添付図面を参照して、本発明の実施形態について説明する。なお、以下の各実施形態では、複数の切削装置に対して被加工物等を搬送する搬送システムについて説明するが、本発明の搬送システムは、複数の加工装置に対して被加工物等を搬送できるように構成されていれば良い。すなわち、被加工物等の搬送先は、切削装置以外の加工装置でも良い。
例えば、本発明の搬送システムは、複数のレーザー加工装置に対して被加工物を搬送できるように構成されることがある。また、本発明の搬送システムは、例えば、一連の加工に使用される複数の種類の加工装置に対して順に被加工物を搬送できるように構成されることもある。なお、本明細書では、被加工物を加工するための一連の工程で用いられ得る全ての装置を加工装置と表現する。つまり、本明細書の加工装置には、必ずしも被加工物の加工を目的としないテープ貼付装置、紫外線照射装置、洗浄装置等が含まれる。
(実施形態1)
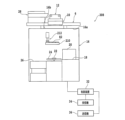
図1は、本実施形態に係る搬送システム2の構成例を示す平面図であり、図2は、搬送システム2の接続関係の例を示す機能ブロック図である。図1に示すように、本実施形態に係る搬送システム2は、切削装置(加工装置)4によって加工される板状の被加工物11(図4(B)等参照)を搬送するための搬送通路6を含んでいる。
被加工物11は、例えば、シリコン等の半導体材料でなる円盤状のウェーハである。この被加工物11の表面側は、互いに交差する複数の分割予定ライン(ストリート)によって複数の小領域に区画されており、各小領域には、IC(Integrated Circuit)、MEMS(Micro Electro Mechanical Systems)等のデバイスが形成されている。
被加工物11の裏面側には、被加工物11よりも径の大きいテープ(ダイシングテープ)13が貼付されている。テープ13の外周部分は、被加工物11を囲む環状のフレーム15に固定されている。被加工物11は、このテープ13を介してフレーム15に支持された状態で切削装置4へと搬送される。
なお、本実施形態では、シリコン等の半導体材料でなる円盤状のウェーハを被加工物11としているが、被加工物11の材質、形状、構造、大きさ等に制限はない。例えば、他の半導体、セラミックス、樹脂、金属等の材料でなる基板等を被加工物11として用いることもできる。
同様に、デバイスの種類、数量、形状、構造、大きさ、配置等にも制限はない。被加工物11には、デバイスが形成されていなくても良い。更に、本実施形態では、テープ13を介してフレーム15に支持された状態の被加工物11を搬送の対象としているが、テープ13が貼付されていない被加工物11や、フレーム15に支持されていない被加工物11等が搬送の対象となることもある。
また、この被加工物11を加工する切削装置4は、被加工物11の搬送先として搬送システム2に接続されているが、必ずしも搬送システム2の構成要素ではない。よって、切削装置4は、上述のように、搬送システム2の使用の態様に合わせて変更、省略されても良い。
そして、図1では、説明の便宜上、1台の切削装置4aのみを示し、図2では、2台の切削装置4a,4bを示しているが、本実施形態では、被加工物11の搬送先として、2台以上の切削装置4が必要になる。すなわち、搬送システム2に接続される加工装置の台数は、2台以上である。
搬送通路6は、各切削装置4に対して被加工物11を搬送できるように、複数の切削装置4に渡って設置される。すなわち、複数の切削装置4は、搬送通路6を介して互いに連結されている。また、搬送通路6は、切削装置4の真上の空間に設けられている。そのため、各切削装置4の側面に接続される配管21等に対して搬送通路6が干渉することはない。
搬送通路6の下方には、切削装置4の他に、複数の被加工物11を収容できるストックユニット8が設けられている。ストックユニット8に収容されている被加工物11は、任意のタイミングで無人被加工物搬送車(無人搬送車)10へと搬入される。無人被加工物搬送車10は、搬送通路6上を走行して被加工物11を各切削装置4へと搬送する。なお、図1では、3台の無人被加工物搬送車10a,10b,10cを示し、図2では、2台の無人被加工物搬送車10a,10bを示しているが、無人被加工物搬送車10の台数に制限はない。
図1に示すように、無人被加工物搬送車10の上部には、搬送ユニット(収容部搬送ユニット)12が設けられている。この搬送ユニット12によって、搬送通路6の切削装置4の上方に相当する領域と切削装置4の内部との間、又は、搬送通路6のストックユニット8の上方に相当する領域とストックユニット8の内部との間で無人被加工物搬送車10が搬送される。
なお、本実施形態では、この搬送ユニット12が無人被加工物搬送車10に設けられる例を説明するが、搬送ユニット12は、必ずしも無人被加工物搬送車10に設けられなくて良い。同様に、搬送ユニット12は、必ずしも無人被加工物搬送車10によって制御されなくて良い。例えば、切削装置4や搬送通路6、ストックユニット8等に搬送ユニット12を設け、これを切削装置4や搬送通路6、ストックユニット8等によって制御することもできる。もちろん、搬送ユニット12を他の構成要素から独立させても良い。
図2に示すように、切削装置4、ストックユニット8、無人被加工物搬送車10(搬送ユニット12を含む)には、これらの動作を制御する制御ユニット14が無線で接続されている。ただし、制御ユニット14は、切削装置4、ストックユニット8、無人被加工物搬送車10(搬送ユニット12を含む)の動作を制御できるように構成されていれば良く、これらに対して有線で接続されることもある。
図3は、ストックユニット8の構成例を模式的に示す側面図である。図3に示すように、ストックユニット8は、各種の構成要素を収容する筐体16を含む。なお、この図3では、説明の便宜上、筐体16の輪郭のみが示されている。
筐体16内には、例えば、ボールねじ式の第1昇降機構(不図示)によって昇降するカセット保持台18が設けられている。カセット保持台18の上面には、複数の被加工物11を収容できるカセット(被加工物ストッカー)20が載せられる。なお、このカセット20は、上述のように、テープ13を介してフレーム15に支持された状態の被加工物11を収容する。
カセット保持台18の側方には、フレーム15を把持して移動できるプッシュプルアーム22が配置されている。例えば、カセット20に収容されているフレーム15の高さを第1昇降機構でプッシュプルアーム22の高さに合わせ、このプッシュプルアーム22によってカセット20内のフレーム15を把持すれば、フレーム15をカセット20の外部へと引き出せる。
プッシュプルアーム22を挟む位置には、互いに平行な状態を維持しながら接近、離隔される一対のガイドレール24が設けられている。各ガイドレール24は、フレーム15を下方から支持する支持面と、支持面に概ね垂直な側面とを備え、プッシュプルアーム22によってカセット20から引き出されたフレーム15を挟み込んで所定の位置に合わせる。
プッシュプルアーム22及び一対のガイドレール24の更に側方には、例えば、ボールねじ式の第2昇降機構(不図示)によって昇降する搬送車保持台(収容部保持台)26が設けられている。この搬送車保持台26の上面には、被加工物11(フレーム15)を収容できる無人被加工物搬送車10が載せられる。
一対のガイドレール24によって所定の位置に合わせられたフレーム15は、プッシュプルアーム22によって再び把持され、第2昇降機構によって高さが調整された搬送車保持台26上の無人被加工物搬送車10に側方から挿入される。なお、搬送車保持台26の上面には、無人被加工物搬送車10を固定する固定部(不図示)が設けられている。よって、被加工物11が収容されたカセット20から無人被加工物搬送車10に被加工物11を受け渡す際には、無人被加工物搬送車10は、搬送車保持台26上の固定部によって決まる所定の位置に位置付けられる。
搬送車保持台26の直上の領域には、筐体16の天井16aを上下に貫通する開口16bが設けられている。この開口16bは、少なくとも、搬送車保持台26に載せられる無人被加工物搬送車10を通過できる形状、大きさに形成されている。無人被加工物搬送車10は、この開口16bを通じて筐体16の外部から内部へと搬送され、又は、この開口16bを通じて筐体16の内部から外部へと搬送される。
ストックユニット8の筐体16の上方には、搬送通路6のストックユニット8の上方に相当する領域とストックユニット8の搬送車保持台26との間で無人被加工物搬送車10が搬送される際に、搬送ユニット12を支持する搬送ユニット支持構造28が設けられている。第1昇降機構、プッシュプルアーム22、一対のガイドレール24、第2昇降機構等の構成要素には、ストックユニット8の動作を制御するための制御装置32が接続されている。
制御装置32は、代表的には、CPU(Central Processing Unit)等の処理装置や、フラッシュメモリ等の記憶装置を含むコンピュータによって構成される。記憶装置に記憶されるソフトウェアに従い処理装置等を動作させることによって、制御装置32の機能が実現されている。
制御装置32には、更に、搬送システム2の制御ユニット14から送信される制御用の信号(制御信号)を受信する受信機34と、制御ユニット14に対して通知用の信号(通知信号)を送信する送信機36とが接続されている。制御装置32は、受信機34で受信した信号に基づきストックユニット8の動作を制御する。また、制御装置32は、送信機36を通じて必要な信号を制御ユニット14に送信する。
図4(A)は、無人被加工物搬送車10及び搬送ユニット12の構成例を示す斜視図であり、図4(B)は、無人被加工物搬送車10が搬送ユニット12によって搬送される様子を示す斜視図である。図4(A)に示すように、無人被加工物搬送車10は、例えば、1枚の被加工物11(及びフレーム15)を収容できるように構成された直方体状のシャシ(被加工物収容部)37を含む。
シャシ37の内部には、被加工物11(及びフレーム15)を収容するための空間37aが形成されている。シャシ37の一対の側面には、被加工物11(及びフレーム15)を通過できる大きさの開口部37bが設けられており、シャシ37の空間37aは、この開口部37bを介して外部に接続されている。つまり、被加工物11(及びフレーム15)は、開口部37bを通じてシャシ37の空間37aに搬入され、また、開口部37bを通じてシャシ37の空間37aから搬出される。
シャシ37の下面側には、複数(本実施形態では、4個)の車輪(走行機構)38が設けられている。各車輪38は、モータ等の回転駆動源に連結されており回転する。この車輪38を回転駆動源によって回転させることで、無人被加工物搬送車10は、搬送ユニット12とともに搬送通路6上を走行する。なお、車輪38としては、傾斜した樽状(筒状)の複数の回転体が搬送通路6と接触する外周面に取り付けられた、いわゆるメカナムホイール等を用いると良い。
シャシ37の上方には、搬送ユニット12を構成する上部筐体39が配置される。上部筐体39は、平面視でシャシ37と同程度の大きさに形成された平板状の基部39aを含む。基部39aの四隅に相当する領域の下面側には、複数(本実施形態では、4本)のワイヤ40が配置されている。無人被加工物搬送車10と搬送ユニット12とは、このワイヤ40を介して互いに連結されている。また、基部39aの内部には、ワイヤ40を巻き取るためのウインチ(不図示)が設けられている。
例えば、無人被加工物搬送車10のシャシ37を浮かせるように搬送ユニット12の基部39aを支持した状態で、ワイヤ40を基部39aから引き出すようにウインチを動作させれば、図4(B)に示すように、シャシ37を下降させることができる。また、このワイヤ40を巻き取って基部39aに収納するようにウインチを動作させれば、シャシ37を上昇させることができる。
基部39aの上面側には、直方体状の突出部39bが配置されており、この突出部39bの側面には、複数(本実施形態では、4個)の車輪(走行機構)41が設けられている。各車輪41は、モータ等の回転駆動源に連結されており回転する。例えば、この車輪41を搬送ユニット支持構造28等の上に載せて回転させれば、無人被加工物搬送車10の車輪38が搬送通路6と接触していない状況でも、無人被加工物搬送車10及び搬送ユニット12を搬送ユニット支持構造28等に沿って移動させることができる。
また、基部39aの内部には、無人被加工物搬送車10及び搬送ユニット12の動作を制御する制御装置42が設けられている。制御装置42は、代表的には、CPU等の処理装置や、フラッシュメモリ等の記憶装置を含むコンピュータによって構成される。記憶装置に記憶されるソフトウェアに従い処理装置等を動作させることによって、制御装置42の機能が実現されている。
この制御装置42には、搬送システム2の制御ユニット14から送信される制御用の信号(制御信号)を受信する受信機44と、制御ユニット14に対して通知用の信号(通知信号)を送信する送信機46とが接続されている。制御装置42は、受信機44で受信した信号に基づき無人被加工物搬送車10及び搬送ユニット12の動作を制御する。また、制御装置42は、送信機46を通じて必要な信号を制御ユニット14に送信する。
なお、本実施形態では、説明の便宜上、制御装置42、受信機44及び送信機46を、無人被加工物搬送車10の構成要素として扱うが、制御装置42、受信機44及び送信機46を、搬送ユニット12の構成要素として扱っても良い。もちろん、制御装置42、受信機44及び送信機46を、無人被加工物搬送車10と搬送ユニット12との共通の構成要素として扱うこともできる。
上述した回転駆動源、ウインチ、制御装置42、受信機44、送信機46等の構成要素には、例えば、二次電池が接続されており、この二次電池から供給される電力によって、無人被加工物搬送車10及び搬送ユニット12の各構成要素が動作する。二次電池への給電(充電)は、非接触(ワイヤレス、無接点)方式で行われることが望ましいが、接触方式で行われても良い。
なお、突出部39bには、上述した搬送ユニット支持構造28等に接触できる電極39c(図12参照)が設けられており、無人被加工物搬送車10及び搬送ユニット12を構成する一部又は全部の構成要素には、この電極39cを通じて外部からも電力が供給され得る。そのため、例えば、大きな電力を消費しがちな搬送ユニット12の回転駆動源やウインチ等を外部から供給される電力によって動作させることで、二次電池の放電を抑制して、無人被加工物搬送車10等の長時間の稼働が可能になる。また、この電極39cを通じて供給される電力によって、二次電池を充電することもできる。
図5は、切削装置4や搬送通路6等の外観を示す斜視図であり、図6は、切削装置4の構成例を示す斜視図である。図5及び図6に示すように、切削装置4は、各構成要素を支持する基台48を備えている。基台48の角部には、開口48aが形成されており、この開口48aには、昇降機構(不図示)によって昇降する搬送車保持台(収容部保持台)50が設けられている。
この搬送車保持台50の上面には、上述した無人被加工物搬送車10のシャシ37が載せられる。なお、搬送車保持台50の上面には、無人被加工物搬送車10の車輪38を固定する車輪止め部50aが設けられており、搬送車保持台50上のシャシ37は、車輪止め部50aによって決まる所定の位置に位置付けられる。
図6に示すように、開口48aの側方には、X軸方向(前後方向、加工送り方向)に長い開口48bが形成されている。開口48b内には、ボールねじ式のX軸移動機構(加工送りユニット)52と、X軸移動機構52の上部を覆う防塵防滴カバー54とが配置されている。X軸移動機構52は、X軸移動テーブル52aを備えており、このX軸移動テーブル52aをX軸方向に移動させる。
X軸移動テーブル52a上には、被加工物11を吸引、保持するチャックテーブル(保持テーブル)56が設けられている。チャックテーブル56は、モータ等の回転駆動源(不図示)に連結されており、Z軸方向(鉛直方向、切り込み送り方向)に概ね平行な回転軸の周りに回転する。また、チャックテーブル56は、上述したX軸移動機構52によってX軸方向に移動する(加工送り)。
チャックテーブル56の上面は、被加工物11を保持するための保持面56aになっている。保持面56aは、チャックテーブル56の内部に形成された吸引路(不図示)等を介して吸引源(不図示)に接続されている。また、チャックテーブル56の周囲には、被加工物11を支持するフレーム15を四方から固定するための4個のクランプ58が設けられている。
開口48bの上方には、Y軸方向(左右方向、割り出し送り方向)に平行な状態を維持しながら接近、離隔される一対のガイドレール(仮置き領域)60が設けられている。一対のガイドレール60は、それぞれ、フレーム15を下方から支持する支持面と、支持面に概ね垂直な側面とを備え、シャシ37から引き出されたフレーム15をX軸方向において挟み込んで所定の位置に合わせる。
基台48の上方には、門型の第1支持構造62が開口48bを跨ぐように配置されている。第1支持構造62の前面(ガイドレール60側の面)には、Y軸方向に沿う第1レール64が固定されており、この第1レール64には、第1移動機構66等を介して第1保持ユニット68が連結されている。
第1保持ユニット68は、例えば、フレーム15の上面に接触してこのフレーム15を吸着、保持し、第1移動機構66によって昇降するとともに、第1レール64に沿ってY軸方向に移動する。第1保持ユニット68の開口48a側には、フレーム15を把持するための把持機構68aが設けられている。
例えば、把持機構68aでフレーム15を把持して第1保持ユニット68をY軸方向に移動させれば、シャシ37内のフレーム15を一対のガイドレール60に引き出し、又は、一対のガイドレール60上のフレーム15をシャシ37に挿入できる。なお、一対のガイドレール60でフレーム15の位置を合わせた後には、第1保持ユニット68でこのフレーム15(被加工物11)を吸着、保持してチャックテーブル56へと搬入する。
また、第1支持構造62の前面には、Y軸方向に沿う第2レール70が第1レール64の上方に固定されている。この第2レール70には、第2移動機構72等を介して第2保持ユニット74が連結されている。第2保持ユニット74は、例えば、フレーム15の上面に接触してこのフレーム15を吸着、保持し、第2移動機構72によって昇降するとともに、第2レール70に沿ってY軸方向に移動する。
第1支持構造62の後方には、門型の第2支持構造76が配置されている。第2支持構造76の前面(第1支持構造62側の面)には、それぞれY軸Z軸移動機構(割り出し送りユニット、切り込み送りユニット)78を介して2組の切削ユニット(加工ユニット)80が設けられている。各切削ユニット80は、対応するY軸Z軸移動機構78によってY軸方向に移動する(割り出し送り)とともに、Z軸方向に移動する(切り込み送り)。
各切削ユニット80は、Y軸方向に概ね平行な回転軸となるスピンドル(不図示)を備えている。各スピンドルの一端側には、円環状の切削ブレード82が装着されている。各スピンドルの他端側には、モータ等の回転駆動源(不図示)が連結されている。また、切削ブレード82の傍には、被加工物11や切削ブレード82に純水等の切削液を供給するためのノズルが配置されている。
このノズルから切削液を供給しながら、回転させた切削ブレード82をチャックテーブル56に保持された被加工物11に切り込ませることで、被加工物11を切削できる。切削ユニット80に隣接する位置には、チャックテーブル56に保持された被加工物11等を撮像するための撮像ユニット(カメラ)84が設けられている。この撮像ユニット84も、Y軸Z軸移動機構78によってY軸方向に移動するとともに、Z軸方向に移動する。
開口48bに対して開口48aと反対側の位置には、洗浄ユニット86が配置されている。洗浄ユニット86は、筒状の洗浄空間内で被加工物11を吸引、保持するスピンナテーブル88を備えている。スピンナテーブル88の下部には、スピンナテーブル88を所定の速さで回転させる回転駆動源(不図示)が連結されている。
スピンナテーブル88の上方には、スピンナテーブル88により保持された被加工物11に向けて洗浄用の流体(代表的には、水とエアーとを混合した混合流体)を噴射する噴射ノズル90が配置されている。被加工物11を保持したスピンナテーブル88を回転させて、噴射ノズル90から洗浄用の流体を噴射することで、被加工物11を洗浄できる。
切削ユニット80で被加工物11を切削した後には、例えば、第2保持ユニット74でフレーム15を吸着、保持して洗浄ユニット86へと搬入する。洗浄ユニット86で被加工物11を洗浄した後には、例えば、第1保持ユニット68でフレーム15を吸着、保持して一対のガイドレール60に載せ、その後、このフレーム15を把持機構68aで把持してシャシ37に収容する。
図5に示すように、基台48の上面側は、カバー92によって覆われており、上述した各構成要素は、カバー92の内側に収容される。開口48aの直上の領域には、カバー92の天井92aを上下に貫通する開口92bが設けられている。無人被加工物搬送車10のシャシ37は、この開口92bを通じてカバー92の外部から内部へと搬送され、又は、この開口92bを通じてカバー92の内部から外部へと搬送される。開口92bの形状や大きさに特段の制限はないが、この開口92bは、少なくともシャシ37を通過できるように構成される必要がある。
切削装置4のカバー92の上方には、搬送ユニット支持構造28が設けられている。この搬送ユニット支持構造28は、例えば、下端部が搬送通路6(又は切削装置4)に固定された支持構造29を含む。支持構造29の上端部には、例えば、X軸方向及びY軸方向に沿う平板状の支持プレート30の一端部が固定されている。支持プレート30の下面の他端部側には、X軸方向に沿うガイドレール31が設けられている。ただし、搬送ユニット支持構造28の構成や配置等は、切削装置4の構成や搬送通路6の配置等に応じて任意に変更され得る。
ガイドレール31の下端部には、Y軸方向に隙間を空けて配置された一対の平坦な支持部31a(図13(A)等参照)が設けられている。一対の支持部31aの隙間は、搬送ユニット12の車輪41の間隔(突出部39bの厚み)に応じて設定されている。そのため、例えば、この隙間に突出部39bが挿入されるように無人被加工物搬送車10及び搬送ユニット12をX軸方向に移動させれば、搬送ユニット12の車輪41は、一対の支持部31aの上面に載る。その結果、搬送ユニット12は、搬送ユニット支持構造28によって支持された状態となる。
搬送ユニット支持構造28によって搬送ユニット12が支持された状態で車輪41を回転させると、搬送ユニット12は、ガイドレール31に沿って移動する。つまり、搬送ユニット12をこの搬送ユニット支持構造28と組み合わせて用いることで、無人被加工物搬送車10の車輪38が搬送通路6と接触していない状況でも、無人被加工物搬送車10及び搬送ユニット12をガイドレール31に沿って移動させることができるようになる。
そのため、例えば、搬送ユニット12で無人被加工物搬送車10のシャシ37を開口92bの直上に移動させた後に、ワイヤ40を基部39aから引き出してシャシ37を下降させれば、搬送車保持台50にシャシ37を載せることができる。また、ワイヤ40を基部39aに収納してシャシ37を搬送車保持台50から上昇させた後に、搬送ユニット12でシャシ37を移動させて車輪38を搬送通路6に接触させれば、無人被加工物搬送車10は、車輪38によって自走できるようになる。
このように、搬送ユニット支持構造28は、搬送通路6の切削装置4の上方に相当する領域と切削装置4の搬送車保持台50との間で無人被加工物搬送車10のシャシ37が搬送される際に、搬送ユニット12を支持する。なお、ストックユニット8が備える搬送ユニット支持構造28の構成は、切削装置4が備える搬送ユニット支持構造28の構成と同じで良い。
上述した切削装置4の各構成要素は、制御装置96に接続されている(図5)。制御装置96は、代表的には、CPU等の処理装置や、フラッシュメモリ等の記憶装置を含むコンピュータによって構成される。記憶装置に記憶されるソフトウェアに従い処理装置等を動作させることによって、制御装置96の機能が実現されている。
制御装置96には、搬送システム2の制御ユニット14から送信される制御用の信号(制御信号)を受信する受信機98と、制御ユニット14に対して通知用の信号(通知信号)を送信する送信機100と、が更に接続されている。制御装置96は、例えば、受信機98で受信した信号等に基づき、上述した切削装置4の各構成要素を制御する。
基台48の側壁には、各種の配管21を接続する配管接続部48c(図5)が設けられている。また、カバー92の側壁には、メンテナンス等の際に開閉される扉92c(図5)が設けられている。更に、カバー92の側壁には、操作パネル(不図示)やディスプレイ(不図示)等が設けられていても良い。
図7は、切削装置4に搬送システム2の搬送通路6が設置される様子を示す斜視図である。図7等に示すように、本実施形態に係る搬送システム2の搬送通路6は、切削装置4が備えるカバー92の天井92aの上面側に装着される。すなわち、搬送通路6は、切削装置4の真上の空間に設置される。
これにより、切削装置4の側面に設けられている配管接続部48cや扉92c等の構造に対して、搬送通路6が干渉することはなくなる。つまり、搬送通路6を設計する際に、切削装置4の側面の構造を考慮する必要がない。そのため、搬送システム2の構築が容易になる。
図8(A)は、搬送通路6に使用される通路モジュール6aの構成例を示す平面図であり、図8(B)は、通路モジュール6bの構成例を示す平面図であり、図8(C)は、通路モジュール6cの構成例を示す平面図である。搬送通路6は、例えば、図8(A)、図8(B)、及び図8(C)に示す複数の通路モジュール6a,6b,6cを組み合わせて構成される。
各通路モジュール6a,6b,6cは、それぞれ、無人被加工物搬送車10の走行に適した平坦性の高い上面を持つ通路部102と、通路部102の幅方向の端に設けられこの通路部102に沿うガイド部104と、を含む。ガイド部104の上端の通路部102からの高さは、例えば、無人被加工物搬送車10の車輪38の高さよりも高くなっている。これにより、通路部102を走行する無人被加工物搬送車10が通路部102から脱落するのを防止できる。
図8(A)の通路モジュール6aは、無人被加工物搬送車10を待機させるための待機部106を更に有しており、例えば、切削装置4等の直上に設置される。なお、この待機部106等には、無人被加工物搬送車10の二次電池に給電する給電設備(充電器)を設けると良い。一方で、図8(B)の通路モジュール6bは、直線状に形成されており、図8(C)の通路モジュール6cは、曲がり角に適した直角状に形成されている。
通路モジュール6b,6cは、例えば、隣接する2つの通路モジュール6aの間を繋ぐために用いられる。ただし、搬送通路6を構成する通路モジュールの種類、数量、配置(接続の関係)等に制限はない。例えば、2つの通路モジュール6aの間を、更に別の通路モジュール6aで繋いでも良い。また、例えば、直角状の通路モジュール6cの代わりに、円弧状(曲線状)の通路モジュールを用いることもできる。
図9は、通路モジュール6a及び通路モジュール6bから搬送通路6が形成される様子を示す斜視図である。図10(A)、及び図10(B)は、通路モジュール6a及び通路モジュール6bが連結される様子を示す断面図である。また、図11は、通路モジュール6bの構成例を示す底面図である。
図9に示すように、通路部102の下面の長さ方向の端部(搬送通路6に沿う方向の端部)には、断面がL字状の一対のアングル(ブラケット)108が設けられている。各アングル108は、概ね水平な支持面108aと、支持面108aに対して概ね垂直な側面108bとを備え、各アングル108の長手方向が搬送通路6に沿うように通路部102の下面に固定される。
通路モジュール6aと通路モジュール6bとを連結する際には、まず、図10(A)に示すように、通路モジュール6aを構成する通路部102の長手方向の端部と、通路モジュール6bを構成する通路部102の長手方向の端部とを十分に近付ける。そして、図10(B)に示すように、通路モジュール6aを構成する通路部102に設けられているアングル108と、通路モジュール6bを構成する通路部102に設けられているアングル108と、に連結具110を挿入する。
連結具110は、例えば、通路モジュール6aのアングル108の長さと通路モジュール6bのアングル108の長さとを合わせた長さよりも長いロッド部110aと、ロッド部110aの両端に設けられ中央に開口を有するリング部110bと、を含んでいる。アングル108には、この連結具110のロッド部110aが挿入される。
アングル108にロッド部110aを挿入した後には、リング部110bの開口を通じて通路部102の下面側のボルト孔(不図示)にボルト112を締め込む。これにより、連結具110を介して通路モジュール6aと通路モジュール6bとを連結できる。なお、通路モジュール6cも、同様の手順で他の通路モジュール(通路モジュール6aや通路モジュール6b等)に連結される。
切削装置4に対する通路モジュール6a,6b,6cの装着は、例えば、図9、図11等に示す脚部材114を介して行われる。脚部材114は、板状の基部114aと、基部114aの一方側の面の中央付近から突出する柱状の柱部114bと、柱部114bの先端に装着された吸盤状の吸着部114c(図11)と、を含んでいる。
基部114aの柱部114bと重ならない領域には、この基部114aを厚み方向に貫通する4個の開口114dが形成されている。また、通路モジュール6a,6b,6cを構成する通路部102の下面には、各開口114dに対応するボルト孔102a(図11)が形成されている。
そのため、基部114aの他方側の面を通路部102の下面に接触させ、開口114dを通じてボルト孔102aにボルト116を締め込めば、通路モジュール6a,6b,6cに脚部材114を固定できる。なお、開口114d及びボルト孔102aの数量や配置等に制限はない。
図11に示すように、本実施形態の通路モジュール6bには、通路部102の下面の複数の領域のそれぞれに基部114aの4個の開口114dに対応する4個のボルト孔102aが形成されており、任意の領域に脚部材114を装着できる。他の通路モジュール6a,6cについても同様である。
すなわち、脚部材114は、通路部102の下面の複数の領域から選択されたいずれかの領域に装着される。なお、各通路モジュール6a,6b,6cには、複数の脚部材114を装着することが望ましい。これにより、切削装置4に対する搬送通路6の位置が安定し易くなる。
切削装置4に対して通路モジュール6a,6b,6cを装着する際には、例えば、切削装置4のカバー92に対して通路モジュール6a,6b,6cの位置を合わせ、図7に示すように、脚部材114の吸着部114cをカバー92の天井92aの上面に押し当てる。これにより、カバー92の天井92aの上面に吸着部114cを吸着させて、任意の通路モジュール6a,6b,6cをカバー92に装着できる。つまり、任意の通路モジュール6a,6b,6cが、脚部材114を介して切削装置4のカバー92に装着される。
なお、必ずしも全ての通路モジュール6a,6b,6cを切削装置4に対して装着しなくて良い。例えば、2台の切削装置4の間に位置する通路モジュールは、連結具110を介して隣接する通路モジュールのみに支持されることがある。また、切削装置4やストックユニット8等に対して装着される通路モジュールの通路部102には、図1に示すように、2次元コードに代表される識別コードや無線タグ等の情報提供部102bが設けられている。この情報提供部102bによって提供される情報は、例えば、無人被加工物搬送車10の位置の確認等に使用される。
次に、搬送通路6の切削装置4の上方に相当する領域と切削装置4の搬送車保持台50との間で無人被加工物搬送車10のシャシ37が搬送される際の動作について詳述する。図12(A)は、搬送ユニット12をガイドレール31に支持させる際の様子をY軸方向から見た一部断面側面図であり、図12(B)は、搬送ユニット12でシャシ37を下降させる際の様子をY軸方向から見た一部断面側面図である。
また、図13(A)は、図12(A)に示す状態をX軸方向から見た一部断面側面図であり、図13(B)は、図12(B)に示す状態をX軸方向から見た一部断面側面図である。搬送通路6の切削装置4の上方に相当する領域から切削装置4の搬送車保持台50へとシャシ37を搬送する際には、図12(A)及び図13(A)に示すように、まず、ガイドレール31の延長線上の開始点に車輪41が位置付けられるように、無人被加工物搬送車10の位置を調整する。
次に、車輪38を回転させて、無人被加工物搬送車10及び搬送ユニット12をガイドレール31に向けて移動させる。すなわち、無人被加工物搬送車10及び搬送ユニット12をX軸方向に移動させる。その結果、搬送ユニット12の突出部39bは、ガイドレール31の一対の支持部31aの隙間に挿入され、搬送ユニット12の車輪41が一対の支持部31aの上面に載る。
なお、このタイミングで搬送ユニット12の電極39cがガイドレール31に接触し、搬送ユニット12等への給電が開始される。搬送ユニット12の車輪41が一対の支持部31aの上面に載せられた後には、この車輪41を回転させて、シャシ37を切削装置4の開口92bの直上に移動させる。
そして、図12(B)及び図13(B)に示すように、搬送ユニット12のウインチを動作させて、ワイヤ40を基部39aから引き出す。これにより、開口92bを通過するようにシャシ37を下降させて、搬送車保持台50にシャシ37を載せることができる。搬送車保持台50にシャシ37を載せた後には、被加工物11(フレーム15)がシャシ37から搬出される。また、被加工物11の切削が完了した後には、被加工物11(フレーム15)がシャシ37に搬入される。
切削装置4の搬送車保持台50から搬送通路6の切削装置4の上方に相当する領域へとシャシ37を搬送する際には、まず、搬送ユニット12のウインチを動作させて、ワイヤ40を巻き取り、基部39aに収納する。これにより、開口92bを通過するようにシャシ37を上昇させて、切削装置4のカバー92の外部にシャシ37を搬出できる。
次に、車輪41を回転させて、無人被加工物搬送車10及び搬送ユニット12を上述した開始点に向けて移動させる。すなわち、無人被加工物搬送車10及び搬送ユニット12をX軸方向に移動させる。その結果、搬送ユニット12の車輪41は一対の支持部31aから脱落する。
なお、このタイミングで、搬送ユニット12の電極39cがガイドレール31から離れて、搬送ユニット12等への給電が終了する。また、無人被加工物搬送車10の車輪38が搬送通路6に接触し、無人被加工物搬送車10は、車輪38によって自走できるようになる。
次に、本実施形態に係る搬送システム2の制御方法の例を説明する。図14は、搬送システム2の制御方法の例を説明するための機能ブロック図である。例えば、切削装置4の制御装置96は、新たな被加工物11(未加工の被加工物11)が必要な状況になると、その旨を通知するための通知信号(被加工物要求信号)を生成する。制御装置96で生成された通知信号(被加工物要求信号)は、送信機100から制御ユニット14へと送信される。
図14に示すように、制御ユニット14は、各種の制御を行うための制御信号を生成する制御部(制御信号生成部)132を備えている。この制御部132は、代表的には、CPU等の処理装置や、フラッシュメモリ等の記憶装置を含むコンピュータによって構成される。記憶装置に記憶されるソフトウェアに従い処理装置等を動作させることによって、制御部132の機能が実現されている。
この制御部132には、切削装置4、ストックユニット8、無人被加工物搬送車10等から送信される通知信号を受信する受信機134と、切削装置4、ストックユニット8、無人被加工物搬送車10(搬送ユニット12を含む)等に対して制御信号を送信する送信機136とが接続されている。
制御ユニット14の受信機134は、切削装置4の送信機100から送信された通知信号(被加工物要求信号)を受信すると、これを制御部132へと送る。制御部132は、切削装置4からの通知信号(被加工物要求信号)を確認すると、無人被加工物搬送車10(及び搬送ユニット12)に対して、ストックユニット8の傍に移動し、シャシ37をストックユニット8の搬送車保持台26へと搬送するように指示を出す。具体的には、制御部132は、この指示に相当する制御信号(第1搬送指示信号)を生成し、送信機136から無人被加工物搬送車10へと送信する。
無人被加工物搬送車10の受信機44は、制御ユニット14からの制御信号(第1搬送指示信号)を受信すると、これを制御装置42へと送る。制御装置42は、この制御信号(第1搬送指示信号)に基づき車輪(走行機構)38等の動作を制御し、無人被加工物搬送車10を搬送通路6に沿って走行させる。
なお、図14に示すように、無人被加工物搬送車10の制御装置42には、搬送通路6に設けられている情報提供部102bの情報を読み取るための読み取り機138が接続されている。そのため、読み取り機138によって情報提供部102bの情報を読み取ることで、制御装置42は、自身(無人被加工物搬送車10)の位置を確認できる。
制御装置42は、自身(無人被加工物搬送車10)がストックユニット8の傍に移動したことを確認すると、上述のように、搬送ユニット12の突出部39bが、ストックユニット8の上方に配置されたガイドレール31の一対の支持部31aの隙間に挿入されるように、無人被加工物搬送車10及び搬送ユニット12を移動させる。その結果、搬送ユニット12の車輪41は、一対の支持部31aの上面に載せられる。
搬送ユニット12の車輪41が一対の支持部31aの上面に載せられた後には、制御装置42は、この車輪41を回転させて、シャシ37をストックユニット8の開口16bの直上に移動させる。そして、開口16bを通過するようにシャシ37を下降させて、ストックユニット8の内部にある搬送車保持台26にシャシ37を載せる。
搬送車保持台26にシャシ37を載せた後には、制御装置42は、ストックユニット8へのシャシ37の搬送が完了した旨を通知するための通知信号(第1搬送完了信号)を生成する。制御装置42で生成された通知信号(第1搬送完了信号)は、送信機46から制御ユニット14へと送信される。
制御ユニット14の受信機134は、無人被加工物搬送車10の送信機46から送信された通知信号(第1搬送完了信号)を受信すると、これを制御部132へと送る。制御部132は、無人被加工物搬送車10からの通知信号(第1搬送完了信号)を確認すると、ストックユニット8に対して、搬送車保持台26上のシャシ37に新たな被加工物11を搬入するように指示を出す。具体的には、制御部132は、この指示に相当する制御信号(第1搬入指示信号)を生成し、送信機136からストックユニット8へと送信する。
ストックユニット8の受信機34は、制御ユニット14からの制御信号(第1搬入指示信号)を受信すると、これを制御装置32へと送る。制御装置32は、この制御信号(第1搬入指示信号)に基づき第1昇降機構、プッシュプルアーム22、一対のガイドレール24、第2昇降機構等の動作を制御して、新たな被加工物11をシャシ37に搬入する。
新たな被加工物11がシャシ37に搬入されると、制御装置32は、シャシ37への被加工物11の搬入が完了した旨を通知するための通知信号(第1搬入完了信号)を生成する。制御装置32で生成された通知信号(第1搬入完了信号)は、送信機36から制御ユニット14へと送信される。
制御ユニット14の受信機134は、ストックユニット8の送信機36から送信された通知信号(第1搬入完了信号)を受信すると、これを制御部132へと送る。制御部132は、ストックユニット8からの通知信号(第1搬入完了信号)を確認すると、無人被加工物搬送車10(及び搬送ユニット12)に対して、切削装置4の傍に移動し、シャシ37を切削装置4の搬送車保持台50へと搬送するように指示を出す。具体的には、制御部132は、この指示に相当する制御信号(第2搬送指示信号)を生成し、送信機136から無人被加工物搬送車10へと送信する。
無人被加工物搬送車10の受信機44は、制御ユニット14からの制御信号(第2搬送指示信号)を受信すると、これを制御装置42へと送る。制御装置42は、この制御信号(第2搬送指示信号)に基づきシャシ37を上昇させて、ストックユニット8の外部にシャシ37を搬送する。その後、車輪41等の動作を制御して、シャシ37を搬送通路6の上方に移動させる。そして、車輪38等の動作を制御して、無人被加工物搬送車10を搬送通路6に沿って走行させる。
制御装置42は、自身(無人被加工物搬送車10)が切削装置4の傍に移動したことを確認すると、上述のように、搬送ユニット12の突出部39bが、切削装置4の上方に配置されたガイドレール31の一対の支持部31aの隙間に挿入されるように、無人被加工物搬送車10及び搬送ユニット12を移動させる。その結果、一対の支持部31aの上面には、搬送ユニット12の車輪41が載せられる。
搬送ユニット12の車輪41が一対の支持部31aの上面に載せられた後には、制御装置42は、この車輪41を回転させて、シャシ37を切削装置4の開口92bの直上に移動させる。そして、開口92bを通過するようにシャシ37を下降させて、切削装置4の内部にある搬送車保持台50にシャシ37を載せる。
搬送車保持台50にシャシ37を載せた後には、制御装置42は、切削装置4へのシャシ37の搬送が完了した旨を通知するための通知信号(第2搬送完了信号)を生成する。制御装置42で生成された通知信号(第2搬送完了信号)は、送信機46から制御ユニット14へと送信される。
制御ユニット14の受信機134は、無人被加工物搬送車10の送信機46から送信された通知信号(第2搬送完了信号)を受信すると、これを制御部132へと送る。制御部132は、無人被加工物搬送車10からの通知信号(第2搬送完了信号)を確認すると、切削装置4に対して、搬送車保持台50上のシャシ37から新たな被加工物11を搬出するように指示を出す。具体的には、制御部132は、この指示に相当する制御信号(第1搬出指示信号)を生成し、送信機136から切削装置4へと送信する。
切削装置4の受信機98は、制御ユニット14からの制御信号(第1搬出指示信号)を受信すると、これを制御装置96へと送る。制御装置96は、この制御信号(第1搬出指示信号)に基づき各構成要素の動作を制御して、新たな被加工物11をシャシ37から搬出する。
新たな被加工物11がシャシ37から搬出されると、例えば、制御装置96は、シャシ37からの被加工物11の搬出が完了した旨を通知するための通知信号(第1搬出完了信号)を生成する。制御装置96で生成された通知信号(第1搬出完了信号)は、送信機100から制御ユニット14へと送信される。
このような手順により、ストックユニット8に収容されている被加工物11を任意の切削装置4に対して搬送できる。なお、ここでは、ストックユニット8から切削装置4に対して被加工物11を搬送する際の手順について主に説明したが、切削装置4からストックユニット8に対して被加工物11を搬送する際の手順等も同様である。
具体的には、例えば、切削装置4の制御装置96は、被加工物11の加工が完了すると、その旨を通知するための通知信号(加工完了信号)を生成する。制御装置96で生成された通知信号(加工完了信号)は、送信機100から制御ユニット14へと送信される。制御ユニット14の受信機134は、切削装置4の送信機100から送信された通知信号(加工完了信号)を受信すると、これを制御部132へと送る。
制御部132は、切削装置4からの通知信号(加工完了信号)を確認すると、無人被加工物搬送車10(及び搬送ユニット12)に対して、切削装置4の傍に移動し、シャシ37を切削装置4の搬送車保持台50へと搬送するように指示を出す。具体的には、制御部132は、この指示に相当する制御信号(第3搬送指示信号)を生成し、送信機136から無人被加工物搬送車10へと送信する。
無人被加工物搬送車10の受信機44は、制御ユニット14からの制御信号(第3搬送指示信号)を受信すると、これを制御装置42へと送る。制御装置42は、この制御信号(第3搬送指示信号)に基づき車輪(走行機構)38等の動作を制御し、無人被加工物搬送車10を搬送通路6に沿って走行させる。
制御装置42は、自身(無人被加工物搬送車10)が切削装置4の傍に移動したことを確認すると、上述のように、搬送ユニット12の突出部39bが、切削装置4の上方に配置されたガイドレール31の一対の支持部31aの隙間に挿入されるように、無人被加工物搬送車10及び搬送ユニット12を移動させる。その結果、一対の支持部31aの上面には、搬送ユニット12の車輪41が載せられる。
搬送ユニット12の車輪41が一対の支持部31aの上面に載せられた後には、制御装置42は、この車輪41を回転させて、シャシ37を切削装置4の開口92bの直上に移動させる。そして、開口92bを通過するようにシャシ37を下降させて、切削装置4の内部にある搬送車保持台50にシャシ37を載せる。
搬送車保持台50にシャシ37を載せた後には、制御装置42は、切削装置4へのシャシ37の搬送が完了した旨を通知するための通知信号(第3搬送完了信号)を生成する。制御装置42で生成された通知信号(第3搬送完了信号)は、送信機46から制御ユニット14へと送信される。
制御ユニット14の受信機134は、無人被加工物搬送車10の送信機46から送信された通知信号(第3搬送完了信号)を受信すると、これを制御部132へと送る。制御部132は、無人被加工物搬送車10からの通知信号(第3搬送完了信号)を確認すると、切削装置4に対して、搬送車保持台50上のシャシ37に加工後の被加工物11を搬入するように指示を出す。具体的には、制御部132は、この指示に相当する制御信号(第2搬入指示信号)を生成し、送信機136から切削装置4へと送信する。
切削装置4の受信機98は、制御ユニット14からの制御信号(第2搬入指示信号)を受信すると、これを制御装置96へと送る。制御装置96は、この制御信号(第2搬入指示信号)に基づき各構成要素の動作を制御して、加工後の被加工物11をシャシ37に搬入する。
加工後の被加工物11がシャシ37に搬入されると、制御装置96は、シャシ37への被加工物11の搬入が完了した旨を通知するための通知信号(第2搬入完了信号)を生成する。制御装置96で生成された通知信号(第2搬入完了信号)は、送信機100から制御ユニット14へと送信される。
制御ユニット14の受信機134は、切削装置4の送信機100から送信された通知信号(第2搬入完了信号)を受信すると、これを制御部132へと送る。制御部132は、切削装置4からの通知信号(第2搬入完了信号)を確認すると、無人被加工物搬送車10(及び搬送ユニット12)に対して、ストックユニット8の傍に移動した上で、シャシ37をストックユニット8の搬送車保持台26へと搬送するように指示を出す。具体的には、制御部132は、この指示に相当する制御信号(第4搬送指示信号)を生成し、送信機136から無人被加工物搬送車10へと送信する。
無人被加工物搬送車10の受信機44は、制御ユニット14からの制御信号(第4搬送指示信号)を受信すると、これを制御装置42へと送る。制御装置42は、この制御信号(第4搬送指示信号)に基づきシャシ37を上昇させて、切削装置4の外部にシャシ37を搬送する。その後、車輪41等の動作を制御して、シャシ37を搬送通路6の上方に移動させる。そして、車輪38等の動作を制御して、無人被加工物搬送車10を搬送通路6に沿って走行させる。
制御装置42は、自身(無人被加工物搬送車10)がストックユニット8の傍に移動したことを確認すると、上述のように、搬送ユニット12の突出部39bが、ストックユニット8の上方に配置されたガイドレール31の一対の支持部31aの隙間に挿入されるように、無人被加工物搬送車10及び搬送ユニット12を移動させる。その結果、一対の支持部31aの上面には、搬送ユニット12の車輪41が載せられる。
搬送ユニット12の車輪41が一対の支持部31aの上面に載せられた後には、制御装置42は、この車輪41を回転させて、シャシ37をストックユニット8の開口16bの直上に移動させる。そして、開口16bを通過するようにシャシ37を下降させて、ストックユニット8の内部にある搬送車保持台26にシャシ37を載せる。
搬送車保持台26にシャシ37を載せた後には、制御装置42は、ストックユニット8へのシャシ37の搬送が完了した旨を通知するための通知信号(第4搬送完了信号)を生成する。制御装置42で生成された通知信号(第4搬送完了信号)は、送信機46から制御ユニット14へと送信される。
制御ユニット14の受信機134は、無人被加工物搬送車10の送信機46から送信された通知信号(第4搬送完了信号)を受信すると、これを制御部132へと送る。制御部132は、無人被加工物搬送車10からの通知信号(第4搬送完了信号)を確認すると、ストックユニット8に対して、搬送車保持台26上のシャシ37から加工後の被加工物11を搬出するように指示を出す。具体的には、制御部132は、この指示に相当する制御信号(第2搬出指示信号)を生成し、送信機136からストックユニット8へと送信する。
ストックユニット8の受信機34は、制御ユニット14からの制御信号(第2搬出指示信号)を受信すると、これを制御装置32へと送る。制御装置32は、この制御信号(第2搬出指示信号)に基づき第1昇降機構、プッシュプルアーム22、一対のガイドレール24、第2昇降機構等の動作を制御して、加工後の被加工物11をシャシ37から搬出する。
加工後の被加工物11がシャシ37から搬出されると、例えば、制御装置32は、シャシ37からの被加工物11の搬出が完了した旨を通知するための通知信号(第2搬出完了信号)を生成する。制御装置32で生成された通知信号(第2搬出完了信号)は、送信機36から制御ユニット14へと送信される。このような手順により、切削装置4で加工された後の被加工物11をストックユニット8に対して搬送できる。
また、上述した手順は、被加工物11を適切に搬送できる範囲内で任意に変更できる。例えば、上述した手順に含まれている複数のステップを同時に行っても良いし、被加工物11の搬送に支障が出ない範囲内でステップの順序を入れ替えても良い。同様に、被加工物11の搬送に支障が出ない範囲内で任意のステップを追加、変更、省略して良い。
以上のように、本実施形態に係る搬送システム2は、複数の切削装置(加工装置)4に渡って設置される搬送通路6と、被加工物11を収容するシャシ(被加工物収容部)37、シャシ37に設けられた車輪(走行機構)38、及び制御信号を受信する受信機44を備え、搬送通路6を走行する無人被加工物搬送車(無人搬送車)10と、被加工物が収容されたカセット(被加工物ストッカー)20から無人被加工物搬送車10のシャシ37に対して被加工物11を受け渡す際にシャシ37を保持する搬送車保持台(収容部保持台)26、及び制御信号を受信する受信機34を備えるストックユニット8と、搬送通路6のストックユニット8の上方に相当する領域とストックユニット8の搬送車保持台26との間、又は、搬送通路6の切削装置4の上方に相当する領域と切削装置4の内部との間でシャシ37を搬送する搬送ユニット(収容部搬送ユニット)12と、を含んでいる。
そのため、例えば、ストックユニット8でカセット20から被加工物11を受け取った無人被加工物搬送車10のシャシ37を、搬送ユニット12によって搬送通路6へと搬送し、この無人被加工物搬送車10を搬送通路6上で走行させることにより、複数の切削装置4のそれぞれに対して被加工物11を搬送できる。なお、この無人被加工物搬送車10のシャシ37は、例えば、無人被加工物搬送車10を走行させた後に、搬送ユニット12によって切削装置4の内部へと搬送される。
また、本実施形態に係る搬送システム2では、搬送通路6が、切削装置4の真上の空間に設置される。そのため、この搬送通路6を設計する際に各切削装置4の側面の構造を考慮する必要がない。すなわち、搬送システムの構築が容易になる。
なお、上述した実施形態では、所定の隙間を有する一対の支持部31aに対応した搬送ユニット(収容部搬送ユニット)12を示したが、本発明の搬送ユニット及び搬送ユニット支持構造に特段の制限はない。図15(A)は、変形例に係る搬送ユニット140及び搬送ユニット支持構造142をX軸方向から見た一部断面側面図であり、図15(B)は、変形例に係る搬送ユニット140でシャシ37を下降させる際の様子をX軸方向から見た一部断面側面図である。
なお、この変形例に係る搬送ユニット140の基本的な構成は、上述した実施形態に係る搬送ユニット12の基本的な構成と同じである。よって、ここでは、主に相違点についてのみ説明する。図15(A)及び図15(B)に示すように、変形例に係る搬送ユニット140は、上部筐体144を備えている。
この上部筐体144は、平面視でシャシ37と同程度の大きさに形成された平板状の基部144aを含んでいる。基部144aの四隅に相当する領域の下面側には、複数のワイヤ40が配置されている。また、基部144aの内部には、ワイヤ40を巻き取るためのウインチ(不図示)が設けられている。
基部144aの上面側には、直方体状の突出部144bが配置されており、この突出部144bの側面には、複数の車輪(走行機構)41が設けられている。各車輪41は、モータ等の回転駆動源に連結されており回転する。なお、本変形例の搬送ユニット140では、突出部144bのY軸方向の一方側にのみ車輪(走行機構)41が設けられている。
切削装置4のカバー92の上方には、搬送ユニット支持構造142が設けられている。この搬送ユニット支持構造142は、例えば、下端部が搬送通路6(又は切削装置4)に固定された支持構造146を含む。支持構造146の上端部には、例えば、X軸方向及びY軸方向に沿う平板状の支持プレート148の一端部が固定されている。支持プレート148の下面の他端部側には、X軸方向に沿う中空のガイドレール150が設けられている。ただし、搬送ユニット支持構造142の構成や配置等は、切削装置4の構成や搬送通路6の配置等に応じて任意に変更され得る。
ガイドレール150の側方には、このガイドレール150の内部に車輪41を挿入できるように所定の開口が形成されている。例えば、無人被加工物搬送車10及び搬送ユニット140をX軸方向に移動させてガイドレール150の内部に車輪41を挿入すれば、搬送ユニット12は、搬送ユニット支持構造140によって支持された状態となる。そのため、この変形例に係る搬送ユニット140及び搬送ユニット支持構造142を用いる場合にも、無人被加工物搬送車10及び搬送ユニット140をガイドレール150に沿って移動させることができる。
(実施形態2)
本実施形態では、被加工物11とともに切削ブレード82等を搬送の対象とする搬送システムについて説明する。なお、本実施形態に係る搬送システムの基本的な構成は、実施形態1に係る搬送システム2の基本的な構成と同じである。よって、実施形態1の搬送システム2と共通する構成要素には同じ符号を付して詳細な説明を省略する。
図16は、本実施形態に係る搬送システム202の接続関係の例を示す機能ブロック図である。図16に示すように、本実施形態に係る搬送システム202の制御ユニット14には、無人被加工物搬送車(無人搬送車)10、切削装置204、無人ブレード搬送車206、ストックユニット208が無線で接続されている。
無人ブレード搬送車206は、無人被加工物搬送車10と同様に搬送通路6(図16等参照)を走行し、各切削装置204に対して切削ブレード82を搬送する。ストックユニット208は、複数の被加工物11に加えて、各切削装置204に供給される切削ブレード82を収容できるように構成されている。
なお、図16では、説明の便宜上、2台の無人被加工物搬送車10a,10b、2台の切削装置204a,204b、及び2台の無人ブレード搬送車206a,206bを示しているが、それぞれの台数に制限はない。また、制御ユニット14は、無人被加工物搬送車10、切削装置204、無人ブレード搬送車206、ストックユニット208等に対して有線で接続されても良い。
図17は、第2実施形態に係るストックユニット208の構成例を示す側面図である。図17に示すように、ストックユニット208の基本的な構成は、実施形態1に係るストックユニット8の基本的な構成と同じである。ただし、本実施形態に係るストックユニット208には、複数の切削ブレード82を収容するためのブレードストッカー210が配置されている。
ブレードストッカー210は、例えば、上面側が複数の領域に区画されたトレー状に構成されている。各領域には、切削ブレード82が収容される。また、このブレードストッカー210の傍には、ブレードストッカー210と無人ブレード搬送車206との間で切削ブレード82を搬送するブレード搬送アーム(ブレード搬送部)212が設けられている。
図18は、無人ブレード搬送車206の構成例を示す斜視図である。図18に示すように、無人ブレード搬送車206は、トレー状のシャシ(ブレード保持部)214を含む。シャシ214の上面側には、切削ブレード82の大きさに対応する複数の凹部214aが形成されており、各凹部214aには、切削ブレード82を収容できるブレードケース216が配置されている。
ブレード搬送アーム212で搬送された切削ブレード82は、このシャシ214の凹部214aに配置されたブレードケース216に載せられる。なお、シャシ214の各ブレードケース216(凹部214a)に対応する位置には、無線タグや識別コード等の情報提供部214bが設けられている。よって、情報提供部214bにより提供される情報に基づいて、各ブレードケース216に収容される切削ブレード82を容易に特定できる。
シャシ214の下面側には、複数(本実施形態では、4個)の車輪(走行機構)218が設けられている。各車輪218は、モータ等の回転駆動源に連結されており回転する。この車輪218を回転駆動源によって回転させることで、無人ブレード搬送車206は、搬送通路6上を走行する。なお、車輪218としては、傾斜した樽状(筒状)の複数の回転体が搬送通路6と接触する外周面に取り付けられた、いわゆるメカナムホイール等を用いると良い。
シャシ214の内部には、無人ブレード搬送車206の動作を制御する制御装置220が設けられている。制御装置220は、代表的には、CPU等の処理装置や、フラッシュメモリ等の記憶装置を含むコンピュータによって構成される。記憶装置に記憶されるソフトウェアに従い処理装置等を動作させることによって、制御装置220の機能が実現されている。
この制御装置220には、制御ユニット14から送信される制御用の信号(制御信号)を受信する受信機222と、制御ユニット14に対して通知用の信号(通知信号)を送信する送信機224とが接続されている。制御装置220は、受信機222で受信した信号に基づき無人ブレード搬送車206の動作(走行)を制御する。また、制御装置220は、送信機224を通じて必要な信号を制御ユニット14に送信する。
図19は、切削装置204等の外観を示す斜視図である。図19に示すように、切削装置204の基本的な構成は、実施形態1に係る切削装置4の基本的な構成と同じである。また、切削装置204の周辺の構成も、実施形態1に係る切削装置4の周辺の基本的な構成と同じである。例えば、図19では省略されているが、切削装置204の上方には、搬送ユニット支持構造28等が設けられている。
この切削装置204には、カバー92の天井92aを上下に貫通する2つの開口92dが更に設けられている。各開口92dは、切削ブレード82を通過できる大きさに形成されている。また、各開口92dには、切削ブレード82を昇降させるためのブレード昇降機構226が配置されている。
ブレード昇降機構226は、切削ブレード82を保持するブレード保持部228を備え、このブレード保持部228を昇降させる。そのため、ブレード保持部228に切削ブレード82を保持させた上でこのブレード保持部228を昇降させれば、切削ブレード82をカバー92の外部から内部へと搬送し、又はカバー92の内部から外部へと搬送できる。
カバー92の天井92aには、ブレード昇降機構226が備えるブレード保持部228と、ブレード昇降機構226の傍で待機する無人ブレード搬送車206と、の間で切削ブレード82を搬送するブレード搬送アーム230が設けられている。ブレード搬送アーム230は、切削ブレード82を保持するブレード把持部230aを備え、このブレード把持部230aを回転、昇降させることにより、無人ブレード搬送車206とブレード保持部228との間で切削ブレード82を搬送する。
切削装置204のカバー92の内部には、切削ユニット80の切削ブレード82を自動制御で交換するブレードチェンジャー232が更に設けられている。ブレードチェンジャー232は、ブレード昇降機構226やブレード搬送アーム230とともに、制御装置96に接続されている。
図20は、ブレードチェンジャー232の構成例を示す分解斜視図である。このブレードチェンジャー232は、例えば、基台48やカバー92等に対して位置が固定される固定プレート234を備えている。固定プレート234の下面側には、X軸方向に長い一対のガイドレール236が設けられている。ガイドレール236には、移動プレート238がX軸方向に沿ってスライドできる態様で支持される。
移動プレート238のY軸方向の端部には、ガイドレール236の形状に対応するブラケット240が設けられており、このブラケット240を介して移動プレート238がガイドレール236に支持される。移動プレート238の上面には、ナット部242が固定されている。ナット部242のねじ孔242aには、X軸方向に概ね平行なボールねじ244が回転できる態様で挿入される。
ボールねじ244の一端には、パルスモータ246が連結されている。このパルスモータ246でボールねじ244を回転させれば、移動プレート238は、ガイドレール236に沿ってX軸方向に移動する。移動プレート238の下面側には、チェンジャー支持構造248が固定されている。
チェンジャー支持構造248には、切削ユニット80に対して切削ブレード82を固定する固定ナット(不図示)を着脱するための一対のナット着脱機構250が支持されている。各ナット着脱機構250は、Y軸方向に沿って移動できるとともに、Y軸方向に平行な回転軸の周りに回転できるように構成される。このナット着脱機構250によって固定ナットを把持して回転させることで、切削ユニット80に固定ナットを取り付け、又は切削ユニット80から固定ナットを取り外すことができる。
また、チェンジャー支持構造248には、切削ブレード82を交換するための一対のブレード交換機構252が支持されている。各ブレード交換機構252は、それぞれ切削ブレード82を保持可能な第1ブレード保持部252a及び第2ブレード保持部252bを含む。このブレード交換機構252は、Y軸方向に沿って移動できるとともに、X軸方向において第1ブレード保持部252aと第2ブレード保持部252bとの位置を入れ替えることができるように構成される。
ブレードチェンジャー232で切削ブレード82を交換する際には、例えば、ブレード昇降機構226のブレード保持部228によって保持された交換用の切削ブレード82を第1ブレード保持部252aで受け取る。そして、ナット着脱機構250で切削ユニット80から固定ナットを取り外す。また、切削ユニット80に装着されている切削ブレード82を第2ブレード保持部252bで切削ユニット80から取り外す。
その後、第1ブレード保持部252aと第2ブレード保持部252bとの位置を入れ替え、第1ブレード保持部252aで交換用の切削ブレード82を切削ユニット80に取り付ける。そして、最後に、ナット着脱機構250で切削ユニット80に固定ナットを取り付ける。なお、切削ユニット80に装着されていた切削ブレード82は、例えば、第2ブレード保持部252bからブレード昇降機構226のブレード保持部228に受け渡される。
次に、本実施形態に係る搬送システム202の制御方法の例を説明する。図21は、搬送システム202の制御方法の例を説明するための機能ブロック図である。なお、被加工物11の搬送に係る制御は実施形態1と同様であるから、本実施形態では、主に切削ブレード82の搬送に係る制御の例を説明する。
例えば、切削装置204の制御装置96は、切削ブレード82の交換が必要な状況になると、その旨を通知するための通知信号(ブレード要求信号)を生成する。制御装置96で生成された通知信号(ブレード要求信号)は、送信機100から制御ユニット14へと送信される。
制御ユニット14の受信機134は、切削装置204の送信機100から送信された通知信号(ブレード要求信号)を受信すると、これを制御部132へと送る。制御部132は、切削装置204からの通知信号(ブレード要求信号)を確認すると、無人ブレード搬送車206に対して、ストックユニット208の傍(切削ブレード82を受け渡せる位置)で待機するように指示を出す。具体的には、制御部132は、この指示に相当する制御信号(第1待機指示信号)を生成し、送信機136から無人ブレード搬送車206へと送信する。
無人ブレード搬送車206の受信機222は、制御ユニット14からの制御信号(第1待機指示信号)を受信すると、これを制御装置220へと送る。制御装置220は、この制御信号(第1待機指示信号)に基づき車輪(走行機構)218等の動作を制御し、無人ブレード搬送車206を搬送通路6に沿って走行させる。
なお、図21に示すように、無人ブレード搬送車206の制御装置220には、搬送通路6に設けられている情報提供部102bの情報を読み取るための読み取り機254が接続されている。そのため、読み取り機254によって情報提供部102bの情報を読み取ることで、制御装置220は、自身(無人ブレード搬送車206)の位置を確認できる。
制御装置220は、自身(無人ブレード搬送車206)がストックユニット208の傍に移動したことを確認すると、車輪218等を停止させる。また、制御装置220は、無人ブレード搬送車206がストックユニット208の傍で待機中である旨を通知するための通知信号(第1待機中信号)を生成する。制御装置220で生成された通知信号(第1待機中信号)は、送信機224から制御ユニット14へと送信される。
制御ユニット14の受信機134は、無人ブレード搬送車206の送信機224から送信された通知信号(第1待機中信号)を受信すると、これを制御部132へと送る。制御部132は、無人ブレード搬送車206からの通知信号(第1待機中信号)を確認すると、ストックユニット208に対して、切削ブレード82を無人ブレード搬送車206へと搬送するように指示を出す。具体的には、制御部132は、この指示に相当する制御信号(第1搬送指示信号)を生成し、送信機136からストックユニット208へと送信する。
ストックユニット208の受信機34は、制御ユニット14からの制御信号(第1搬送指示信号)を受信すると、これを制御装置32へと送る。制御装置32は、この制御信号(第1搬送指示信号)に基づきブレード搬送アーム212等の動作を制御して、切削ブレード82をブレードストッカー210から搬出し、無人ブレード搬送車206のシャシ214に載せる。具体的には、例えば、制御信号(第1搬送指示信号)を通じて制御ユニット14から指示されたブレードケース216に切削ブレード82を載せる。
無人ブレード搬送車206に切削ブレード82が搬送されると、制御装置32は、無人ブレード搬送車206への切削ブレード82の搬送が完了した旨を通知するための通知信号(第1搬送完了信号)を生成する。制御装置32で生成された通知信号(第1搬送完了信号)は、送信機36から制御ユニット14へと送信される。
制御ユニット14の受信機134は、ストックユニット208の送信機36から送信された通知信号(第1搬送完了信号)を受信すると、これを制御部132へと送る。制御部132は、ストックユニット208からの通知信号(第1搬送完了信号)を確認すると、無人ブレード搬送車206に対して、切削装置204の傍(切削ブレード82を受け渡せる位置)に移動して待機するように指示を出す。具体的には、制御部132は、この指示に相当する制御信号(第2待機指示信号)を生成し、送信機136から無人ブレード搬送車206へと送信する。
無人ブレード搬送車206の受信機222は、制御ユニット14からの制御信号(第2待機指示信号)を受信すると、これを制御装置220へと送る。制御装置220は、この制御信号(第2待機指示信号)に基づき車輪218等の動作を制御して、無人ブレード搬送車206を搬送通路6に沿って走行させる。
制御装置220は、無人ブレード搬送車206が切削装置204の傍に移動したことを確認すると、車輪218等を停止させる。また、制御装置220は、無人ブレード搬送車206が切削装置204の傍で待機中である旨を通知するための通知信号(第2待機中信号)を生成する。制御装置220で生成された通知信号(第2待機中信号)は、送信機224から制御ユニット14へと送信される。
制御ユニット14の受信機134は、無人ブレード搬送車206の送信機224から送信された通知信号(第2待機中信号)を受信すると、これを制御部132へと送る。制御部132は、無人ブレード搬送車206からの通知信号(第2待機中信号)を確認すると、切削装置204に対して、切削ブレード82を無人ブレード搬送車206から搬送するように指示を出す。具体的には、制御部132は、この指示に相当する制御信号(第2搬送指示信号)を生成し、送信機136から切削装置204へと送信する。
切削装置204の受信機98は、制御ユニット14からの制御信号(第2搬送指示信号)を受信すると、これを制御装置96へと送る。制御装置96は、この制御信号(第2搬送指示信号)に基づきブレード搬送アーム230等の動作を制御して、切削ブレード82を無人ブレード搬送車206のシャシ214から搬出し、ブレード保持部228に受け渡す。具体的には、制御信号(第2搬送指示信号)を通じて制御ユニット14から指示されるブレードケース216内の切削ブレード82が搬出され、ブレード保持部228へと受け渡される。
切削装置204に切削ブレード82が受け渡されると、例えば、制御装置96は、切削装置204への切削ブレード82の搬送が完了した旨を通知するための通知信号(第2搬送完了信号)を生成する。制御装置96で生成された通知信号(第2搬送完了信号)は、送信機100から制御ユニット14へと送信される。このような手順により、ストックユニット208に収容されている切削ブレード82を必要に応じて切削装置204に搬送できる。
その後、切削装置204は、例えば、上述したブレード保持部228からブレードチェンジャー232へと切削ブレード82を受け渡す。そして、このブレードチェンジャー232によって、ブレード保持部228から受け取った切削ブレード82と、切削ユニット80に既に装着されている使用済みの切削ブレード82とが交換される。
切削ユニット80から取り外された使用済みの切削ブレード82は、ブレード保持部228へと受け渡される。ブレード搬送アーム230は、ブレード保持部228に保持されている使用済みの切削ブレード82を、待機中の無人ブレード搬送車206のシャシ214に載せる。この時、使用済みの切削ブレード82は、例えば、制御装置96によって指定されたブレードケース216へと載せられる。
無人ブレード搬送車206に使用済みの切削ブレード82が搬送されると、制御装置96は、無人ブレード搬送車206への使用済みの切削ブレード82の搬送が完了した旨を通知するための通知信号(第3搬送完了信号)を生成する。制御装置96で生成された通知信号(第3搬送完了信号)は、送信機100から制御ユニット14へと送信される。なお、この通知信号(第3搬送完了信号)には、使用済みの切削ブレード82が載せられたブレードケース216の情報(ブレードケース216に対応する情報提供部214bの情報)が含まれる。
制御ユニット14の受信機134は、切削装置204の送信機100から送信された通知信号(第3搬送完了信号)を受信すると、これを制御部132へと送る。制御部132は、切削装置204からの通知信号(第3搬送完了信号)を確認すると、無人ブレード搬送車206に対して、ストックユニット208の傍に移動して待機するように指示を出す。具体的には、制御部132は、この指示に相当する制御信号(第3待機指示信号)を生成し、送信機136から無人ブレード搬送車206へと送信する。
無人ブレード搬送車206の受信機222は、制御ユニット14からの制御信号(第3待機指示信号)を受信すると、これを制御装置220へと送る。制御装置220は、この制御信号(第3待機指示信号)に基づき車輪218等の動作を制御して、無人ブレード搬送車206を搬送通路6に沿って走行させる。
制御装置220は、無人ブレード搬送車206がストックユニット208の傍に移動したことを確認すると、車輪218等を停止させる。また、制御装置220は、無人ブレード搬送車206がストックユニット208の傍で待機中である旨を通知するための通知信号(第3待機中信号)を生成する。制御装置220で生成された通知信号(第3待機中信号)は、送信機224から制御ユニット14へと送信される。
制御ユニット14の受信機134は、無人ブレード搬送車206の送信機224から送信された通知信号(第3待機中信号)を受信すると、これを制御部132へと送る。制御部132は、無人ブレード搬送車206からの通知信号(第3待機中信号)を確認すると、ストックユニット208に対して、使用済みの切削ブレード82を無人ブレード搬送車206から搬出するように指示を出す。具体的には、制御部132は、この指示に相当する制御信号(第3搬送指示信号)を生成し、送信機136からストックユニット208へと送信する。
ストックユニット208の受信機34は、制御ユニット14からの制御信号(第3搬送指示信号)を受信すると、これを制御装置32へと送る。制御装置32は、この制御信号(第3搬送指示信号)に基づきブレード搬送アーム212等の動作を制御して、使用済みの切削ブレード82を無人ブレード搬送車206のシャシ214から搬出し、ブレードストッカー210に収容する。具体的には、制御信号(第3搬送指示信号)を通じて制御ユニット14から指示されるブレードケース216内の切削ブレード82が搬出され、ブレードストッカー210へと受け渡される。
このような手順により、ストックユニット208に収容されている切削ブレード82を必要に応じて切削装置204に搬送し、また、切削装置204の切削ユニット80から取り外された使用済みの切削ブレード82を回収できる。なお、ここでは、切削ブレード82を交換する作業の間に無人ブレード搬送車206をその場で待機させているが、例えば、この切削ブレード82を交換する作業の間に、他の切削装置204に対して切削ブレード82を搬送しても良い。
また、上述した手順は、切削ブレード82を適切に搬送できる範囲内で変更できる。例えば、上述した手順に含まれている複数のステップを同時に行っても良いし、切削ブレード82の搬送に支障が出ない範囲内でステップの順序を入れ替えても良い。同様に、切削ブレード82の搬送に支障が出ない範囲内で任意のステップを追加、変更、省略して良い。
以上のように、本実施形態に係る搬送システム202は、複数の切削装置(加工装置)204に渡って設置される搬送通路6と、シャシ(ブレード保持部)214、車輪(走行機構)218、及び受信機222を備える無人ブレード搬送車206と、ブレード搬送アーム(ブレード搬送部)212、及び受信機34を備えるストックユニット208と、を含んでいる。
そのため、ブレードストッカー210に収容されている切削ブレード82をブレード搬送アーム212で無人ブレード搬送車206のシャシ214へと搬送し、この無人ブレード搬送車206を搬送通路6上で走行させることにより、複数の切削装置204のそれぞれに対して切削ブレード82を搬送できる。また、本実施形態に係る搬送システム202では、搬送通路6が、切削装置204の真上の空間に設置される。そのため、この搬送通路6を設計する際に各切削装置204の側面の構造を考慮する必要がない。すなわち、搬送システム202の構築が容易になる。
(実施形態3)
本実施形態では、ストックユニット8及びストックユニット208とは異なる構造のストックユニットについて説明する。なお、本実施形態のストックユニットが組み込まれる搬送システム等の基本的な構成は、実施形態1及び実施形態2に係る搬送システム等と同じである。よって、共通する構成要素には同じ符号を付して詳細な説明を省略する。
図22は、本実施形態に係るストックユニット308の構成例を模式的に示す側面図であり、図23は、ストックユニット308の内部の構造を模式的に示す平面図である。図22に示すように、ストックユニット308は、各種の構成要素を収容する筐体316を含む。なお、図22では、説明の便宜上、筐体316の輪郭のみが示されている。
筐体316内には、例えば、ボールねじ式の第1昇降機構(不図示)によって昇降するカセット保持台318が設けられている。カセット保持台318の上面には、複数の被加工物11を収容できるカセット(被加工物ストッカー)20が載せられる。なお、このカセット20は、例えば、上述のように、テープ13を介してフレーム15に支持された状態の被加工物11を収容する。
図23に示すように、カセット保持台318(カセット20)に対面する第1位置には、フレーム15を把持して移動させる第1被加工物移動ユニット320が配置されている。第1被加工物移動ユニット320は、フレーム15を上下に把持する把持部322と、把持部322を概ね水平な方向に移動させる駆動部324とを含む。
駆動部324の上面には、カセット保持台318に向かって概ね水平に伸びるスリット状の開口324aが形成されており、駆動部324は、この開口324aに沿う第1方向に把持部322を移動させる。つまり、把持部322は、カセット保持台318に対して接近し、又はカセット保持台318から離隔するように移動する。
そのため、例えば、カセット20に収容されているフレーム15の高さを第1昇降機構によって把持部322の高さに合わせ、把持部322をカセット保持台318に接近させれば、把持部322によってカセット20内のフレーム15を把持できる。また、把持部322によってカセット20内のフレーム15を把持した後に、把持部322をカセット保持台318から離隔させれば、フレーム15をカセット20の外部に引き出せる。
第1被加工物移動ユニット320の周囲には、カセット20から搬出されたフレーム15が仮置きされる第1仮置き台326が配置されている。第1仮置き台326は、それぞれ第1方向に長い一対のガイド部326aと、第1方向に垂直かつ水平な第2方向に長い基部326bと、を含む。一対のガイド部326aは、互いの長手方向が平行になるように基部326bを介して連結されている。第1被加工物移動ユニット320でカセット20から引き出されたフレーム15は、一対のガイド部326aに載せられる。
第1仮置き台326は、この第1仮置き台326を第2方向に移動させる第1仮置き台移動部328によって支持されている。第1仮置き台移動部328は、第2方向に長いガイドレール330を備えている。ガイドレール330には、移動部材332がスライド可能に取り付けられている。
移動部材332には、ナット部(不図示)が設けられており、このナット部には、ガイドレール330に概ね平行なボールねじ(不図示)が螺合されている。ボールねじの一端には、パルスモータ334が連結されている。パルスモータ334でボールねじを回転させると、移動部材332は、ガイドレール330に沿って第2方向に移動する。
移動部材332の上部には、第1仮置き台326の基部326bが固定されている。そのため、第1仮置き台326は、移動部材332とともに第2方向に移動する。なお、第1仮置き台移動部328は、第1位置と、この第1位置の隣の第2位置との間で第1仮置き台326を移動させることができるように構成されている。
第2位置には、フレーム15を把持して移動させる第2被加工物移動ユニット336が配置されている。つまり、第2被加工物移動ユニット336は、第1被加工物移動ユニット320の隣に配置されている。第2被加工物移動ユニット336の構造は、第1被加工物移動ユニット320の構造と同様である。
具体的には、第2被加工物移動ユニット336は、フレーム15を上下に把持する把持部338と、把持部338を概ね水平な方向に移動させる駆動部340とを含む。駆動部340の上面には、第1方向に長いスリット状の開口340aが形成されており、駆動部340は、この開口340aに沿って把持部338を移動させる。
第2被加工物移動ユニット336の周囲には、第1仮置き台326と同様の構造を持つ第2仮置き台342が配置されている。つまり、第2仮置き台342は、それぞれ第1方向に長い一対のガイド部342aと、第1方向に垂直かつ水平な第2方向に長い基部342bとを含む。一対のガイド部342aは、互いの長手方向が平行になるように基部342bを介して連結されている。
第2仮置き台342は、この第2仮置き台342を第2方向及び鉛直方向に移動させる第2仮置き台移動部344によって支持されている。第2仮置き台移動部344は、第2方向に長いガイドレール346を備えている。ガイドレール346には、移動部材348がスライド可能に取り付けられている。
移動部材348には、ナット部(不図示)が設けられており、このナット部には、ガイドレール346に概ね平行なボールねじ(不図示)が螺合されている。ボールねじの一端には、パルスモータ350が連結されている。パルスモータ350でボールねじを回転させると、移動部材348は、ガイドレール346に沿って第2方向に移動する。
移動部材348の上部には、エアシリンダ等で構成される昇降機構352を介して第2仮置き台342の基部342bが固定されている。そのため、第2仮置き台342は、移動部材348及び昇降機構352とともに第2方向に移動し、昇降機構352によって昇降する。なお、第2仮置き台移動部344は、第2位置と、この第2位置の隣の第1位置との間で第2仮置き台342を移動させることができるように構成されている。
図24は、第1仮置き台326と第2仮置き台342とを第2方向に移動させて、第1仮置き台326の位置と第2仮置き台342の位置とを入れ替える様子を模式的に示す側面図である。第1仮置き台326の位置と第2仮置き台342の位置とを入れ替える際には、まず、第2仮置き台342を昇降機構352によって上昇させる。具体的には、第2仮置き台342の下端の高さが第1仮置き台326の上端の高さよりも高くなる上昇位置に第2仮置き台342を位置付ける。
その後、第2仮置き台342を上昇位置に位置付けた状態で、第2仮置き台342を第2仮置き台移動部344によって第1位置側に移動させる。また、同様のタイミングで、第1仮置き台326を第1仮置き台移動部328によって第2位置側に移動させる。なお、図24では、第1仮置き台326を第1位置から第2位置まで移動させ、第2仮置き台342を第2位置から第1位置まで移動させる様子を示している。
第1仮置き台326及び第2仮置き台342の移動が完了した後には、第2仮置き台342を昇降機構352によって下降させ、第2仮置き台342の下端の高さが第1仮置き台326の下端の高さと概ね等しくなる基準位置に第2仮置き台342を位置付ける。このように、ストックユニット308では、第1仮置き台移動部328と第2仮置き台移動部344とによって、第1位置と第2位置との間で第1仮置き台326と第2仮置き台342とを入れ替えるように移動させることができる。
第2被加工物移動ユニット336が配置されている第2位置と対面する位置には、ボールねじ式の第2昇降機構(不図示)によって昇降する搬送車保持台(収容部保持台)354が設けられている。この搬送車保持台354の上面には、無人被加工物搬送車10のシャシ37が載せられる。図22に示すように、搬送車保持台354の直上の領域には、筐体316の天井316aを上下に貫通する開口316bが設けられている。この開口316bは、搬送車保持台354に載せられるシャシ37を通過できる形状、大きさに形成されている。
カセット保持台318を昇降する第1昇降機構、第1被加工物移動ユニット320、第1仮置き台移動部328、第2被加工物移動ユニット336、第2仮置き台移動部344、昇降機構352、搬送車保持台354を昇降する第2昇降機構等の構成要素には、ストックユニット308の動作を制御するための制御装置362が接続されている。制御装置362は、代表的には、CPU等の処理装置や、フラッシュメモリ等の記憶装置を含むコンピュータによって構成され、記憶装置に記憶されるソフトウェアに従い処理装置等を動作させることによって、制御装置362の機能が実現される。
制御装置362には、更に、搬送システムの制御ユニット14から送信される制御用の信号(制御信号)を受信する受信機364と、制御ユニット14に対して通知用の信号(通知信号)を送信する送信機366とが接続されている。制御装置362は、受信機364で受信した信号に基づきストックユニット308の動作を制御する。また、制御装置362は、送信機366を通じて必要な信号を制御ユニット14に送信する。
次に、本実施形態に係るストックユニット308の動作を説明する。図25(A)、図25(B)、図26(A)、及び図26(B)は、ストックユニット308の動作の例を模式的に示す平面図である。なお、本実施形態では、第1仮置き台326が第1位置に位置付けられ、第2仮置き台342が第2位置に位置付けられている場合の動作について説明するが、第1仮置き台326が第2位置に位置付けられ、第2仮置き台342が第1位置に位置付けられている場合の動作も同様である。
例えば、搬送ユニット12は、加工後の被加工物11が収容されている無人被加工物搬送車10のシャシ37を、搬送車保持台354に載せる。なお、カセット保持台318には、加工前の被加工物11(フレーム15)が収容されているカセット20を予め載せておく。
その後、図25(A)に示すように、カセット保持台318上のカセット20に対して把持部322を接近させ、カセット20に収容されているフレーム15を把持部322で把持する。同様のタイミングで、搬送車保持台354上のシャシ37に対して把持部338を接近させ、シャシ37に収容されているフレーム15を把持部338で把持する。
カセット20内のフレーム15を把持部322で把持した後には、図25(B)に示すように、把持部322をカセット保持台318から離隔させる。同様に、シャシ37内のフレーム15を把持部338で把持した後には、図25(B)に示すように、把持部338を搬送車保持台354から離隔させる。これにより、加工前の被加工物11がカセット20から第1仮置き台326に引き出され、加工後の被加工物11がシャシ37から第2仮置き台342に引き出される。
次に、図26(A)に示すように、第1位置と第2位置との間で第1仮置き台326と第2仮置き台342とを入れ替えるように移動させる。すなわち、第2仮置き台342を昇降機構352によって上昇させ、上昇位置に位置付ける。そして、第2仮置き台342を第2方向に沿って第1位置側に移動させる。
また、同様のタイミングで、第1仮置き台326を第2方向に沿って第2位置側に移動させる。第1仮置き台326及び第2仮置き台342の移動が完了した後には、第2仮置き台342を昇降機構352によって下降させ、基準位置に位置付ける。その結果、第1仮置き台326が搬送車保持台354と対面する第2位置に位置付けられ、第2仮置き台342がカセット保持台318と対面する第1位置に位置付けられる。
その後、図26(B)に示すように、第1仮置き台326上のフレーム15を把持部338で把持し、搬送車保持台354上のシャシ37に対して把持部338を接近させる。これにより、加工前の被加工物11を支持する第1仮置き台326上のフレーム15が搬送車保持台354上のシャシ37に収容される。
同様のタイミングで、第2仮置き台342上のフレーム15を把持部322で把持し、カセット保持台318上のカセット20に対して把持部338を接近させる。これにより、加工後の被加工物11を支持する第2仮置き台342上のフレーム15がカセット保持台318上のカセット20に収容される。
搬送ユニット12は、第1仮置き台326上のフレーム15が搬送車保持台354上のシャシ37に収容された後に、このシャシ37を搬送車保持台354から搬送する。以上により、無人被加工物搬送車10からストックユニット308に加工後の被加工物11を搬送し、ストックユニット308から無人被加工物搬送車10に加工前の被加工物11を搬送できる。
なお、第1仮置き台326と第2仮置き台342とは同じ機能を備えており、カセット20から搬出されるフレーム15は、第1仮置き台326と第2仮置き台342とのいずれに対しても仮置きされ得る。例えば、第2仮置き台342が第1位置に位置付けられている場合には、カセット20から搬出されるフレーム15は、第2仮置き台342に仮置きされることになる。
また、上述した第1被加工物移動ユニット320は、第1位置に位置付けられた第1仮置き台326又は第2仮置き台342と、カセット保持台318(カセット20)との間で被加工物11を移動させる。同様に、第2被加工物移動ユニット336は、第2位置に位置付けられた第2仮置き台342又は第1仮置き台326と、搬送車保持台354(シャシ37)との間で被加工物11を移動させる。
なお、本発明は、上述した実施形態の記載に制限されず種々変更して実施可能である。例えば、上述した実施形態の切削装置204には、切削ブレード82を昇降させるためのブレード昇降機構226を設けているが、搬送通路6や無人ブレード搬送車206に対してブレード昇降機構を取り付けても良い。この場合には、切削装置にブレード昇降機構を設ける場合等に比べて搬送システムの汎用性が高くなる。
また、搬送通路6は、2台の無人被加工物搬送車10等が行き違うためのスペース(待機領域)を有していても良い。更に、搬送通路6は、無人被加工物搬送車10等の一方向への走行のみを許容する、いわゆる一方通行に設定されても良い。この場合には、切削装置(加工装置)の上に、往路用の搬送通路6と、復路用の搬送通路6とを設けても良い。
また、上述した実施形態では、識別コードや無線タグ等の情報提供部102bを通路部102に設けているが、情報提供部をガイド部104に対して取り付けることもできる。この場合には、例えば、ガイド部104の内側の壁面や上端部等に情報提供部を取り付けると良い。
また、ストックユニット308に対して、ストックユニット208のブレードストッカー210やブレード搬送アーム(ブレード搬送部)212等を組み込むこともできる。
その他、上述した実施形態や変形例等に係る構造、方法等は、本発明の目的の範囲を逸脱しない限りにおいて適宜変更して実施できる。