KR20150138111A - 에지 시일을 구비한 봉지 소자 및 이의 제조방법 - Google Patents
에지 시일을 구비한 봉지 소자 및 이의 제조방법 Download PDFInfo
- Publication number
- KR20150138111A KR20150138111A KR1020150076608A KR20150076608A KR20150138111A KR 20150138111 A KR20150138111 A KR 20150138111A KR 1020150076608 A KR1020150076608 A KR 1020150076608A KR 20150076608 A KR20150076608 A KR 20150076608A KR 20150138111 A KR20150138111 A KR 20150138111A
- Authority
- KR
- South Korea
- Prior art keywords
- edge
- metal
- layer
- barrier
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B33/00—Electroluminescent light sources
- H05B33/02—Details
- H05B33/04—Sealing arrangements, e.g. against humidity
-
- H01L51/5237—
-
- H01L51/56—
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B33/00—Electroluminescent light sources
- H05B33/10—Apparatus or processes specially adapted to the manufacture of electroluminescent light sources
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W74/00—Encapsulations, e.g. protective coatings
- H10W74/10—Encapsulations, e.g. protective coatings characterised by their shape or disposition
-
- H01L2251/56—
-
- H01L2924/12044—
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/80—Constructional details
- H10K50/84—Passivation; Containers; Encapsulations
- H10K50/842—Containers
- H10K50/8423—Metallic sealing arrangements
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/80—Constructional details
- H10K50/84—Passivation; Containers; Encapsulations
- H10K50/842—Containers
- H10K50/8426—Peripheral sealing arrangements, e.g. adhesives, sealants
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Laminated Bodies (AREA)
- Electroluminescent Light Sources (AREA)
Abstract
Description
도 1은 배리어 필름(또는 적층체)으로 봉지되기 전, 베이스 기재(base substrate)가 증착된 소자의 평면도이다. 이는 소자가 배리어 필름으로 봉지될 때의 가장자리 너비(edge width)를 보여준다.
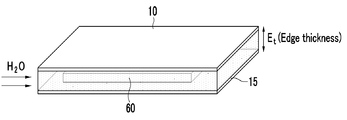
도 2는 에지 시일의 적용 전, 봉지 소자의 사시도이다. 이는 봉지 소자의 가장자리 두께(edge thickness)를 보여준다.
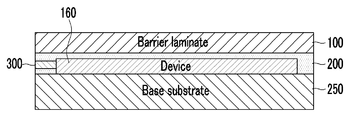
도 3은 본 발명의 일 실시예에 따른 봉지 소자의 단면도이다.
도 4는 본 발명의 다른 실시예에 따른 봉지 소자의 단면도이다.
도 5는 본 발명의 또 다른 실시예에 따른 봉지 소자의 단면도이다.
도 6은 본 발명의 일 실시예에 따른 배리어 필름(또는 적층체)의 단면도이다.
도 7은 본 발명의 다른 실시예에 따른 배리어 필름(또는 적층체)의 단면도이다.
100, 100': 배리어 적층체 (Barrier laminate)
110: 제1층 (First layer)
120: 제2층 (Second layer)
130: 제3층 (Third layer)
135: 단위체 (dyads)
15, 150, 250: 기재 (Substrate) 또는 베이스 기재 (Base substrate)
60, 160: 소자 (Device)
200: 접착층 (Adhesive)
300: 에지 스트립(또는 스트럿) (Edge strip (or strut))
300': 에지 실링 잉크 (Edge sealing ink)
300": 에지 실링 리본 (Edge sealing ribbon)
Claims (20)
- 소자 위에 위치하는 배리어 적층체;
상기 배리어 적층체 및 상기 소자 사이에 위치하는 접착층; 및
에지 시일부를 포함하는 봉지 소자이고,
상기 배리어 적층체는 하나 이상의 단위체를 포함하고, 상기 단위체는 배리어층 및 디커플링층을 포함하고, 상기 배리어층은 배리어 재료를 포함하고, 상기 디커플링층은 고분자 재료 또는 유기 재료를 포함하고,
상기 에지 시일부는 상기 봉지 소자의 가장자리에 위치하고,
상기 에지 시일부는 상기 접착층 내에 박혀 있거나, 상기 접착층의 적어도 일면을 에워싸거나, 상기 배리어 적층체의 가장자리 및/또는 상기 접착층의 가장자리를 덮고 있고,
상기 에지 시일부는 금속 재료를 포함하는
봉지 소자.
- 제1항에 있어서,
상기 에지 시일부는 금속 리본, 금속 스트럿(strut), 또는 금속 잉크를 포함하고,
상기 금속 리본은 상기 배리어 적층체의 가장자리 및 상기 접착층의 가장자리를 덮고 있고,
상기 금속 스트럿은 상기 소자로부터 뻗어나와, 상기 접착층 내에 박혀 있고,
상기 금속 잉크는 상기 소자에 인접하여 있고, 상기 접착층 내에 박혀있거나, 상기 접착층의 적어도 일면을 에워싸고 있는
봉지 소자.
- 제1항에 있어서,
상기 에지 시일부 내 금속 재료는 알칼리 금속, 알카리 토류 금속, 전이 금속, 제13족 금속, 제14족 금속, 및 이들의 합금으로 이루어진 군에서 선택된 어느 하나의 금속을 포함하는
봉지 소자.
- 제1항에 있어서,
상기 에지 시일부 내 금속 재료는 바륨, 알루미늄, 마그네슘, 칼슘, 나트륨, 스트론튬, 세슘, 지르코늄, 바나듐, 코발트, 철, 및 이들의 합금으로 이루어진 군에서 선택된 어느 하나의 금속을 포함하는
봉지 소자.
- 제1항에 있어서,
상기 배리어층 내 배리어 재료는 금속, 금속 산화물, 금속 질화물, 금속 옥시나이트라이드(metal oxynitrides), 금속 카바이드, 금속 옥시보라이드(metal oxyborides), 알루미늄, 지르코늄, 아연, 주석, 티타늄, 및 이들의 조합으로 이루어진 군에서 선택되는 어느 하나인
봉지 소자.
- 제2항에 있어서,
상기 배리어 적층체 및 상기 소자 사이의 공간은 봉지된 부피로 정의되고,
상기 봉지된 부피는 가장자리 두께를 가지고,
상기 금속 잉크는 상기 봉지된 부피의 가장자리 두께보다 얇은 두께를 가지는
봉지 소자.
- 제2항에 있어서,
상기 배리어 적층체 및 상기 소자 사이의 공간은 봉지된 부피로 정의되고,
상기 봉지된 부피는 가장자리 두께를 가지고,
상기 금속 스트럿은 상기 봉지된 부피의 가장자리 두께보다 얇은 두께를 가지는
봉지 소자.
- 제2항에 있어서,
상기 배리어 적층체 및 상기 소자 사이의 공간은 봉지된 부피로 정의되고,
상기 봉지된 부피는 가장자리 두께를 가지고,
상기 금속 리본은 상기 봉지된 부피의 가장자리 두께보다 두꺼운 두께를 가지는
봉지 소자.
- 소자의 가장자리 또는 소자의 가장자리 인접부에, 금속 재료를 포함하는 에지 시일부를 적용하는 단계;
상기 소자 위에 접착층을 적용하는 단계; 및
상기 접착층 위에 배리어 적층체를 적용하는 단계
를 포함하고,
상기 배리어 적층체는 하나 이상의 단위체를 포함하고, 상기 단위체는 배리어층 및 디커플링층을 포함하고, 상기 배리어층은 배리어 재료를 포함하고, 상기 디커플링층은 고분자 재료 또는 유기 재료를 포함하는
소자의 봉지 방법.
- 제9항에 있어서,
상기 에지 시일부를 적용하는 단계는 상기 에지 시일부를 증착하는 단계이고,
상기 에지 시일부를 증착하는 단계는, 상기 소자의 가장자리 또는 소자의 가장자리 인접부에 금속 스트럿을 붙이는 단계 또는 상기 소자의 가장자리 또는 소자의 가장자리 인접부에 금속 잉크를 증착시키는 단계를 포함하는
소자의 봉지 방법.
- 제9항에 있어서,
상기 에지 시일부 내 금속 재료는 알칼리 금속, 알카리 토류 금속, 전이 금속, 제13족 금속, 제14족 금속, 및 이들의 합금으로 이루어진 군에서 선택된 어느 하나의 금속을 포함하는
소자의 봉지 방법.
- 제9항에 있어서,
상기 에지 시일부 내 금속 재료는 바륨, 알루미늄, 마그네슘, 칼슘, 나트륨, 스트론튬, 세슘, 지르코늄, 바나듐, 코발트, 철, 및 이들의 합금으로 이루어진 군에서 선택된 어느 하나의 금속을 포함하는
소자의 봉지 방법.
- 제9항에 있어서,
상기 배리어층 내 배리어 재료는 금속, 금속 산화물, 금속 질화물, 금속 옥시나이트라이드(metal oxynitrides), 금속 카바이드, 금속 옥시보라이드(metal oxyborides), 알루미늄, 지르코늄, 아연, 주석, 티타늄, 및 이들의 조합으로 이루어진 군에서 선택되는 어느 하나인
소자의 봉지 방법.
- 제10항에 있어서,
상기 접착층 위에 배리어 적층체를 적용하는 단계는 상기 배리어 적층체 및 상기 소자 사이에 봉지된 부피를 만드는 단계이고,
상기 봉지된 부피는 가장자리 두께를 가지고,
상기 금속 잉크는 상기 봉지된 부피의 가장자리 두께보다 얇은 두께를 가지는
소자의 봉지 방법.
- 제10항에 있어서,
상기 접착층 위에 배리어 적층체를 적용하는 단계는 상기 배리어 적층체 및 상기 소자 사이에 봉지된 부피를 만드는 단계이고,
상기 봉지된 부피는 가장자리 두께를 가지고,
상기 금속 스트럿은 상기 봉지된 부피의 가장자리 두께보다 얇은 두께를 가지는
소자의 봉지 방법.
- 소자 위에 접착층을 적용하는 단계;
상기 접착층 위에 배리어 적층체를 적용하는 단계;
상기 배리어 적층체의 가장자리 및 상기 접착층의 가장자리를 덮는 에지 시일부를 적용하는 단계
를 포함하고,
상기 배리어 적층체는 하나 이상의 단위체를 포함하고, 상기 단위체는 배리어층 및 디커플링층을 포함하고, 상기 배리어층은 배리어 재료를 포함하고, 상기 디커플링층은 고분자 재료 또는 유기 재료를 포함하고,
상기 에지 시일부는 금속 재료를 포함하는
봉지 소자의 제조 방법.
- 제16항에 있어서,
상기 에지 시일부를 적용하는 단계는 에지 시일부를 증착하는 단계이고,
상기 에지 시일부를 증착하는 단계는, 상기 배리어 적층체의 가장자리 및 상기 접착층의 가장자리에 금속 리본을 붙이는 단계를 포함하는
봉지 소자의 제조 방법.
- 제16항에 있어서,
상기 에지 시일부 내 금속 재료는 바륨, 알루미늄, 마그네슘, 칼슘, 나트륨, 스트론튬, 세슘, 지르코늄, 바나듐, 코발트, 철, 및 이들의 합금으로 이루어진 군에서 선택된 어느 하나의 금속을 포함하는
봉지 소자의 제조 방법.
- 제16항에 있어서,
상기 배리어층 내 배리어 재료는 금속, 금속 산화물, 금속 질화물, 금속 옥시나이트라이드(metal oxynitrides), 금속 카바이드, 금속 옥시보라이드(metal oxyborides), 알루미늄, 지르코늄, 아연, 주석, 티타늄, 및 이들의 조합으로 이루어진 군에서 선택되는 어느 하나인
봉지 소자의 제조 방법.
- 제16항에 있어서,
상기 접착층 위에 배리어 적층체를 적용하는 단계는 상기 배리어 적층체 및 상기 소자 사이에 봉지된 부피를 만드는 단계이고,
상기 봉지된 부피는 가장자리 두께를 가지고,
상기 금속 리본은 상기 봉지된 부피의 가장자리 두께보다 두꺼운 두께를 가지는
봉지 소자의 제조 방법.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462006016P | 2014-05-30 | 2014-05-30 | |
| US62/006,016 | 2014-05-30 | ||
| US14/723,402 US20150351167A1 (en) | 2014-05-30 | 2015-05-27 | Encapsulated device having edge seal and methods of making the same |
| US14/723,402 | 2015-05-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150138111A true KR20150138111A (ko) | 2015-12-09 |
Family
ID=54703476
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150076608A Ceased KR20150138111A (ko) | 2014-05-30 | 2015-05-29 | 에지 시일을 구비한 봉지 소자 및 이의 제조방법 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20150351167A1 (ko) |
| KR (1) | KR20150138111A (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SG11201900362PA (en) | 2016-07-22 | 2019-02-27 | 3M Innovative Properties Co | Structured film and articles thereof |
| CN108598294A (zh) * | 2018-07-05 | 2018-09-28 | 武汉华星光电半导体显示技术有限公司 | 一种oled器件的封装方法以及封装结构 |
| CN109346623B (zh) * | 2018-11-14 | 2020-12-29 | 信利(惠州)智能显示有限公司 | Amoled显示产品封边方法、封边结构及显示产品 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2082619B1 (en) * | 2006-11-06 | 2022-10-12 | Agency for Science, Technology And Research | Nanoparticulate encapsulation barrier stack |
| KR20100125674A (ko) * | 2009-05-21 | 2010-12-01 | 삼성모바일디스플레이주식회사 | 유기 발광 소자 및 이의 제조 방법 |
| DE102012109161B4 (de) * | 2012-09-27 | 2021-10-28 | Pictiva Displays International Limited | Organisches, optoelektronisches Bauelement, Verfahren zum Herstellen eines organischen, optoelektronischen Bauelementes und Verfahren zum stoffschlüssigen, elektrischen Kontaktieren |
| SG11201502946YA (en) * | 2012-10-18 | 2015-05-28 | Tera Barrier Films Pte Ltd | Encapsulation barrier stack |
| US9540526B2 (en) * | 2012-10-19 | 2017-01-10 | Konica Minolta, Inc. | Gas barrier film and method for manufacturing gas barrier film |
| CN104823300B (zh) * | 2012-12-05 | 2017-04-12 | 皇家飞利浦有限公司 | 电气设备,特别是有机发光设备 |
| CN103022354B (zh) * | 2012-12-28 | 2016-05-11 | 昆山工研院新型平板显示技术中心有限公司 | 一种柔性衬底 |
| JP6523252B2 (ja) * | 2013-05-02 | 2019-05-29 | テラ‐バリア フィルムズ プライベート リミテッド | デンドリマーでカプセル化されたナノ粒子を含むカプセル化バリアスタック |
-
2015
- 2015-05-27 US US14/723,402 patent/US20150351167A1/en not_active Abandoned
- 2015-05-29 KR KR1020150076608A patent/KR20150138111A/ko not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| US20150351167A1 (en) | 2015-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9401491B2 (en) | Direct/laminate hybrid encapsulation and method of hybrid encapsulation | |
| CN100520538C (zh) | 封装的显示装置 | |
| KR101715982B1 (ko) | 다중 적층 밀폐 장벽 및 관련 구조 및 밀폐 밀봉 방법 | |
| US9525155B2 (en) | Gas and moisture permeation barriers | |
| CN108649138B (zh) | 显示面板及其制作方法 | |
| KR101808535B1 (ko) | 플렉서블 표시 장치 및 이의 제조 방법 | |
| US20050249901A1 (en) | Composite modular barrier structures and packages | |
| JP2009095824A (ja) | 透明乾燥剤および有機エレクトロルミネッセンス装置 | |
| JP2007536169A5 (ko) | ||
| US9356258B2 (en) | OLEDs and other electronic devices using desiccants | |
| US20090217975A1 (en) | Glassless Solar Power Module Comprising at Least One Flexible Thin-Film Solar Cell and Method for Producing the Same | |
| KR101465212B1 (ko) | 초극유연성 봉지 박막 | |
| US7855509B2 (en) | Transparent drying agent and organic electroluminescent device | |
| TWI748265B (zh) | 濺射靶的包裝物的製作方法及運輸方法 | |
| CN107863454A (zh) | 柔性oled显示面板及其封装方法 | |
| KR20150138111A (ko) | 에지 시일을 구비한 봉지 소자 및 이의 제조방법 | |
| KR101767084B1 (ko) | 습식 패시베이션 층을 포함하는 저투과성 가스 울트라-배리어 | |
| CN112864337A (zh) | 柔性显示面板及其制备方法 | |
| JPWO2017221681A1 (ja) | 有機エレクトロルミネッセンス素子、及び、有機エレクトロルミネッセンス素子の製造方法 | |
| US20130330531A1 (en) | Barrier stacks and methods of making the same | |
| US20150346050A1 (en) | Multilayer encapsulation with integrated gas permeation sensor | |
| KR101083551B1 (ko) | 패시베이션 박막 | |
| JP2015529583A (ja) | 新規な障壁層スタック並びにその方法及びその構成 | |
| KR20140071243A (ko) | 배리어용 복합체, 및 이의 제조방법 | |
| US9761830B1 (en) | Environmental protection film for thin film devices |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PG1701 | Publication of correction |
St.27 status event code: A-3-3-P10-P19-oth-PG1701 Patent document republication publication date: 20160513 Republication note text: Request for Correction Notice (Document Request) Gazette number: 1020150138111 Gazette reference publication date: 20151209 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |