KR20170033791A - 3d 프린터의 플렉서블 필라멘트 피딩장치 - Google Patents
3d 프린터의 플렉서블 필라멘트 피딩장치 Download PDFInfo
- Publication number
- KR20170033791A KR20170033791A KR1020160119534A KR20160119534A KR20170033791A KR 20170033791 A KR20170033791 A KR 20170033791A KR 1020160119534 A KR1020160119534 A KR 1020160119534A KR 20160119534 A KR20160119534 A KR 20160119534A KR 20170033791 A KR20170033791 A KR 20170033791A
- Authority
- KR
- South Korea
- Prior art keywords
- filament
- outlet
- flexible
- motor
- printer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B29C67/0085—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/321—Feeding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/118—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using filamentary material being melted, e.g. fused deposition modelling [FDM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/241—Driving means for rotary motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/364—Conditioning of environment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Health & Medical Sciences (AREA)
- Environmental & Geological Engineering (AREA)
- Toxicology (AREA)
Abstract
Description
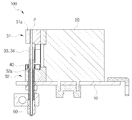
도 2는 본 발명의 일실시 예에 따른 피딩장치 정면투시도
도 3은 본 발명의 일실시 예에 따른 피딩장치 측면투시도
도 4는 본 발명의 일실시 예에 따른 필라멘트 블록 확대단면도
10 : 지지대
20 : 모터
30 : 필라멘트 사출부 31 : 상측 모터브라켓
32 : 하측 모터브라켓 33 : 사출 기어
34 : 베어링
40 : 필라멘트 블록 41 : 가이드관
50 : 서멀 배럴 51 : 테프론 튜브
60 : 노즐
Claims (9)
- 플렉서블 필라멘트가 사출 기어와 모터 브라켓 사이로 빠져나오는 문제를 방지하는 필라멘트 블록 구조를 포함하는, 3D 프린터의 플렉서블 필라멘트 피딩장치.
- 3D 프린터 출력을 위한 플렉서블 필라멘트가 공급되는 유입구와, 플렉서블 필라멘트가 유출되는 유출구와, 상기 유입구로 공급되는 필라멘트를 상기 유출구로 유출하도록 상기 필라멘트를 상기 유출구 측으로 가압하는 사출기어를 포함하는 필라멘트 사출부;
상기 유출구에서 유출되는 필라멘트를 공급받아 가열하여 유출하는 서멀 배럴; 및
상기 서멀 배럴에서 배출되는 가열된 필라멘트를 공급받아 3D 프린팅을 위해 토출하는 노즐; 을 포함하되,
상기 사출기어와 상기 유출구 사이에 구비되며, 상기 필라멘트를 상기 유출구 측으로 안내하도록 가이드관이 형성된 필라멘트 블록;
을 더 포함하는, 3D 프린터의 플렉서블 필라멘트 피딩장치.
- 제 2항에 있어서,
상기 필라멘트 사출부는,
상기 사출기어를 회전시키는 모터; 및
상기 모터를 고정시키기 위한 모터브라켓; 을 더 포함하고,
상기 유입구는 상기 모터의 상측을 지지하는 상측 모터브라켓에 형성되고, 상기 유출구는 상기 모터의 하측을 지지하는 하측 모터브라켓에 형성되며, 상기 필라멘트 블록은, 상기 사출기어와 상기 하측 모터브라켓 사이에 구비되는, 3D 프린터의 플렉서블 필라멘트 피딩장치.
- 제 3항에 있어서,
상기 가이드관은,
상측이 상기 사출 기어의 하측에 인접하며, 하측이 상기 하측 모터브라켓의 유출구에 인접하여 배치되는, 3D 프린터의 플렉서블 필라멘트 피딩장치.
- 제 4항에 있어서,
상기 가이드관은,
상하 길이 조절이 가능한 것을 특징으로 하는, 3D 프린터의 플렉서블 필라멘트 피딩장치.
- 제 5항에 있어서,
상기 가이드관의 하측에는,
상기 가이드관을 상방으로 가압하도록 상기 가이드관에 탄성을 가하는 스프링이 구비된, 3D 프린터의 플렉서블 필라멘트 피딩장치.
- 제 3항에 있어서,
상기 필라멘트 사출부는,
상기 사출 기어의 대향측에 형성되는 베어링; 을 더 포함하고,
상기 필라멘트는 상기 베어링과 상기 사출 기어 사이에 공급되는, 3D 프린터의 플렉서블 필라멘트 피딩장치.
- 제 7항에 있어서,
상기 서멀 배럴은,
내부에 상기 필라멘트가 이동하는 테프론 튜브가 구비되며, 상기 테프론 튜브의 상측은 상기 모터브라켓의 하측을 관통하여 형성되되, 상단이 상기 필라멘트 블록의 하단을 통해 고정되는, 3D 프린터의 플렉서블 필라멘트 피딩장치.
- 제 1항에 있어서,
상기 필라멘트 블록 상에는 상기 필라멘트 블록을 이동하는 필라멘트의 냉각을 위한 냉각채널이 구비되는, 3D 프린터의 플렉서블 필라멘트 피딩장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20150131753 | 2015-09-17 | ||
| KR1020150131753 | 2015-09-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170033791A true KR20170033791A (ko) | 2017-03-27 |
| KR101773134B1 KR101773134B1 (ko) | 2017-08-30 |
Family
ID=58497025
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160119534A Expired - Fee Related KR101773134B1 (ko) | 2015-09-17 | 2016-09-19 | 3d 프린터의 플렉서블 필라멘트 피딩장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101773134B1 (ko) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107839235A (zh) * | 2017-12-20 | 2018-03-27 | 深圳市为趣科技有限公司 | 一种用于3d打印机的送丝机 |
| KR20200010682A (ko) * | 2018-07-11 | 2020-01-31 | 박영일 | 3d 프린터용 압출기 |
| KR102207908B1 (ko) * | 2020-03-17 | 2021-01-26 | 다윈그룹(주) | 3d프린팅에 의한 쌀 플라스틱 성형물 제조방법 |
| US11945162B2 (en) * | 2018-12-20 | 2024-04-02 | Jabil Inc. | Apparatus, system and method of providing dynamic hob pinch force in an additive manufacturing print head |
| US11975485B2 (en) | 2018-12-20 | 2024-05-07 | Jabil Inc. | Apparatus, system and method of providing dynamic hob pinch force in an additive manufacturing print head |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101432121B1 (ko) * | 2013-06-25 | 2014-08-20 | 주식회사 오픈크리에이터즈 | 3차원 프린터용 노즐 어셈블리 |
| KR101533998B1 (ko) | 2014-03-25 | 2015-07-07 | 전영곡 | 3차원 프린터용 필라멘트 제조장치 |
-
2016
- 2016-09-19 KR KR1020160119534A patent/KR101773134B1/ko not_active Expired - Fee Related
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107839235A (zh) * | 2017-12-20 | 2018-03-27 | 深圳市为趣科技有限公司 | 一种用于3d打印机的送丝机 |
| KR20200010682A (ko) * | 2018-07-11 | 2020-01-31 | 박영일 | 3d 프린터용 압출기 |
| US11945162B2 (en) * | 2018-12-20 | 2024-04-02 | Jabil Inc. | Apparatus, system and method of providing dynamic hob pinch force in an additive manufacturing print head |
| US11975485B2 (en) | 2018-12-20 | 2024-05-07 | Jabil Inc. | Apparatus, system and method of providing dynamic hob pinch force in an additive manufacturing print head |
| US11987000B2 (en) | 2018-12-20 | 2024-05-21 | Jabil Inc. | Apparatus, system and method of providing dynamic hob pinch force in an additive manufacturing print head |
| US12070901B2 (en) | 2018-12-20 | 2024-08-27 | Jabil Inc. | Apparatus, system and method of providing dynamic hob pinch force in an additive manufacturing print head |
| KR102207908B1 (ko) * | 2020-03-17 | 2021-01-26 | 다윈그룹(주) | 3d프린팅에 의한 쌀 플라스틱 성형물 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101773134B1 (ko) | 2017-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101773134B1 (ko) | 3d 프린터의 플렉서블 필라멘트 피딩장치 | |
| KR101479900B1 (ko) | 3d 프린팅 장치 및 방법, 이를 이용한 방파제 단위 유닛 제조 방법 | |
| JP6932493B2 (ja) | 3次元物体プリンタ用の押出印刷ヘッド | |
| KR101575061B1 (ko) | 3d 프린터의 노즐 가변수단 | |
| KR102295482B1 (ko) | 삼차원 프린터 | |
| TWI781232B (zh) | 分配系統與在積層製造設備中分配粉末的方法 | |
| KR101676606B1 (ko) | 3d 프린터용 분말 공급장치 | |
| KR101855184B1 (ko) | 가변형 레이저 조사장치를 구비한 3d 프린터 | |
| KR101769144B1 (ko) | Fdm용 필라멘트 제조 장치,와이어가 담지된 fdm용 필라멘트 및 이를 이용하는 3차원 프린터 | |
| KR101938233B1 (ko) | 컬러 3d 프린터의 출력 헤드 | |
| KR101523692B1 (ko) | 3차원 프린터 | |
| KR101978996B1 (ko) | 서포터 최소화를 위한 3d프린터 | |
| IL229012A (en) | Detachable fiber carrier and nozzle for a 3D printer | |
| KR20160024452A (ko) | 직경이 다른 복수 개의 노즐을 구비한 3d 프린터 | |
| KR20150122504A (ko) | 3d 프린터용 헤드 어셈블리 | |
| KR101518402B1 (ko) | 정전기력을 이용한 용융 침착 모델링 인쇄 장치 | |
| KR20160125614A (ko) | 3d 프린터용 압출기의 온도조절장치 | |
| CN109952190B (zh) | 熔融沉积建模方式的三维打印机 | |
| CN104149347A (zh) | 一种多打印头的3d打印机 | |
| KR101820920B1 (ko) | 3차원 프린터 | |
| KR20170132410A (ko) | 노즐 교체형 3차원 프린터 | |
| KR20200010682A (ko) | 3d 프린터용 압출기 | |
| KR20190143523A (ko) | 원뿔형 가변 노즐 | |
| KR101801457B1 (ko) | 3d 프린터 장치 | |
| US20220168968A1 (en) | Resin molding method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| A302 | Request for accelerated examination | ||
| PA0302 | Request for accelerated examination |
St.27 status event code: A-1-2-D10-D17-exm-PA0302 St.27 status event code: A-1-2-D10-D16-exm-PA0302 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20240825 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20240825 |