KR20100108572A - 외장부품 - Google Patents
외장부품 Download PDFInfo
- Publication number
- KR20100108572A KR20100108572A KR1020107016687A KR20107016687A KR20100108572A KR 20100108572 A KR20100108572 A KR 20100108572A KR 1020107016687 A KR1020107016687 A KR 1020107016687A KR 20107016687 A KR20107016687 A KR 20107016687A KR 20100108572 A KR20100108572 A KR 20100108572A
- Authority
- KR
- South Korea
- Prior art keywords
- structural color
- resin
- exterior
- molding
- generator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/37—Mould cavity walls, i.e. the inner surface forming the mould cavity, e.g. linings
- B29C45/372—Mould cavity walls, i.e. the inner surface forming the mould cavity, e.g. linings provided with means for marking or patterning, e.g. numbering articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14688—Coating articles provided with a decoration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14778—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the article consisting of a material with particular properties, e.g. porous, brittle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/42—Moulds or cores; Details thereof or accessories therefor characterised by the shape of the moulding surface, e.g. ribs or grooves
- B29C33/424—Moulding surfaces provided with means for marking or patterning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/56—Means for plasticising or homogenising the moulding material or forcing it into the mould using mould parts movable during or after injection, e.g. injection-compression moulding
- B29C45/561—Injection-compression moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2033/00—Use of polymers of unsaturated acids or derivatives thereof as moulding material
- B29K2033/04—Polymers of esters
- B29K2033/12—Polymers of methacrylic acid esters, e.g. PMMA, i.e. polymethylmethacrylate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2069/00—Use of PC, i.e. polycarbonates or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2705/00—Use of metals, their alloys or their compounds, for preformed parts, e.g. for inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/002—Coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0026—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2011/00—Optical elements, e.g. lenses, prisms
- B29L2011/0083—Reflectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/722—Decorative or ornamental articles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24521—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness with component conforming to contour of nonplanar surface
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24521—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness with component conforming to contour of nonplanar surface
- Y10T428/24529—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness with component conforming to contour of nonplanar surface and conforming component on an opposite nonplanar surface
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Building Environments (AREA)
Abstract
Description
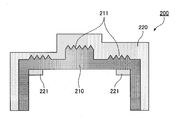
도 2는 실시형태 1에 있어서의 외장부품을 사용한 제품의 단면도이다.
도 3은 실시형태 1에 있어서의 외장부품의 성형방법을 실시하기 위한 스크류식 사출성형기의 구성도이다.
도 4는 실시형태 1에 있어서의 사출성형기에 부착하는 금형의 단면도이다.
도 5는 실시형태 1에 있어서의 수틀(雄型)로 형성된 미소한 요철부의 확대도이다.
도 6은 실시형태 1의 변형예 1에 있어서의 외장부품의 단면도이다.
도 7은 실시형태 1의 변형예 2에 있어서의 외장부품의 단면도이다.
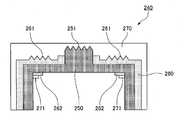
도 8은 실시형태 2에 있어서의 외장부품의 단면도이다.
도 9는 실시형태 2에 있어서의 외장부품을 사용한 제품의 단면도이다.
도 10은 실시형태 2의 변형예에 있어서의 외장부품의 단면도이다.
도 11은 실시형태 3에 있어서의 외장부품의 단면도이다.
도 12는 실시형태 4에 있어서의 외장부품의 단면도이다.
도 13은 종래의 기술에 있어서의 전사시트의 단면도이다.
Claims (20)
- 제품의 외측에 장착되는 외장부품으로서:
광 투과성을 갖는 수지로 이루어지고, 상기 제품의 외면이 되는 수지부와,
광의 입사에 따라 광의 간섭이나 회절 등의 물리현상에 의해 가시광 영역의 광이 발현하는 미소한 형상이 형성된 구조색 발생부를 구비하고;
상기 수지부와 상기 구조색 발생부가 성형에 의해 형성된 것을 특징으로 하는 외장부품. - 제 1 항에 있어서,
상기 구조색 발생부에 있어서의 미소한 형상은 한 변이 80㎛인 영역을 최소의 발광 단위로 한 상기 영역 내에 있어서 동일한 형상이 반복되는 주기 구조로 형성된 것을 특징으로 하는 외장부품. - 제 2 항에 있어서,
상기 구조색 발생부에 있어서의 미소한 형상은 산과 골짜기인 것을 특징으로 하는 외장부품. - 제 3 항에 있어서,
상기 구조색 발생부에 있어서의 미소한 형상은 골짜기와 골짜기의 간격, 또는 산과 산의 간격이 0.4∼0.7㎛인 것을 특징으로 하는 외장부품. - 제 3 항에 있어서,
상기 구조색 발생부에 있어서의 미소한 형상은 성형을 위한 빼기구배가 6∼82° 사이인 것을 특징으로 하는 외장부품. - 제 3 항에 있어서,
상기 구조색 발생부에 있어서의 미소한 형상은 높이가 0.05∼3.3㎛이며, 또한 상기 높이는 산과 골짜기 간격의 10배 이하인 것을 특징으로 하는 외장부품. - 제 2 항에 있어서,
상기 구조색 발생부에 있어서의 미소한 형상은 미소한 관통구멍 형상인 것을 특징으로 하는 외장부품. - 제 7 항에 있어서,
상기 미소한 관통구멍 형상은 구멍의 중심과 상기 구멍에 인접하는 구멍의 중심의 거리가 0.4∼0.7㎛인 것을 특징으로 하는 외장부품. - 제 1 항에 있어서,
상기 수지부와 상기 구조색 발생부가 동일하고, 상기 수지부의 내면에 상기 미소한 형상이 형성되어 있는 것을 특징으로 하는 외장부품. - 제 9 항에 있어서,
상기 구조색 발생부보다 상기 제품의 내측을 향해서 돌출되도록 해서 상기 구조색 발생부의 주변에 형성된 단차부를 구비하는 것을 특징으로 하는 외장부품. - 제 1 항에 있어서,
상기 구조색 발생부는 상기 수지부와 다른 수지로 이루어지고, 상기 수지부로 피복되어 있는 것을 특징으로 하는 외장부품. - 제 11 항에 있어서,
상기 구조색 발생부에 있어서 상기 수지부와 접하는 면에 상기 미소한 형상이 형성되어 있는 것을 특징으로 하는 외장부품. - 제 11 항에 있어서,
상기 구조색 발생부의 연화 온도는 상기 수지부의 연화 온도보다 높은 것을 특징으로 하는 외장부품. - 제 11 항에 있어서,
상기 구조색 발생부의 반사율은 상기 수지부의 반사율보다 높은 것을 특징으로 하는 외장부품. - 제 11 항에 있어서,
상기 구조색 발생부의 굴절률은 상기 수지부의 굴절률보다 높은 것을 특징으로 하는 외장부품. - 제 11 항에 있어서,
상기 구조색 발생부인 제 1 구조색 발생부와 다른 수지로 이루어지고, 상기 미소한 형상이 형성된 제 2 구조색 발생부를 구비하고;
상기 제 1 구조색 발생부와 상기 제 2 구조색 발생부의 집합체가 상기 수지부로 피복되어 있는 것을 특징으로 하는 외장부품. - 제 16 항에 있어서,
상기 제 1 구조색 발생부는 상기 제 2 구조색 발생부로부터 노출되어 있는 것을 특징으로 하는 외장부품. - 제품의 외측에 장착되는 외장부품을 성형하는 성형방법으로서:
광의 입사에 따라 광의 간섭이나 회절 등의 물리현상에 의해 가시광 영역의 광이 발현하는 미소한 형상이 제 1 면에 형성된 부품을, 상기 제품의 외면을 형성하기 위한 제 2 면이 형성된 금형 내에 상기 제 1 면과 상기 제 2 면이 대향하도록 해서 설치하는 제 1 성형공정;
상기 제 1 면과 상기 제 2 면 사이에 공간을 갖도록 해서 금형을 폐쇄하고, 고화 후에 광 투과성을 갖는 성형재료를 상기 공간에 충전하는 제 2 성형공정; 및
상기 미소한 형상이 상기 성형재료로 보호된 성형품을 상기 외장부품으로서 상기 금형으로부터 인출하는 제 3 성형공정을 포함하는 것을 특징으로 하는 성형방법. - 제 18 항에 있어서,
상기 성형재료를 충전한 후 상기 성형재료가 고화될 때까지 상기 성형재료에 상기 제 1 면과 상기 제 2 면이 대향하는 방향으로 압축력을 부여하는 제 4 성형공정을 포함하는 것을 특징으로 하는 성형방법. - 제 1 항 내지 제 17 항 중 어느 한 항에 기재된 외장부품을 사용해서 외장이 구성되어 있는 것을 특징으로 하는 제품.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008133710 | 2008-05-22 | ||
| JPJP-P-2008-133710 | 2008-05-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20100108572A true KR20100108572A (ko) | 2010-10-07 |
| KR101213123B1 KR101213123B1 (ko) | 2012-12-18 |
Family
ID=41339879
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020107016687A Expired - Fee Related KR101213123B1 (ko) | 2008-05-22 | 2009-01-22 | 외장부품 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8507073B2 (ko) |
| EP (1) | EP2277678B1 (ko) |
| JP (1) | JP5449148B2 (ko) |
| KR (1) | KR101213123B1 (ko) |
| CN (1) | CN101945745B (ko) |
| WO (1) | WO2009141934A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10807408B2 (en) | 2017-03-06 | 2020-10-20 | Lg Chem, Ltd. | Decoration member and manufacturing method therefor |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110244187A1 (en) * | 2010-04-06 | 2011-10-06 | Modilis Holdings Llc | Internal Cavity Optics |
| JP5699048B2 (ja) * | 2011-06-30 | 2015-04-08 | 浜松ホトニクス株式会社 | 構造発色体 |
| TW201321214A (zh) * | 2011-11-29 | 2013-06-01 | Wistron Corp | 印壓方法及印壓模具 |
| JP5798233B1 (ja) * | 2014-12-22 | 2015-10-21 | 株式会社精工技研 | 加飾プラスチック成形品およびその製造方法 |
| EP3313241A1 (en) * | 2015-06-26 | 2018-05-02 | Modern Packaging LLC | Overmolded low cost cutlery |
| CN110462127B (zh) | 2017-02-14 | 2021-03-26 | 耐克创新有限合伙公司 | 防味组合物、具有防味特性的结构、制备防味组合物和结构的方法 |
| JP7349982B2 (ja) | 2017-09-29 | 2023-09-25 | ナイキ イノベイト シーブイ | 構造色を付与した物品および構造色を付与した物品の製造方法並びに使用方法 |
| JP7341671B2 (ja) * | 2018-03-05 | 2023-09-11 | キヤノン株式会社 | 物品および物品の製造方法 |
| WO2020263362A1 (en) | 2019-06-26 | 2020-12-30 | Nike Innovate C.V. | Structurally-colored articles and methods for making and using structurally-colored articles |
| CN114206149A (zh) | 2019-07-26 | 2022-03-18 | 耐克创新有限合伙公司 | 结构着色的物品以及用于制造和使用结构着色的物品的方法 |
| US11986042B2 (en) | 2019-10-21 | 2024-05-21 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| WO2021243231A2 (en) | 2020-05-29 | 2021-12-02 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11889894B2 (en) | 2020-08-07 | 2024-02-06 | Nike, Inc. | Footwear article having concealing layer |
| US11129444B1 (en) | 2020-08-07 | 2021-09-28 | Nike, Inc. | Footwear article having repurposed material with concealing layer |
| US11241062B1 (en) | 2020-08-07 | 2022-02-08 | Nike, Inc. | Footwear article having repurposed material with structural-color concealing layer |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03261600A (ja) | 1990-03-12 | 1991-11-21 | Matsushita Electric Ind Co Ltd | 表面に凹凸を有する構造体 |
| US5126880A (en) | 1990-12-18 | 1992-06-30 | The Dow Chemical Company | Polymeric reflective bodies with multiple layer types |
| JP3627304B2 (ja) * | 1995-08-22 | 2005-03-09 | 大日本印刷株式会社 | 光学物品用電離放射線硬化型樹脂組成物、光学物品及び面光源 |
| US6305028B1 (en) * | 1999-02-17 | 2001-10-23 | Chang-San Lin | Light reflective protective headwear |
| JP4502445B2 (ja) * | 2000-03-16 | 2010-07-14 | 大日本印刷株式会社 | 反射防止フィルムの製造方法 |
| JP4019655B2 (ja) | 2001-06-07 | 2007-12-12 | 凸版印刷株式会社 | 潜像形成可能な転写箔及び潜像を有する転写媒体 |
| JP2003200468A (ja) * | 2002-01-08 | 2003-07-15 | Matsushita Electric Ind Co Ltd | 射出成形金型 |
| DE10236810A1 (de) * | 2002-08-10 | 2004-02-26 | Leonhard Kurz Gmbh & Co. Kg | Teilstrukturierte IMD-fähige Mehrschichtfolie |
| JP2004151271A (ja) | 2002-10-30 | 2004-05-27 | Nissan Motor Co Ltd | 光反射機能を有する構造体 |
| WO2004045866A1 (de) | 2002-11-16 | 2004-06-03 | SCHALLER, Hans-Jörg | Nanooptisches farbprägen |
| JP4254367B2 (ja) * | 2003-06-17 | 2009-04-15 | 凸版印刷株式会社 | 転写シート及びその製造方法 |
| US7074463B2 (en) * | 2003-09-12 | 2006-07-11 | 3M Innovative Properties Company | Durable optical element |
| DE102005006074B4 (de) * | 2005-02-10 | 2009-12-10 | Leonhard Kurz Gmbh & Co. Kg | Dekorierter Spritzgussartikel und Verfahren zur Herstellung des dekorierten Spritzgussartikels |
| US7333289B2 (en) | 2005-03-22 | 2008-02-19 | Tdk Corporation | Magnetic recording and reproducing apparatus, method of controlling the same, magnetic recording medium, and stamper for manufacturing magnetic recording medium |
| JP2006267492A (ja) | 2005-03-23 | 2006-10-05 | Yamaha Corp | 鍵構造体 |
| JP4386856B2 (ja) | 2005-04-05 | 2009-12-16 | 信越ポリマー株式会社 | 加飾成形品用シート、加飾成形品及びその製造方法 |
| JP4896556B2 (ja) | 2006-03-29 | 2012-03-14 | 福島県 | 射出成形用金型装置 |
| KR101376434B1 (ko) * | 2006-06-28 | 2014-04-01 | 비쥬얼 피직스 엘엘씨 | 마이크로-광학 보안 및 화상 표시 시스템 |
-
2009
- 2009-01-22 WO PCT/JP2009/000220 patent/WO2009141934A1/ja not_active Ceased
- 2009-01-22 JP JP2010512908A patent/JP5449148B2/ja not_active Expired - Fee Related
- 2009-01-22 KR KR1020107016687A patent/KR101213123B1/ko not_active Expired - Fee Related
- 2009-01-22 CN CN2009801060168A patent/CN101945745B/zh not_active Expired - Fee Related
- 2009-01-22 US US12/918,982 patent/US8507073B2/en not_active Expired - Fee Related
- 2009-01-22 EP EP09750296.7A patent/EP2277678B1/en not_active Not-in-force
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10807408B2 (en) | 2017-03-06 | 2020-10-20 | Lg Chem, Ltd. | Decoration member and manufacturing method therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5449148B2 (ja) | 2014-03-19 |
| EP2277678B1 (en) | 2019-01-02 |
| EP2277678A1 (en) | 2011-01-26 |
| CN101945745A (zh) | 2011-01-12 |
| US8507073B2 (en) | 2013-08-13 |
| WO2009141934A1 (ja) | 2009-11-26 |
| KR101213123B1 (ko) | 2012-12-18 |
| CN101945745B (zh) | 2013-05-29 |
| US20110033670A1 (en) | 2011-02-10 |
| JPWO2009141934A1 (ja) | 2011-09-29 |
| EP2277678A4 (en) | 2012-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101213123B1 (ko) | 외장부품 | |
| CN102986039B (zh) | 与太阳能电池一起使用的具有嵌入式空腔的层压结构以及相关的制造方法 | |
| TWI556990B (zh) | 一種具立體效果的印刷裝飾膜及其裝飾產品 | |
| US20090068404A1 (en) | Decorative casing and manufacturing method thereof | |
| WO2019154020A1 (zh) | 光学装饰膜、制备方法及消费电子产品盖板 | |
| CN101686617A (zh) | 电子产品外壳及其制备方法和电子产品 | |
| JP2009120120A (ja) | 装飾部材 | |
| CN101082769A (zh) | 面浮雕微结构达曼光栅的复制方法 | |
| CN101452092A (zh) | 一种导光板及其制作方法 | |
| WO2017162006A1 (zh) | 光学成像薄膜及其制备方法 | |
| JP5277742B2 (ja) | インモールド用転写箔の製造方法 | |
| TWI430879B (zh) | 導光板及其製作方法 | |
| CN111193819B (zh) | 一种手机保护套及其生产工艺 | |
| CN100468085C (zh) | 多层式光学薄膜的制造方法 | |
| CN212422619U (zh) | 一种具有全息防伪效果的复合层结构 | |
| CN101138930A (zh) | 一种镭射装饰塑料板的制作方法及专用激光全息转移膜 | |
| JP2010105242A (ja) | 成形同時加飾品の製造方法 | |
| JP5957799B2 (ja) | 光学物品、光学物品を備えた転写箔、転写箔を備えた印刷物、印刷物の製造方法 | |
| JP2008183736A (ja) | インサート及び成形品 | |
| JP2010125669A (ja) | 二重成形加飾品の製造方法 | |
| CN211151996U (zh) | 一种手机保护套 | |
| CN102236445A (zh) | 复合板材结构及用于触控面板的罩盖镜迭层结构 | |
| CN209132455U (zh) | 彩色氛围光效光学膜及制造该光学膜的模具 | |
| CN223314275U (zh) | 一种用于电子手表保护套的光学炫彩模具 | |
| KR101609196B1 (ko) | 단차가 형성된 도광판 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| FPAY | Annual fee payment |
Payment date: 20151118 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20161123 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20171114 Year of fee payment: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| FPAY | Annual fee payment |
Payment date: 20180329 Year of fee payment: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| FPAY | Annual fee payment |
Payment date: 20190401 Year of fee payment: 8 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20201212 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20201212 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |