KR20170013663A - 자동 절단기용 프로파일 공급 장치 - Google Patents
자동 절단기용 프로파일 공급 장치 Download PDFInfo
- Publication number
- KR20170013663A KR20170013663A KR1020150106643A KR20150106643A KR20170013663A KR 20170013663 A KR20170013663 A KR 20170013663A KR 1020150106643 A KR1020150106643 A KR 1020150106643A KR 20150106643 A KR20150106643 A KR 20150106643A KR 20170013663 A KR20170013663 A KR 20170013663A
- Authority
- KR
- South Korea
- Prior art keywords
- profile
- conveyor
- profiles
- conveyed
- gripper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0625—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by endless conveyors, e.g. belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0625—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by endless conveyors, e.g. belts
- B26D7/0633—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by endless conveyors, e.g. belts by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G15/00—Conveyors having endless load-conveying surfaces, i.e. belts and like continuous members, to which tractive effort is transmitted by means other than endless driving elements of similar configuration
- B65G15/10—Conveyors having endless load-conveying surfaces, i.e. belts and like continuous members, to which tractive effort is transmitted by means other than endless driving elements of similar configuration comprising two or more co-operating endless surfaces with parallel longitudinal axes, or a multiplicity of parallel elements, e.g. ropes defining an endless surface
- B65G15/12—Conveyors having endless load-conveying surfaces, i.e. belts and like continuous members, to which tractive effort is transmitted by means other than endless driving elements of similar configuration comprising two or more co-operating endless surfaces with parallel longitudinal axes, or a multiplicity of parallel elements, e.g. ropes defining an endless surface with two or more endless belts
- B65G15/20—Conveyors having endless load-conveying surfaces, i.e. belts and like continuous members, to which tractive effort is transmitted by means other than endless driving elements of similar configuration comprising two or more co-operating endless surfaces with parallel longitudinal axes, or a multiplicity of parallel elements, e.g. ropes defining an endless surface with two or more endless belts arranged side by side, e.g. for conveyance of flat articles in vertical position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G43/00—Control devices, e.g. for safety, warning or fault-correcting
- B65G43/08—Control devices operated by article or material being fed, conveyed or discharged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/905—Control arrangements
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Attitude Control For Articles On Conveyors (AREA)
Abstract
또한, 본 발명은 스토퍼를 이용하여 이송된 프로파일이 컨베이어 위에서 떨어지기 전에 컨베이어를 정지시키고 그립퍼가 가장 앞에 있는 프로파일을 잡아서 옮김에 따라 다시 컨베이어를 작동시켜 항상 컨베이어 위에는 밀착된 상태로 프로파일로 채워질 수 있게 제어하므로, 구조가 간단하면서도 쉽게 제작할 수 있을 뿐만 아니라 생산성을 높일 수 있게 한 자동 절단기용 프로파일 공급 장치를 제공하는 데 다른 목적이 있다.
그리고, 본 발명은 이처럼 밀착된 프로파일을 폭이 넓은 경우 하나를, 그리고 폭이 좁은 경우 두 개 내지 네 개의 프로파일을 자동 절단기에 공급할 수 있게 구성하므로, 폭이 좁은 프로파일을 가공할 때 절단 시간을 줄여 생산성을 높일 수 있게 한 자동 절단기용 프로파일 공급 장치를 제공하는 데 또 다른 목적이 있다.
Description
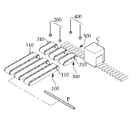
[도 2]는 본 발명에 따른 자동 절단기용 프로파일 공급 장치의 전체 구성을 보여주기 위하여 개략적으로 도시한 사시도.
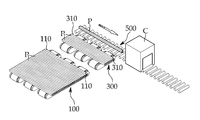
[도 3] 내지 [도 5]는 본 발명에 따른 자동 절단기용 프로파일 공급 장치의 작동 상태를 설명하기 위해 구성 일부를 생략해서 보여주는 사시도.
110 : 제1 스토퍼
200 : 제1 그립퍼
300 : 제2 컨베이어
310 : 제2 스토퍼
400 : 제2 그립퍼
500 : 제3 컨베이어
Claims (4)
- 창호 틀을 제작하기 위해 미리 정한 크기와 형태로 절단하는 절단기(C)에 프로파일(P)을 공급하는 공급 장치에 있어서,
프로파일(P)을 그 폭 방향으로 이송하여 서로 이웃한 프로파일(P)이 서로 밀착된 상태로 이송시켜 주고, 제1 스토퍼(110)를 갖춰 이송된 프로파일(P)이 밀려서 떨어지지 않게 정지시켜 주는 제1 컨베이어(100);
상기 제1 컨베이어(100)에 밀착되게 이송된 프로파일(P)을 차례로 잡아서 이송시켜 주는 제1 그립퍼(200);
상기 제1 그립퍼(200)에 의해 이송된 프로파일(P)을 이송시켜 주며, 제2 스토퍼(310)를 갖춰 이송된 프로파일(P)이 밀려서 떨어지지 않게 정지시켜 주는 제2 컨베이어(300);
상기 제2 컨베이어(300)에서 프로파일(P)을 잡아서 이송시켜 주는 제2 그립퍼(400);
상기 제2 그립퍼(400)에 의해 이송된 프로파일(P)을 절단기(C)에서 절단할 수 있게 프로파일(P)을 그 길이 방향으로 이송시켜 주는 제3 컨베이어(500); 및
상기 제1 및 제2 스토퍼(110, 310)에 프로파일(P)이 닿는지 여부에 따라 컨베이어를 작동시키고, 미리 입력된 개수만큼 프로파일(P)을 잡아서 이송할 수 있게 제1 및 제2 그립퍼(200, 400)을 제어하는 제어기;를 포함하는 것을 특징으로 하는 자동 절단기용 프로파일 공급 장치.
- 제1항에 있어서,
상기 제어기는,
상기 제1 컨베이어(100)의 한쪽에 놓인 프로파일(P)이 다른 한쪽까지 이송되어 상기 제1 스토퍼(110)에 닿으면 제1 컨베이어(100)를 정지하게 하고,
상기 제1 컨베이어(100)의 다른 한쪽에 놓인 프로파일(P)이 제2 컨베이어(300)로 옮겨지면 그 다음 프로파일(P)이 제1 스토퍼(110)에 맞닿을 때까지 제1 컨베이어(100)가 동작하였다가 멈추도록 제어하는 것을 특징으로 하는 자동 절단기용 프로파일 공급 장치.
- 제1항에 있어서,
상기 제어기는,
상기 제2 컨베이어(300)의 한쪽에 놓인 프로파일(P)이 다른 한쪽까지 이송되어 상기 제2 스토퍼(310)에 닿으면 제2 컨베이어(300)를 정지하게 하고,
상기 제2 컨베이어(300)의 다른 한쪽에 놓인 프로파일(P)이 제3 컨베이어(500)로 옮겨지면 그 다음 프로파일(P)이 제2 스토퍼(310)에 맞닿을 때까지 제2 컨베이어(300)가 동작하였다가 멈추도록 제어하는 것을 특징으로 하는 자동 절단기용 프로파일 공급 장치.
- 제1항에 있어서,
상기 제2 그립퍼(400)는 1~4개의 프로파일(P)을 한 번에 제3 컨베이어(500)로 이송시켜 주는 것을 특징으로 하는 자동 절단기용 프로파일 공급 장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150106643A KR20170013663A (ko) | 2015-07-28 | 2015-07-28 | 자동 절단기용 프로파일 공급 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150106643A KR20170013663A (ko) | 2015-07-28 | 2015-07-28 | 자동 절단기용 프로파일 공급 장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170013663A true KR20170013663A (ko) | 2017-02-07 |
Family
ID=58108298
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150106643A Ceased KR20170013663A (ko) | 2015-07-28 | 2015-07-28 | 자동 절단기용 프로파일 공급 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170013663A (ko) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102023303B1 (ko) * | 2019-02-20 | 2019-09-19 | 주식회사 흥성엔지니어링 | 자동절단기용 프로파일 투입 장치 |
| CN110421614A (zh) * | 2019-07-12 | 2019-11-08 | 王春婕 | 一种玻璃钢生产加工工艺 |
| CN110978099A (zh) * | 2019-12-09 | 2020-04-10 | 九江鸿立食品有限公司 | 一种姜片深加工用生姜切片装置 |
| KR102130248B1 (ko) * | 2019-04-30 | 2020-07-03 | 주식회사 흥성엔지니어링 | 창호 틀의 배수구멍 가공장치 |
| KR102200214B1 (ko) | 2019-10-15 | 2021-01-08 | 주식회사 흥성엔지니어링 | Pvc 창호의 프로파일을 절단·가공한 뒤 조립의 편리성을 위한 컨베이어 라인 장치 |
| KR20210044733A (ko) | 2020-11-19 | 2021-04-23 | 주식회사 흥성엔지니어링 | Pvc 창호의 프로파일을 절단·가공한 뒤 조립의 편리성을 위한 컨베이어 라인 장치 |
| CN113145710A (zh) * | 2021-03-26 | 2021-07-23 | 江阴复睿金属科技有限公司 | 一种用于金属型材水平加工的自动化生产设备 |
| CN113458837A (zh) * | 2021-06-30 | 2021-10-01 | 中船黄埔文冲船舶有限公司 | 一种型材切割系统及型材切割方法 |
| CN118305594A (zh) * | 2024-04-17 | 2024-07-09 | 江苏古彦铝业有限公司 | 一种连续铝材切割成型装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101379622B1 (ko) | 2011-06-17 | 2014-03-28 | (주)엘지하우시스 | 공압출을 이용한 창호 프로파일 제조설비 |
| KR20140101027A (ko) | 2013-02-07 | 2014-08-19 | (주)엘지하우시스 | 창호용 프로파일, 이를 제조하기 위한 제조장치 및 제조방법 |
| KR20150055230A (ko) | 2013-11-13 | 2015-05-21 | (주)엘지하우시스 | 창호용 프로파일 자동 절단장치 |
-
2015
- 2015-07-28 KR KR1020150106643A patent/KR20170013663A/ko not_active Ceased
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101379622B1 (ko) | 2011-06-17 | 2014-03-28 | (주)엘지하우시스 | 공압출을 이용한 창호 프로파일 제조설비 |
| KR20140101027A (ko) | 2013-02-07 | 2014-08-19 | (주)엘지하우시스 | 창호용 프로파일, 이를 제조하기 위한 제조장치 및 제조방법 |
| KR20150055230A (ko) | 2013-11-13 | 2015-05-21 | (주)엘지하우시스 | 창호용 프로파일 자동 절단장치 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102023303B1 (ko) * | 2019-02-20 | 2019-09-19 | 주식회사 흥성엔지니어링 | 자동절단기용 프로파일 투입 장치 |
| KR102130248B1 (ko) * | 2019-04-30 | 2020-07-03 | 주식회사 흥성엔지니어링 | 창호 틀의 배수구멍 가공장치 |
| CN110421614A (zh) * | 2019-07-12 | 2019-11-08 | 王春婕 | 一种玻璃钢生产加工工艺 |
| KR102200214B1 (ko) | 2019-10-15 | 2021-01-08 | 주식회사 흥성엔지니어링 | Pvc 창호의 프로파일을 절단·가공한 뒤 조립의 편리성을 위한 컨베이어 라인 장치 |
| CN110978099A (zh) * | 2019-12-09 | 2020-04-10 | 九江鸿立食品有限公司 | 一种姜片深加工用生姜切片装置 |
| KR20210044733A (ko) | 2020-11-19 | 2021-04-23 | 주식회사 흥성엔지니어링 | Pvc 창호의 프로파일을 절단·가공한 뒤 조립의 편리성을 위한 컨베이어 라인 장치 |
| CN113145710A (zh) * | 2021-03-26 | 2021-07-23 | 江阴复睿金属科技有限公司 | 一种用于金属型材水平加工的自动化生产设备 |
| CN113145710B (zh) * | 2021-03-26 | 2022-07-05 | 江阴复睿金属科技有限公司 | 一种用于金属型材水平加工的自动化生产设备 |
| CN113458837A (zh) * | 2021-06-30 | 2021-10-01 | 中船黄埔文冲船舶有限公司 | 一种型材切割系统及型材切割方法 |
| CN118305594A (zh) * | 2024-04-17 | 2024-07-09 | 江苏古彦铝业有限公司 | 一种连续铝材切割成型装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170013663A (ko) | 자동 절단기용 프로파일 공급 장치 | |
| KR101565217B1 (ko) | 조미김 가공을 위한 자동화장치 | |
| TWI626205B (zh) | 積載輸送機系統及搬送系統 | |
| US8147177B2 (en) | Apparatus and method for economically forming layers of packing units | |
| US8915353B2 (en) | Belt conveyor system, roller-engagement mechanism, and related method | |
| RU2672937C2 (ru) | Заслоночное устройство для перенаправления массового потока стержневидных изделий в транспортирующих каналах табачного производства | |
| JP5285647B2 (ja) | 物品供給装置 | |
| EP2069220B1 (en) | Method and device for measuring the properties of moving objects | |
| KR101459930B1 (ko) | 김 가공을 위한 자동화장치 | |
| KR101958550B1 (ko) | 김 이송시스템 및 그 이송방법 | |
| JP6353625B2 (ja) | 物品取扱い装置 | |
| ITMI941885A1 (it) | Apparecchiatura per far confluire prodotti provenienti da corsie multiple | |
| CN102196978B (zh) | 用于装载如纸板的相对刚性的材料的设备和相关的装载方法 | |
| WO2009048904A1 (en) | Improved plant product conveyor system and method | |
| CN105592727A (zh) | 用于传送杆状制品的系统和方法以及用于将杆状制品保持在输送带中的装置和方法 | |
| JP2010532831A (ja) | 種々の空洞を有する構造物への充填を行う装置および方法 | |
| JP4960267B2 (ja) | 物品供給装置 | |
| JP2009083949A5 (ko) | ||
| JP2007230751A (ja) | グルーピング装置 | |
| JPH08231041A (ja) | 物品の整列搬送方法及び装置 | |
| US11511941B2 (en) | Discharge belt for a palletising device | |
| US20070045084A1 (en) | Device for handling packets | |
| JP2004358843A (ja) | 連続成形品の切断装置及び切断方法 | |
| CN108137240A (zh) | 感测输送机中的物品 | |
| JP6463055B2 (ja) | 供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20150728 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20160727 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20170105 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20160727 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| X091 | Application refused [patent] | ||
| AMND | Amendment | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20170105 Comment text: Decision to Refuse Application Patent event code: PX09012R01I Patent event date: 20160830 Comment text: Amendment to Specification, etc. |
|
| PG1501 | Laying open of application | ||
| PX0601 | Decision of rejection after re-examination |
Comment text: Decision to Refuse Application Patent event code: PX06014S01D Patent event date: 20170216 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20170116 Comment text: Decision to Refuse Application Patent event code: PX06011S01I Patent event date: 20170105 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20160830 Comment text: Notification of reason for refusal Patent event code: PX06013S01I Patent event date: 20160727 |
|
| X601 | Decision of rejection after re-examination | ||
| J201 | Request for trial against refusal decision | ||
| PJ0201 | Trial against decision of rejection |
Patent event date: 20170317 Comment text: Request for Trial against Decision on Refusal Patent event code: PJ02012R01D Patent event date: 20170216 Comment text: Decision to Refuse Application Patent event code: PJ02011S01I Patent event date: 20170105 Comment text: Decision to Refuse Application Patent event code: PJ02011S01I Appeal kind category: Appeal against decision to decline refusal Decision date: 20181130 Appeal identifier: 2017101001300 Request date: 20170317 |
|
| J301 | Trial decision |
Free format text: TRIAL NUMBER: 2017101001300; TRIAL DECISION FOR APPEAL AGAINST DECISION TO DECLINE REFUSAL REQUESTED 20170317 Effective date: 20181130 |
|
| PJ1301 | Trial decision |
Patent event code: PJ13011S01D Patent event date: 20181130 Comment text: Trial Decision on Objection to Decision on Refusal Appeal kind category: Appeal against decision to decline refusal Request date: 20170317 Decision date: 20181130 Appeal identifier: 2017101001300 |