JP7100129B2 - 電気機械用ステータの製造方法 - Google Patents
電気機械用ステータの製造方法 Download PDFInfo
- Publication number
- JP7100129B2 JP7100129B2 JP2020529559A JP2020529559A JP7100129B2 JP 7100129 B2 JP7100129 B2 JP 7100129B2 JP 2020529559 A JP2020529559 A JP 2020529559A JP 2020529559 A JP2020529559 A JP 2020529559A JP 7100129 B2 JP7100129 B2 JP 7100129B2
- Authority
- JP
- Japan
- Prior art keywords
- plastic mass
- plastic
- stator
- coolant
- overmolding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

















Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/24—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors with channels or ducts for cooling medium between the conductors
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/021—Magnetic cores
- H02K15/026—Wound cores
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/10—Applying solid insulation to windings, stators or rotors, e.g. applying insulating tapes
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/12—Impregnating, moulding insulation, heating or drying of windings, stators, rotors or machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/30—Manufacture of winding connections
- H02K15/33—Connecting winding sections; Forming leads; Connecting leads to terminals
- H02K15/35—Form-wound windings
- H02K15/38—Manufacturing or repairing cooling fluid boxes, e.g. ensuring both electrical and fluid connection of terminals of fluid cooled windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/06—Embedding prefabricated windings in the machines
- H02K15/062—Windings in slots; Salient pole windings
- H02K15/065—Windings consisting of complete sections, e.g. coils or waves
- H02K15/067—Windings consisting of complete sections, e.g. coils or waves inserted in parallel to the axis of the slots or inter-polar channels
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
- H02K15/085—Forming windings by laying conductors into or around core parts by laying conductors into slotted stators
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Motor Or Generator Cooling System (AREA)
- Manufacture Of Motors, Generators (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
Description
Claims (25)
- 電気機械用ステータ(1)の製造方法であって、
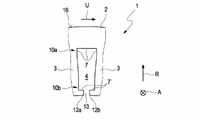
a)環状のステータ本体(2)を有し、ステータ本体(2)の周方向(U)に沿って互いに間隔をあけて配置されるステータ巻線(5)を受けるための複数のステータティース(3)が径方向内側に突出し、さらに周方向(U)に隣接する2つのステータティース(3)の間にそれぞれ中間空間(4)が形成されるステータ(1)を準備するステップと、
b)周方向(U)に隣接する少なくとも2つのステータティース(3)を第1プラスチックマス(K1)で少なくとも部分的にオーバーモールドするステップと、
c)少なくとも1つのステータティース(3)に少なくとも1つのステータ巻線(5)を配置するステップと、
d)少なくとも1つのステータ巻線(5)を、第2プラスチックマス(K2)を用いるステータ巻線の少なくとも部分的なオーバーモールディングにより少なくとも1つのステータティース(3)に固定するステップと、
を含み、
ステップa),b),c),d)が順に行われるステップであり、
第1プラスチックマス(K1)を用いるステップb)のオーバーモールディングに続いて、そしてステップd)の少なくとも1つのステータ巻線(5)の固定の前に、冷却通路(9)を形成するための(第1)マスク(6a)によって満たされる中間空間(4)の容積が、ステップd)のオーバーモールディング中に第2プラスチックマス(K2)から制約されないままであるように、2つのステータティース(3)の間の中間空間(4)に(第1)マスク(6a)が導入される
ことを特徴とする方法。 - 請求項1において、
第1マスク(6a)は、ステップb)において第1プラスチックマス(K1)で部分的または完全に覆うことができる中間空間(4)を径方向外側で区画するステータ本体(2)の表面部分(7)を覆い、その表面部分(7)がステップd)のオーバーモールディング中に第2プラスチックマス(K2)で覆われないようにする
ことを特徴とする方法。 - 請求項1または2において、
(第1)マスク(6a)が、中間空間(4)の径方向外側の端部(10a)に導入される
ことを特徴とする方法。 - 請求項3において、
(第1)マスク(6a)は、径方向外側の端部(10a)の全体を満たす
ことを特徴とする方法。 - 請求項1から4の何れか1つにおいて、
追加の方法ステップe)を含み、ステップe)は
e)(第1)マスク(6a)の除去の後に存在する中空空間(8)が、冷却剤が流れる冷却剤通路(9)を形成するように、第2プラスチックマス(K2)を用いるオーバーモールディングに続いて中間空間から(第1)マスク(6a)を除去するステップである
ことを特徴とする方法。 - 請求項1から5の何れか1つにおいて、
追加の方法ステップf)を含み、ステップf)は、
f)中空空間(8)または冷却材通路(9)を区画する第2プラスチックマス(K2)、及び/または第2プラスチックマス(K2)によってステータティース(3)に固定されるステータ巻線(5)、及び/または(第1)マスク(6a)によって覆われたステータ本体(2)の表面部分(7)を、(第1)マスク(6a)を除去する前に第3プラスチックマス(K3)でオーバーモールドするステップである
ことを特徴とする方法。 - 請求項6において、
第3プラスチックマス(K3)を用いるオーバーモールディングが、(第1)マスク(6a)の除去後に行われる
ことを特徴とする方法。 - 請求項6または7において、
冷却剤通路(9)は、第1及び/または第3プラスチック剤(K1,K3)のみで区画される
ことを特徴とする方法。 - 請求項1から8の何れか1つにおいて、
第1プラスチックマス(K1)を用いるステップb)のオーバーモールディングに続いて、そしてステップd)の少なくとも1つのステータ巻線(5)の固定の前に、(第2)マスク(6b)によって満たされる中間空間(4)の容積が、追加の冷却通路(9’)を形成するためのステップd)のオーバーモールディング中に第2プラスチックマス(K2)に制約されないままであるように、第2マスク(6b)が中間空間(4)の径方向内側端部(10b)に導入される
ことを特徴とする方法。 - 請求項9において、
第2マスク(6b)は、ステップb)において第1プラスチックマスK1)で部分的にまたは完全に覆うことができる中間空間(4)を径方向内側で区画するステータティース(3)の表面部分(7’)を覆い、ステップd)において表面部分(7’)が第2プラスチックマス(K2)で覆われないようにする
ことを特徴とする方法。 - 請求項9または10において、
追加の方法ステップe1)を含み、ステップe1)は
e1)第2マスク(6b)の除去に続いて存在する中空空間(8’)が、冷却剤が流れる追加の冷却剤通路(9’)を形成するように、第2プラスチックマス(K2)を用いるオーバーモールディングの後に中間空間(4)から第2マスク(6b)を除去するステップである
ことを特徴とする方法。 - 請求項6から11の何れか1つにおいて、
第3プラスチックマス(K3)を用いるオーバーモールディングは、そのオーバーモールディングに続いて、オーバーモールドされた中空空間(8)及び/または追加の中空空間(8’)ないし冷却剤通路(9)及び/または追加の冷却剤通路(9’)が、どのようなポイントでもステータ巻線(5)及び/またはステータ本体(2)によって直接に区画されないように実施される
ことを特徴とする方法。 - 請求項1から12の何れか1つにおいて、
追加の方法ステップg)を含み、ステップg)は、
g)ステータ本体(2)の少なくとも1つの外周側面(16)を第4プラスチックマス(K4)でオーバーモールドするステップである
ことを特徴とする方法。 - 請求項1から13の何れか1つにおいて、
第1及び/または第2及び/または第3及び/または第4プラスチックマスは、熱硬化性プラスチックを含むか、または熱硬化性プラスチックである
ことを特徴とする方法。 - 請求項1から14の何れか1つにおいて、
第1及び/または第2及び/または第3及び/または第4プラスチックマスは、熱可塑性プラスチックを含むか、または熱可塑性プラスチックである
ことを特徴とする方法。 - 請求項1から15の何れか1つにおいて、
第1及び第2及び第3プラスチックマス(K1,K2,K3)のプラスチック材料は、同一の熱硬化性プラスチックを含むか、または同一の熱硬化性プラスチックからなり、
第4プラスチックマス(K4)のプラスチック材料は、第1、第2及び第3プラスチックマスの熱硬化性プラスチックとは異なる熱可塑性プラスチックである
ことを特徴とする方法。 - 請求項16において、
第4プラスチックマス(K4)の熱伝導率は、第1及び/または第2及び/または第3プラスチックマス(K1,K2,K3)の熱伝導率よりも低く、及び/又は
第4プラスチックマス(K4)の強度は、第1及び/または第2及び/または第3プラスチックマス(K1,K2,K3)の強度よりも高い
ことを特徴とする方法。 - 請求項1から17の何れか1つにおいて、
第1及び第3プラスチックマス(K1,K3)のプラスチック材料は、同一の熱硬化性プラスチックを含むか、または同一の熱硬化性プラスチックからなり、且つ第2及び第4プラスチックマス(K2,K4)のプラスチック材料とは異なり、第2プラスチックマスのプラスチック材料(K2)は、第4プラスチックマス(K4)のプラスチック材料とは異なる
ことを特徴とする方法。 - 請求項18において、
1及び/または第3プラスチックマス(K4)の冷却剤耐性は、第2及び/または第4プラスチックマス(K4)の冷却剤耐性よりも高く、及び/または
第1及び/または第3プラスチックマス(K4)の熱伝導率は、第2プラスチックマス(K2)の熱伝導率よりも低く、及び/または
第4プラスチックマス(K4)の強度は、第1及び/または第2及び/または第3プラスチックマス(K1,K2,aK3)の強度よりも高い
ことを特徴とする方法。 - 請求項18または19において、
各冷却通路を区画する第3及び/または第1プラスチックマスの層の厚さが、最大0.8mmになり、優先的には最大0.3mmになる
ことを特徴とする方法。 - 請求項1から17の何れか1つにおいて、
第1,第2,第3及び第4プラスチックマス(K1,K2,K3,K4)のプラスチック材料は、異なる熱可塑性プラスチックもしくは熱硬化性プラスチックを含むか、または異なる熱可塑性プラスチックもしくは熱硬化性プラスチックからなる
ことを特徴とする方法。 - 請求項21において、
第1及び/または第3プラスチックマス(K1,K3)の冷却剤耐性は、第2プラスチックマス(K2)の冷却剤耐性よりも高く、及び/または
第2プラスチックマス(K2)の熱伝導率は、第1及び/または第3及び/または第4プラスチックマス(K4)の熱伝導率よりも高く、及び/または
第4プラスチックマス(K4)の強度は、第1及び/または第2及び/または第3プラスチックマス(K1,K2,K3)の強度よりも高い
ことを特徴とする方法。 - 請求項1から22の何れか1つにおいて、
追加の方法ステップ(h1,h2を含み、ステップ(h1,h2)は、
h1)ステータ(2)の表面及び/または内部に、少なくとも1つの冷却剤通路(9)を介して、及び/または少なくとも1つの追加の冷却剤通路(9’)を介して互いに流体的に連通する冷却剤分配空間(22a)および冷却剤収集空間(22b)を設けるステップと、
h2)冷却剤分配空間(22a)、及び/または冷却剤収集空間(22b)、及び/または少なくとも1つのステータ巻線(5)の軸方向端部のうちの少なくとも1つの固定子巻線(5)の軸方向端部を、電気的に絶縁性の絶縁材料を用いて、及び/または第3プラスチックマス(K3)を用いて、及び/または第4プラスチックマス(K4)を用いて区画する第2プラスチックマス(K2)をオーバーモールド及び/またはスプレーするステップと、
を含む
ことを特徴とする方法。 - 請求項23において、
ステップh2)のオーバーモールドまたはスプレーは、そのオーバーモールドまたはスプレーに続いて、第2プラスチックマス(K2)も、少なくとも1つのステータ巻線(6)優先的には複数のステータ巻線(5)の軸方向端部も、冷却剤分配空間(22a)または冷却剤収集空間(22b)を区画しないように実施される
ことを特徴とする方法。 - 請求項23または24において、
方法のステップd)では、少なくとも1つのステータ巻線(6)の軸方向端部もまた、少なくとも1つのステータティース(3)に第2プラスチックマス(K2)によって固定される
ことを特徴とする方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017221801.0A DE102017221801A1 (de) | 2017-12-04 | 2017-12-04 | Verfahren zum Herstellen eines Stators für eine elektrische Maschine |
| DE102017221801.0 | 2017-12-04 | ||
| PCT/EP2018/081563 WO2019110274A1 (de) | 2017-12-04 | 2018-11-16 | Verfahren zum herstellen eines stators für eine elektrische maschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021505118A JP2021505118A (ja) | 2021-02-15 |
| JP7100129B2 true JP7100129B2 (ja) | 2022-07-12 |
Family
ID=64332322
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020529559A Active JP7100129B2 (ja) | 2017-12-04 | 2018-11-16 | 電気機械用ステータの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12062960B2 (ja) |
| JP (1) | JP7100129B2 (ja) |
| CN (1) | CN111448742B (ja) |
| DE (2) | DE102017221801A1 (ja) |
| WO (1) | WO2019110274A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD1005355S1 (en) * | 2019-07-24 | 2023-11-21 | ABC Acquisition Company, LLC | Radial bearing |
| DE102019215693A1 (de) * | 2019-10-11 | 2021-04-15 | Robert Bosch Gmbh | Elektrische Maschine und Verfahren zur Herstellung der elektrischen Maschine |
| DE102021113440A1 (de) * | 2021-05-25 | 2022-12-01 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Stator einer elektrischen Maschine, Verfahren zum Herstellen desselben und elektrische Maschine |
| DE102021113691A1 (de) * | 2021-05-27 | 2022-12-01 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Stator einer elektrischen Antriebsmaschine und Verfahren zum Herstellen desselben |
| DE102021114737A1 (de) * | 2021-06-08 | 2022-12-08 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Stator für eine elektrische Maschine, elektrische Maschine, Kraftfahrzeug |
| CN117200480A (zh) * | 2022-05-31 | 2023-12-08 | 通用汽车环球科技运作有限责任公司 | 轴向磁通马达的利用定子冷却剂通道的冷却 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003070199A (ja) | 2001-08-27 | 2003-03-07 | Hitachi Ltd | モータまたは発電機及びその製造方法 |
| US20080136271A1 (en) | 2006-11-17 | 2008-06-12 | Alfermann Timothy J | Cooling system for an electric motor |
| JP2014197962A (ja) | 2013-03-29 | 2014-10-16 | 株式会社デンソー | 固定子及びその固定子を備えた回転電機並びにその固定子の製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH413077A (de) * | 1964-03-25 | 1966-05-15 | Oerlikon Maschf | Anordnung flüssigkeitsdurchströmter Kühlrohre im Blechkörper einer elektrischen Maschine |
| JPH04312333A (ja) * | 1991-04-10 | 1992-11-04 | Toshiba Corp | 回転電機 |
| JP2716286B2 (ja) * | 1991-06-10 | 1998-02-18 | ファナック株式会社 | モータにおけるステータ巻線の冷却構造とその製造方法 |
| JPH0662783U (ja) * | 1993-02-05 | 1994-09-02 | 株式会社富士通ゼネラル | ブラシレスモータの構造 |
| JPH10271738A (ja) * | 1997-03-21 | 1998-10-09 | Shibaura Eng Works Co Ltd | ポンプ用モータ |
| DE102005051245A1 (de) * | 2005-10-26 | 2007-05-10 | Festool Gmbh | Elektromotor und Verfahren zu dessen Herstellung |
| DE102006008423A1 (de) * | 2006-02-23 | 2007-08-30 | Wilo Ag | Motorkreiselpumpe |
| DE102006062747A1 (de) | 2006-06-27 | 2008-01-10 | Salwit Agrarenergie Gmbh | Elektrische Maschine |
| DE102006029803A1 (de) * | 2006-06-27 | 2008-01-03 | Salwit Agrarenergie Gmbh | Verfahren zum Herstellen einer elektrischen Maschine sowie elektrische Maschine, hergestellt nach diesem Verfahren |
| DE102010054176A1 (de) * | 2010-12-10 | 2012-06-14 | Continental Automotive Gmbh | Verfahren zur Herstellung eines Stators |
| CN103475131B (zh) * | 2013-09-27 | 2015-12-09 | 珠海格力电器股份有限公司 | 塑封电机定子以及防止其线圈绕组端部注塑变形的方法 |
| DE102016200186B4 (de) * | 2016-01-11 | 2026-04-30 | Bayerische Motoren Werke Aktiengesellschaft | Elektrische Maschine |
-
2017
- 2017-12-04 DE DE102017221801.0A patent/DE102017221801A1/de not_active Withdrawn
-
2018
- 2018-11-16 DE DE112018006176.0T patent/DE112018006176A5/de active Pending
- 2018-11-16 CN CN201880078084.7A patent/CN111448742B/zh active Active
- 2018-11-16 JP JP2020529559A patent/JP7100129B2/ja active Active
- 2018-11-16 WO PCT/EP2018/081563 patent/WO2019110274A1/de not_active Ceased
-
2020
- 2020-06-03 US US16/892,241 patent/US12062960B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003070199A (ja) | 2001-08-27 | 2003-03-07 | Hitachi Ltd | モータまたは発電機及びその製造方法 |
| US20080136271A1 (en) | 2006-11-17 | 2008-06-12 | Alfermann Timothy J | Cooling system for an electric motor |
| JP2014197962A (ja) | 2013-03-29 | 2014-10-16 | 株式会社デンソー | 固定子及びその固定子を備えた回転電機並びにその固定子の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021505118A (ja) | 2021-02-15 |
| US12062960B2 (en) | 2024-08-13 |
| DE112018006176A5 (de) | 2020-09-03 |
| US20200295615A1 (en) | 2020-09-17 |
| CN111448742B (zh) | 2022-08-09 |
| CN111448742A (zh) | 2020-07-24 |
| WO2019110274A1 (de) | 2019-06-13 |
| DE102017221801A1 (de) | 2019-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7100129B2 (ja) | 電気機械用ステータの製造方法 | |
| JP7028972B2 (ja) | 電気機械用ステータの製造方法 | |
| US11735986B2 (en) | Electrical machine for a vehicle | |
| US11984781B2 (en) | Electric machine, in particular for a vehicle | |
| US11190064B2 (en) | Electrical machine, in particular for a vehicle | |
| JP7470507B2 (ja) | 特に車両用の電気機械 | |
| JP2020099179A (ja) | 電気機械 | |
| DE102018219816A1 (de) | Elektrische Maschine, insbesondere für ein Fahrzeug | |
| US20090146513A1 (en) | Rotary electric machine stator assembly design and manufacturing method | |
| CN110741534A (zh) | 尤其用于车辆的电动机 | |
| WO2018211096A1 (de) | Elektrische maschine, insbesondere für ein fahrzeug | |
| DE102013001990A1 (de) | Baugruppenkühlsystem und -Verfahren einer elektrischen Maschine | |
| DE102015208902A1 (de) | Stator für eine elektrische Maschine mit einer gekapselten Verschaltungseinrichtung und elektrische Maschine mit einem solchen Stator | |
| CN101051768B (zh) | 定子组件和制造方法 | |
| DE2655399A1 (de) | Im luftspalt einer elektrischen maschine angeordnete staenderwicklung | |
| DE102017210778A1 (de) | Elektrische Maschine, insbesondere für ein Fahrzeug | |
| CN100568667C (zh) | 用于转子和定子叠片的绝缘芯部双头螺柱 | |
| DE102011085051A1 (de) | Thermisches Anbinden eines Stator-Wickelkopfes an ein Gehäuse einer elektrischen Maschine | |
| JP2020521420A (ja) | 電気機械 | |
| EP3039776B1 (en) | Electrical machine with stator housing having improved cooling efficiency | |
| WO2017094103A1 (ja) | 回転電機の固定子及びその製造方法 | |
| DE102011000234A1 (de) | Stator für rotierende elektrische Maschine mit verbesserter Kühlfähigkeit |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200529 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220301 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220628 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220630 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7100129 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |