JP7533040B2 - 繊維強化プラスチック成形体の製造方法 - Google Patents
繊維強化プラスチック成形体の製造方法 Download PDFInfo
- Publication number
- JP7533040B2 JP7533040B2 JP2020149136A JP2020149136A JP7533040B2 JP 7533040 B2 JP7533040 B2 JP 7533040B2 JP 2020149136 A JP2020149136 A JP 2020149136A JP 2020149136 A JP2020149136 A JP 2020149136A JP 7533040 B2 JP7533040 B2 JP 7533040B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- reinforced plastic
- nonwoven fabric
- plastic molded
- molded body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Description
具体的に、本発明は、以下の構成を有する。
不織布を通電加熱する工程と、不織布をプレス成形する工程とを含む、繊維強化プラスチック成形体の製造方法。
[2] 通電加熱する工程と、プレス成形する工程は同時に行われる工程である、[1]に記載の繊維強化プラスチック成形体の製造方法。
[3] 通電加熱する工程の後に、プレス成形する工程が設けられる、[1]に記載の繊維強化プラスチック成形体の製造方法。
[4] 不織布の密度が0.05g/cm3以上である、[1]~[3]のいずれかに記載の繊維強化プラスチック成形体の製造方法。
[5] 炭素繊維の数平均繊維長が3~50mmである、[1]~[4]のいずれかに記載の繊維強化プラスチック成形体の製造方法。
[6] 不織布における炭素繊維の含有量は、不織布の全質量に対して、20~80質量%である、[1]~[5]のいずれかに記載の繊維強化プラスチック成形体の製造方法。
[7] 通電加熱する工程における加熱温度が熱可塑性樹脂の軟化温度以上である、[1]~[6]のいずれかに記載の繊維強化プラスチック成形体の製造方法。
[8] 絶縁体がセラミック、ガラス及び樹脂からなる群より選択される少なくとも1種を含む、[1]~[7]のいずれかに記載の繊維強化プラスチック成形体の製造方法。
本発明は、炭素繊維と熱可塑性樹脂とを含有する不織布を、絶縁体で挟み込み、不織布を通電加熱する工程と、不織布をプレス成形する工程とを含む、繊維強化プラスチック成形体の製造方法に関する。本発明の繊維強化プラスチック成形体の製造方法においては、炭素繊維と熱可塑性樹脂とを含有する不織布を、絶縁体で挟み込んだ状態で、通電加熱する工程と、不織布をプレス成形する工程とを含むため、密度の大きな繊維強化プラスチック成形体を得ることができる。すなわち、本発明においては成形性に優れた繊維強化プラスチック成形体を得ることができる。さらに、本発明の製造方法で得られる繊維強化プラスチック成形体は密度が大きいため、剛性(たわみ性)が小さく、また、表面均一性も良好である。このため、本発明の製造方法で得られる繊維強化プラスチック成形体は例えば、電子製品筐体、音響機器部材、スポーツシューズ用部材としての用途に適している。
通電加熱する工程に供される不織布は、炭素繊維と熱可塑性樹脂とを含有する。中でも、不織布は、炭素繊維と熱可塑性樹脂繊維を含むものであることが好ましく、炭素繊維と熱可塑性樹脂繊維を含む湿式不織布であることがより好ましい。
炭素繊維としては、ポリアクリロニトリル(PAN)系、石油・石炭ピッチ系、レーヨン系、リグニン系等の炭素繊維を用いることができる。これらの炭素繊維は、1種類を単独で用いてもよいし、2種類以上を組み合わせ用いてもよい。また、これら炭素繊維の中でも、工業規模における生産性及び機械特性の観点から、ポリアクリロニトリル(PAN)系の炭素繊維を用いることが好ましい。
熱可塑性樹脂としては、例えば、ポリエステル、ポリエチレン、ポリプロピレン、ポリカーボネート(PC)、ポリアミド(PA6、PA66、PA9T)、ABS、ポリエーテルエーテルケトン(PEEK)、ポリアミドイミド(PAI)、ポリフェニレンスルフィド(PPS)、ポリエーテルイミド(PEI)、ポリエーテルケトンケトン(PEKK)、ポリスチレン(PS)等を挙げることができる。
通電加熱する工程に供される不織布は、炭素繊維と熱可塑性樹脂の他に任意成分を含んでいてもよい。任意成分としては、例えば、バインダー成分を挙げることができる。
本発明は、上述した製造方法により製造された繊維強化プラスチック成形体に関するものであってもよい。上述した製造方法により製造された繊維強化プラスチック成形体は、剛性(たわみ性)が小さく、成形性に優れている。
(炭素繊維抄造体の製造)
乾燥重量で、ポリプロピレン繊維(繊維径20μm、繊維長10mm)50質量部、炭素繊維(繊維径7μm、繊維長6mm)40質量部、ポリビニルアルコール繊維(繊維径11μm、繊維長3mm)10質量部を準備し、湿式抄造法により炭素繊維抄造体(目付80g/m2)を製造した。炭素繊維抄造体の密度は0.08g/cm3であった。
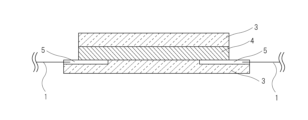
得られた炭素繊維抄造体に通電加熱を行った。通電加熱を行う装置としては図1に示したものを用いた。先ず、上記炭素繊維抄造体を200mm×200mm角に裁断し、両端に通電用ターミナル(アルミニウムテープ)が接続された5mm厚のガラスエポキシ樹脂板(絶縁)上に装着した。次いで、その上にさらにガラスエポキシ樹脂板(絶縁)を置いて、炭素繊維抄造体を挟み込んだ。この状態で交流電源の電源を入れ、通電して加熱を行った。炭素繊維抄造体の端部の表面温度が200℃に到達した後、ガラスエポキシ樹脂板(絶縁)に挟み込んで通電した状態で、あらかじめ40℃に金型を加熱しておいたプレス機にセットして、圧力50kgf/cm2で1分間成形加工した。成形加工の1分後に通電を停止して冷却した。シートの表面温度が80℃になった時、プレスを開放した。得られた繊維強化プラスチック成形体の密度は0.85g/cm3であった。
実施例1と同様の方法で製造した炭素繊維抄造体を、温度170℃、圧力10kgf/cm2で3分間熱プレスし、密度0.50g/cm3の予備プレスシートとした。得られた予備プレスシートを用いた以外は、実施例1と同様にして繊維強化プラスチック成形体を得た。得られた繊維強化プラスチック成形体の密度は1.00g/cm3であった。
実施例1と同様の方法で製造した炭素繊維抄造体を、温度185℃、圧力10kgf/cm2で3分間熱プレスし、80℃まで冷却して密度0.80g/cm3の予備プレスシートとした。得られた予備プレスシートを用いた以外は、実施例1と同様にして繊維強化プラスチック成形体を得た。得られた繊維強化プラスチック成形体の密度は1.15g/cm3であった。
実施例3と同様の方法で得られた予備プレスシートを、遠赤外線ヒーターを用いて表面温度が250℃になるまで加熱した。次に予め40℃に加熱しておいたプレス機(金型はSUS製)に加熱した予備プレスシートを移動して、圧力50kgf/cm2で成形した。得られた繊維強化プラスチック成形体の密度は0.60g/cm3であった。
実施例及び比較例で得られた繊維強化プラスチック成形体の表面の光沢ムラを目視で評価した。
◎:表面の光沢ムラはなく均一である。
○:表面にやや光沢ムラが見られるが実用上問題ない。
×:表面に光沢ムラが見られ均一性がない。
実施例及び比較例で得られた繊維強化プラスチック成形体の成形性について以下の基準に基づいて、総合的に評価した。
◎:加熱が十分で、得られた成形体の密度も高く、光沢ムラもない。
○:加熱が十分で、得られた成形体の密度も高いが、実用上問題ないレベルの光沢ムラがある。
×:加熱が不十分で、得られた成形体の密度も低く、光沢ムラが見られる。

3 絶縁体
4 不織布
5 通電用ターミナル
6 プレス金型
Claims (8)
- 炭素繊維と熱可塑性樹脂とを含有する不織布を、通電用ターミナルが接合された絶縁体で挟み込み、
前記不織布を通電加熱する工程と、前記不織布をプレス成形する工程とを含む、繊維強化プラスチック成形体の製造方法。 - 前記通電加熱する工程と、前記プレス成形する工程は同時に行われる工程である、請求項1に記載の繊維強化プラスチック成形体の製造方法。
- 前記通電加熱する工程の後に、前記プレス成形する工程が設けられる、請求項1に記載の繊維強化プラスチック成形体の製造方法。
- 前記不織布の密度が0.05g/cm3以上である、請求項1~3のいずれか1項に記載の繊維強化プラスチック成形体の製造方法。
- 前記炭素繊維の数平均繊維長が3~50mmである、請求項1~4のいずれか1項に記載の繊維強化プラスチック成形体の製造方法。
- 前記不織布における前記炭素繊維の含有量は、前記不織布の全質量に対して、20~80質量%である、請求項1~5のいずれか1項に記載の繊維強化プラスチック成形体の製造方法。
- 前記通電加熱する工程における加熱温度が前記熱可塑性樹脂の軟化温度以上である、請求項1~6のいずれか1項に記載の繊維強化プラスチック成形体の製造方法。
- 前記絶縁体がセラミック、ガラス及び樹脂からなる群より選択される少なくとも1種を含む、請求項1~7のいずれか1項に記載の繊維強化プラスチック成形体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020149136A JP7533040B2 (ja) | 2020-09-04 | 2020-09-04 | 繊維強化プラスチック成形体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020149136A JP7533040B2 (ja) | 2020-09-04 | 2020-09-04 | 繊維強化プラスチック成形体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022043705A JP2022043705A (ja) | 2022-03-16 |
| JP7533040B2 true JP7533040B2 (ja) | 2024-08-14 |
Family
ID=80668637
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020149136A Active JP7533040B2 (ja) | 2020-09-04 | 2020-09-04 | 繊維強化プラスチック成形体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7533040B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013104034A (ja) | 2011-11-16 | 2013-05-30 | Toray Ind Inc | 繊維強化複合材料および繊維強化複合材料の製造方法。 |
| WO2013140786A1 (ja) | 2012-03-19 | 2013-09-26 | 東レ株式会社 | 炭素繊維プリフォーム、炭素繊維強化プラスチック、炭素繊維プリフォームの製造方法 |
| JP2013224411A (ja) | 2012-03-21 | 2013-10-31 | Toray Ind Inc | 繊維強化複合材料 |
| JP2015030108A (ja) | 2013-07-31 | 2015-02-16 | 東レ株式会社 | 炭素繊維プリフォームの製造装置および炭素繊維プリフォームの製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2518554B2 (ja) * | 1990-12-27 | 1996-07-24 | 帝人株式会社 | 炭素繊維で強化された熱可塑性ポリマ―系複合材料成形品の製造方法 |
| JP2948048B2 (ja) * | 1993-04-20 | 1999-09-13 | 帝人株式会社 | 曲げ加工用複合材料およびその曲げ加工方法 |
-
2020
- 2020-09-04 JP JP2020149136A patent/JP7533040B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013104034A (ja) | 2011-11-16 | 2013-05-30 | Toray Ind Inc | 繊維強化複合材料および繊維強化複合材料の製造方法。 |
| WO2013140786A1 (ja) | 2012-03-19 | 2013-09-26 | 東レ株式会社 | 炭素繊維プリフォーム、炭素繊維強化プラスチック、炭素繊維プリフォームの製造方法 |
| JP2013224411A (ja) | 2012-03-21 | 2013-10-31 | Toray Ind Inc | 繊維強化複合材料 |
| JP2015030108A (ja) | 2013-07-31 | 2015-02-16 | 東レ株式会社 | 炭素繊維プリフォームの製造装置および炭素繊維プリフォームの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022043705A (ja) | 2022-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101845232B (zh) | 一种热塑性树脂基碳纤维复合材料及其制备方法 | |
| KR102404545B1 (ko) | 일방향성의 연속섬유와 열가소성 수지를 포함하는 복합재료 | |
| JP5294609B2 (ja) | ガスバリア性の炭素繊維強化プリプレグ及び炭素繊維強化プラスチック並びにそれらの製造方法 | |
| JP7425731B2 (ja) | 炭素繊維シート材、プリプレグ、成形体、炭素繊維シート材の製造方法、プリプレグの製造方法および成形体の製造方法 | |
| JP5459005B2 (ja) | プレス成形方法およびその成形体 | |
| JP6163971B2 (ja) | 加飾成形品及び加飾成形品の製造方法 | |
| CN107571577A (zh) | 一种复合材料板及其制备方法 | |
| CN104669636B (zh) | 一种混杂纤维增强聚丙烯高强度复合材料的制备方法 | |
| CN105121115A (zh) | 纤维强化的树脂基材或树脂成形体的制造方法以及该制造方法中使用的塑化吐出机 | |
| CN108472840A (zh) | 结构体的制造方法 | |
| JP6890141B2 (ja) | 炭素繊維シート材、成形体、炭素繊維シート材の製造方法および成形体の製造方法 | |
| JP7425732B2 (ja) | 炭素繊維シート材、プリプレグ、成形体、炭素繊維シート材の製造方法、プリプレグの製造方法および成形体の製造方法 | |
| JP5994737B2 (ja) | プレス成形用中間基材、プリフォーム、および成形品の製造方法 | |
| JP5994427B2 (ja) | プレス成形用中間基材、プリフォーム、および成形品の製造方法 | |
| JP7533040B2 (ja) | 繊維強化プラスチック成形体の製造方法 | |
| JP4527718B2 (ja) | 無機シート積層体 | |
| CN112996643B (zh) | 纤维强化树脂成型品的制造方法 | |
| KR20130011050A (ko) | 전자제품 운반용 트레이 및 이의 제조방법 | |
| CN104018665B (zh) | 一种建筑模板材料及其制备方法 | |
| CN111433015A (zh) | 复合叠层体及其制造方法 | |
| CN106687266A (zh) | 纤维强化热塑性树脂复合材的制造方法、纤维强化热塑性树脂带子的制造方法、加压成型材料的制造方法、成型品的制造方法、单向预浸料、以及成型品 | |
| CN104045988A (zh) | 一种纤维增强pc树脂膜复合材料及其制备方法和用途 | |
| CN115091824B (zh) | 一种中空多层树脂基复合材料及其制备方法和应用 | |
| KR101263976B1 (ko) | 경제성 및 기계적 물성이 뛰어난 복합시트의 제조방법, 제조장치 및 이로부터 제조된 복합시트 | |
| CN113710448A (zh) | 复合叠层体及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230714 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240313 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240319 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240509 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240715 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7533040 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |