工程と同じく、電解質溶液9を塗布する第2塗布工程(図6)と、
塗布された電解質溶液9を乾燥し、断面H字状の電解質膜に、断面H字の状態の両脇空間に保護フィルム7が形成された態様の電解質膜構造体100を形成する、第1実施形態の乾燥工程としての第2乾燥工程(図6)と、
を含むことを特徴とする燃料電池用電解質膜の製造方法である。
Claims (5)
- キャリアフィルムに、額縁状の保護フィルムを接合し、凹部を有するフィルム接合体を作製する接合工程と、
該フィルム接合体の前記凹部を含む面に、電解質溶液を塗布する塗布工程と、
該塗布された該電解質溶液を乾燥し、断面T字状の電解質膜に、断面T字の両脇であって、断面T字と前記キャリアフィルム面との空間に前記保護フィルムが形成された態様の電解質膜構造体を形成する乾燥工程と、
を含むことを特徴とする燃料電池用電解質膜の製造方法。 - 請求項1記載の接合工程に先立ち、キャリアフィルムに、電解質溶液を塗布し、電解質溶液で被覆されたキャリアフィルムを形成する第1塗布工程と、
該塗布された電解質溶液を乾燥し、電解質膜を形成する第1乾燥工程とを含み、
該電解質膜が形成されたキャリアフィルムの塗布面に、額縁状の保護フィルムを接合し、凹部を有するフィルム接合体を作製する前記接合工程と、
該フィルム接合体の前記凹部を含む面に、請求項1記載の塗布工程としての、電解質溶液を塗布する第2塗布工程と、
該塗布された該電解質溶液を乾燥し、断面H字状の電解質膜に、断面H字の状態の両脇空間に前記保護フィルムが形成された態様の電解質膜構造体を形成する、請求項1記載の乾燥工程としての第2乾燥工程と、
を含むことを特徴とする請求項1記載の燃料電池用電解質膜の製造方法。 - 請求項1記載の乾燥工程又は請求項2記載の第2乾燥工程の後、前記キャリアフィルムを前記フィルム接合体から剥離する剥離工程を含むことを特徴とする請求項1又は請求項2に記載の燃料電池用電解質膜の製造方法。
- 請求項1又は請求項2に記載の燃料電池用電解質膜の製造方法により得られるキャリアフィルムに形成された保護フィルム付き燃料電池用電解質膜。
- 請求項3に記載の燃料電池用電解質膜の製造方法により得られる保護フィルム付き燃料電池用電解質膜。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008284399A JP5267792B2 (ja) | 2008-11-05 | 2008-11-05 | 燃料電池用電解質膜の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008284399A JP5267792B2 (ja) | 2008-11-05 | 2008-11-05 | 燃料電池用電解質膜の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010113900A JP2010113900A (ja) | 2010-05-20 |
| JP5267792B2 true JP5267792B2 (ja) | 2013-08-21 |
Family
ID=42302320
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008284399A Expired - Fee Related JP5267792B2 (ja) | 2008-11-05 | 2008-11-05 | 燃料電池用電解質膜の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5267792B2 (ja) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08259710A (ja) * | 1995-03-28 | 1996-10-08 | Sumitomo Electric Ind Ltd | イオン交換膜 |
| US6641862B1 (en) * | 1999-09-24 | 2003-11-04 | Ion Power, Inc. | Preparation of fuel cell electrode assemblies |
| JP4843928B2 (ja) * | 2004-10-19 | 2011-12-21 | 旭硝子株式会社 | 固体高分子電解質膜、固体高分子型燃料電池用膜電極接合体及び固体高分子電解質膜の製造方法 |
| JP5181469B2 (ja) * | 2006-11-22 | 2013-04-10 | トヨタ自動車株式会社 | 膜電極接合体の製造方法 |
-
2008
- 2008-11-05 JP JP2008284399A patent/JP5267792B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010113900A (ja) | 2010-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10270107B2 (en) | Fuel cell and manufacturing method for fuel cell | |
| JP5044062B2 (ja) | 膜−触媒層接合体の製造方法 | |
| JP4600500B2 (ja) | 燃料電池の製造方法 | |
| JP2011165460A (ja) | 膜−触媒層接合体の製造方法 | |
| JP2000090944A (ja) | 触媒層−電解質膜接合体の製造方法およびそれを用いた固体高分子電解質型燃料電池 | |
| JP4940575B2 (ja) | 固体高分子形燃料電池用マスクフィルム付き電解質膜−電極接合体及びその製造方法 | |
| JP4843985B2 (ja) | 固体高分子形燃料電池用ガスケット付き電解質膜−電極接合体及びその製造方法 | |
| JP5273212B2 (ja) | 固体高分子形燃料電池用ガスケット付き電解質膜−電極接合体の製造方法 | |
| JP2010123509A (ja) | 燃料電池に用いられる膜−電極−ガス拡散層接合体の製造方法 | |
| KR20190089418A (ko) | 막 전극 접합체의 제조방법 및 적층체 | |
| JP4810841B2 (ja) | 固体高分子形燃料電池用電解質膜−触媒層接合体の製造方法および製造装置 | |
| JP2004247294A (ja) | 燃料電池用発電素子およびその製造方法ならびに前記発電素子を用いた燃料電池 | |
| JP5267792B2 (ja) | 燃料電池用電解質膜の製造方法 | |
| JP5273207B2 (ja) | 固体高分子形燃料電池用マスクフィルム付き電解質膜−電極接合体及びその製造方法 | |
| JP2012074315A (ja) | 固体高分子形燃料電池の膜電極接合体およびその製造方法 | |
| JP7307109B2 (ja) | ガス拡散層付膜電極接合体およびその製造方法 | |
| JP2007026915A (ja) | 固体高分子形燃料電池の触媒層−電解質膜接合体の製造方法及び触媒層−電解質膜接合体 | |
| JP6085935B2 (ja) | 補強材付き触媒層−電解質膜積層体、固体高分子形燃料電池、及び、補強材付き触媒層−電解質膜積層体の製造方法 | |
| JP4630705B2 (ja) | 燃料電池用膜電極接合体及び燃料電池 | |
| JP6046603B2 (ja) | 樹脂枠付き膜電極構造体 | |
| JP6255720B2 (ja) | 膜電極構造体及びその製造方法 | |
| JP6533028B2 (ja) | 燃料電池の膜電極接合体 | |
| JP2013149455A (ja) | 燃料電池の膜電極接合体の製造方法および製造装置 | |
| JP2019145321A (ja) | 燃料電池スタックの製造方法 | |
| JP2013004390A (ja) | 燃料電池用電解質膜−触媒層接合体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110705 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121009 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121017 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130410 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130423 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5267792 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |