JP5888048B2 - 立体縁付き金属部品の製造方法 - Google Patents
立体縁付き金属部品の製造方法 Download PDFInfo
- Publication number
- JP5888048B2 JP5888048B2 JP2012071367A JP2012071367A JP5888048B2 JP 5888048 B2 JP5888048 B2 JP 5888048B2 JP 2012071367 A JP2012071367 A JP 2012071367A JP 2012071367 A JP2012071367 A JP 2012071367A JP 5888048 B2 JP5888048 B2 JP 5888048B2
- Authority
- JP
- Japan
- Prior art keywords
- edge
- blank
- bent
- manufacturing
- dimensional
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Bending Of Plates, Rods, And Pipes (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
すなわち、上記従来プレス成形にて曲がり縁部を立体化する立体縁付き金属部品の製造方法では、ブランクが高強度鋼板である場合、単純な工程ではわれ、しわが生じて立体縁付き金属部品の目標形状を達成することができず、工程簡素化と製品軽量化との両立は極めて困難であるという課題があった。
(1) 金属板から切り出した、両端をもつ曲線状の曲がり縁部を有するブランクを素材とし、前記曲がり縁部あるいはさらに該曲がり縁部に隣接するブランク部分を立体に成形して立体縁付き金属部品を得る、立体縁付き金属部品の製造方法であって、
前記曲がり縁部に、該曲がり縁部の曲がりに沿った山折れ又は谷折れいずれかの折れ形線を付与する折れ形付与工程と、
次いで、前記曲がり縁部の両端側のブランク部位を、該両端の間隔が狭まるかあるいは広がるように動かすことにより、前記折れ形線を起点として前記曲がり縁部を立体化する立体成形工程とを有することを特徴とする立体縁付き金属部品の製造方法。
(2) 前記折れ形付与工程ではさらに、前記曲がり縁部に隣接するブランク部分に、前記折れ形線とは山と谷が逆の折れ形線を付与する前記(1)に記載の立体縁付き金属部品の製造方法。
(3) 前記折れ形付与工程の前に、前記折れ形線の付与予定部に折目線を付ける折目付け工程を有する前記(1)又は(2)に記載の立体縁付き金属部品の製造方法。
(4) 前記(1)〜(3)のいずれかに記載の立体縁付き金属部品の製造方法において、前記ブランクとして、該ブランクの両端側に端板部を有するものを用い、前記端板部は、前記曲がり縁部の両端側のブランク部位を動かす際の挟持部及び該挟持部から前記ブランクにおける本体部分の両端につながる中間部を備えることを特徴とする立体縁付き金属部品の製造方法。
(5) 前記(1)〜(3)のいずれかに記載の立体縁付き金属部品の製造方法において、前記ブランクとして、前記曲がり縁部の反対側の縁部に長さ方向に分離した端板部を有するものを用い、前記端板部を前記曲がり縁部を動かす際の挟持部とすることを特徴とする立体縁付き金属部品の製造方法。
又、本発明では、前記折れ形付与工程の前に、前記折れ形線の付与予定部に折目線を付ける折目付け工程を有するのが好ましい。これにより、部品の目標形状をより精度良く得ることができる。図13(a)に示すように、ブランク10に付与する折目線11は、実線状、破線状、点線状の何れでもよく、あるいはこれらを組み合わせたものでもよい。又、図13(b)に示すように、折目線11は、コイニング加工等により、V溝(あるいはU溝)状に形成するとよい。このとき、V溝の深さは、深くしすぎると前記立体成形工程において破断を招くおそれがあるため、対ブランク板厚比で20%以下とするのが好ましい。
両端側のブランク部位を動かすには治具によりブランク10の両端側に力を加え内方に向かって押すなどするだけでもよいが、力によりブランク10が前方に飛び出したりしないようブランク10の例えば両端側のブランク部位を挟持しつつ内方に向かって押すようにするなどしてもよく、挟持する場合はブランク10が成形中立ち上がるように変形するのに追随して挟持機構を回動可能なようにしてもよい。しかしながら、挟持機構を回動可能にするのは機構が複雑になるため、単に上下の金型等で挟持してブランク10の部分を水平に保ったまま動かせるようにするのが好ましい。かといって単純に水平に保ったまま動かすとブランク10の挟持されている部分が成形中立ち上がるのが阻害され、立体縁付き金属部品に所望の形状を付与できなくなる部分が生じる。
この場合、成形中に水平に対する角度が連続的に変化する部分に中間部をあてることで、挟持部は水平に保ったまま容易に両端側のブランク部位を動かすことができるようになり、成形後の立体縁付き金属部品に所望の形状を付与することもできるようになる。
この場合、中間部を省略することができ、端板部が長さ方向に分離していることで両端を動かす際に端板部が外曲がり側に位置するときに引張の抵抗になったりわれが生じたりすることなく両端を移動させてブランクを変形させることができる。
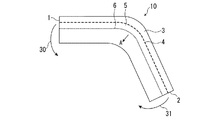
本発明の実施形態例(1)を図1に、これによる製造対象部品を図2に示す。本例では、ブランク10の内曲がり側に位置する曲がり縁部3を部品20の縦壁縁TKとなすべく、まず、プレス加工にて、曲がり縁部3の反縁側境界に山折れ形線4を付与し、次いで、曲がり縁部3の両端1,2側のブランク部位を、これら両端1,2の間隔が狭まるように矢印30,31の向きに動かすことで、山折れ形線4を起点として曲がり縁部3を縦壁化し、所望の縦壁縁TK付きの部品20を得る。尚、図2において、COAはわれ発生有無の観察部位、SOAはしわ発生有無の観察部位である。
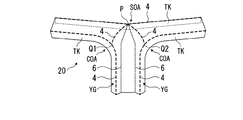
そこで、折れ形付与工程において、Y字形の両腕上縁側、及び左右の各腕下縁側から胴部の各脇側にかけての、曲がり縁部3の反縁側(図7中矢印A側)境界に山折れ形線4を付与する。かつ、胴部に対しては、山形縁YG形成用として、曲がり縁部3に隣接するブランク部分5の曲がり縁部3と反対側の境界に谷折れ形線6を付与する。
次いで、立体成形工程において、Y字形の両腕上縁側の曲がり縁部3の両端1,2側のブランク部位を、これら両端1,2の間隔が広がるように矢印30,31の向きに動かすことにより、所望の縦壁縁TK乃至山形縁YG付きのT字形状の部品20を得る。ここで、上記のように曲がり縁部3の両端1,2側のブランク部位を動かす際、安定した動きを得るために、Y字形の胴部下端を固定しておく。すると、両腕下縁側の曲がり縁部3の両端1,2は、それぞれ左右両脇側の曲がり縁部3の両端のうちの一方を兼ねた可動端となり、他方となる固定端(前記胴部下端)との間隔が狭まるように動くことになるから、両脇部の曲がり縁部3乃至ブランク部分5は、上縁側の曲がり縁部3と同様に立体化する。
ブランク10として、ブランク10の両端側に端板部7,7を有するものを用い、端板部7,7は曲がり縁部3の両端1,2側のブランク部位を動かす際の挟持部7aおよび挟持部7aからブランク10における本体部分10aの両端10bにつながる中間部7bを備える。
挟持部7aを図示しない上下の金型などで挟持するなどして固定し、両端1,2の間隔が狭まるように矢印30,31の向きに動かすことにより所望の縦壁縁TK付きの部品20を得る。挟持部7aから本体部分10aにかけての成形中に水平に対する角度が連続的に変化する部分に中間部7bをあてることで、挟持部7aは水平に保ったまま容易に両端側のブランク部位を動かすことができるようになり、成形後の立体縁付き金属部品に所望の形状を付与することもできるようになる。
ブランク10として、ブランク10の曲がり縁部3の反対側の縁部に長さ方向Bに分離した端板部7,7を有するものを用い、端板部7,7を曲がり縁部3を動かす際の挟持部とする。端板部7,7は製造対象部品(立体縁付き金属部品)となる部分の形状に応じて、折目付け工程において、ブランク10に折目予定ライン8に沿ってコイニング加工等によりV溝(あるいはU溝)を付与したり、あるいはそれに代えてブランク10を折目予定ライン8に沿って曲げ加工したりして形成してもよい。
表1に示す機械的特性を有する鋼板から切り出したブランクを素材とし、表2に示す成形方法で立体縁付き金属部品を製造し、得られた部品についてわれ、しわの発生有無を判定した。ここで、本発明例において、山折れ形線、谷折れ形線の折れ角度は90度とした。比較例No.1,8,15において、製造対象部品はそれぞれ本発明例No.2,10,18のそれと同じとした。われ発生有無は図2,4,6,8,10,12の観察部位COAを目視観察して判定し、しわ発生有無は観察部位SOAを目視観察して判定した。その結果を表2に示す。
(実施例2)
表1に示す機械的特性を有する鋼板から切り出したブランクを素材とし、上述の折目付け工程により折目として表3に示す条件でV溝を付け、その後表3に示す成形方法で立体縁付き金属部品を製造し、得られた部品についてわれ、しわの発生有無を判定し、かつ、目視により目標形状との一致具合を観察し、実施例1と比較(素材、成形方法の同じもの同士の比較)して目標形状との一致具合がさらに良好な場合に形状評価を○とした。ここで、山折れ形線、谷折れ形線の折れ角度は実施例1と同じ90度とした。われ発生有無は図2,4,6,8,10,12の観察部位COAを目視観察して判定し、しわ発生有無は観察部位SOAを目視観察して判定した。その結果を表3に示す。なお、表3中のV溝の深さ(%)はブランク板厚に対するV溝の深さの比である。

3 曲がり縁部
4 山折れ形線
5 曲がり縁部に隣接するブランク部分
6 谷折れ形線
7 端板部
7a 挟持部
7b 中間部
8 折目予定ライン
10 ブランク
10a ブランクにおける本体部分
10b ブランクにおける本体部分の両端
11 折目線
20 部品(立体縁付き金属部品)
30,31 ブランク部位を動かす向きを示す矢印
TK 縦壁縁
YG 山形縁
A 反縁側
B 長さ方向
Claims (5)
- 金属板から切り出した、両端をもつ曲線状の曲がり縁部を有するブランクを素材とし、前記曲がり縁部あるいはさらに該曲がり縁部に隣接するブランク部分を立体に成形して立体縁付き金属部品を得る、立体縁付き金属部品の製造方法であって、
前記曲がり縁部に、該曲がり縁部の曲がりに沿った山折れ又は谷折れいずれかの折れ形線を付与する折れ形付与工程と、
次いで、前記曲がり縁部の両端側のブランク部位を、該両端の間隔が狭まるかあるいは広がるように動かすことにより、前記折れ形線を起点として前記曲がり縁部を立体化する立体成形工程とを有することを特徴とする立体縁付き金属部品の製造方法。 - 前記折れ形付与工程ではさらに、前記曲がり縁部に隣接するブランク部分に、前記折れ形線とは山と谷が逆の折れ形線を付与する請求項1に記載の立体縁付き金属部品の製造方法。
- 前記折れ形付与工程の前に、前記折れ形線の付与予定部に折目線を付ける折目付け工程を有する請求項1又は2に記載の立体縁付き金属部品の製造方法。
- 請求項1〜3のいずれかに記載の立体縁付き金属部品の製造方法において、前記ブランクとして、該ブランクの両端側に端板部を有するものを用い、前記端板部は、前記曲がり縁部の両端側のブランク部位を動かす際の挟持部及び該挟持部から前記ブランクにおける本体部分の両端につながる中間部を備えることを特徴とする立体縁付き金属部品の製造方法。
- 請求項1〜3のいずれかに記載の立体縁付き金属部品の製造方法において、前記ブランクとして、前記曲がり縁部の反対側の縁部に長さ方向に分離した端板部を有するものを用い、前記端板部を前記曲がり縁部を動かす際の挟持部とすることを特徴とする立体縁付き金属部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012071367A JP5888048B2 (ja) | 2011-06-08 | 2012-03-27 | 立体縁付き金属部品の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011127854 | 2011-06-08 | ||
| JP2011127854 | 2011-06-08 | ||
| JP2012071367A JP5888048B2 (ja) | 2011-06-08 | 2012-03-27 | 立体縁付き金属部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013013934A JP2013013934A (ja) | 2013-01-24 |
| JP5888048B2 true JP5888048B2 (ja) | 2016-03-16 |
Family
ID=47687134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012071367A Expired - Fee Related JP5888048B2 (ja) | 2011-06-08 | 2012-03-27 | 立体縁付き金属部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5888048B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7655429B1 (ja) | 2024-04-08 | 2025-04-02 | Jfeスチール株式会社 | プレス成形品の製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016168619A (ja) * | 2015-03-13 | 2016-09-23 | 株式会社神戸製鋼所 | 有底筒状部品およびその製造方法 |
| JP7111085B2 (ja) * | 2019-10-29 | 2022-08-02 | Jfeスチール株式会社 | プレス成形シミュレーション方法 |
| KR102819617B1 (ko) | 2020-03-09 | 2025-06-12 | 제이에프이 스틸 가부시키가이샤 | 프레스 부품의 제조 방법, 프레스 성형용의 금속판, 및 고장력 강판 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3788934A (en) * | 1971-10-01 | 1974-01-29 | A Coppa | Three-dimensional folded structure with curved surfaces |
| GB1585544A (en) * | 1978-03-23 | 1981-03-04 | Hotpoint Ltd | Sheet metal structures and the formation thereof |
| JP2005125384A (ja) * | 2003-10-24 | 2005-05-19 | Mitsuike Kogyo Kk | プレス成形品とプレス成形方法 |
| JP5568877B2 (ja) * | 2008-03-31 | 2014-08-13 | Jfeスチール株式会社 | 分岐部材成形方法および分岐部材 |
| JP5434107B2 (ja) * | 2009-02-05 | 2014-03-05 | Jfeスチール株式会社 | 撥形部材成形方法および撥形部材 |
| JP5515566B2 (ja) * | 2009-09-29 | 2014-06-11 | Jfeスチール株式会社 | 曲がり部材成形方法および曲がり部材ならびに曲がり部材製造方法 |
-
2012
- 2012-03-27 JP JP2012071367A patent/JP5888048B2/ja not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7655429B1 (ja) | 2024-04-08 | 2025-04-02 | Jfeスチール株式会社 | プレス成形品の製造方法 |
| WO2025215873A1 (ja) * | 2024-04-08 | 2025-10-16 | Jfeスチール株式会社 | プレス成形品の製造方法 |
| JP2025159467A (ja) * | 2024-04-08 | 2025-10-21 | Jfeスチール株式会社 | プレス成形品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013013934A (ja) | 2013-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6006656B2 (ja) | 熱間プレス製品の成形方法および熱間プレス製品の製造方法 | |
| CN104903020B (zh) | 冲压成型品的制造方法 | |
| CN107530752B (zh) | 冲压成型件的制造方法、冲压成型件以及冲压装置 | |
| US10603703B2 (en) | Method of manufacturing press-formed product, and press-formed product | |
| KR102361285B1 (ko) | 프레스 부품의 제조 방법, 프레스 성형 장치 및 프레스 성형용의 금속판 | |
| RU2016150578A (ru) | Способ изготовления штампованного изделия и пресс-форма | |
| JP6551637B1 (ja) | プレス部品の製造方法、プレス成形装置、及びプレス成形用の金属板 | |
| JP5888048B2 (ja) | 立体縁付き金属部品の製造方法 | |
| JP6376048B2 (ja) | プレス成形方法及びプレス型 | |
| KR101614755B1 (ko) | 프레스 성형 방법 | |
| KR20200108069A (ko) | 프레스 성형용의 금속판, 프레스 성형 장치 및 프레스 부품의 제조 방법 | |
| WO2012128707A1 (en) | Method of cold forming a piece of sheet metal by bending or press moulding | |
| KR101708581B1 (ko) | 입체 가장자리가 형성된 금속 부품의 제조 방법 및 제조용 금형 | |
| WO2019167793A1 (ja) | プレス部品の製造方法、プレス成形装置、及びプレス成形用の金属板 | |
| JP6828851B2 (ja) | 金型形状の設計方法及びプレス部品の製造方法 | |
| KR101443990B1 (ko) | 굽힘 부재 및 그 제조 방법 | |
| WO2016194503A1 (ja) | プレス成形方法及びプレス成形金型 | |
| JP2021184995A (ja) | プレス成形方法 | |
| CN115666812A (zh) | 冲压成形模具及冲压成形方法 | |
| JP2008119736A (ja) | プレス成形金型装置およびプレス成形方法 | |
| JP6022363B2 (ja) | 立体縁付き金属部品の製造用金型 | |
| JP5868568B2 (ja) | 曲がり部材成形方法および曲がり部材製造方法 | |
| JP5434107B2 (ja) | 撥形部材成形方法および撥形部材 | |
| JP5568877B2 (ja) | 分岐部材成形方法および分岐部材 | |
| JP6079854B2 (ja) | 曲がり部材成形方法および曲がり部材製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20130708 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20140402 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150223 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5888048 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |