JP6524845B2 - 立体造形装置 - Google Patents
立体造形装置 Download PDFInfo
- Publication number
- JP6524845B2 JP6524845B2 JP2015152965A JP2015152965A JP6524845B2 JP 6524845 B2 JP6524845 B2 JP 6524845B2 JP 2015152965 A JP2015152965 A JP 2015152965A JP 2015152965 A JP2015152965 A JP 2015152965A JP 6524845 B2 JP6524845 B2 JP 6524845B2
- Authority
- JP
- Japan
- Prior art keywords
- modeling
- dimensional
- layer
- support
- curing material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Description
層状造形物を積層して立体造形物を造形する立体造形装置であって、
液状の硬化材層を形成し、前記硬化材層に対して造形材を供給し、前記硬化材層の前記硬化材で前記造形材が固化された前記層状造形物を形成する手段を備え、
前記液状の硬化材が収容された造形槽内で、
前記立体造形物が造形される造形ステージを下降させて、前記造形ステージの表面又は前記層状造形物の表面を前記液状の硬化材内に浸漬した後、
造形ステージを上昇させて、前記造形ステージの表面又は前記層状造形物の表面を前記液状の硬化材内から出し、前記造形ステージの表面又は前記層状造形物の表面に薄膜状の前記硬化材層を形成する
構成とした。
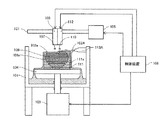
102 硬化材
102a 硬化材層
104 造形ステージ
106 造形材供給手段
107 造形材
108 立体造形物
108a 造形層(層状造形物)
110 サポート材
111a サポート層
111 サポート部
112 サポート材供給手段
113 硬化材供給手段
202 硬化材
206 造形材供給手段
207 造形材
207a 造形材層
210 サポート材
212 サポート材供給手段
213 硬化材供給手段
Claims (9)
- 層状造形物を積層して立体造形物を造形する立体造形装置であって、
液状の硬化材層を形成し、前記硬化材層に対して造形材を供給し、前記硬化材層の前記硬化材で前記造形材が固化された前記層状造形物を形成する手段を備え、
前記液状の硬化材が収容された造形槽内で、
前記立体造形物が造形される造形ステージを下降させて、前記造形ステージの表面又は前記層状造形物の表面を前記液状の硬化材内に浸漬した後、
造形ステージを上昇させて、前記造形ステージの表面又は前記層状造形物の表面を前記液状の硬化材内から出し、前記造形ステージの表面又は前記層状造形物の表面に薄膜状の前記硬化材層を形成する
ことを特徴とする立体造形装置。 - 層状造形物を積層して立体造形物を造形する立体造形装置であって、
液状の硬化材層を形成し、前記硬化材層に対して造形材を供給し、前記硬化材層の前記硬化材で前記造形材が固化された前記層状造形物を形成する手段と、
前記液状の硬化材層に対してサポート材を供給する手段と、を備え、
前記硬化材層の前記硬化材で前記サポート材が固化された層状のサポート層を形成し、
前記サポート層で、前記層状造形物のオーバーハング部を支えるサポート部、又は、造形する立体造形物を包括して支えるサポート部を形成する
ことを特徴とする立体造形装置。 - 層状造形物を積層して立体造形物を造形する立体造形装置であって、
液状の硬化材層を形成し、前記硬化材層に対して造形材を供給し、前記硬化材層の前記硬化材で前記造形材が固化された前記層状造形物を形成する手段と、
造形された前記立体造形物を上方から加熱して前記立体造形物を解凍する手段と、を備えている
ことを特徴とする立体造形装置。 - 前記造形ステージに振動を付与する手段を備えている
ことを特徴とする請求項1に記載の立体造形装置。 - 前記液状の硬化材層に対してサポート材を供給する手段を備え、
前記硬化材層の前記硬化材で前記サポート材が固化された層状のサポート層を形成し、
前記サポート層で、前記層状造形物のオーバーハング部を支えるサポート部、又は、造形する立体造形物を包括して支えるサポート部を形成する
ことを特徴とする請求項1、3及び4のいずれかに記載の立体造形装置。 - 造形された前記立体造形物を上方から加熱して前記立体造形物を解凍する手段を備えている
ことを特徴とする請求項1、2、4及び5のいずれかに記載の立体造形装置。 - 前記立体造形物の融点又はガラス転移点が温度T[℃]であるとき、
前記温度Tは造形環境又は立体造形物の使用環境温度よりも低い温度であり、
前記硬化材は、温度T以下に冷却した凝固点が温度Tより低い物質、又は、沸点が温度T以下の物質である
ことを特徴とする請求項1ないし6のいずれかに記載の立体造形装置。 - 造形材を冷却固化させる硬化材に対して前記造形材を供給して層状造形物を形成し、前記層状造形物を積層して立体造形物を造形する立体造形装置であって、
前記立体造形物を上昇させる手段と、
前記立体造形物を加熱する加熱手段と、を備え、
前記上昇させる手段で前記立体造形物を徐々に上昇させながら前記加熱手段で加熱して、前記立体造形物を解凍する
ことを特徴とする立体造形装置。 - 前記立体造形物を上昇させる速度は前記立体造形物が解凍又は結合する速度に応じて変化される
ことを特徴とする請求項8に記載の立体造形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015152965A JP6524845B2 (ja) | 2015-07-31 | 2015-07-31 | 立体造形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015152965A JP6524845B2 (ja) | 2015-07-31 | 2015-07-31 | 立体造形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017030253A JP2017030253A (ja) | 2017-02-09 |
| JP6524845B2 true JP6524845B2 (ja) | 2019-06-05 |
Family
ID=57985289
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015152965A Expired - Fee Related JP6524845B2 (ja) | 2015-07-31 | 2015-07-31 | 立体造形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6524845B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7013959B2 (ja) * | 2017-03-30 | 2022-02-01 | 株式会社リコー | 立体造形物の製造方法、立体造形物、液体セット、及び立体造形装置 |
| EP3797904A1 (de) * | 2019-09-27 | 2021-03-31 | Flender GmbH | Additives herstellungsverfahren mit härtung |
| JP2024047016A (ja) * | 2022-09-26 | 2024-04-05 | 株式会社ミマキエンジニアリング | 造形物の製造装置及び造形物の製造方法 |
| WO2024070352A1 (ja) * | 2022-09-26 | 2024-04-04 | 株式会社ミマキエンジニアリング | 造形物の製造方法及び造形物の製造装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2699563B2 (ja) * | 1989-07-25 | 1998-01-19 | ブラザー工業株式会社 | 3次元成形装置 |
| JPH0462037A (ja) * | 1990-06-26 | 1992-02-27 | Mitsubishi Heavy Ind Ltd | 立体簡易模型作製装置 |
| JPH0820073A (ja) * | 1994-07-05 | 1996-01-23 | Ricoh Co Ltd | 三次元形状創製方法及び同装置 |
| JPH0911337A (ja) * | 1995-06-28 | 1997-01-14 | Masuko Seisakusho:Kk | 立体模型造形方法及び立体模型造形装置 |
| DE19948591A1 (de) * | 1999-10-08 | 2001-04-19 | Generis Gmbh | Rapid-Prototyping - Verfahren und - Vorrichtung |
| US20050014005A1 (en) * | 2003-07-18 | 2005-01-20 | Laura Kramer | Ink-jettable reactive polymer systems for free-form fabrication of solid three-dimensional objects |
| US20050012247A1 (en) * | 2003-07-18 | 2005-01-20 | Laura Kramer | Systems and methods for using multi-part curable materials |
| DE102004025374A1 (de) * | 2004-05-24 | 2006-02-09 | Technische Universität Berlin | Verfahren und Vorrichtung zum Herstellen eines dreidimensionalen Artikels |
| WO2009139395A1 (ja) * | 2008-05-15 | 2009-11-19 | 富士フイルム株式会社 | 三次元造形物の製造方法、三次元造形用材料及び三次元造形物 |
| DE102013109162A1 (de) * | 2013-08-23 | 2015-02-26 | Fit Fruth Innovative Technologien Gmbh | Vorrichtung zum Herstellen dreidimensionaler Objekte |
-
2015
- 2015-07-31 JP JP2015152965A patent/JP6524845B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017030253A (ja) | 2017-02-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6524845B2 (ja) | 立体造形装置 | |
| CN104028761B (zh) | 一种金属微喷熔滴电磁约束沉积成型系统 | |
| KR101526827B1 (ko) | 3d 프린팅 장치 및 이를 이용한 철골 콘크리트 구조물 시공방법 | |
| JP2004255839A (ja) | インクジェット方式の三次元造形装置及びその造形法 | |
| JP2015174284A (ja) | 立体造形物の製造方法及び製造装置 | |
| CN102421586A (zh) | 用于选择性沉积成型的组合物以及方法 | |
| CN107848212B (zh) | 三维形状造型物的制造方法 | |
| JP6482006B2 (ja) | 三次元造形装置 | |
| JP2017088967A (ja) | 三次元造形物の製造方法 | |
| KR20120139750A (ko) | 프리폼 및 그의 제조 방법 | |
| CN107877854A (zh) | 三维造型物制造用组合物和三维造型物的制造方法 | |
| KR102520064B1 (ko) | 선택적 액체 냉각에 의한 적층 제조 | |
| JP6294659B2 (ja) | 造形物の製造方法及び制御装置 | |
| JPWO2015190168A1 (ja) | 三次元造形装置および三次元造形方法 | |
| CN113061042A (zh) | 三维造型系统及三维造型装置 | |
| CN106113509A (zh) | 多向超声微滴喷射光固化增材制造装置及方法 | |
| JP2020147489A (ja) | 無機化合物からなる物品、および無機化合物からなる物品の製造方法 | |
| CN106671403A (zh) | 用于利用微波能和纳米粒从三维打印物体去除支承结构的系统和方法 | |
| JP2000025118A (ja) | 立体造形装置、立体造形方法及び立体造形制御プログラムを記録した媒体 | |
| JP2017166050A (ja) | 三次元造形物の製造方法 | |
| JP2017136712A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| JP6874349B2 (ja) | 鋳型の作成方法及び鋳型作成装置、並びにモデル材の成型方法 | |
| JP2017196756A (ja) | 造形物の製造方法及び造形物 | |
| JP2017170742A (ja) | 積層造形法を用いた立体物の製造方法 | |
| JP6004269B2 (ja) | 立体造形方法及び立体造形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190409 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190422 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6524845 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |