KR20170049603A - 상이한 두께의 재료의 레이저 용접 방법 - Google Patents
상이한 두께의 재료의 레이저 용접 방법 Download PDFInfo
- Publication number
- KR20170049603A KR20170049603A KR1020177010335A KR20177010335A KR20170049603A KR 20170049603 A KR20170049603 A KR 20170049603A KR 1020177010335 A KR1020177010335 A KR 1020177010335A KR 20177010335 A KR20177010335 A KR 20177010335A KR 20170049603 A KR20170049603 A KR 20170049603A
- Authority
- KR
- South Korea
- Prior art keywords
- welding
- plate
- laser beam
- laser
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
- B23K26/26—Seam welding of rectilinear seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
- B23K26/046—Automatically focusing the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
- B23K26/242—Fillet welding, i.e. involving a weld of substantially triangular cross section joining two parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
Description
도 2는, 종래 기술에서 맞댄 간격이 넓은 경우의 용접부 단면을 나타낸 도면.
도 3은, 종래의 단차 용접부의 단면을 나타낸 도면.
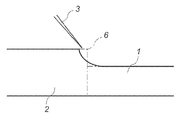
도 4는, 본 발명의 상이한 두께의 재료의 레이저 용접 방법을 모식적으로 나타낸 도면으로서, 레이저 조준 위치, 레이저 조사각, 맞댄 간격을 정의하는 도면.



10a … (얇은 판)의 맞댄 단면
12 … 두꺼운 판
12a … (두꺼운 판)의 맞댄 단면
14 … 레이저 빔
C … (두꺼운 판과 얇은 판의) 맞댄 간격
D … 조준 위치 깊이
P … 레이저 빔의 조준 위치
t … 얇은 판의 맞댄 단면의 면 방향의 두께
θ … 레이저 빔의 입사각
Claims (4)
- 두께가 다른 얇은 판(10)과 두꺼운 판(12)을, 그것들의 한 표면이 편평해지도록 맞댄 후, 그 맞댄 면에 레이저 빔(14)을 조사하여 용접하는 상이한 두께의 재료의 레이저 용접 방법으로서,
상기 레이저 빔(14)을, 얇은 판(10)의 상기 편평하게 한 표면측으로부터 두꺼운 판(12)의 맞댄 단면(12a)을 향해 비스듬히 입사시키고, 상기 레이저 빔(14)의 조준 위치(P)를 상기 두꺼운 판(12)의 맞댄 단면(12a)으로 하는 동시에, 상기 레이저 빔(14) 입사측 판재 표면으로부터의 조준 위치 깊이(D)를 하기 (1)식의 범위로 하는 것을 특징으로 하는, 상이한 두께의 재료의 레이저 용접 방법.
t/3≤D≤t … (1)
(단, t는 얇은 판(10)의 맞댄 단면(10a)의 면 방향의 두께이고, D, t 둘다 단위는 mm.) - 제 1 항에 있어서,
상기 레이저 빔(14)의 입사각(θ)이 상기 두꺼운 판(12)의 맞댄 단면(12a)에 대하여 5°내지 30°얇은 판(10)측으로 경사시킨 것인 것을 특징으로 하는, 상이한 두께의 재료의 레이저 용접 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 두꺼운 판(12)과 상기 얇은 판(10)의 맞댄 간격(C)이 1.0mm 이하인 것을 특징으로 하는, 상이한 두께의 재료의 레이저 용접 방법. - 제 1 항 내지 제 3 항 중 어느 한 항에 기재된 상이한 두께의 재료의 용접 방법으로 용접한 상이한 두께의 용접 부재로서,
맞댄 면에서의 면적의 50% 이상에서 용입이 생겨 있는 것을 특징으로 하는, 상이한 두께의 용접 부재.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014197162A JP6089323B2 (ja) | 2014-09-26 | 2014-09-26 | 差厚材のレーザ溶接方法 |
| JPJP-P-2014-197162 | 2014-09-26 | ||
| PCT/JP2015/002761 WO2016047008A1 (ja) | 2014-09-26 | 2015-06-01 | 差厚材のレーザ溶接方法及び該方法を用いた差厚溶接部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170049603A true KR20170049603A (ko) | 2017-05-10 |
| KR101831584B1 KR101831584B1 (ko) | 2018-02-23 |
Family
ID=55580564
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177010335A Active KR101831584B1 (ko) | 2014-09-26 | 2015-06-01 | 상이한 두께의 재료의 레이저 용접 방법 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US9993896B2 (ko) |
| EP (1) | EP3184231B1 (ko) |
| JP (1) | JP6089323B2 (ko) |
| KR (1) | KR101831584B1 (ko) |
| CN (1) | CN107073649B (ko) |
| AU (1) | AU2015323262B2 (ko) |
| BR (1) | BR112017005389A2 (ko) |
| CA (1) | CA2962720C (ko) |
| MX (1) | MX2017003094A (ko) |
| MY (1) | MY165597A (ko) |
| NZ (1) | NZ730053A (ko) |
| PH (1) | PH12017500565B1 (ko) |
| RU (1) | RU2636425C1 (ko) |
| WO (1) | WO2016047008A1 (ko) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6819479B2 (ja) | 2017-06-21 | 2021-01-27 | トヨタ自動車株式会社 | 金属部材及びその製造方法 |
| CN110238511B (zh) * | 2018-03-09 | 2021-05-07 | 上海海立电器有限公司 | 一种激光焊接方法 |
| JP7160090B2 (ja) * | 2018-03-29 | 2022-10-25 | 日本製鉄株式会社 | 金属材料の複合溶接方法および金属材料の突合せ溶接部材 |
| DE102018220445A1 (de) * | 2018-11-28 | 2020-05-28 | Trumpf Laser- Und Systemtechnik Gmbh | Verfahren zum Stoßschweißen zweier Werkstücke mittels eines UKP-Laserstrahls sowie zugehöriges optisches Element |
| DE102018220447A1 (de) | 2018-11-28 | 2020-05-28 | Trumpf Laser Gmbh | Verfahren zum Stoßschweißen mittels eines UKP-Laserstrahls sowie aus Einzelteilen zusammengefügtes optisches Element |
| WO2020175573A1 (ja) * | 2019-02-27 | 2020-09-03 | Jfeスチール株式会社 | 組立スラブおよびその製造方法ならびにクラッド鋼材の製造方法 |
| JP6989549B2 (ja) * | 2019-03-13 | 2022-01-05 | フタバ産業株式会社 | 接合体の製造方法 |
| CN112935553B (zh) * | 2021-03-23 | 2025-12-05 | 昆山华恒焊接股份有限公司 | 激光焊接系统、激光焊接控制方法、装置及存储介质 |
| CN119501288B (zh) * | 2024-11-26 | 2025-11-11 | 华中科技大学 | 能够抑制驼峰缺陷的焊接方法及装置 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59135886U (ja) * | 1983-02-28 | 1984-09-11 | 川崎製鉄株式会社 | レ−ザ−溶接機 |
| ATE73372T1 (de) * | 1986-12-22 | 1992-03-15 | Thyssen Stahl Ag | Verfahren zum herstellen eines formkoerpers aus blechteilen unterschiedlicher dicke. |
| IT1239663B (it) * | 1990-03-05 | 1993-11-11 | Prima Cimolai | Procedimento di saldatura per travi metalliche e travi metalliche cosi' ottenute |
| DE4022062C1 (en) * | 1990-07-11 | 1991-11-14 | Thyssen Stahl Ag, 4100 Duisburg, De | Strip guide for butt welding along edge - uses sensors along length for control changing axial position of deflection rollers |
| JPH04367304A (ja) * | 1991-06-14 | 1992-12-18 | Nippon Steel Corp | 圧延用板のレーザーによる溶接方法 |
| JPH05131283A (ja) * | 1991-11-13 | 1993-05-28 | Sekisui Chem Co Ltd | レーザによる突合せ溶接方法 |
| CA2108761A1 (en) * | 1992-10-23 | 1994-04-24 | Koichi Haruta | Method and apparatus for welding material by laser beam |
| JPH07132386A (ja) * | 1993-11-11 | 1995-05-23 | Nissan Motor Co Ltd | 板厚の異なる板材の突合せ溶接方法 |
| JP3230228B2 (ja) | 1994-12-22 | 2001-11-19 | 日産自動車株式会社 | レーザ溶接方法 |
| JP3293401B2 (ja) * | 1995-03-20 | 2002-06-17 | トヨタ自動車株式会社 | レーザ溶接方法 |
| JPH08300008A (ja) * | 1995-04-28 | 1996-11-19 | Nippon Steel Corp | 全連続熱間圧延のシートバーの溶接装置 |
| JPH09216078A (ja) * | 1996-02-06 | 1997-08-19 | Sanyo Mach Works Ltd | レーザ溶接方法及びレーザ溶接装置 |
| JPH1015680A (ja) * | 1996-07-05 | 1998-01-20 | Nissan Motor Co Ltd | レーザ差厚突合せ溶接装置、溶接システム及び溶接方法 |
| RU2104137C1 (ru) * | 1996-10-29 | 1998-02-10 | Акционерное общество закрытого типа "Технолазер" | Способ лазерной сварки стыковых соединений |
| JPH1133760A (ja) * | 1997-07-18 | 1999-02-09 | Nissan Motor Co Ltd | ブランク材の突き合わせ溶接装置 |
| JPH11167904A (ja) * | 1997-09-30 | 1999-06-22 | Matsushita Electric Ind Co Ltd | 角形電池の製造方法 |
| JP3456424B2 (ja) * | 1998-09-30 | 2003-10-14 | スズキ株式会社 | レーザ溶接方法及びレーザ溶接装置 |
| CA2347427A1 (en) * | 1998-11-18 | 2000-05-25 | Elpatronic Ag | Method and device for laser welding metal sheets |
| JP3971525B2 (ja) * | 1998-11-27 | 2007-09-05 | 新日本製鐵株式会社 | 鋼帯の接合方法 |
| US6204469B1 (en) * | 1999-03-04 | 2001-03-20 | Honda Giken Kogyo Kabushiki Kaisha | Laser welding system |
| JP4505071B2 (ja) * | 1999-03-19 | 2010-07-14 | 新日本製鐵株式会社 | 鋼帯の接合方法 |
| JP2001030089A (ja) * | 1999-07-19 | 2001-02-06 | Sumitomo Electric Ind Ltd | レーザ溶接方法 |
| JP2001353587A (ja) * | 2000-06-13 | 2001-12-25 | Nissan Motor Co Ltd | 高炭素鋼と低炭素鋼との溶接方法 |
| JP3854490B2 (ja) * | 2001-10-25 | 2006-12-06 | 日立建機株式会社 | 差厚材のレーザ溶接方法 |
| RU2264901C1 (ru) * | 2004-03-09 | 2005-11-27 | Воронежский государственный технический университет | Способ лучевой сварки световым лучом |
| JP2007237216A (ja) * | 2006-03-07 | 2007-09-20 | Kobe Steel Ltd | レーザ溶接方法およびレーザ溶接装置 |
| JP5219959B2 (ja) | 2009-08-11 | 2013-06-26 | 三菱電機株式会社 | T字継手の溶接方法及び装置 |
| CN103182403A (zh) * | 2011-12-31 | 2013-07-03 | 上海和达汽车配件有限公司 | 基于高强度不等厚板材制管的激光焊接方法 |
| JP6162397B2 (ja) * | 2012-12-20 | 2017-07-12 | 株式会社エフテック | 差厚材及びそれを用いた筒状部材 |
-
2014
- 2014-09-26 JP JP2014197162A patent/JP6089323B2/ja active Active
-
2015
- 2015-06-01 EP EP15843959.6A patent/EP3184231B1/en not_active Not-in-force
- 2015-06-01 US US15/514,088 patent/US9993896B2/en active Active
- 2015-06-01 WO PCT/JP2015/002761 patent/WO2016047008A1/ja not_active Ceased
- 2015-06-01 CN CN201580051604.1A patent/CN107073649B/zh not_active Expired - Fee Related
- 2015-06-01 CA CA2962720A patent/CA2962720C/en not_active Expired - Fee Related
- 2015-06-01 AU AU2015323262A patent/AU2015323262B2/en not_active Ceased
- 2015-06-01 KR KR1020177010335A patent/KR101831584B1/ko active Active
- 2015-06-01 BR BR112017005389-6A patent/BR112017005389A2/pt not_active Application Discontinuation
- 2015-06-01 MY MYPI2017701025A patent/MY165597A/en unknown
- 2015-06-01 RU RU2017113075A patent/RU2636425C1/ru active
- 2015-06-01 NZ NZ730053A patent/NZ730053A/en not_active IP Right Cessation
- 2015-06-01 MX MX2017003094A patent/MX2017003094A/es unknown
-
2017
- 2017-03-27 PH PH12017500565A patent/PH12017500565B1/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP3184231B1 (en) | 2018-09-19 |
| AU2015323262B2 (en) | 2017-04-13 |
| US20170297145A1 (en) | 2017-10-19 |
| MY165597A (en) | 2018-04-16 |
| WO2016047008A1 (ja) | 2016-03-31 |
| EP3184231A4 (en) | 2017-08-23 |
| CN107073649A (zh) | 2017-08-18 |
| JP2016068092A (ja) | 2016-05-09 |
| PH12017500565A1 (en) | 2017-08-30 |
| PH12017500565B1 (en) | 2020-02-19 |
| KR101831584B1 (ko) | 2018-02-23 |
| RU2636425C1 (ru) | 2017-11-23 |
| NZ730053A (en) | 2018-09-28 |
| EP3184231A1 (en) | 2017-06-28 |
| JP6089323B2 (ja) | 2017-03-08 |
| MX2017003094A (es) | 2017-10-12 |
| CA2962720A1 (en) | 2016-03-31 |
| US9993896B2 (en) | 2018-06-12 |
| CN107073649B (zh) | 2018-07-10 |
| BR112017005389A2 (pt) | 2018-01-23 |
| CA2962720C (en) | 2019-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101831584B1 (ko) | 상이한 두께의 재료의 레이저 용접 방법 | |
| JP6155183B2 (ja) | 狭開先レーザ溶接方法 | |
| US9266195B2 (en) | Laser welding method | |
| CN102728960A (zh) | 混合焊接设备和焊接的系统与方法 | |
| JP5954009B2 (ja) | 溶接鋼管の製造方法 | |
| JP2008221314A (ja) | レーザ溶接方法 | |
| EP4183514B1 (en) | Laser processing method | |
| JP6495987B2 (ja) | 板材の突合せレーザ溶接法およびレーザ溶接部材 | |
| JP4797659B2 (ja) | レーザー溶接方法 | |
| WO2020179029A1 (ja) | 板材の突合せレーザ溶接法およびレーザ溶接部材 | |
| JP2012187630A (ja) | 開先形状 | |
| Kalaiselvan et al. | Studies on Ti/Al sheet joint using laser beam welding—A Review | |
| JP7160090B2 (ja) | 金属材料の複合溶接方法および金属材料の突合せ溶接部材 | |
| JP4998634B1 (ja) | レーザ溶接方法 | |
| Woizeschke et al. | Laser edge forming to increase the bending radius in hemming | |
| EP1870194A1 (en) | Method of producing a continuous metal strip by laser butt welding, with a laser having a multimodal welding power distribution | |
| JP4998633B1 (ja) | レーザ溶接方法 | |
| Dworak | Laser-welding technologies. Results of investigations and possible applications | |
| JP2017051991A (ja) | レーザ溶接方法 | |
| Mazumder et al. | Laser Beam Weld Design, Codes, and Quality Assessment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| PA0105 | International application |
Patent event date: 20170417 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20170417 Comment text: Request for Examination of Application |
|
| PA0302 | Request for accelerated examination |
Patent event date: 20170417 Patent event code: PA03022R01D Comment text: Request for Accelerated Examination |
|
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20170809 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20171211 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20180219 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20180220 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PZ0301 | Request for patent revocation |
Patent event date: 20180413 Comment text: Request for Patent Revocation Patent event code: PZ03011R01D Appeal kind category: Request for Patent Revocation Decision date: 20190319 Appeal identifier: 2018106000033 Request date: 20180413 |
|
| Z031 | Request for patent cancellation [new post grant opposition system introduced on 1 march 2017] |
Free format text: CASE NUMBER: 2018106000033 |
|
| PZ0701 | Maintenance of registration after request for patent revocation |
Comment text: Written Transmittal of Certified Copy of Decision Patent event code: PZ07011R01D Patent event date: 20190319 |
|
| PZ1301 | Decision on request for patent revocation |
Comment text: Decision on Revocation (Decision on Request for Revocation) Patent event code: PZ13011R01D Patent event date: 20190319 |
|
| Z072 | Maintenance of patent after cancellation proceedings: certified copy of decision transmitted [new post grant opposition system as of 20170301] | ||
| Z131 | Decision taken on request for patent cancellation [new post grant opposition system as of 20170301] | ||
| FPAY | Annual fee payment |
Payment date: 20210210 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20210210 Start annual number: 4 End annual number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20220211 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20220211 Start annual number: 5 End annual number: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20240213 Start annual number: 7 End annual number: 7 |