KR20140033351A - 자동화된 플라이 적층 시스템 및 적층 방법 - Google Patents
자동화된 플라이 적층 시스템 및 적층 방법 Download PDFInfo
- Publication number
- KR20140033351A KR20140033351A KR1020137026689A KR20137026689A KR20140033351A KR 20140033351 A KR20140033351 A KR 20140033351A KR 1020137026689 A KR1020137026689 A KR 1020137026689A KR 20137026689 A KR20137026689 A KR 20137026689A KR 20140033351 A KR20140033351 A KR 20140033351A
- Authority
- KR
- South Korea
- Prior art keywords
- ply
- end effector
- plies
- point
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/38—Automated lay-up, e.g. using robots, laying filaments according to predetermined patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J13/00—Controls for manipulators
- B25J13/08—Controls for manipulators by means of sensing devices, e.g. viewing or touching devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J13/00—Controls for manipulators
- B25J13/08—Controls for manipulators by means of sensing devices, e.g. viewing or touching devices
- B25J13/085—Force or torque sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
- B25J15/0085—Gripping heads and other end effectors with means for applying an electrostatic force on the object to be gripped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
- B25J15/06—Gripping heads and other end effectors with vacuum or magnetic holding means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
- B25J15/06—Gripping heads and other end effectors with vacuum or magnetic holding means
- B25J15/0616—Gripping heads and other end effectors with vacuum or magnetic holding means with vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J19/00—Accessories fitted to manipulators, e.g. for monitoring, for viewing; Safety devices combined with or specially adapted for use in connection with manipulators
- B25J19/02—Sensing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J19/00—Accessories fitted to manipulators, e.g. for monitoring, for viewing; Safety devices combined with or specially adapted for use in connection with manipulators
- B25J19/02—Sensing devices
- B25J19/021—Optical sensing devices
- B25J19/022—Optical sensing devices using lasers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J19/00—Accessories fitted to manipulators, e.g. for monitoring, for viewing; Safety devices combined with or specially adapted for use in connection with manipulators
- B25J19/02—Sensing devices
- B25J19/021—Optical sensing devices
- B25J19/023—Optical sensing devices including video camera means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1694—Program controls characterised by use of sensors other than normal servo-feedback from position, speed or acceleration sensors, perception control, multi-sensor controlled systems, sensor fusion
- B25J9/1697—Vision controlled systems
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
Landscapes
- Engineering & Computer Science (AREA)
- Robotics (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Human Computer Interaction (AREA)
- Multimedia (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Moulding By Coating Moulds (AREA)
- Manipulator (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
Description
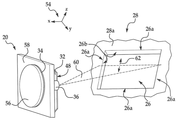
도 2는 도 1에 도시된 자동화된 플라이 적층 시스템의 투시도의 도면이다.
도 3은 도 1 및 2에 도시된 시스템의 일부를 형성하는 엔드 이펙터의 투시도의 도면이다.
도 4는 툴 포켓의 특징들을 식별하기 위하여 툴의 표면을 스캐닝하는 엔드 이펙터를 도시하는 투시도의 도면이다.
도 5는 필러 플라이들의 자동화된 적층을 위한 방법의 흐름도의 도면이다.
도 6은 도 5와 유사하되, 더블러 플라이들의 자동화된 적층을 위한 방법의 흐름도의 도면이다.
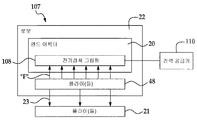
도 7은 플라이들을 적층하기 위한 장치의 기능적인 블록도의 도면이다.
도 8은 도 7에 도시된 장치를 이용하여 플라이들을 적층하는 방법의 흐름도의 도면이다.
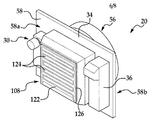
도 9는 도 7에 도시된 장치의 일부를 형성하는 엔드 이펙터의 투시도의 도면이다.
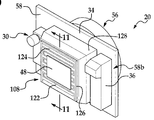
도 10은 도 9 및 10과 유사하되, 엔드 이펙터에 의해 픽업되고(picked up) 그립된(gripped) 플라이를 도시하는 투시도의 도면이다.
도 11은 도 10에서 선 11-11을 따라 취해진 단면도의 도면이다.
도 12는 도 7에 도시된 전기접착 그립퍼의 대안적 실시 예의 단면도의 도면이다.
도 13은 도 9와 유사하되, 전자기적 그립퍼에 의해 그립된 세 개의 플라이들을 도시하는 투시도의 도면이다.
도 14는 도 13과 유사하되, 기판 상의 배치에 대한 준비를 갖춘 엔드 이펙터에 의해 픽업된 전도성 금속의 스트립들을 도시하는 도면이다.
도 15는 항공기 제조 및 서비스 방법의 흐름도의 도면이다.
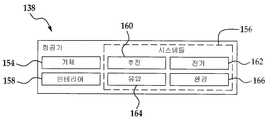
도 16은 항공기의 블록도의 도면이다.
Claims (15)
- 미리 선택된 지점에 복합재 플라이(composite ply)들을 놓기 위한 시스템으로서,
로봇;
플라이를 들어올리고 플라이를 미리 선택된 지점에 배치하기 위한 로봇 상의 엔드 이펙터(end effector);
엔드 이펙터 상에서의 플라이의 위치를 기록하기 위한 장치; 및
플라이를 상기 지점에 배치하도록 로봇 및 엔드 이펙터를 제어하기 위한 위치 기록 장치와 연결된 제어기(controller);를 포함하는, 미리 선택된 지점에 복합재 플라이를 놓기 위한 시스템.
- 청구항 1에 있어서,
엔드 이펙터는 플라이를 그립(grip)하기 위한 진공작동 그립퍼(vacuum operated gripper)를 포함하는, 미리 선택된 지점에 복합재 플라이를 놓기 위한 시스템.
- 청구항 1 또는 청구항 2에 있어서,
엔드 이펙터는 플라이를 그립하기 위한 전기접착 그립퍼(electroadhesive gripper)를 포함하는, 미리 선택된 지점에 복합재 플라이를 놓기 위한 시스템.
- 청구항 1 내지 청구항 3 중 어느 하나의 항에 있어서,
전기접착 그립퍼는 플라이 상에서 정전기 전하들(electrostatic charges)을 유도하기 위해 전력원(electrical power source)과 연결되도록 구성된 한 세트의 전극 패드(electrode pad)들을 포함하는, 미리 선택된 지점에 복합재 플라이를 놓기 위한 시스템.
- 청구항 1 내지 청구항 4 중 어느 하나의 항에 있어서,
위치 기록 장치는 엔드 이펙터 상에서의 플라이를 촬영하기(imaging) 위한 정지 카메라(stationary camera)를 포함하는, 미리 선택된 지점에 복합재 플라이를 놓기 위한 시스템.
- 청구항 1 내지 청구항 5 중 어느 하나의 항에 있어서,
플라이가 엔드 이펙터에 의해 들어올려지기 전에 플라이를 관찰하기(viewing) 위한 제어기와 연결된 엔드 이펙터 상의 카메라를 더 포함하고,
제어기는 복수의 플라이들로부터 플라이를 인식하고 선택하는 소프트웨어를 포함하는, 미리 선택된 지점에 복합재 플라이를 놓기 위한 시스템.
- 청구항 1 내지 청구항 6 중 어느 하나의 항에 있어서,
플라이가 배치될 지점과 관련된 특징들을 검출하기 위한 엔드 이펙터 상의 검출기를 더 포함하는, 미리 선택된 지점에 복합재 플라이를 놓기 위한 시스템.
- 청구항 1 내지 청구항 7 중 어느 하나의 항에 있어서,
특징 지점 검출 장치는 레이저 스캐너인, 미리 선택된 지점에 복합재 플라이를 놓기 위한 시스템.
- 청구항 1 내지 청구항 8 중 어느 하나의 항에 있어서,
플라이가 툴 상에 배치될 때 엔드 이펙터와 로봇은 플라이에 압착력(compaction force)을 인가하고,
상기 시스템은:
압착력의 양을 감지하기 위한 엔드 이펙터 상의 센서를 더 포함하는, 미리 선택된 지점에 복합재 플라이를 놓기 위한 시스템.
- 기판 상의 미리 결정된 지점에 플라이들을 적층하기 위한 방법으로서,
플라이를 픽업하는(picking up) 단계;
플라이가 배치될 미리 결정된 지점에 인접한 영역으로 플라이를 이동시키는 단계;
플라이가 배치될 미리 결정된 지점에 대해 플라이를 지향시키는(orienting) 단계; 및
지향된 플라이를 기판 상의 미리 결정된 지점에 배치하는 단계;를 포함하는, 기판 상의 미리 결정된 지점에 플라이들을 적층하기 위한 방법.
- 청구항 10에 있어서,
플라이를 픽업하는 단계는 플라이를 그립하기 위해 정전기 접착력을 이용해서 수행되는, 기판 상의 미리 결정된 지점에 플라이들을 적층하기 위한 방법.
- 청구항 10에 있어서,
플라이를 픽업하는 단계는 엔드 이펙터를 가지고 플라이를 그립함으로써 수행되고,
플라이를 이동시키는 단계는 미리 결정된 지점에 인접한 영역으로 엔드 이펙터를 이동시킴으로써 수행되고,
플라이를 배치하는 단계는 엔드 이펙터를 이용해서 수행되는, 기판 상의 미리 결정된 지점에 플라이들을 적층하기 위한 방법.
- 청구항 12에 있어서,
플라이가 배치될 지점과 관련된 특징들을 검출하기 위해 엔드 이펙터를 이용하는 단계를 더 포함하고,
플라이를 배치하기 위해 엔드 이펙터를 이용하는 것은 검출된 특징들을 기초로 하고,
미리 결정된 지점에 인접한 영역으로 엔드 이펙터를 이동시키는 것은 자동으로 제어되는 로보틱 매니퓰레이터(robotic manipulator)를 이용해서 수행되는, 기판 상의 미리 결정된 지점에 플라이들을 적층하기 위한 방법.
- 청구항 12에 있어서,
기판에 대해 플라이를 압착하기(compact) 위해 엔드 이펙터를 이용하는 단계; 및
엔드 이펙터에 의해 플라이에 적용된 압착력을 감지하기 위해 엔드 이펙터 상의 센서를 이용하는 단계;를 더 포함하는, 기판 상의 미리 결정된 지점에 플라이들을 적층하기 위한 방법.
- 청구항 12에 있어서,
픽업되고 이동될 플라이를 식별하기 위해 엔드 이펙터를 이용하는 단계를 더 포함하는, 기판 상의 미리 결정된 지점에 플라이들을 적층하기 위한 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/166,306 US9969131B2 (en) | 2011-06-22 | 2011-06-22 | Automated ply layup system |
| US13/166,306 | 2011-06-22 | ||
| PCT/US2012/038139 WO2012177340A1 (en) | 2011-06-22 | 2012-05-16 | Automated ply layup system and method of laying up |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140033351A true KR20140033351A (ko) | 2014-03-18 |
| KR101958032B1 KR101958032B1 (ko) | 2019-03-13 |
Family
ID=46178807
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020137026689A Expired - Fee Related KR101958032B1 (ko) | 2011-06-22 | 2012-05-16 | 자동화된 플라이 적층 시스템 및 적층 방법 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9969131B2 (ko) |
| EP (1) | EP2723553B1 (ko) |
| JP (1) | JP6095655B2 (ko) |
| KR (1) | KR101958032B1 (ko) |
| CN (1) | CN103619567A (ko) |
| CA (1) | CA2832229C (ko) |
| ES (1) | ES2784153T3 (ko) |
| PT (1) | PT2723553T (ko) |
| WO (1) | WO2012177340A1 (ko) |
Families Citing this family (91)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8826957B2 (en) * | 2012-08-31 | 2014-09-09 | General Electric Company | Methods and systems for automated ply layup for composites |
| DE102012019839B4 (de) * | 2012-10-09 | 2017-08-24 | Grenzebach Maschinenbau Gmbh | Verfahren und Vorrichtung für das Befördern großflächiger Platten in extremer Übergröße |
| DE102012019841B4 (de) * | 2012-10-09 | 2022-01-05 | Grenzebach Maschinenbau Gmbh | Verfahren und Vorrichtung für das Umsetzen großflächiger Platten in extremer Übergröße |
| US9162436B2 (en) * | 2013-01-04 | 2015-10-20 | The Boeing Company | Method and apparatus for accurate registration of composite laminates |
| JP6366611B2 (ja) * | 2013-03-12 | 2018-08-01 | ディーフェンバッハー ゲゼルシャフト ミット ベシュレンクテル ハフツング マシーネン− ウント アンラーゲンバウDieffenbacher GmbH Maschinen− und Anlagenbau | 先進複合構成部材を製造する方法及びシステム |
| DE102013104609B4 (de) * | 2013-05-06 | 2016-10-20 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Nestingablage |
| CN103659796A (zh) * | 2013-06-21 | 2014-03-26 | 成都万先自动化科技有限责任公司 | 智能搬运码放定位机器人 |
| KR20150018037A (ko) * | 2013-08-08 | 2015-02-23 | 주식회사 케이티 | 관제 시스템 및 이를 이용한 관제 방법 |
| KR20150018696A (ko) | 2013-08-08 | 2015-02-24 | 주식회사 케이티 | 감시 카메라 임대 방법, 중계 장치 및 사용자 단말 |
| AT514721B1 (de) * | 2013-08-30 | 2015-06-15 | Engel Austria Gmbh | Formgebungsanlage zum Herstellen eines Faser-Kunststoff-Verbundes |
| WO2015094375A1 (en) * | 2013-12-20 | 2015-06-25 | Grabit, Inc. | Modular electroadhesive gripping system |
| WO2015095826A1 (en) * | 2013-12-20 | 2015-06-25 | Grabit, Inc. | Modular electroadhesive gripping system |
| KR20150075224A (ko) | 2013-12-24 | 2015-07-03 | 주식회사 케이티 | 관제 서비스 제공 시스템 및 방법 |
| CA3114789C (en) | 2014-01-22 | 2021-12-07 | Symbotic Canada Ulc | Vision-assisted robotized depalletizer |
| US9987755B2 (en) * | 2014-03-17 | 2018-06-05 | Grabit, Inc. | Eletroadhesive gripping system with smart brake and metering |
| WO2015164264A1 (en) | 2014-04-21 | 2015-10-29 | Grabit, Inc. | Automated item handling with reconfigurable totes |
| WO2015179521A1 (en) * | 2014-05-20 | 2015-11-26 | Par Systems, Inc. | Adaptive manufacturing system |
| JP6372195B2 (ja) * | 2014-06-30 | 2018-08-15 | 東レ株式会社 | プリフォームの製造方法及び繊維強化プラスチックの製造方法 |
| US9873230B1 (en) | 2014-08-19 | 2018-01-23 | The Boeing Company | Mobile system for automated layup and compaction of composite laminates |
| EP3198221A1 (en) | 2014-09-24 | 2017-08-02 | Bombardier Inc. | Laser vision inspection system and method |
| CN104570955B (zh) * | 2014-11-24 | 2018-06-22 | 中国科学院自动化研究所 | 一种复合材料自动铺丝机控制系统及控制方法 |
| DE102015201551A1 (de) * | 2015-01-29 | 2016-08-04 | Bayerische Motoren Werke Aktiengesellschaft | Erkennungsvorrichtung für die Erkennung einer Ausrichtung von Halbzeugzuschnitten |
| US10076883B2 (en) * | 2015-05-05 | 2018-09-18 | The Boeing Company | System and method for manufacturing off-axis prepreg material |
| US9618459B2 (en) | 2015-05-18 | 2017-04-11 | Flightware, Inc. | Systems and methods for automated composite layup quality assurance |
| US10668673B2 (en) | 2015-05-18 | 2020-06-02 | Flightware, Inc. | Systems and methods for automated composite layup quality assurance |
| US10016947B2 (en) * | 2015-05-21 | 2018-07-10 | The Boeing Company | High rate production fiber placement system and method |
| DE102015009177A1 (de) * | 2015-07-09 | 2017-01-12 | Broetje-Automation Gmbh | Verfahren zum Herstellen eines Faser-Metall-Laminatbauteils eines Flugzeugs |
| CN105032836A (zh) * | 2015-08-23 | 2015-11-11 | 华东交通大学 | 机械手式自动插片装置 |
| CN105234943B (zh) * | 2015-09-09 | 2018-08-14 | 大族激光科技产业集团股份有限公司 | 一种基于视觉识别的工业机器人示教装置及方法 |
| JP6762212B2 (ja) * | 2015-12-28 | 2020-09-30 | 帝人株式会社 | 成形体の製造方法 |
| US10155367B2 (en) * | 2015-12-29 | 2018-12-18 | The Boeing Company | Coordinated composite tape laying |
| EP3403325B1 (en) | 2016-01-12 | 2021-05-26 | Grabit, Inc. | Methods and systems for electroadhesion-based manipulation and mechanical release in manufacturing |
| DE102016003816B4 (de) * | 2016-03-26 | 2019-05-29 | Audi Ag | Industrieroboter mit einem am Manipulator mitgeführten Überwachungsraum |
| JP6665040B2 (ja) * | 2016-06-20 | 2020-03-13 | 三菱重工業株式会社 | ロボット制御システム及びロボット制御方法 |
| GB2552981B (en) * | 2016-08-17 | 2020-04-01 | Univ Of Hertfordshire Higher Education Corporation | An Interactive Humanoid Robot using RFID Tagged Objects |
| US10781056B2 (en) | 2016-12-22 | 2020-09-22 | General Electric Company | Adaptive apparatus and system for automated handling of components |
| US10773902B2 (en) | 2016-12-22 | 2020-09-15 | General Electric Company | Adaptive apparatus and system for automated handling of components |
| US10562244B2 (en) * | 2017-01-23 | 2020-02-18 | The Boeing Company | Systems and methods for forming a composite part based on volume |
| JP2018122381A (ja) * | 2017-01-31 | 2018-08-09 | ブラザー工業株式会社 | 部品保持装置 |
| TWI624044B (zh) * | 2017-03-15 | 2018-05-11 | 啟端光電股份有限公司 | 微元件轉移系統 |
| US20180264660A1 (en) * | 2017-03-20 | 2018-09-20 | Kindred Systems Inc. | Systems, devices, articles, and methods for prehension |
| DE102017110998A1 (de) * | 2017-05-19 | 2018-11-22 | Homag Plattenaufteiltechnik Gmbh | Handhabungseinrichtung zum Handhaben von zumindest abschnittsweise ebenen Gütern, Verfahren zum Betreiben einer derartigen Handhabungseinrichtung |
| US10160169B1 (en) | 2017-06-26 | 2018-12-25 | General Electric Company | Systems and methods of forming a composite layup structure |
| US10195747B1 (en) | 2017-08-03 | 2019-02-05 | General Electric Company | Multi-faced apparatus and system for automated handling of components |
| US10391723B2 (en) | 2017-08-31 | 2019-08-27 | The Boeing Company | Rotary compaction tool |
| GB2567684B (en) | 2017-10-20 | 2022-03-30 | Mclaren Automotive Ltd | Composite manufacturing |
| ES2910710T3 (es) * | 2017-10-30 | 2022-05-13 | Komax Holding Ag | Procedimiento para unir un primer cable con un segundo cable, disposición de cables y dispositivo de unión de cables para unir un primer cable con un segundo cable |
| CN108081312A (zh) * | 2017-11-03 | 2018-05-29 | 上海工程技术大学 | 一种用于抓取小型零件的机器人机械手对中校准系统 |
| AT520587B1 (de) * | 2017-11-14 | 2021-03-15 | Engel Austria Gmbh | Verfahren zum Anordnen von Halbzeugen |
| US10843449B2 (en) | 2017-12-14 | 2020-11-24 | The Boeing Company | Method and apparatus for forming composite plies on contoured tool surfaces |
| US10899089B2 (en) | 2018-03-30 | 2021-01-26 | The Boeing Company | Automated fiber placement end effector with laminar gas cooling jet and infrared image processor for in-situ inspection |
| US10926490B2 (en) * | 2018-04-09 | 2021-02-23 | The Boeing Company | Composite laminate forming apparatus and method therefor |
| US10695916B2 (en) * | 2018-07-05 | 2020-06-30 | The Boeing Company | End effectors having reconfigurable vacuum heads |
| US11007635B2 (en) | 2018-07-25 | 2021-05-18 | The Boeing Company | Gravity compensation for self-propelled robotic vehicles crawling on non-level surfaces |
| WO2020033484A1 (en) * | 2018-08-07 | 2020-02-13 | University Of Southern California | Hybrid formation of multi-layer prepreg composite sheet layup |
| EP3867047B1 (en) | 2018-10-15 | 2024-11-27 | General Electric Company | System and methods of automated film removal |
| US11318689B2 (en) * | 2018-12-21 | 2022-05-03 | The Boeing Company | Ply transporting and compacting apparatus and method therefor |
| US11305498B2 (en) * | 2018-12-21 | 2022-04-19 | The Boeing Company | System and method for fabricating a composite ply layup |
| JP7161399B2 (ja) * | 2018-12-28 | 2022-10-26 | 株式会社Subaru | 樹脂含浸測定装置 |
| US11141814B2 (en) | 2019-03-04 | 2021-10-12 | The Boeing Company | Thermographic inspection for tape layup machines |
| US11192665B2 (en) | 2019-03-04 | 2021-12-07 | The Boeing Company | Thermographic inspection of lanes of tape laid-up by tape layup machines, based on acquired thermographic images |
| US11040500B2 (en) | 2019-03-04 | 2021-06-22 | The Boeing Company | Thermographic inspection for tape layup machines |
| US11198260B2 (en) | 2019-03-04 | 2021-12-14 | The Boeing Company | Thermographic inspection for tape layup machines |
| CN110065288A (zh) * | 2019-04-02 | 2019-07-30 | 深圳市联得自动化装备股份有限公司 | 贴合设备及贴合方法 |
| GB201907911D0 (en) * | 2019-06-04 | 2019-07-17 | Blade Dynamics Ltd | Wind turbine blade tool and method for producing a wind turbine blade |
| GB201908127D0 (en) * | 2019-06-07 | 2019-07-24 | Renishaw Plc | Manufacturing method and apparatus |
| NL2023372B1 (en) | 2019-06-25 | 2021-02-01 | Airborne Int B V | Preforming system and method |
| NL2023504B1 (en) | 2019-07-15 | 2021-02-08 | Airborne Int B V | Apparatus and method for processing consolidated stacks of fiber reinforced plies |
| FR3101569B1 (fr) * | 2019-10-08 | 2021-09-10 | Safran Nacelles | Machine de drapage et de compactage automatique |
| EP3875227A1 (en) * | 2020-03-06 | 2021-09-08 | Scape Technologies A/S | Method of operating a picking robot and related devices |
| US11351678B1 (en) * | 2020-03-10 | 2022-06-07 | Amazon Technologies, Inc. | Dynamically adjustable suction cups |
| US11472139B2 (en) | 2020-05-15 | 2022-10-18 | The Boeing Company | Automated composite fabrication systems and methods |
| KR102426189B1 (ko) * | 2020-12-22 | 2022-07-28 | 주식회사 대덕알앤디 | 스마트 eoat 로봇 시스템 |
| CA3162295A1 (en) * | 2021-06-18 | 2022-12-18 | Techjig Inc. | Robotic cell and method of operating same |
| CN113899333A (zh) * | 2021-09-29 | 2022-01-07 | 苏州佳祺仕信息科技有限公司 | 一种距离测量方法、装置、电子设备及存储介质 |
| US12066819B2 (en) | 2021-10-13 | 2024-08-20 | The Boeing Company | Printed fiducial system for accurate pick and place |
| US12564951B2 (en) * | 2021-10-21 | 2026-03-03 | Versitech Limited | Disinfection robots |
| US11951697B2 (en) * | 2021-12-12 | 2024-04-09 | The Boeing Company | Scalable area gripper, system, and method for a material handling process for composite manufacturing |
| KR102786582B1 (ko) * | 2022-08-30 | 2025-03-24 | 한국로봇융합연구원 | 협동 로봇 공정 셀을 기반으로 하는 자동으로 프리프레그를 적층하기 위한 장치 및 이를 위한 방법 |
| US12327344B2 (en) * | 2022-08-31 | 2025-06-10 | The Boeing Company | Natural feature pick and place system for composite materials |
| US20240150134A1 (en) * | 2022-11-09 | 2024-05-09 | The Boeing Company | Electrostatic vertical ply storage |
| US12523089B2 (en) | 2023-01-20 | 2026-01-13 | Cardinal Cg Company | Aerogel molding and handling technology, multiple-pane insulating glazing units incorporating aerogel, and IG unit manufacturing methods |
| EP4658455A4 (en) * | 2023-03-13 | 2026-03-25 | Shanghai Flexiv Robotics Tech Co Ltd | ADHESION DEVICE AND ROBOT |
| US12528258B2 (en) | 2023-05-26 | 2026-01-20 | Rtx Corporation | Manufacturing fiber-reinforced composite body with multiple laminated layers |
| US12576630B2 (en) * | 2023-07-17 | 2026-03-17 | The Boeing Company | Composite lamination system and methods |
| US12528257B2 (en) | 2023-10-18 | 2026-01-20 | The Boeing Company | Device, system and method for tacking layers of material |
| US12463562B2 (en) | 2023-10-18 | 2025-11-04 | The Boeing Company | System and method for managing electrostatic adhesion between a sheet of material and an electrostatic pad |
| US20250128509A1 (en) * | 2023-10-19 | 2025-04-24 | The Boeing Company | Composite Backing Layer Peel Starter |
| CN117416069A (zh) * | 2023-11-02 | 2024-01-19 | 常州碳科智能装备有限公司 | 阵列式变曲面发动机叶片铺叠设备及其铺叠工艺方法 |
| NL2037150B1 (en) * | 2024-02-29 | 2025-09-09 | Airborne Int B V | Method and system for assembling a product kit for manufacturing a laminated product |
| US20250387926A1 (en) * | 2024-06-21 | 2025-12-25 | The Boeing Company | Pick and place end effector |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5290386A (en) * | 1991-04-30 | 1994-03-01 | United Technologies Corporation | Parallel processor control of composite material handling |
| US20060260751A1 (en) * | 2005-04-28 | 2006-11-23 | Lauder Arnold J | Machine assisted laminator and method |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62104740A (ja) | 1985-11-01 | 1987-05-15 | Hitachi Ltd | 多層印刷回路板の層構成装置 |
| US5876550A (en) | 1988-10-05 | 1999-03-02 | Helisys, Inc. | Laminated object manufacturing apparatus and method |
| US5183670A (en) | 1991-04-30 | 1993-02-02 | United Technologies Corporation | Bi-functional transfer foot |
| US6131973A (en) | 1998-10-01 | 2000-10-17 | Sikorsky Aircraft Corporation | Vacuum transfer device |
| US7930061B2 (en) * | 2002-08-31 | 2011-04-19 | Applied Materials, Inc. | Methods and apparatus for loading and unloading substrate carriers on moving conveyors using feedback |
| WO2004035897A2 (en) * | 2002-09-12 | 2004-04-29 | David Groppe | Precision feed end-effector composite fabric tape-laying apparatus and method |
| JP4174342B2 (ja) * | 2003-02-19 | 2008-10-29 | ファナック株式会社 | ワーク搬送装置 |
| US7341086B2 (en) * | 2004-10-29 | 2008-03-11 | The Boeing Company | Automated fabric layup system and method |
| US8601694B2 (en) | 2008-06-13 | 2013-12-10 | The Boeing Company | Method for forming and installing stringers |
| US20070277919A1 (en) | 2006-05-16 | 2007-12-06 | The Boeing Company | Systems and methods for monitoring automated composite manufacturing processes |
| US8050486B2 (en) | 2006-05-16 | 2011-11-01 | The Boeing Company | System and method for identifying a feature of a workpiece |
| US7551419B2 (en) * | 2006-06-05 | 2009-06-23 | Sri International | Electroadhesion |
| DE202007006528U1 (de) | 2007-05-04 | 2008-09-18 | Kuka Systems Gmbh | Einrichtung zum Handhaben von Materialstücken |
| JP2008310724A (ja) * | 2007-06-18 | 2008-12-25 | Nippon Telegr & Teleph Corp <Ntt> | 3次元形状復元装置,3次元形状復元方法,3次元形状復元プログラム及びそのプログラムを格納した記録媒体 |
| US8936695B2 (en) | 2007-07-28 | 2015-01-20 | The Boeing Company | Method for forming and applying composite layups having complex geometries |
| DE102007061431B4 (de) | 2007-12-20 | 2013-08-08 | Airbus Operations Gmbh | Verfahren zur Versteifung eines Faserverbundbauteils sowie Vakuummatte und Anordnung zur Herstellung eines versteiften Faserverbundbauteils |
| JP2009148858A (ja) | 2007-12-21 | 2009-07-09 | Pioneer Electronic Corp | 電子部品配置装置 |
| US9694546B2 (en) * | 2008-02-12 | 2017-07-04 | The Boeing Company | Automated fiber placement compensation |
| JP4475339B2 (ja) | 2008-02-26 | 2010-06-09 | トヨタ自動車株式会社 | パワーアシスト装置およびその制御方法 |
| DE102008032574A1 (de) | 2008-07-11 | 2010-01-14 | Brötje-Automation GmbH | Vorrichtung zur Verwendung bei der Herstellung faserverstärkter Bauteile |
| US20100063304A1 (en) * | 2008-09-09 | 2010-03-11 | Basf Se | Apparatus for automatic catalyst exchange in a reactor with a bundle of catalyst tubes |
| KR101689550B1 (ko) | 2009-01-11 | 2016-12-26 | 어플라이드 머티어리얼스, 인코포레이티드 | 기판들을 운반하기 위한 정전기 엔드 이펙터 장치, 시스템들 및 방법들 |
| DE102010044721A1 (de) | 2010-09-08 | 2012-03-08 | Daimler Ag | Verfahren und Vorrichtung zum Herstellen eines Faserhalbzeugs |
-
2011
- 2011-06-22 US US13/166,306 patent/US9969131B2/en not_active Expired - Fee Related
-
2012
- 2012-05-16 CN CN201280030394.4A patent/CN103619567A/zh active Pending
- 2012-05-16 EP EP12724465.5A patent/EP2723553B1/en active Active
- 2012-05-16 WO PCT/US2012/038139 patent/WO2012177340A1/en not_active Ceased
- 2012-05-16 PT PT127244655T patent/PT2723553T/pt unknown
- 2012-05-16 KR KR1020137026689A patent/KR101958032B1/ko not_active Expired - Fee Related
- 2012-05-16 CA CA2832229A patent/CA2832229C/en not_active Expired - Fee Related
- 2012-05-16 ES ES12724465T patent/ES2784153T3/es active Active
- 2012-05-16 JP JP2014516972A patent/JP6095655B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5290386A (en) * | 1991-04-30 | 1994-03-01 | United Technologies Corporation | Parallel processor control of composite material handling |
| US20060260751A1 (en) * | 2005-04-28 | 2006-11-23 | Lauder Arnold J | Machine assisted laminator and method |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2784153T3 (es) | 2020-09-22 |
| JP6095655B2 (ja) | 2017-03-15 |
| EP2723553A1 (en) | 2014-04-30 |
| CN103619567A (zh) | 2014-03-05 |
| JP2014522747A (ja) | 2014-09-08 |
| CA2832229A1 (en) | 2012-12-27 |
| US20120330453A1 (en) | 2012-12-27 |
| WO2012177340A1 (en) | 2012-12-27 |
| PT2723553T (pt) | 2020-03-27 |
| WO2012177340A9 (en) | 2013-02-14 |
| CA2832229C (en) | 2016-11-22 |
| US9969131B2 (en) | 2018-05-15 |
| KR101958032B1 (ko) | 2019-03-13 |
| EP2723553B1 (en) | 2020-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101958032B1 (ko) | 자동화된 플라이 적층 시스템 및 적층 방법 | |
| EP2383106B1 (en) | Method and apparatus for forming and applying composite layups having complex geometries | |
| US10137544B2 (en) | Method of assembling components | |
| Böhlke et al. | Continuous–discontinuous fiber-reinforced polymers: an integrated engineering approach | |
| JP7520502B2 (ja) | 複合材プライのレイアップを製作するためのシステム及び方法 | |
| EP3498461B1 (en) | Method and apparatus for forming composite plies on contoured tool surfaces | |
| EP3406430B1 (en) | Pick and place end effector | |
| WO2017123816A1 (en) | Methods and systems for electroadhesion-based manipulation in manufacturing | |
| JP2011251525A5 (ko) | ||
| US20190308377A1 (en) | Composite Laminate Forming Apparatus and Method Therefor | |
| EP4360856A1 (en) | Separation of film layer from composite prepreg | |
| EP3670159A1 (en) | Ply transporting and compacting apparatus and method therefor | |
| de Kruijk | Automated composite manufacturing using robotics lowers cost, lead-time and scrap rate | |
| EP4667180A1 (en) | Pick and place end effector | |
| Malhan et al. | Asmart robotic cell for automating composite prepreg layup | |
| Yang et al. | Comprehensive simulation of cooperative robotic system for advanced composite manufacturing: a case study | |
| EP4509296A1 (en) | Multi-ply lamination system | |
| EP4000888B1 (en) | Continuously moving line for making composite laminate parts | |
| EP4563331A1 (en) | Ceramic composite manufacturing systems and methods | |
| Daher et al. | Sensorless localization of a minimally-actuated robotic system for automated pallet de-strapping | |
| Kolluru | Modeling, design, prototyping and performance evaluation of a sensor-based robotic gripper system for automated limp material handling |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| R17-X000 | Change to representative recorded |
St.27 status event code: A-3-3-R10-R17-oth-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20220308 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20220308 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |