JP7700251B2 - エキスパンド装置 - Google Patents
エキスパンド装置 Download PDFInfo
- Publication number
- JP7700251B2 JP7700251B2 JP2023547966A JP2023547966A JP7700251B2 JP 7700251 B2 JP7700251 B2 JP 7700251B2 JP 2023547966 A JP2023547966 A JP 2023547966A JP 2023547966 A JP2023547966 A JP 2023547966A JP 7700251 B2 JP7700251 B2 JP 7700251B2
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- sheet member
- section
- ring
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




















Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P95/00—Generic processes or apparatus for manufacture or treatments not covered by the other groups of this subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B5/00—Cleaning by methods involving the use of air flow or gas flow
- B08B5/04—Cleaning by suction, with or without auxiliary action
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0402—Apparatus for fluid treatment
- H10P72/0406—Apparatus for fluid treatment for cleaning followed by drying, rinsing, stripping, blasting or the like
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0431—Apparatus for thermal treatment
- H10P72/0434—Apparatus for thermal treatment mainly by convection
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0442—Apparatus for placing on an insulating substrate, e.g. tape
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/74—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support
- H10P72/7402—Wafer tapes, e.g. grinding or dicing support tapes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/74—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support
- H10P72/7416—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support used during dicing or grinding
- H10P72/742—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support used during dicing or grinding involving stretching of the auxiliary support post dicing
Landscapes
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Dicing (AREA)
- Massaging Devices (AREA)
- Vehicle Body Suspensions (AREA)
- Flexible Shafts (AREA)
Description
上記目的を達成するために、この発明の第2の局面によるエキスパンド装置は、ウエハと、ウエハを囲むリング状部材と、ウエハおよびリング状部材が貼り付けられた伸縮性を有する熱収縮性のシート部材とを含むウエハリング構造のシート部材を、第1位置において、エキスパンドするエキスパンド部と、エキスパンド部によりシート部材をエキスパンドした状態で、第1位置から、平面視において第1位置とは水平方向に離間した第2位置にエキスパンド部を水平方向に移動させる移動機構と、エキスパンド部によるエキスパンドにより発生するシート部材のウエハの周囲の部分の弛みを、第2位置において、加熱して収縮させるヒートシュリンク部と、を備え、第1位置に配置され、エキスパンド部によりシート部材をエキスパンドする際、シート部材のエキスパンドに起因してウエハリング構造から発生する飛散物を吸引して除去する吸引部をさらに備え、吸引部は、飛散物を吸引する下方位置と、飛散物を吸引しない上方位置との間で、上下方向に移動可能に構成されている。
また、上記第1および第2の局面によるエキスパンド装置において、第1位置に配置され、エキスパンド部によりシート部材をエキスパンドする際、シート部材のエキスパンドに起因してウエハリング構造から発生する飛散物を吸引して除去する吸引部をさらに備える。このように構成すれば、飛散物を吸引して除去することができるので、飛散物がウエハ上に飛散することに起因して品質不良が発生することを抑制することができる。また、飛散物をエキスパンド装置内でブローして(吹き飛ばして)除去する場合と異なり、飛散物がエキスパンド装置内に残ることを抑制することができるので、エキスパンド装置内に残った飛散物が再飛散することにより、飛散物がウエハ上に飛散して品質不良が発生することを抑制することができる。また、上記のように、シート部材のエキスパンドとシート部材のヒートシュリンクとを別々の位置で行うので、エキスパンド時の除去構造としての吸引部を配置するスペースを確保することができる。
また、上記第1の局面によるエキスパンド装置において、吸引部は、環状の吸引部本体と、吸引部本体に設けられ、飛散物の吸引時にウエハの外縁に対向する環状の吸引口とを含む。このように構成すれば、飛散物が発生しやすいウエハの外縁に対向するように、吸引部の吸引口が設けられているので、吸引部により飛散物を効果的に吸引することができる。
また、上記第2の局面によるエキスパンド装置において、環状の吸引口は、所定の間隔を隔てて環状に配置された複数の吸引口により構成されている。このように構成すれば、環状の吸引口が単一の吸引口により構成されている場合に比べて、吸引口ごとの吸引力を大きくすることができるので、吸引部により飛散物をより効果的に吸引することができる。
図1および図2に示すように、エキスパンド装置100は、ウエハ210を分割して複数の半導体チップを形成するように構成されている。また、エキスパンド装置100は、複数の半導体チップ同士の間に十分な隙間を形成するように構成されている。ここで、ウエハ210には、ウエハ210に対して透過性を有する波長のレーザを分割ライン(ストリート)に沿って照射することにより、予め改質層が形成されている。改質層とは、レーザによりウエハ210の内部に形成された亀裂およびボイドなどを示す。このように、ウエハ210に改質層を形成する手法をステルス式ダイシング加工という。
ベースプレート1は、カセット部2および吸着ハンド部4が設置される基台である。ベースプレート1は、平面視において、Y方向に長い矩形形状を有している。
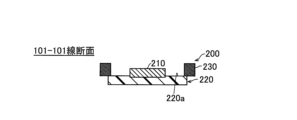
カセット部2は、複数(5個)のウエハリング構造200を収容可能に構成されている。ここで、ウエハリング構造200は、図3および図4に示すように、ウエハ210と、シート部材220と、リング状部材230とを有している。
リフトアップハンド部3は、カセット部2からウエハリング構造200を取出可能に構成されている。また、リフトアップハンド部3は、カセット部2にウエハリング構造200を収容可能に構成されている。
吸着ハンド部4は、ウエハリング構造200のリング状部材230をZ1方向側から吸着するように構成されている。
ベース5は、エキスパンド部6、冷却ユニット8および紫外線照射部11が設置される基台である。ベース5は、平面視において、Y方向に長い矩形形状を有している。
エキスパンド部6は、ウエハリング構造200のシート部材220をエキスパンドすることにより、分割ラインに沿ってウエハ210を分割するように構成されている。
冷気供給部7は、エキスパンド部6によりシート部材220をエキスパンドさせる際、シート部材220にZ1方向側から冷気を供給するように構成されている。
冷却ユニット8は、エキスパンド部6によりシート部材220をエキスパンドさせる際、シート部材220をZ2方向側から冷却するように構成されている。
破片クリーナ9は、エキスパンド部6によりシート部材220をエキスパンドさせる際、ウエハ210の破片などを吸引するように構成されている。
ヒートシュリンク部10は、エキスパンド部6によりエキスパンドされたシート部材220を、複数の半導体チップ同士の間の隙間を保持した状態で、加熱により収縮させるように構成されている。
紫外線照射部11は、シート部材220の粘着層の粘着力を低下させるために、シート部材220に紫外線を照射するように構成されている。具体的には、紫外線照射部11は、紫外線用照明を有している。
図7に示すように、エキスパンド装置100は、第1制御部12と、第2制御部13と、第3制御部14と、第4制御部15と、第5制御部16と、エキスパンド制御演算部17と、ハンドリング制御演算部18と、記憶部19とを備えている。
エキスパンド装置100の全体的な動作について以下に説明する。
図1および図9~図14を参照して、エキスパンドおよびヒートシュリンクに関する構成について詳細に説明する。
図9~図11に示すように、エキスパンド部6は、シート部材220をエキスパンドする際、クランプ部63によりリング状部材230を上下方向(Z方向)に把持するように構成されている。具体的には、クランプ部63の上側把持部63bは、ウエハリング構造200を囲むように配置された複数(4つ)のスライド移動体63baにより構成されている。複数のスライド移動体63baは、リング状部材230を把持する際、ウエハ210側に向かって水平方向にスライド移動するように構成されている。また、クランプ部63の下側把持部63aは、エアシリンダなどのシリンダの駆動力により、ウエハ210側にスライド移動した上側把持部63b(複数のスライド移動体63ba)に向かってZ1方向側に上昇するように構成されている。これにより、クランプ部63の上側把持部63bと下側把持部63aとの間に、リング状部材230が把持されて固定される。
また、本実施形態では、図13および図14に示すように、ヒートシュリンク部10は、ヒートシュリンク位置である第2位置P2において、Y方向移動機構62により移動したエキスパンド部6のZ1方向側に配置されている。また、ヒートシュリンク部10の加熱リング111および吸気リング112は、Z方向移動機構110のモータ110aの駆動力により、第2位置P2において、シート部材220を加熱しない上方位置と、シート部材220を加熱する下方位置との間で、上下方向(Z方向)に移動可能に構成されている。また、ヒートシュリンク部10の拡張維持リング113は、エアシリンダなどのシリンダの駆動力により、第2位置P2において、シート部材220を押さえない上方位置と、シート部材220を押さえる下方位置との間で、上下方向に移動可能に構成されている。また、上方位置は、Y1方向に移動するエキスパンド部6およびウエハリング構造200を回避可能な退避位置である。また、下方位置は、シート部材220の近傍の位置である。
また、本実施形態では、図1に示すように、カセット部2は、平面視において第1位置P1および第2位置P2とは異なる位置に配置されている。また、リフトアップハンド部3は、平面視において第1位置P1および第2位置P2とは異なる位置に配置されている。また、リフトアップハンド部3がカセット部2からウエハリング構造200を取り出す方向(Y2方向)は、Y方向移動機構62がエキスパンド部6を移動させる方向(Y1方向)と略平行である。すなわち、リフトアップハンド部3によるウエハリング構造200の挿抜方向(Y方向)と、Y方向移動機構62によるエキスパンド部6の移動方向(Y方向)とは、互いに略平行である。また、カセット部2は、ヒートシュリンク位置である第2位置P2とX方向に並んで配置されている。また、リフトアップハンド部3によるウエハリング構造200の取出位置は、エキスパンド位置である第1位置P1とX方向に並んで配置されている。
図15を参照して、エキスパンド装置100における取出処理について説明する。取出処理は、上記半導体チップ製造処理におけるステップS1において行われる処理である。
図16を参照して、エキスパンド装置100における移載処理について説明する。移載処理は、上記半導体チップ製造処理におけるステップS2またはS7において行われる処理である。
図17および図18を参照して、エキスパンド装置100におけるエキスパンド処理について説明する。エキスパンド処理は、上記半導体チップ製造処理におけるステップS3において行われる処理である。エキスパンド処理は、第1位置P1において行われる。
図19および図20を参照して、エキスパンド装置100におけるヒートシュリンク処理について説明する。ヒートシュリンク処理は、上記半導体チップ製造処理におけるステップS5において行われる処理である。
図21を参照して、エキスパンド装置100における収容処理について説明する。収容処理は、上記半導体チップ製造処理におけるステップS8において行われる処理である。
本実施形態では、以下のような効果を得ることができる。
なお、今回開示された実施形態は、すべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記した実施形態の説明ではなく請求の範囲によって示され、さらに請求の範囲と均等の意味および範囲内でのすべての変更(変形例)が含まれる。
3 リフトアップハンド部(取出部)
6 エキスパンド部
7 冷気供給部(冷却部)
8 冷却ユニット(冷却部)
9 破片クリーナ(吸引部)
10 ヒートシュリンク部
62 Y方向移動機構(移動機構)
91 リング状部材(吸引部本体)
92 吸引口
100 エキスパンド装置
200 ウエハリング構造
210 ウエハ
220 シート部材
220b シート部材のウエハの周囲の部分
230 リング状部材
P1 第1位置
P2 第2位置
Claims (10)
- ウエハと、前記ウエハを囲むリング状部材と、前記ウエハおよび前記リング状部材が貼り付けられた伸縮性を有する熱収縮性のシート部材とを含むウエハリング構造の前記シート部材を、第1位置において、エキスパンドするエキスパンド部と、
前記エキスパンド部により前記シート部材をエキスパンドした状態で、前記第1位置から、平面視において前記第1位置とは水平方向に離間した第2位置に前記エキスパンド部を水平方向に移動させる移動機構と、
前記エキスパンド部によるエキスパンドにより発生する前記シート部材の前記ウエハの周囲の部分の弛みを、前記第2位置において、加熱して収縮させるヒートシュリンク部と、を備え、
前記第1位置に配置され、前記エキスパンド部により前記シート部材をエキスパンドする際、前記シート部材のエキスパンドに起因して前記ウエハリング構造から発生する飛散物を吸引して除去する吸引部をさらに備え、
前記吸引部は、環状の吸引部本体と、前記吸引部本体に設けられ、前記飛散物の吸引時に前記ウエハの外縁に対向する環状の吸引口とを含む、エキスパンド装置。 - ウエハと、前記ウエハを囲むリング状部材と、前記ウエハおよび前記リング状部材が貼り付けられた伸縮性を有する熱収縮性のシート部材とを含むウエハリング構造の前記シート部材を、第1位置において、エキスパンドするエキスパンド部と、
前記エキスパンド部により前記シート部材をエキスパンドした状態で、前記第1位置から、平面視において前記第1位置とは水平方向に離間した第2位置に前記エキスパンド部を水平方向に移動させる移動機構と、
前記エキスパンド部によるエキスパンドにより発生する前記シート部材の前記ウエハの周囲の部分の弛みを、前記第2位置において、加熱して収縮させるヒートシュリンク部と、を備え、
前記第1位置に配置され、前記エキスパンド部により前記シート部材をエキスパンドする際、前記シート部材のエキスパンドに起因して前記ウエハリング構造から発生する飛散物を吸引して除去する吸引部をさらに備え、
前記吸引部は、前記飛散物を吸引する下方位置と、前記飛散物を吸引しない上方位置との間で、上下方向に移動可能に構成されている、エキスパンド装置。 - 前記ヒートシュリンク部は、前記第2位置において、前記移動機構により移動した前記エキスパンド部の上方に配置されている、請求項1または2に記載のエキスパンド装置。
- 前記ヒートシュリンク部は、前記第2位置において、前記シート部材を加熱しない上方位置と、前記シート部材を加熱する下方位置との間で、上下方向に移動可能に構成されている、請求項3に記載のエキスパンド装置。
- 前記吸引部は、環状の吸引部本体と、前記吸引部本体に設けられ、前記飛散物の吸引時に前記ウエハの外縁に対向する環状の吸引口とを含む、請求項2に記載のエキスパンド装置。
- 環状の前記吸引口は、所定の間隔を隔てて環状に配置された複数の吸引口により構成されている、請求項1または5に記載のエキスパンド装置。
- 前記吸引部は、前記飛散物を吸引する下方位置と、前記飛散物を吸引しない上方位置との間で、上下方向に移動可能に構成されている、請求項1に記載のエキスパンド装置。
- 前記第1位置に配置され、前記エキスパンド部により前記シート部材をエキスパンドする際、前記シート部材を冷却する冷却部をさらに備える、請求項1~7のいずれか1項に記載のエキスパンド装置。
- 前記移動機構は、前記第1位置から前記冷却部を移動させることなく、前記冷却部とは独立して、前記第1位置から前記第2位置に前記エキスパンド部を水平方向に移動させるように構成されている、請求項8に記載のエキスパンド装置。
- 平面視において前記第1位置および前記第2位置とは異なる位置に配置され、複数の前記ウエハリング構造を収容する収容部と、
平面視において前記第1位置および前記第2位置とは異なる位置に配置され、前記収容部から前記ウエハリング構造を取り出す取出部と、をさらに備え、
前記取出部が前記収容部から前記ウエハリング構造を取り出す方向は、前記移動機構が前記エキスパンド部を移動させる方向と略平行である、請求項1~9のいずれか1項に記載のエキスパンド装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/033734 WO2023042259A1 (ja) | 2021-09-14 | 2021-09-14 | エキスパンド装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2023042259A1 JPWO2023042259A1 (ja) | 2023-03-23 |
| JP7700251B2 true JP7700251B2 (ja) | 2025-06-30 |
Family
ID=85601988
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023547966A Active JP7700251B2 (ja) | 2021-09-14 | 2021-09-14 | エキスパンド装置 |
Country Status (6)
| Country | Link |
|---|---|
| JP (1) | JP7700251B2 (ja) |
| KR (1) | KR102910841B1 (ja) |
| CN (1) | CN117716471A (ja) |
| DE (1) | DE112021007867T5 (ja) |
| TW (1) | TWI788222B (ja) |
| WO (1) | WO2023042259A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120603669A (zh) * | 2023-02-03 | 2025-09-05 | 雅马哈发动机株式会社 | 开槽装置、半导体芯片及半导体芯片的制造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012245534A (ja) | 2011-05-26 | 2012-12-13 | Disco Corp | レーザー加工装置 |
| JP2013184189A (ja) | 2012-03-07 | 2013-09-19 | Disco Corp | レーザー加工装置 |
| JP2018206969A (ja) | 2017-06-05 | 2018-12-27 | 株式会社ディスコ | チップの製造方法 |
| JP3222036U (ja) | 2019-04-23 | 2019-07-04 | 株式会社ディスコ | 紫外線照射装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000211993A (ja) * | 1999-01-22 | 2000-08-02 | Mitsubishi Electric Corp | 半導体ウェハの製造方法、半導体製造装置、および、半導体装置 |
| JP4288392B2 (ja) | 2003-09-29 | 2009-07-01 | 株式会社東京精密 | エキスパンド方法 |
| JP4689602B2 (ja) * | 2004-05-24 | 2011-05-25 | パナソニック株式会社 | ウェハエキスパンド装置、部品供給装置、及びウェハシートのエキスパンド方法 |
| JP4530966B2 (ja) * | 2005-10-21 | 2010-08-25 | 株式会社新川 | ボンディング装置及びボンディング方法 |
| JP4506650B2 (ja) * | 2005-11-16 | 2010-07-21 | 株式会社デンソー | ダイシングシートおよびレーザダイシング方法 |
| KR100813214B1 (ko) * | 2006-07-05 | 2008-03-13 | 주식회사 다이나테크 | 다이싱테이프 부착장치용 크리닝장치 |
| JP5554118B2 (ja) * | 2010-03-31 | 2014-07-23 | 古河電気工業株式会社 | ウエハ加工用テープ |
| JP6901909B2 (ja) * | 2017-06-05 | 2021-07-14 | 株式会社ディスコ | エキスパンド方法及びエキスパンド装置 |
| JP7030469B2 (ja) * | 2017-10-02 | 2022-03-07 | 株式会社ディスコ | テープ拡張装置及びテープ拡張方法 |
-
2021
- 2021-09-14 CN CN202180101115.8A patent/CN117716471A/zh active Pending
- 2021-09-14 JP JP2023547966A patent/JP7700251B2/ja active Active
- 2021-09-14 KR KR1020247000966A patent/KR102910841B1/ko active Active
- 2021-09-14 WO PCT/JP2021/033734 patent/WO2023042259A1/ja not_active Ceased
- 2021-09-14 DE DE112021007867.4T patent/DE112021007867T5/de active Pending
-
2022
- 2022-02-10 TW TW111104875A patent/TWI788222B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012245534A (ja) | 2011-05-26 | 2012-12-13 | Disco Corp | レーザー加工装置 |
| JP2013184189A (ja) | 2012-03-07 | 2013-09-19 | Disco Corp | レーザー加工装置 |
| JP2018206969A (ja) | 2017-06-05 | 2018-12-27 | 株式会社ディスコ | チップの製造方法 |
| JP3222036U (ja) | 2019-04-23 | 2019-07-04 | 株式会社ディスコ | 紫外線照射装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202312252A (zh) | 2023-03-16 |
| WO2023042259A1 (ja) | 2023-03-23 |
| TWI788222B (zh) | 2022-12-21 |
| CN117716471A (zh) | 2024-03-15 |
| JPWO2023042259A1 (ja) | 2023-03-23 |
| KR102910841B1 (ko) | 2026-01-12 |
| KR20240021246A (ko) | 2024-02-16 |
| DE112021007867T5 (de) | 2024-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI819486B (zh) | 擴展裝置 | |
| JP4647830B2 (ja) | 被加工物の分割処理方法および分割処理方法に用いるチップ間隔拡張装置 | |
| JP7798680B2 (ja) | ウエハ加工装置、半導体チップの製造方法および半導体チップ | |
| JP6846205B2 (ja) | 分割装置及び分割方法 | |
| CN105097479A (zh) | 芯片间隔维持装置以及芯片间隔维持方法 | |
| JP2020126960A (ja) | エキスパンド装置 | |
| JP7700251B2 (ja) | エキスパンド装置 | |
| JP7743526B2 (ja) | エキスパンド装置およびエキスパンド方法 | |
| JP4744742B2 (ja) | 被加工物の分割処理方法および分割処理方法に用いるチップ間隔拡張装置 | |
| JP7804522B2 (ja) | エキスパンド装置、および、半導体チップの製造方法 | |
| JP4647831B2 (ja) | 被加工物の分割処理方法および分割処理方法に用いるチップ間隔拡張装置 | |
| US20230298925A1 (en) | Expansion method | |
| JP7775321B2 (ja) | エキスパンド装置 | |
| JP7804756B2 (ja) | ウエハ加工装置、半導体チップの製造方法および半導体チップ | |
| KR102828122B1 (ko) | 익스팬드 장치, 반도체 칩의 제조 방법 및 반도체 칩 | |
| KR102938788B1 (ko) | 익스팬드 장치, 반도체 칩의 제조 방법, 및 반도체 칩 | |
| JP2024068981A (ja) | 拡張方法及び拡張装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250303 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250610 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250618 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7700251 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |