KR20170096025A - 제거 가능한 연마 부재를 갖는 연마 용품 및 이들의 분리 및 교체 방법 - Google Patents
제거 가능한 연마 부재를 갖는 연마 용품 및 이들의 분리 및 교체 방법 Download PDFInfo
- Publication number
- KR20170096025A KR20170096025A KR1020177019967A KR20177019967A KR20170096025A KR 20170096025 A KR20170096025 A KR 20170096025A KR 1020177019967 A KR1020177019967 A KR 1020177019967A KR 20177019967 A KR20177019967 A KR 20177019967A KR 20170096025 A KR20170096025 A KR 20170096025A
- Authority
- KR
- South Korea
- Prior art keywords
- abrasive
- abrasive article
- magnetic
- major surface
- magnetic element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/12—Lapping plates for working plane surfaces
- B24B37/14—Lapping plates for working plane surfaces characterised by the composition or properties of the plate materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/22—Lapping pads for working plane surfaces characterised by a multi-layered structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/017—Devices or means for dressing, cleaning or otherwise conditioning lapping tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
- B24D13/20—Mountings for the wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/007—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent between different parts of an abrasive tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D7/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor
- B24D7/16—Bushings; Mountings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D9/00—Wheels or drums supporting in exchangeable arrangement a layer of flexible abrasive material, e.g. sandpaper
- B24D9/08—Circular back-plates for carrying flexible material
- B24D9/085—Devices for mounting sheets on a backing plate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
- C04B2235/427—Diamond
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/48—Organic compounds becoming part of a ceramic after heat treatment, e.g. carbonising phenol resins
- C04B2235/483—Si-containing organic compounds, e.g. silicone resins, (poly)silanes, (poly)siloxanes or (poly)silazanes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/565—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide
- C04B35/573—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide obtained by reaction sintering or recrystallisation
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/638—Removal thereof
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Abstract
본 개시내용은, 대향하는 주 표면들, 작업 표면 및 외부 부착 표면을 갖는 연마 부재 - 연마 부재는 약 7.0 초과의 모스 경도(Mohs hardness)를 갖는 무기 재료를 포함함 -; 및 대향하는 제1 및 제2 주 표면들 및 대응하는 자기력을 갖는 자성 부재 - 자성 부재의 제1 주 표면은 외부 부착 표면에 대면함 -를 포함하는 연마 용품에 관한 것이다. 본 개시내용의 연마 용품은 제3 부재를 포함할 수 있다. 제3 부재는 자기력에 의해 자성 부재에 부착된다. 부착된 자성 부재를 갖는 연마 부재는 제3 부재로부터 용이하게 제거되도록 설계된다. 연마 부재를 연마 용품으로부터 분리하고 연마 용품의 연마 부재를 교체하는 방법이 또한 제공된다.
Description
본 개시내용은 일반적으로 연마 용품에 관한 것이다. 특히, 본 개시내용은 지지 기판이 회수되어 재사용될 수 있도록 컴포넌트들의 용이한 분리를 허용하는 연마 용품에 관한 것이다. 본 개시내용은 연마 부재를 연마 용품으로부터 분리하는 방법 및 연마 용품의 연마 부재를 교체하는 방법을 추가로 제공한다.
다양한 연마 용품들이 분리 가능한 컴포넌트들로 도입되었다. 이러한 연마 용품은 예를 들어 영국 특허 제1,058,502호 및 미국 특허 제4,222,204호에 기술된다.
연마 용품은, 예를 들어, 세라믹 및 금속 피니싱(metal finishing)에 유용한 랩핑 필름, 소결된 연마 용품, 예컨대, 화학적 기계적 평탄화(CMP) 응용에 사용되는 폴리싱 패드를 컨디셔닝하는 데 유용한 패드 컨디셔너, 및 유리 및 사파이어 연삭 및 폴리싱에 유용한 구조화된 연마재를 포함하는 다양한 응용분야에서 유용하다. 전형적으로, 연마 용품은 연마 입자 및 연마 코팅 중 적어도 하나를 포함할 수 있는 작업 표면을 포함하는 연마 부재를 갖는다. 작업 표면은 또한 연마 입자 및 연마 코팅 중 적어도 하나를 포함하는 구조화된 연마재를 포함할 수 있다. 일부 응용에서, 연마 용품은 본 명세서에서 제3 부재로도 지칭되는 지지 기판에 의해 지지된다. 지지 기판은 중합체 또는 금속 재료로 제조될 수 있다. 종종, 연마 용품의 작업 표면이 사용에 의해 무뎌지거나 마모되고 더이상 요구되는 대로 기능하지 않으면, 연마 용품은 폐기되고 새로운 작업 표면을 갖는 새로운 연마 용품으로 교체된다. 연마 용품을 폐기할 때, 지지 기판은 비록 응용에 대해 요구되는 대로 여전히 기능할지라도 또한 폐기된다. 지지 기판이 비싸면; 제조 및 재료 비용 중 적어도 하나에 기인하여, 예컨대, 패드 컨디셔너의 소결된 연마 플레이트를 지지하는 데 사용되는 기계가공된 스테인리스 강 캐리어; 이는 연마 용품의 비용 상승을 초래할 수 있다. 따라서, 작업 표면을 포함하는 연마 부재가 지지 기판으로부터 용이하게 분리될 수 있는 연마 용품을 제공하여, 새로운 작업 표면을 갖는 새로운 연마 부재가 지지 기판 상에서 교체될 수 있도록 하는 것이 바람직하다. 그렇게 할 때, 지지 기판은 상당한 비용 절감으로 회수되고 재사용된다. 본 개시내용은 지지 기판이 회수되고 재사용될 수 있도록, 자기 부착의 사용을 통해, 지지 기판으로부터 연마 부재의 용이한 분리를 허용하는 연마 용품을 제공한다. 본 개시내용의 연마 용품은, 매우 다양한 재료, 특히 자기장에 반응하지 않는 재료, 예컨대, 비강자성 재료로 제조된 광범위한 연마 부재가 제3 부재, 예컨대 지지 기판에 자기적으로 결합되게 한다. 본 개시내용의 연마 용품은 예를 들어 CMP 응용에서 유용한 패드 컨디셔너로서 특별한 유용성을 발견할 수 있다. 본 개시내용은 연마 부재를 연마 용품으로부터 분리하는 방법 및 연마 용품의 연마 부재를 교체하는 방법을 추가로 제공한다.
일 양태에서, 본 개시내용은 연마 용품을 제공하며, 이 연마 용품은,
작업 표면 및 작업 표면의 반대편에 배치된 외부 부착 표면을 갖는 연마 부재 - 연마 부재는 약 7.0 초과의 모스 경도(Mohs hardness)를 갖는 매트릭스 재료 및 무기 재료를 포함함 -; 및
대향하는 제1 및 제2 주 표면들을 갖는 자성 부재를 포함하며,
자성 부재의 제1 주 표면은 외부 부착 표면에 대면하고,
연마 부재의 작업 표면과 자성 부재의 제1 주 표면 사이의 연마 용품의 영역은 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체가 없다.
다른 양태에서, 본 개시내용은 연마 용품을 제공하며, 이 연마 용품은,
작업 표면 및 작업 표면의 반대편에 배치된 외부 부착 표면을 갖는 연마 부재 - 연마 부재는 약 7.0 초과의 모스 경도를 갖는 매트릭스 재료 및 무기 재료를 포함함 -;
대향하는 제1 및 제2 주 표면들을 갖는 자성 부재 -
자성 부재의 제1 주 표면은 외부 부착 표면에 대면하고,
연마 부재의 작업 표면과 자성 부재의 제1 주 표면 사이의 연마 용품의 영역은 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체가 없음 -; 및
제1 주 표면 및 제2 주 표면을 갖는 제3 부재를 포함하며, 제3 부재의 제1 주 표면은 자성 부재의 제2 주 표면에 대면하고, 제3 부재는 강자성 재료를 포함하며 자기력에 의해 자성 부재에 부착된다.
다른 양태에서, 본 개시내용은 연마 부재를 연마 용품으로부터 분리하는 방법을 제공하며, 이 방법은,
연마 용품을 제공하는 단계 - 연마 용품은
작업 표면 및 작업 표면의 반대편에 배치된 외부 부착 표면을 갖는 연마 부재 - 연마 부재는 약 7.0 초과의 모스 경도를 갖는 매트릭스 재료 및 무기 재료를 포함함 -; 대향하는 제1 및 제2 주 표면들을 갖는 자성 부재 -
자성 부재의 제1 주 표면은 외부 부착 표면에 대면하고,
연마 부재의 작업 표면과 자성 부재의 제1 주 표면 사이의 연마 용품의 영역은 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체가 없음 -; 및
제1 주 표면 및 제2 주 표면을 갖는 제3 부재를 포함하며, 제3 부재의 제1 주 표면은 자성 부재의 제2 주 표면에 대면하고, 제3 부재는 강자성 재료를 포함하며 자기력에 의해 자성 부재에 부착됨 -; 및
연마 부재, 자성 부재 및 제3 부재 중 적어도 하나에 분리력을 인가하는 단계를 포함하며, 분리력은 자성 부재와 제3 부재 사이의 자기력을 초과하여 연마 부재 및 부착된 자성 부재를 제3 부재로부터 분리하게 한다.
다른 양태에서, 본 개시내용은 연마 용품의 연마 부재를 교체하는 방법을 제공하며, 이 방법은,
연마 용품을 제공하는 단계 - 연마 용품은
작업 표면 및 작업 표면의 반대편에 배치된 외부 부착 표면을 갖는 연마 부재 - 연마 부재는 약 7.0 초과의 모스 경도를 갖는 매트릭스 재료 및 무기 재료를 포함함 -; 대향하는 제1 및 제2 주 표면들을 갖는 자성 부재 -
자성 부재의 제1 주 표면은 외부 부착 표면에 대면하고,
연마 부재의 작업 표면과 자성 부재의 제1 주 표면 사이의 연마 용품의 영역은 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체가 없음 -,
제1 주 표면 및 제2 주 표면을 갖는 제3 부재를 포함하며, 제3 부재의 제1 주 표면은 자성 부재의 제2 주 표면에 대면하고, 제3 부재는 강자성 재료를 포함하며 자기력에 의해 자성 부재에 부착됨 -,
연마 부재, 자성 부재 및 제3 부재 중 적어도 하나에 분리력을 인가하는 단계 - 분리력은 자성 부재와 제3 부재 사이의 자기력을 초과하여 연마 부재 및 부착된 자성 부재를 제3 부재로부터 분리하게 함 -;
제2 연마 용품을 제공하는 단계 - 제2 연마 용품은
작업 표면 및 작업 표면의 반대편에 배치된 외부 부착 표면을 갖는 연마 부재 - 연마 부재는 약 7.0 초과의 모스 경도를 갖는 매트릭스 재료 및 무기 재료를 포함함 -; 및 대향하는 제1 및 제2 주 표면들을 갖는 자성 부재를 포함하며,
자성 부재의 제1 주 표면은 외부 부착 표면에 대면하고,
연마 부재의 작업 표면과 자성 부재의 제1 주 표면 사이의 연마 용품의 영역은 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체가 없음 -;
제2 연마 용품의 자성 부재의 제2 주 표면이 제3 부재의 제1 주 표면에 근접하고 그에 대면하도록 제2 연마 용품을 위치설정하는 단계; 및
자기력에 의해 제2 연마 용품의 자성 부재를 제3 부재에 부착하는 단계를 포함한다.
본 개시내용의 연마 용품은 연마 부재의 외부 부착 표면과 자성 부재의 제1 주 표면 사이에 개재되고 그와 접촉하는 접착 부재를 추가로 포함할 수 있다.
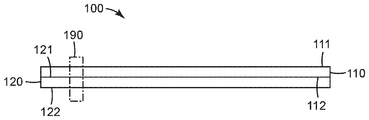
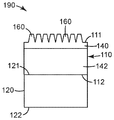
도 1a는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
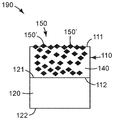
도 1b는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 컷아웃(cut-out)(190)의 개략적인 측단면도.
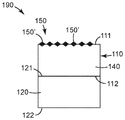
도 1c는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 컷아웃(190)의 개략적인 측단면도.
도 1d는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 컷아웃(190)의 개략적인 측단면도.
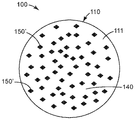
도 1e는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 개략적인 평면도.
도 1f는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 개략적인 평면도.
도 1g는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 컷아웃(190)의 개략적인 측단면도.
도 1h는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 컷아웃(190)의 개략적인 측단면도.
도 1i는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 컷아웃(190)의 개략적인 측단면도.
도 1j는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 컷아웃(190)의 개략적인 측단면도.
도 2는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 3a는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 3b는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
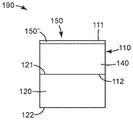
도 4a는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 4b는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
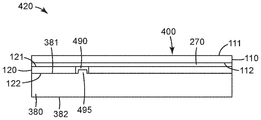
도 4c는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 4d는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 4e는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 4f는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 5a는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 5b는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 6a 내지 도 6d는 본 개시내용의 예시적인 일 실시예에 따른 연마 부재를 분리 및 교체하는 예시적인 방법으로서, 본 개시내용의 예시적인 연마 용품의 개략적인 측단면도로 도시된다.
도 7은 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 8은 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 9a는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 9b는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
본 명세서 및 도면에서의 도면 부호의 반복적 사용은 본 개시내용의 동일하거나 또는 유사한 특징부 또는 요소들을 표현하려는 것이다. 도면들은 축척대로 그려지지 않을 수 있다. 본 명세서에서 사용된 바와 같이, "사이"라는 단어는 수치 범위에 적용되는 것으로서, 달리 명시하지 않는 한, 범위의 종점(endpoint)을 포함한다. 종점에 의한 수치 범위의 언급은 그 범위 내의 모든 수(예를 들어, 1 내지 5는 1, 1.5, 2, 2.75, 3, 3.80, 4 및 5를 포함함)와 그 범위 내의 임의의 범위를 포함한다. 달리 지시되지 않는 한, 본 명세서 및 청구범위에 사용되는 특징부 크기, 양 및 물리적 특성을 표현하는 모든 수치는 모든 경우에 용어 "약"에 의해 수식되는 것으로 이해되어야 한다. 따라서, 반대로 지시되지 않는 한, 상기의 명세서 및 첨부된 청구범위에 기술된 수치적 파라미터는 본 명세서에 개시된 교시를 이용하는 당업자가 얻고자 하는 원하는 특성에 따라 변할 수 있는 근사치이다.
본 개시내용의 원리의 범주 및 기술적 사상에 속하는 다수의 다른 변형 및 실시예가 당업자에 의해 고안될 수 있음을 이해하여야 한다. 본 명세서에서 사용된 과학 용어 및 기술 용어 모두는 달리 명시되지 않는 한 본 기술 분야에서 통상적으로 사용되는 의미를 갖는다. 본 명세서에 제공된 정의는 본 명세서에 빈번하게 사용되는 소정 용어의 이해를 용이하게 하기 위한 것이며 본 개시내용의 범주를 제한하고자 하는 것은 아니다. 본 명세서 및 첨부된 청구범위에 사용되는 바와 같이, 단수 형태("a", "an" 및 "the")는 그 문맥이 명백하게 다르게 지시하지 않는 한 복수의 지시 대상을 갖는 실시예를 포함한다. 본 명세서 및 첨부된 청구범위에서 사용되는 바와 같이, 용어 "또는"은 일반적으로, 문맥상 달리 분명하게 명시되지 않는 한, "및/또는"을 포함하는 그의 의미로 채용된다.
이러한 개시내용을 통해, 하나의 표면이 다른 표면과 접촉하는 경우, 2개의 표면은 본질적으로 서로 대면하고 있다.
"작업 표면"은 연마되는 기판의 표면에 인접하고 그 표면과 적어도 부분적으로 접촉하는 연마 부재 또는 연마 용품의 표면을 지칭한다.
도 1b는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 컷아웃(cut-out)(190)의 개략적인 측단면도.
도 1c는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 컷아웃(190)의 개략적인 측단면도.
도 1d는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 컷아웃(190)의 개략적인 측단면도.
도 1e는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 개략적인 평면도.
도 1f는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 개략적인 평면도.
도 1g는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 컷아웃(190)의 개략적인 측단면도.
도 1h는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 컷아웃(190)의 개략적인 측단면도.
도 1i는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 컷아웃(190)의 개략적인 측단면도.
도 1j는 본 개시내용의 도 1a의 연마 용품의 예시적인 실시예의 컷아웃(190)의 개략적인 측단면도.
도 2는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 3a는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 3b는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 4a는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 4b는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 4c는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 4d는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 4e는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 4f는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 5a는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 5b는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 6a 내지 도 6d는 본 개시내용의 예시적인 일 실시예에 따른 연마 부재를 분리 및 교체하는 예시적인 방법으로서, 본 개시내용의 예시적인 연마 용품의 개략적인 측단면도로 도시된다.
도 7은 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 8은 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 9a는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
도 9b는 본 개시내용의 예시적인 일 실시예에 따른 예시적인 연마 용품의 개략적인 측단면도.
본 명세서 및 도면에서의 도면 부호의 반복적 사용은 본 개시내용의 동일하거나 또는 유사한 특징부 또는 요소들을 표현하려는 것이다. 도면들은 축척대로 그려지지 않을 수 있다. 본 명세서에서 사용된 바와 같이, "사이"라는 단어는 수치 범위에 적용되는 것으로서, 달리 명시하지 않는 한, 범위의 종점(endpoint)을 포함한다. 종점에 의한 수치 범위의 언급은 그 범위 내의 모든 수(예를 들어, 1 내지 5는 1, 1.5, 2, 2.75, 3, 3.80, 4 및 5를 포함함)와 그 범위 내의 임의의 범위를 포함한다. 달리 지시되지 않는 한, 본 명세서 및 청구범위에 사용되는 특징부 크기, 양 및 물리적 특성을 표현하는 모든 수치는 모든 경우에 용어 "약"에 의해 수식되는 것으로 이해되어야 한다. 따라서, 반대로 지시되지 않는 한, 상기의 명세서 및 첨부된 청구범위에 기술된 수치적 파라미터는 본 명세서에 개시된 교시를 이용하는 당업자가 얻고자 하는 원하는 특성에 따라 변할 수 있는 근사치이다.
본 개시내용의 원리의 범주 및 기술적 사상에 속하는 다수의 다른 변형 및 실시예가 당업자에 의해 고안될 수 있음을 이해하여야 한다. 본 명세서에서 사용된 과학 용어 및 기술 용어 모두는 달리 명시되지 않는 한 본 기술 분야에서 통상적으로 사용되는 의미를 갖는다. 본 명세서에 제공된 정의는 본 명세서에 빈번하게 사용되는 소정 용어의 이해를 용이하게 하기 위한 것이며 본 개시내용의 범주를 제한하고자 하는 것은 아니다. 본 명세서 및 첨부된 청구범위에 사용되는 바와 같이, 단수 형태("a", "an" 및 "the")는 그 문맥이 명백하게 다르게 지시하지 않는 한 복수의 지시 대상을 갖는 실시예를 포함한다. 본 명세서 및 첨부된 청구범위에서 사용되는 바와 같이, 용어 "또는"은 일반적으로, 문맥상 달리 분명하게 명시되지 않는 한, "및/또는"을 포함하는 그의 의미로 채용된다.
이러한 개시내용을 통해, 하나의 표면이 다른 표면과 접촉하는 경우, 2개의 표면은 본질적으로 서로 대면하고 있다.
"작업 표면"은 연마되는 기판의 표면에 인접하고 그 표면과 적어도 부분적으로 접촉하는 연마 부재 또는 연마 용품의 표면을 지칭한다.
본 개시내용에 따른 연마 용품은, 작업 표면 및 작업 표면의 반대편에 배치된 외부 부착 표면을 갖는 연마 부재 - 연마 부재는 약 7.0 초과의 모스 경도를 갖는 매트릭스 재료 및 무기 재료를 포함함 -; 및 대향하는 제1 및 제2 주 표면들을 갖는 자성 부재 - 자성 부재의 제1 주 표면은 외부 부착 표면에 대면함 -를 포함한다. 일부 실시예에서, 연마 부재의 작업 표면과 자성 부재의 제1 주 표면 사이의 연마 용품의 영역은 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체가 없다. 일부 실시예에서, 자성 부재는 비자기력에 의해 연마 부재에 결합된다. 일부 실시예에서, 연마 부재의 작업 표면과 자성 부재의 제1 주 표면 사이의 연마 용품의 영역은 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체가 없으며, 자성 부재는 비자기력에 의해 연마 부재에 결합된다. "결합"에 대해서, 연마 부재가 자성 부재에 부착됨으로써, 연마 부재가 자신의 작업 표면이 지면에 대해 하향 또는 수직으로 대면하도록 위치될 때, 결합력(coupling force), 예컨대 자기력 또는 비자기력이 연마 부재에 작용하는 중력보다 크고 연마 부재가 자성 부재로부터 분리되지 않거나 자성 부재에 대해 자신의 위치를 변경하지 않는다는 것을 의미한다. 연마 부재는 자신의 대향하는 주 표면들 중 단지 하나만이 작업 표면, 즉 기판을 연마하도록 특별히 설계된 표면이고 다른 하나는 자성 부재가 부착될 수 있는 표면을 제공하도록 구성된 외부 부착 표면인 것으로 제한된다. 연마 부재의 외부 부착 표면은 실질적으로 평면일 수 있다.
본 개시내용의 연마 부재는 약 7.0 초과의 모스 경도를 갖는 무기 재료를 포함한다. 무기 재료는 무기 입자들 또는 무기 코팅의 형태일 수 있다. 일부 실시예에서, 무기 재료는 약 7.0 초과, 약 7.5 초과, 약 8.0 초과, 약 8.5 초과, 약 9.0 초과, 또는 심지어 약 9.5 초과의 모스 경도를 가질 수 있다. 일부 실시예에서, 무기 재료는 약 10 이하의 모스 경도를 가질 수 있다. 무기 재료는 약 7.0 내지 약 10, 약 7.5 내지 약 10, 약 8.0 내지 약 10, 약 8.5 내지 약 10, 또는 심지어 약 9.0 내지 약 10의 모스 경도를 가질 수 있다. 모스 경도는 상대적인 스케일로서, 10이 최대 값이고 일반적으로 다이아몬드와 관련되어 있기 때문에, 다이아몬드보다 큰 경도를 갖는 임의의 재료, 예컨대 초경질 풀러라이트(ultra-hard fullerite), 이붕화 레늄, 및 응집된 다이아몬드 나노로드를 포함하는 나노결정성 다이아몬드가 10의 모스 경도를 갖는 것으로 지정된다. 일부 실시예에서, 무기 재료는 가넷(garnet), 지르코니아, 스피넬(spinel), 규산 지르코늄, 크롬, 질화 규소, 탄화 탄탈, 산화 알루미늄, 탄화 규소, 탄화 텅스텐, 탄화 티타늄, 붕소, 질화 붕소, 탄화 붕소, 이붕화 레늄, 이붕화 티타늄, 다이아몬드, 다이아몬드상 탄소, 초경질 풀러라이트, 이붕화 레늄, 및 응집된 다이아몬드 나노로드를 포함하는 나노결정성 다이아몬드 중 적어도 하나를 포함하지만, 이에 한정되지 않는다. 예를 들어, 2개 이상의 무기 입자, 예컨대 연마 입자의 조합을 포함하는 2개 이상의 무기 재료의 조합이 사용될 수 있다. 무기 재료는 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체로서 작용하지 않는다. 무기 재료는 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체로서 작용하지 않지만, 일부 실시예에서는 무기 재료가 불순물 또는 첨가제로서 소량의 강자성 재료를 함유할 수 있다; 20 중량% 미만, 10 중량% 미만, 5 중량% 미만, 3 중량% 미만, 1 중량% 미만의 강자성 재료, 또는 심지어 강자성 재료가 없을 수 있음. 일부 실시예에서, 무기 재료는 비강자성이다.
매트릭스 재료는 금속, 중합체, 세라믹 예컨대, 생소지 세라믹(green body ceramic) 또는 소결된 세라믹 또는 이들의 조합일 수 있다. 매트릭스 재료는 당업계에 알려진 다양한 첨가제 및 충전제를 포함할 수 있다. 일부 실시예에서, 매트릭스 재료는 강자성 재료를 포함하지 않을 수 있다. 일부 실시예에서, 매트릭스 재료는 강자성 재료를 포함할 수 있다. 이들 실시예에서, 강자성 재료의 유형 및 양은 매트릭스 재료가 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체로서 작용하지 않도록 선택된다. 일부 실시예에서, 매트릭스 재료는 약 50 중량% 미만, 약 40 중량% 미만, 약 30 중량% 미만, 약 20 중량% 미만, 약 10 중량% 미만, 약 5 중량% 미만, 3 중량% 미만의 강자성 재료를 함유하거나 심지어 강자성 재료를 함유하지 않는다.
본 개시내용의 연마 용품은 연마 부재의 외부 부착 표면과 자성 부재의 제1 주 표면 사이에 개재되고 그와 접촉하는 접착 부재를 포함할 수 있다. 접착 부재는 연마 부재를 자성 부재에 접착한다. 자성 부재는 옵션적으로 연마 부재에 영구적으로 부착될 수 있다.
본 개시내용의 연마 용품은 제3 부재를 포함할 수 있다. 일부 실시예에서, 제3 부재는 축(shaft), 예를 들면, 사용 중에 연마 용품을 구동 또는 회전시키기에 적합한 구동축이 없다.
본 개시내용의 연마 용품은 하나 이상의 옵션의 정렬 공동 및/또는 하나 이상의 옵션의 정렬 핀을 포함할 수 있다.
본 개시내용의 연마 용품은 하나 이상의 옵션의 릴리스 메커니즘(release mechanism)을 포함할 수 있다. 릴리스 메커니즘은 하나 이상의 릴리스 공동, 하나 이상의 릴리스 에지 그루브 및/또는 하나 이상의 릴리스 탭을 포함할 수 있다. 일부 실시예에서, 연마 용품의 연마 부재는 연마 부재를 구동하기 위한 수단으로서 그리고 연마 부재를 소켓 부재에 고정하기 위한 수단으로서 허브 구조체가 없다.
일부 특정의, 그러나 비제한적인 실시예들이 도 1a 내지 도 1j, 도 2, 도 3a와 도 3b, 도 4a 내지 도 4f, 도 5a와 도 5b, 도 7, 도 8, 및 도 9a와 도 9b에 도시된다.
이제 도 1a를 참조하면, 연마 용품(100)은 작업 표면(111) 및 외부 부착 표면(112)을 포함하는 대향하는 주 표면들을 갖는 연마 부재(110), 및 대향하는 제1 주 표면(121) 및 제2 주 표면(122)을 갖는 자성 부재(120)를 포함하며, 자성 부재(120)의 제1 주 표면(121)은 외부 부착 표면(112)에 대면한다. 연마 부재(110)는 약 7.0 초과의 모스 경도를 갖는 무기 재료를 포함한다(도시하지 않음). 연마 부재(110)의 작업 표면(111)과 자성 부재(120)의 제1 주 표면(121) 사이의 영역은 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체가 없다. "결합 구조체"는 제조된 용품을 의미한다. 결합 구조체는 플레이트, 허브, 자석, 예컨대 영구 자석 등, 보다 구체적으로는 금속 플레이트, 금속 허브 또는 영구 자석을 포함할 수 있다. 결합 구조체는 영구 자석 자체는 아니지만 자기장에 응답하는 강자성 재료를 포함할 수 있다. 연마 부재가 작업 표면인 단지 하나의 주 표면을 갖는 제한 외에도, 연마 부재는 코팅된 연마재, 부직포 연마재, 접합된 연마재, 정밀하게 형상화된 연마재, 즉 정밀하게 형상화된 특징부 또는 구조체를 갖는 연마재, 및 소결된 연마재를 포함하지만 이에 한정되지 않는 당업계에 알려진 다양한 연마 부재를 포함할 수 있다.
도 1b는 보다 상세하게 도 1a의 컷아웃(190)의 일 실시예를 도시한다. 도 1b는 작업 표면(111) 및 외부 부착 표면(112)을 포함하는 대향하는 주 표면들을 갖는 연마 부재(110), 및 대향하는 제1 주 표면(121) 및 제2 주 표면(122)을 갖는 자성 부재(120)를 포함한다. 연마 부재(110)는 매트릭스 재료(140) 및 연마 입자(150') 형태의 무기 재료(150)를 추가로 포함한다. 연마 입자(150')는 예를 들어 종래의 코팅된 연마 용품 또는 금속 접합 연마 용품에서 발견되는 바와 같이 작업 표면(111) 근처에 집중된다. 연마 부재(110)는 작업 표면(111)에서 매트릭스 재료(140)로부터 돌출하는 연마 입자(150')를 갖는 작업 표면(111)을 포함한다. 매트릭스 재료는 연마 입자를 연마 부재에 부착시킨다. 일부 실시예에서, 무기 재료는 작업 표면에 근접한 매트릭스 재료의 일부분에 적어도 부분적으로 함유된 연마 입자들을 포함한다. 종래의 드레싱 공정은 사용 전에 작업 표면(111)에서 연마 입자를 초기에 노출시키는 데 사용될 수 있거나, 연마 공정 자체가 사용 시작 시 초기에 연마 입자를 노출시킬 수 있다. 사용 중에, 연마 부재의 마모는 작업 표면(111) 상에 새로운 연마 입자를 노출시킬 수 있고, 작업 표면(111)의 연마 능력을 새롭게 할 수 있다. 또한, 작업 표면(111)은 사용 중 주기적으로 드레싱되어 새로운 연마 입자들을 노출시킬 수 있다. 연마 부재(110)는 또한 하나 이상의 옵션의 배킹(141)을 포함할 수 있다. 일부 실시예에서, 배킹은 외부 부착 표면(112)을 포함할 것이다. 배킹(141)은 비강자성일 수 있다.
종래의 코팅된 연마 용품에서, 매트릭스 재료(140)는 하나 이상의 메이크 코트(make coat) 및 하나 이상의 사이즈 코트(size coat)를 포함할 수 있다. 메이크 및 사이즈 코트는 사실상 통상적으로 중합체이며, 폴리에스테르, 폴리아미드, 폴리올레핀, 폴리아크릴레이트 및 이들의 조합을 포함하지만 이에 한정되지 않는 열가소성 수지; 및 페놀 수지, 아미노플라스트 수지, 우레탄 수지, 에폭시 수지, 아크릴 수지, 아크릴화 이소시아누레이트 수지, 시아네이트 수지, 우레아-포름알데히드 수지, 이소시아누레이트 수지, 아크릴화 우레탄 수지, 아크릴화 에폭시 수지, 아교(glue) 및 이들의 조합을 포함하지만 이에 한정되지 않는 열경화성 수지일 수 있다. 매트릭스 재료(140)는 작업 표면(111)에 위치된 연마 입자(150')의 외부 표면을 코팅할 수 있다. 배킹(141)은 종이 배킹, 직조 및 부직포 배킹, 플라스틱 배킹, 금속 배킹 등을 포함할 수 있지만, 이에 한정되는 것은 아니다. 일부 실시예에서, 옵션의 배킹은 비강자성일 수 있다.
금속 접합 연마 용품에서, 매트릭스 재료(140)는 니켈, 구리, 은, 황동, 청동, 강 및 이들의 합금을 포함하지만 이에 한정되지 않는 금속을 포함할 수 있다. 금속 접합 연마 용품의 배킹(141)은 금속, 금속 합금, 금속-매트릭스 복합체, 금속화된 플라스틱 또는 중합체 매트릭스 강화된 복합체를 포함할 수 있지만, 이에 한정되는 것은 아니다. 일부 실시예에서, 옵션의 배킹은 비강자성일 수 있다.
매트릭스 재료(140)가 연마 입자(150)를 함유하는 영역보다 상당히 두꺼운 것으로 도시되어 있지만, 매트릭스 재료(140)의 두께는 연마 용품의 원하는 디자인에 따라 변할 수 있다. 일부 실시예에서, 매트릭스 재료(140)의 두께는 연마 입자(150')의 평균 입자 크기를 약 5% 초과, 약 10% 초과, 약 20% 초과, 약 50% 초과, 약 100% 초과, 약 200% 초과, 또는 심지어 300% 초과일 수 있다. 일부 실시예에서, 매트릭스 재료(140)의 두께는 연마 입자(150')의 평균 입자 크기를 약 1,000% 미만, 약 800% 미만, 약 600% 미만, 약 400% 미만, 또는 심지어 100% 미만일 수 있다. 연마 입자 크기는 입자 부피에 기초한 평균 입자 크기를 산출할 수 있는 광산란을 포함하는 당업계의 알려진 기술에 의해 측정될 수 있다.
도 1c는 보다 상세하게 도 1a의 컷아웃(190)의 다른 실시예를 도시한다. 도 1c의 요소들의 설명은 도 1b의 요소들의 설명과 동일하며 동일한 수치 표시가 사용된다. 도 1c는 매트릭스 재료(140) 전체에 걸쳐 실질적으로 균일하게 퍼지는 연마 입자(150')의 형태로 무기 재료(150)를 포함한다. 옵션의 배킹이 존재하지 않기 때문에, 외부 부착 표면(112)은 매트릭스 재료(140)로 구성된 표면을 포함한다. 이 실시예는 예를 들어 당업계에 알려진 접합된 연마재 또는 성형된 연마 용품에 의해 예시될 수 있다. 도 1b의 논의와 유사하게, 사용 전 및/또는 사용 중 드레싱 공정은 작업 표면(111)에서 연마 입자를 노출시키는 데 사용될 수 있다. 또한, 사용 중에, 연마 용품의 마모는 작업 표면(111) 상에 새로운 연마 입자를 노출시켜, 작업 표면(111)의 연마 능력을 새롭게 할 수 있다. 매트릭스 재료(140)는 전술한 메이크 및 사이즈 코트들에 대해 기술된 동일한 재료를 포함할 수 있다.
도 1d는 보다 상세하게 도 1a의 컷아웃(190)의 또 다른 실시예를 도시한다. 도 1d의 요소들의 설명은 도 1b의 요소들의 설명과 동일하며 동일한 수치 표시가 사용된다. 도 1d는 작업 표면(111)에서 단층으로 연마 입자(150') 형태의 무기 재료(150)를 갖는 연마 부재(110)를 포함한다. 연마 입자(150')는 작업 표면(111)에서 매트릭스 재료(140)로부터 돌출하는 연마 입자(150')를 갖는 매트릭스 재료(140)에 부분적으로 매립된다. 이 실시예는 예를 들어 당업계에 알려진 소결된 연마재에 의해 예시된다. 일부 실시예에서, 다이아몬드 연마 입자가 바람직하다. 매트릭스 재료(140)는 전술한 매트릭스 재료들 중 임의의 매트릭스 재료를 포함할 수 있다. 매트릭스 재료(140)는 또한 금속, 금속 합금 또는 금속 혼합물, 예컨대, 금속 분말 혼합물, 소결 가능한 또는 브레이징 금속(brazing metal), 금속 합금 또는 금속 혼합물, 예컨대, 소결 가능한 금속 분말 혼합물을 포함할 수 있다. 연마 입자(150')를 부착하기 위해 연마 부재에 사용된 매트릭스 재료는 예를 들어 주석, 청동, 은, 철, 및 합금 등과 같은 금속, 티타늄, 티타늄 합금, 지르코늄, 지르코늄 합금, 니켈, 니켈 합금, 크롬 및 크롬 합금, 스테인레스 강 및 이들의 조합을 포함할 수 있다. 특히 유용한 합금 중 하나는 니켈-크롬 합금이다. 연마 입자는 설계된 공간 분포, 예컨대 설계된 패턴 또는 반복 패턴을 가질 수 있거나, 랜덤 공간 분포를 가질 수 있다.
도 1e는 도 1a의 연마 용품의 다른 실시예의 개략적인 평면도를 도시한다. 도 1e는 작업 표면(111), 연마 입자(150') 및 매트릭스(140)를 갖는 연마 부재(110)를 포함하는 연마 용품(100)을 도시한다. 연마 입자의 공간적 분포, 즉 연마 입자의 배열은 작업 표면에서 랜덤일 수 있다.
도 1f는 도 1a의 연마 용품의 또 다른 실시예의 개략적인 평면도를 도시한다. 도 1f는 작업 표면(111), 연마 입자(150') 및 매트릭스(140)를 갖는 연마 부재(110)를 포함하는 연마 용품(100)을 도시한다. 연마 입자의 공간적 분포, 즉 연마 입자의 배열은 작업 표면에서 특정 패턴이다. 6각형 격자, 정사각형 격자, 직사각형 격자, 마름모 격자, 동심원, 정사각형, 삼각형 등을 포함하지만 이에 한정되지 않는 당업계에 알려진 패턴이 사용될 수 있다. 패턴은 반복 패턴일 수 있다.
일부 실시예에서, 작업 표면(111)의 연마 입자 밀도는 약 100 초과, 약 200 초과, 약 400 초과의 입자/㎠; 약 10000 미만, 약 5000 미만 또는 심지어 약 1000 미만의 입자/㎠일 수 있다.
일부 실시예에서, 본 개시내용의 연마 부재의 무기 재료는 연마 입자들일 수 있다. 연마 입자는 가넷, 지르코니아, 스피넬, 규산 지르코늄, 크롬, 질화 규소, 탄화 탄탈, 산화 알루미늄, 탄화 규소, 탄화 텅스텐, 탄화 티타늄, 붕소, 질화 붕소, 탄화 붕소, 이붕화 레늄, 이붕화 티타늄, 다이아몬드, 다이아몬드상 탄소, 초경질 풀러라이트, 이붕화 레늄, 및 응집된 다이아몬드 나노로드를 포함하는 나노결정성 다이아몬드 중 적어도 하나를 포함하지만, 이에 한정되지 않는다. 2개 이상의 연마 입자의 조합이 사용될 수 있다. 연마 입자 크기는 특별히 제한되지 않으며 당업계에 일반적으로 알려진 입자 크기를 포함한다.
일 실시예에서, 매트릭스 재료는 하나 이상의 금속이고 무기 재료는 다이아몬드 입자들이다.
도 1g는 보다 상세하게 도 1a의 컷아웃(190)의 다른 실시예를 도시한다. 도 1g의 많은 요소는 도 1b의 요소와 동일하며, 이러한 경우, 동일한 수치 표시가 사용된다. 도 1g의 연마 부재(110)는 복수의 정밀하게 형상화된 특징부(160)를 포함하는 매트릭스 재료(140), 및 옵션의 매트릭스 재료 지지부(142)를 포함한다. 연마 부재(110)는 매트릭스 재료(140)에 함유된 연마 입자들(도시하지 않음)을 포함한다. 작업 표면(111)은 복수의 정밀하게 형상화된 특징부(160)의 말단부 및 측면을 포함한다. 정밀하게 형상화된 특징부는, 설계를 복제하는 능력을 반영하여, 정밀하게 형상화된 특징부가 제조되고 부품 간에 그리고 부품 내에서 재현 가능하도록, 기계가공, 미세기계가공, 미세복제, 성형, 압출, 사출 성형 등을 포함하지만 이에 한정되지 않는 당업계의 임의의 알려진 방법에 의해 제조될 수 있다. 정밀하게 형상화된 특징부, 즉 지형적 특징부는 매트릭스 재료(140)를 생산 공구, 예를 들면, 몰드 또는 엠보싱 공구에서 주조 또는 성형함으로써 준비될 수 있고, 생산 공구는 복수의 마이크로미터 크기 내지 밀리미터 크기의 지형적 특징부를 갖는다. 생산 도구로부터 매트릭스 재료를 제거할 때, 일련의 마이크로미터 크기 내지 밀리미터 크기의 지형적 특징부가 매트릭스 재료의 표면 내에 존재한다. 매트릭스 재료의 지형적 특징부는 원래의 생산 공구의 특징부의 역 형상을 갖는다. 이 공정은 마이크로-복제 제조 기술(micro-replication fabrication technique)이라 지칭될 수 있으며 마이크로-복제된 연마재, 예컨대 정밀하게 형상화된 연마재를 생성한다. 매트릭스 재료(140)는 중합체 또는 중합체를 형성하기 위해 나중에 경화되는 중합체 전구체일 수 있다. 매트릭스 재료(140)는 전술한 메이크 및 사이즈 코트들에 대해 논의된 동일한 재료를 포함할 수 있다. 중합체 전구체가 매트릭스 재료(140)를 형성하는 데 사용되는 실시예들에서, 양이온의, 음이온의 또는 자유 라디칼 경화 메커니즘에 의해 경화되는 중합체 전구체 시스템이 특히 유용하다. 정밀하게 형상화된 특징부를 형성하는 데 사용되는 중합체 또는 중합체 전구체는 연마 입자 형태의 무기 재료(도시되지 않음)를 포함하여 연마 부재(110)를 생성한다. 연마 입자들은 전술한 것일 수 있다. 매트릭스 재료(140)는 옵션의 매트릭스 재료 지지부(142) 상에 제조될 수 있다. 옵션의 매트릭스 재료 지지부(142)는 전술한 배킹들 중 임의의 것일 수 있다. 매트릭스 재료 지지부(142)는 비강자성일 수 있다. 일부 실시예에서, 매트릭스 재료 지지부는 외부 부착 표면(112)을 포함할 것이다.
전술한 실시예와 유사한 다른 실시예에서, 매트릭스 재료(140)는 매트릭스 재료 지지부(142)와 일체로 형성된 정밀하게 형상화된 특징부들(160)을 포함한다(도 1h). 이어서, 매트릭스 재료(140) 및 매트릭스 재료 지지부(142)는 동일한 재료일 수 있고 단일 층으로 지정될 수 있다. 연마 부재(110)는 매트릭스 재료(140)에 함유된 연마 입자들(도시하지 않음)을 포함한다. 작업 표면(111)은 복수의 정밀하게 형상화된 특징부(160)의 말단부 및 측면을 포함한다.
도 1i는 보다 상세하게 도 1a의 컷아웃(190)의 다른 실시예를 도시한다. 도 1i의 많은 요소는 도 1b의 요소와 동일하며, 이러한 경우, 동일한 수치 표시가 사용된다. 연마 부재(110)는 매트릭스 재료(140) 및 무기 코팅(150") 형태의 무기 재료(150)를 포함한다. 무기 코팅(150")은 화학 기상 증착(CVD) 및 물리 기상 증착(PVD)을 포함하지만 이에 한정되지 않는 당업계의 임의의 알려진 기술에 의해 형성될 수 있다. 매트릭스 재료(140)는 중합체, 금속 또는 세라믹일 수 있다. 매트릭스 재료는 앞서 논의된 중합체 재료를 포함할 수 있다. 매트릭스 재료는 세라믹 재료일 수 있다. 특히 유용한 세라믹 재료는 PCT 공개 출원 제WO2014/022453호, 제WO2014/022462호 및 제WO2014/022465호에 개시되어 있으며, 이들 모두는 그 전문이 본 명세서에 참조로서 편입된다. 세라믹 재료는 탄화물, 예를 들어 탄화 규소, 탄화 붕소, 탄화 지르코늄, 탄화 티타늄, 탄화 텅스텐, 또는 이들의 조합을 포함하지만 이에 한정되지 않는다. 일부 실시예에서, 세라믹은 약 50 중량% 이상, 약 70 중량% 이상, 심지어 약 90 중량% 이상의 탄화물이다. 일부 실시예에서, 세라믹은 약 70 중량% 내지 약 99.9 중량% 또는 심지어 약 90 중량% 내지 약 99.9 중량%이다.
도 1j는 보다 상세하게 도 1a의 컷아웃(190)의 또 다른 실시예를 도시한다. 도 1j의 많은 요소는 도 1i의 요소와 동일하며, 이러한 경우, 동일한 수치 표시가 사용된다. 연마 부재(110)는 매트릭스 재료(140) 및 무기 코팅(150") 형태의 무기 재료(150)를 포함한다. 무기 코팅(150")은 화학 기상 증착(CVD) 및 물리 기상 증착(PVD)을 포함하지만 이에 한정되지 않는 당업계의 임의의 알려진 기술에 의해 형성될 수 있다. 연마 부재(110)는 매트릭스 재료(140)로부터 제조된 복수의 정밀하게 형상화된 특징부(160)를 추가로 포함한다. 무기 코팅(150") 형태의 무기 재료(150)는 정밀하게 형상화된 특징부(160)를 코팅한다. 작업 표면(111)은, 코팅된 팁을 포함하는, 복수의 정밀하게 형상화된 특징부(160)의 코팅된 표면을 포함한다. 정밀하게 형상화된 특징부(160)는, 설계를 복제하는 능력을 반영하여, 정밀하게 형상화된 특징부가 제조되고 부품 간에 그리고 부품 내에서 재현가능하도록, 기계가공, 미세기계가공, 미세복제, 성형, 압출, 사출 성형, 및 세라믹 가압성형 등에 의해 형성될 수 있다. 매트릭스 재료(140)는 중합체, 금속 또는 세라믹일 수 있으며, 세라믹이 특히 유용하다. 일 실시예에서, 세라믹 다이 가압성형 공정은 정밀하게 형상화된 특징부를 형성하는 데 사용된다. 세라믹 재료는 전술한 것일 수 있다. 세라믹 재료는 생소지 세라믹 또는 소결된 세라믹일 수 있다. 생소지 세라믹은, 당업자에 의해 일반적으로 지칭되는 바와 같이, 소결되지 않은, 압밀된 세라믹 요소이다. 생소지 세라믹은 소결되어 높은 밀도, 강성(rigidity), 파괴 인성 및 우수한 특징부 충실도를 달성할 수 있고, 소결된 세라믹을 형성한다.
무기 코팅은 화학 기상 증착(CVD) 및 물리 기상 증착(PVD)을 포함하지만 이에 한정되지 않는 당업계의 임의의 알려진 기술에 의해 형성될 수 있다. 특히 유용한 세라믹 재료 및 무기 코팅 및 이의 제조 방법은 PCT 공개 출원 제WO2014/022453호, 제WO2014/022462호 및 제WO2014/022465호에 개시되어 있으며, 이들 모두는 그 전문이 본 명세서에 참조로서 편입된다. 일부 실시예에서, 연마 부재의 무기 코팅은 가넷, 지르코니아, 스피넬, 규산 지르코늄, 크롬, 질화 규소, 탄화 탄탈, 산화 알루미늄, 탄화 규소, 탄화 텅스텐, 탄화 티타늄, 붕소, 질화 붕소, 탄화 붕소, 이붕화 레늄, 이붕화 티타늄, 다이아몬드, 다이아몬드상 탄소, 초경질 풀러라이트, 이붕화 레늄, 및 응집된 다이아몬드 나노로드를 포함하는 나노결정성 다이아몬드 중 적어도 하나를 포함하지만, 이에 한정되지 않는다. 층 또는 별개의 이산 영역의 형태로 둘 이상의 무기 코팅의 조합이 사용될 수 있다. 일부 실시예에서, 무기 재료는 작업 표면에 근접한 매트릭스 재료의 적어도 일부분에 배치된 무기 코팅을 포함한다. 무기 코팅은 내마모성 코팅일 수 있다.
일 실시예에서, 매트릭스 재료는 세라믹 재료, 예컨대 생소지 세라믹 또는 소결된 세라믹이며, 무기 코팅은 다이아몬드 및 다이아몬드성 탄소 중 적어도 하나로부터 선택된다.
일부 실시예에서, 무기 재료, 매트릭스 재료 및 배킹 중 적어도 하나는 연마 재료, 매트릭스 재료 및 배킹 중 적어도 하나가 자기력에 의한 자성 부재에의 연마 부재의 결합을 허용하지 않도록 선택된다. 일부 실시예에서, 무기 재료, 매트릭스 재료 및 배킹 중 적어도 하나의 양은 연마 재료, 매트릭스 재료 및 배킹 중 적어도 하나가 자기력에 의한 자성 부재에의 연마 부재의 결합을 허용하지 않도록 선택된다.
본 개시내용의 연마 용품은 작업 표면(111), 및 무기 재료(150)를 갖는 외부 부착 표면(112)을 포함하는 연마 부재(110)를 포함한다. 외부 부착 표면(112)은 작업 표면이 되도록 설계되지 않으며, 예를 들어 종래의 연마 제거 속도 시험에 의해 측정된 바와 같이 작업 표면(111)보다 현저히 적은 연마 능력을 나타낼 수 있다. 일부 실시예에서, 작업 표면으로부터 얻어진 제거 속도에 대한 외부 부착 표면으로부터 얻어진 제거 속도의 비는, 연마되는 동일한 기판을 사용하여 동일한 시험 조건 하에서 제거 속도가 측정될 때 약 0.5 미만, 약 0.3 미만, 약 0.1 미만, 약 0.05 미만, 또는 심지어 약 0.02 미만이다. 특정 시험이 정의되지는 않았지만, 당업자는 연마 용품의 구조체 및 연마되는 기판에 기초하여 시험 방법 및 대응하는 시험 조건을 선택하고, 연마 부재의 작업 표면 및 외부 부착 표면 상에서 시험을 수행하여 제거 속도 비를 결정할 수 있다.
본 개시내용의 다른 실시예에서, 연마 용품은 이전에 개시된 연마 부재들 중 임의의 연마 부재에 따른 연마 부재 - 연마 부재는 작업 표면 및 작업 표면의 반대편에 배치된 외부 부착 표면을 가지며 연마 부재는 약 7.0 초과의 모스 경도를 갖는 매트릭스 재료 및 무기 재료를 포함함 -; 대향하는 제1 및 제2 주 표면들을 갖는 자성 부재 - 자성 부재의 제1 주 표면은 외부 부착 표면에 대면함 -; 및 외부 부착 표면과 자성 부재의 제1 주 표면 사이에 개재되고 그와 접촉하는 접착 부재를 포함한다. 접착 부재는 연마 부재를 자성 부재에 접착한다. 일부 실시예에서, 접착 부재는 연마 부재의 외부 부착 표면을 자성 부재의 제1 주 표면에 접착한다. 일부 실시예에서, 연마 부재의 작업 표면과 자성 부재의 제1 주 표면 사이의 영역은 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체가 없다. 일부 실시예에서, 자성 부재는 비자기력에 의해 연마 부재에 결합된다. 자성 부재는 연마 부재에 영구적으로 부착될 수 있다. 연마 용품은 제3 부재를 포함할 수 있다. 일부 실시예에서, 제3 부재는 축, 예를 들면, 사용 중에 연마 용품을 구동 또는 회전시키기에 적합한 구동축을 포함하지 않는다.
도 2는 작업 표면(111) 및 외부 부착 표면(112)을 포함하는 대향하는 주 표면들을 갖는 연마 부재(110), 및 대향하는 제1 주 표면(121) 및 제2 주 표면(122)을 갖는 자성 부재(120)를 포함하는 연마 용품(200)을 도시하며, 자성 부재(120)의 제1 주 표면(121)은 외부 부착 표면(112)에 대면한다. 연마 부재(110)는 전술한 연마 부재들 중 임의의 연마 부재일 수 있다. 접착 부재(270)는 연마 부재(110)의 외부 부착 표면(112)과 자성 부재(120)의 제1 주 표면(121) 사이에 개재되고 그와 접촉한다. 접착 부재(270)는 단일 접착 층일 수 있거나 둘 이상의 접착 층(도시되지 않음)을 포함할 수 있다. 접착 부재(270)는 배킹, 지지부 등과 같은 다른 층(도시되지 않음)을 포함할 수 있다. 예를 들어, 접착 부재(270)는 2개의 대향하는 주 표면들을 갖는 중합체 배킹을 포함할 수 있으며, 각각의 주 표면은 그 위에 배치된 접착제, 예컨대 양면 코팅된 테이프를 갖는다. 접착 부재(270)를 형성하는 데 사용되는 접착제 또는 접착제들은 특별히 제한되지 않는다. 접착 부재(270)는 감압 접착제, 열경화성 접착제 및 열 활성화 가능한 접착제, 예컨대 핫 멜트 접착제(hot melt adhesive) 중 적어도 하나를 포함할 수 있지만, 이에 한정되는 것은 아니다. 접착 부재가 다수의 접착 층을 포함하는 경우, 접착 층은 동일한 접착제 또는 상이한 접착제일 수 있다. 유용한 접착제는 에폭시, 폴리에스테르, 폴리우레탄, 레조르시놀, 폴리이미드, 실리콘 및 아크릴레이트를 포함하지만 이에 한정되지는 않는다. 일부 실시예에서, 열경화성 접착제, 예컨대 열경화성 에폭시는 특정 유용성을 발견할 수 있다. 일부 실시예에서, 감압 접착제, 예컨대 아크릴계 감압성 접착제는 특별한 유용성을 발견할 수 있다. 일부 실시예에서, 접착 부재는 비강자성이다. 일부 실시예에서, 접착 부재는 접착 부재가 자기력에 의한 자성 부재에의 연마 부재의 결합을 허용하지 않도록 선택된다.
접착 부재는 연마 부재의 외부 부착 표면 및 자성 부재의 제1 주 표면 중 하나 또는 둘다와의 접합을 향상시키는 하나 이상의 접착 촉진제를 포함할 수 있다. 또한, 연마 부재의 외부 부착 표면 및 자성 부재의 제1 주 표면 중 하나 또는 둘 모두는 그 위에 접착 촉진제, 예를 들어, 접착 부재와의 접합을 용이하게 하는 프라이머(primer)를 포함할 수 있다. 접착 부재는 감압성 접착 전사 테이프 또는 양면 감압 접착 테이프의 라미네이션, 핫 멜트 접착제의 다이 코팅, 핫 멜트 접착제 필름의 용융 프레스 접합(melt press bonding), 액체 "현장 경화(cure in place)" 접착제의 코팅 후 경화를 포함하지만 이에 한정되지 않는 당업계에 알려진 종래의 기술에 의해 연마 부재의 외부 부착 표면 및 자성 부재의 제1 주 표면에 접착될 수 있다. 일부 실시예에서, 접착 부재는 실질적으로 평면이다.
본 개시내용의 연마 용품은 제3 부재를 포함할 수 있다. 본 개시내용의 연마 용품의 일부 실시예에서, 자성 부재는 연마 용품을 제3 부재에 부착하기 위한 연마 용품 내의 주요 수단이다. 다른 실시예들에서, 자성 부재는 연마 용품을 제3 부재에 부착하기 위한 연마 용품 내의 유일한 수단이다.
본 개시내용의 또 다른 실시예에서, 연마 용품은 앞서 개시된 연마 용품들 중 임의의 연마 용품에 따른 연마 용품을 포함하고, 연마 용품은 제1 주 표면 및 제2 주 표면을 갖는 제3 부재를 추가로 포함하며, 제3 부재의 제1 주 표면은 자성 부재의 제2 주 표면에 대면하고, 제3 부재는 강자성 재료를 포함하며 자기력에 의해 자성 부재에 부착된다. 일부 실시예에서, (부착의) 자기력은 중력으로 인한 가속으로 인해 자성 부재 및 연마 부재에 작용하는 대응하는 힘보다 크다. 일부 실시예에서, (부착의) 자기력은 중력으로 인한 가속으로 인해 자성 부재 및 연마 부재에 작용하는 대응하는 힘보다 두 배 크다. 중력에 의한 가속이 작용하는 연마 부재 및 자성 부재의 질량을 정의할 때, 연마 부재와 자성 부재, 예컨대 접착 부재 사이에 위치한 임의의 재료가 질량에 포함된다. 일부 실시예에서, 제3 부재는 영구 자석이 아니고/아니거나 제3 부재는 제3 부재에 위치한 공동 내에 완전히 또는 부분적으로 포함된 하나 이상의 제조된 영구 자석이 없다.
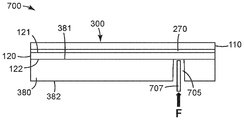
도 3a는 전술한 바와 같이 연마 용품(200)을 포함하는 연마 용품(300)을 도시한다. 연마 용품(300)은 제1 주 표면(381) 및 제2 주 표면(382)을 갖는 제3 부재(380)를 추가로 포함한다. 제3 부재(380)는 강자성 재료를 포함하며 자기력에 의해 자성 부재(120)에 부착된다. 일부 실시예에서, 제3 부재(380)는 본질적으로 강자성 재료, 예컨대 강자성 플레이트로 구성된다. 다른 실시예들에서, 제3 부재는 복합물 또는 라미네이트 구조체일 수 있다. 제3 부재는 중합체 재료, 및 복수의 강자성 입자, 적어도 하나의 강자성 플레이트 및 이들의 조합 중 적어도 하나로부터 선택된 강자성 재료를 포함할 수 있다. 옵션적으로, 강자성 재료는 중합체 재료 내에 적어도 부분적으로 함유될 수 있다. 강자성 재료는 철, 니켈, 코발트 및 가돌리늄 중 적어도 하나를 포함할 수 있지만, 이에 한정되지 않는다. 특히 유용한 강자성 재료는 강자성 강 및 강자성 스테인리스 강 중 적어도 하나를 포함한다. 일부 실시예에서, 제3 부재는 강자성 스테인리스 강을 포함한다. 도 3a의 연마 용품은, 제3 부재(380)의 동일한 폭을 갖는 연마 용품(200)을 도시하지만, 일부 실시예에서, 연마 부재(200)는 제3 부재(380)보다 작은 폭 또는 연마 제3 부재(380)보다 큰 폭을 가질 수 있다. 또한, 도 3a에서, 연마 용품의 폭은 작업 표면(111)에 평행하게 이어진다. 제3 부재는 융기된 림을 옵션적으로 포함할 수 있다.
일부 실시예에서, 제3 부재는 융기된 림을 포함하여 리세스를 생성할 수 있다. 리세스는 적어도 연마 부재 및 자성 부재를 포함하는 연마 용품, 예컨대 연마 용품(200)을 수용하도록 구성된다. 도 3b는 전술한 바와 같이 연마 용품(200)을 포함하는 연마 용품(301)을 도시한다. 연마 용품(300)은 제1 주 표면(381a, 381b)과 제2 주 표면(382) 및 융기된 림(385)을 갖는 제3 부재(380)를 추가로 포함한다. 융기된 림(385)은, 연마 부재(110)의 작업 표면(111)이 제1 주 표면(381b) 위에 있어, 작업 표면(111)이 연마될 기판과 접촉하게 하도록, 연마 용품(200)을 수용하도록 구성된다. 융기된 림의 외측 에지는 경사질 수 있다.
첨가된 재료가 자기력에 의해 자성 부재에 부착되는 제3 부재의 능력을 방해하지 않는다면, 제3 층과 자성 부재 사이에 기타 재료, 예컨대 연마 용품의 감쇠 또는 개선된 평면성을 위해 사용되는 박막이 배치될 수 있다.
일부 실시예에서, 연마 용품(200)은 제3 부재(380)보다 작은 폭을 가질 수 있고, 이어서 연마 용품(200)은 연마 세그먼트로 지칭될 수 있다. 이들 실시예에서, 제3 부재의 제1 주 표면은 각 연마 세그먼트의 자성 부재의 제2 주 표면에 대면하고, 제3 부재는 강자성 재료를 포함하며 연마 세그먼트는 자기력에 의해 제3 부재에 부착된다.
자기력에 의해 제3 부재에 부착되는 연마 세그먼트의 수는 특별히 제한되지 않는다. 일부 실시예에서, 적어도 1, 적어도 2, 적어도 3, 적어도 4, 적어도 5, 적어도 6, 또는 심지어 적어도 10개의 연마 세그먼트가 자기력에 의해 제3 부재(380)에 부착될 수 있다. 일부 실시예에서, 최대 20, 최대 30, 최대 40, 및 심지어 최대 100개의 연마 세그먼트가 자기력에 의해 제3 부재에 부착될 수 있다. 일부 실시예에서, 1 내지 100, 1 내지 40, 1 내지 30, 1 내지 20, 1 내지 10, 2 내지 100, 2 내지 40, 2 내지 20, 또는 심지어 2 내지 10개의 연마 세그먼트는 자기력에 의해 제3 부재에 부착될 수 있다.
본 개시내용의 연마 용품에서, 자성 부재는 당업계에 알려진 임의의 자성 부재일 수 있다. 자성 부재는 예를 들어 자성 재료를 포함하는 중합체 매트릭스로부터 제조된 복합 재료, 예를 들어 중합체 매트릭스 내에 분산된 강자성 재료일 수 있다. 강자성 재료는 강자성 분말일 수 있다. 중합체 매트릭스는 강성, 예를 들어, 적어도 약 실온 초과, 전형적으로 실온보다 적어도 약 섭씨 20도 초과, 적어도 약 섭씨 40도 초과, 적어도 약 섭씨 100도 초과 또는 심지어 적어도 약 섭씨 150도 초과하며, 실온보다 약 섭씨 350도를 초과하지 않는 유리 전이 온도를 갖는 열경화성 또는 열가소성 재료일 수 있다. 중합체 매트릭스는 가요성, 예를 들어, 적어도 약 실온 미만, 전형적으로 적어도 실온보다 약 섭씨 10도 미만, 적어도 약 섭씨 20도 미만, 적어도 약 섭씨 40도 미만 또는 심지어 적어도 약 섭씨 100도 미만이며, 실온보다 약 섭씨 170도 미만이 아닌 유리 전이 온도를 갖는 열경화성 또는 열가소성일 수 있다. 강성 중합체 매트릭스를 사용하면 강성 자성 부재가 된다. 가요성 중합체 매트릭스를 사용하면 가요성 자성 부재가 된다. 일부 실시예에서, 자성 부재는 약 0.1 mm 초과, 약 0.2 mm 초과, 약 0.5 mm 초과, 심지어 약 1 mm 초과; 약 10 mm 미만, 약 5 mm 미만, 약 4 mm 미만, 약 3 mm 미만, 또는 심지어 약 2 mm 미만의 두께를 가질 수 있다. 일부 실시예에서, 자성 부재는 약 0.1 mm 내지 10 mm, 약 0.1 mm 내지 약 5 mm, 약 0.1 mm 내지 약 3 mm, 또는 심지어 약 0.5 mm 내지 약 3 mm 일 수 있다. 일부 실시예에서, 자성 부재는 싱가포르 미드뷰 시티 소재의 Nihon Industrial Products Pte Ltd로부터 입수 가능한 플렉시블 러버 마그넷(Flexible Rubber Magnet), 제품 번호 NP12와 같은 자성 시트일 수 있다. 일부 실시예에서, 자성 부재는 실질적으로 평면이다.
본 개시내용의 다른 실시예에서, 연마 용품은 이전에 개시된 연마 용품들 중 임의의 연마 용품에 따른 연마 용품을 포함하며, 자성 부재는 자성 부재 내로 연장되는 적어도 하나의 정렬 공동을 포함한다. 도 4a는 전술한 바와 같이 연마 용품(200)을 포함하는 연마 용품(400)을 도시한다. 연마 용품(400)은 자성 부재(120) 내로 연장되는 정렬 공동(490)을 추가로 포함한다. 정렬 공동(490)은 접착 부재(270)까지 연장되지만, 자성 부재(120) 내로 부분적으로만 연장될 수 있거나 접착제 부재(270) 내로 연장될 수 있다. 일부 실시예에서, 정렬 공동은 연마 부재 내로 연장될 수 있다. 도 4b는 자성 부재(120) 및 접착 부재(270) 둘다를 통과하고 그리고 연마 부재(110) 내로 연장되는 정렬 공동(490)을 갖는 연마 용품(410)을 도시한다.
또 다른 실시예에서, 연마 용품은 적어도 하나의 정렬 핀을 포함하는 제3 부재를 포함할 수 있다. 정렬 핀은 연마 용품의 정렬 공동과 일치하도록 설계, 즉 크기설정 및 위치설정된다. 이는 부착된 자성 부재를 갖는 연마 부재가 제3 부재에 대해 원하는 공간 위치에 놓이게 한다. 도 4c는 이전에 기술된 바와 같이 연마 용품(400)을 포함하고 정렬 핀(495)을 갖는 제3 부재(380)를 추가로 포함하는 연마 용품(420)을 도시한다. 정렬 핀(495)은 연마 용품(400)을 제3 부재(380)와 정렬시키는 것을 용이하게 하기 위해 정렬 공동(490) 내에 위치설정된다. 유사하게는, 도 4d는 이전에 기술된 바와 같이 연마 용품(410)을 포함하고 정렬 핀(495)을 갖는 제3 부재(380)를 추가로 포함하는 연마 용품(430)을 도시한다. 정렬 핀(495)은 연마 용품(410)을 제3 부재(380)와 정렬시키는 것을 용이하게 하기 위해 정렬 공동(490) 내에 위치설정된다. 정렬 핀은 예를 들어 기계가공을 통해 제3 부재(380)와 일체로 형성될 수 있거나 별도의 컴포넌트일 수 있다.
다른 실시예에서, 연마 용품은 이전에 개시된 연마 용품들 중 임의의 연마 용품에 따른 연마 용품을 포함하며, 자성 부재는 자성 부재 내로 연장되는 적어도 2개의 정렬 공동을 포함한다. 도 4e는 전술한 바와 같이 연마 용품(200)을 포함하는 연마 용품(440)을 도시한다. 연마 용품(440)은 자성 부재(120) 내로 연장되는 정렬 공동들(490)을 추가로 포함한다. 정렬 공동(490)은 도 4e에서 접착 부재(270)까지 연장되지만, 자성 부재(120) 내로 부분적으로만 연장될 수 있고, 접착 부재(270) 내로 연장될 수 있거나 연마 부재(110) 내로 연장될 수 있다. 또 다른 실시예에서, 이전 연마 용품은 적어도 2개의 정렬 핀을 갖는 제3 부재를 추가로 포함할 수 있다. 도 4f는 이전에 기술된 바와 같이 연마 용품(440)을 포함하고 정렬 핀들(495)을 갖는 제3 부재(380)를 추가로 포함하는 연마 용품(450)을 도시한다. 정렬 핀들(495)의 각각은 정렬 공동들(490) 중 하나에 위치설정되어, 연마 용품(440)을 제3 부재(380)와 정렬시키는 것을 용이하게 한다. 정렬 핀 또는 핀들은 예를 들어 기계가공을 통해 제3 부재(380)와 일체로 형성될 수 있거나 별도의 컴포넌트일 수 있다.
도 4e 및 도 4f에서, 정렬 핀은 동일한 길이로 도시되고 정렬 공동은 동일한 깊이로 도시된다. 그러나, 정렬 핀의 길이는 대응하는 정렬 공동의 깊이가 정렬 핀 길이를 수용하도록 조정되는 한 변할 수 있다. 정렬 핀 및 공동은 제3 부재(380)의 제1 주 표면(381)이 자성 부재(120)의 제2 주 표면(122)에 근접하고/하거나 그와 접촉하게 하도록, 즉 제3 부재(380)가 자기력에 의해 자성 부재(120)에 부착되게 하도록 설계될 것이다. 도 4e 및 도 4f에서, 정렬 핀은 동일한 폭으로 도시되고 정렬 공동은 동일한 폭으로 도시된다. 그러나, 정렬 핀의 폭은 대응하는 정렬 공동의 폭이 본 명세서에 설명된 공차(tolerance)에 따라 정렬 핀 폭을 수용하도록 조정되는 한 변할 수 있다.
본 개시내용의 다른 실시예에서, 연마 용품은 이전에 개시된 연마 부재들 중 임의의 연마 부재에 따른 연마 부재를 포함하며, 연마 부재는 자성 부재의 제2 주 표면의 평면으로부터 연장되는 적어도 하나의 정렬 핀을 포함한다. 도 5a는 작업 표면(111) 및 외부 부착 표면(112)을 포함하는 대향하는 주 표면들을 갖는 연마 부재(110), 및 대향하는 제1 주 표면(121) 및 제2 주 표면(122)을 갖는 자성 부재(120)를 포함하는 연마 용품(500)을 도시하며, 자성 부재(120)의 제1 주 표면(121)은 외부 부착 표면(112)에 대면한다. 연마 용품(500)은, 자성 부재(120)의 제2 주 표면(122)의 평면으로부터 연장되는, 정렬 핀(595a, 595b, 595c)으로 추가로 정의된 정렬 핀(595)을 추가로 포함한다. 정렬 핀(595a)은 연마 부재(110)의 부착 표면(112)에서 시작하여 자성 부재(120)의 제2 주 표면(122)의 평면으로부터 연장된다. 정렬 핀(595b)은 접착 부재(270)의 표면에서 시작하여 자성 부재(120)의 제2 주 표면(122)의 평면으로부터 연장된다. 정렬 핀(595c)은 자성 부재(120)의 제2 주 표면(122)에서 시작하여 자성 부재(120)의 제2 주 표면(122)의 평면으로부터 연장된다. 3개의 상이한 정렬 핀이 도시되어 있지만, 정렬 핀은 모두 동일할 수 있으며, 즉 연마 용품의 두께에 대해 동일한 길이, 폭 및 시작 깊이를 가질 수 있거나, 상이할 수 있다. 또 다른 실시예에서, 이전 연마 용품은 적어도 하나의 정렬 공동을 포함하는 제3 부재를 포함할 수 있다. 적어도 하나의 정렬 공동은 연마 용품의 적어도 하나의 정렬 핀과 일치하도록 설계, 즉 크기설정 및 위치설정된다. 이는 부착된 자성 부재를 갖는 연마 부재가 제3 부재에 대해 원하는 공간 위치에 놓이게 한다. 도 5b는 이전에 기술된 바와 같이 연마 용품(500)을 포함하고 정렬 공동들(590a, 590b, 590c)을 갖는 제3 부재(380)를 추가로 포함하는 연마 용품(510)을 도시한다. 정렬 핀들(595a, 595b, 595c)의 각각은 정렬 공동들(590a, 590b, 590c) 중 하나에 위치설정되어 연마 용품(500)을 제3 부재(380)와 정렬시키는 것을 용이하게 한다.
정렬 핀 및 정렬 공동의 수는 특별히 제한되지 않으며 1, 2, 3, 4, 5 또는 그 이상을 포함할 수 있다. 일부 실시예에서, 정렬 핀 및 정렬 공동의 수는 약 1 내지 약 40, 약 1 내지 약 30, 약 1 내지 약 20, 약 1 내지 약 10, 또는 심지어 약 2 내지 약 10이다. 정렬 핀의 수는 정렬 공동의 수와 같거나 적을 수 있다. 일부 실시예에서, 정렬 핀의 수는 정렬 공동의 수와 동일하다. 둘 이상의 정렬 공동 및 정렬 핀이 사용되는 경우, 정렬 핀은 연마 용품의 정렬 공동과 일치하도록 설계, 즉 크기설정 및 위치설정된다. 일반적으로, 정렬 핀은 정렬 공동의 폭 및 깊이보다 폭 및 높이가 약간 더 작게 크기설정되어, 핀이 공동 내로 원활하게 미끄러질 수 있게 한다. 정렬 핀 및 공동은 제3 부재를 연마 용품, 자성 부재 및/또는 연마 부재에 부착하도록 설계되지 않는다. 정렬 핀 벽과 공동 벽 사이의 공차는 약 0.01 mm 초과, 약 0.05 mm 초과, 또는 심지어 약 0.1 mm 초과; 약 2.0 mm 미만, 약 1.0 mm 미만, 약 0.5 mm 미만, 약 0.3 mm 미만, 약 0.2 mm 미만, 또는 심지어 약 0.18 mm 미만일 수 있다. 정렬 핀의 길이는 제3 부재(380)의 제1 주 표면(381)이 자성 부재(120)의 제2 주 표면(122)에 근접하고/하거나 그와 접촉하게 할 수 있도록 정렬 공동의 깊이보다 짧게 되도록 선택된다. 일부 실시예에서, 정렬 핀의 길이는 정렬 공동의 깊이보다 적어도 약 10 마이크로미터 미만, 적어도 약 25 마이크로미터 미만, 적어도 약 50 마이크로미터 미만, 적어도 약 100 마이크로미터 미만, 적어도 약 250 마이크로미터 미만, 적어도 약 500 마이크로미터 미만, 적어도 약 1 mm 미만, 적어도 약 2 mm 미만, 또는 심지어는 적어도 약 5 mm 미만이다. 일부 실시예에서, 정렬 핀의 길이는 정렬 공동의 깊이보다 약 10 mm 미만보다 크지 않다. 둘 이상의 정렬 핀 및 둘 이상의 정렬 공동을 포함하는 실시예들에서, 정렬 핀은 대응하는 정렬 공동의 깊이 및 폭이 정렬 핀 높이 및 폭을 수용하도록 조정되는 한, 모두 동일한 높이 또는 상이한 높이일 수 있고 핀은 동일한 폭 또는 상이한 폭을 가질 수 있으며, 이는 제3 부재의 제1 주 표면이 자성 부재의 제2 주 표면에 근접하고/하거나 그와 접촉하는 것을 허용, 즉, 제3 부재가 자기력에 의해 자성 부재에 부착되도록 허용한다.
다른 실시예에서, 본 개시내용은 연마 부재를 연마 용품으로부터 분리하는 방법 및 연마 용품의 연마 부재를 교체하는 방법을 제공한다. 연마 용품으로부터 연마 부재를 분리하는 방법은, 상기 실시예들 중 임의의 실시예에 따른 연마 부재, 자성 부재 및 제3 부재를 갖는 연마 용품을 제공하는 단계, 및 연마 부재, 자성 부재 및 제3 부재 중 적어도 하나에 분리력을 인가하는 단계를 포함하며, 분리력은 자성 부재와 제3 부재 사이의 자기력을 초과하여 연마 부재 및 부착된 자성 부재를 제3 부재로부터 분리하게 한다. 도 6a 내지 도 6c는 연마 부재를 연마 용품으로부터 분리하는 방법의 예를 도시한다. 연마 부재를 연마 용품으로부터 분리하는 방법은, 이전에 기술된 바와 같은(도 4e의 연마 용품(440)), 작업 표면(111a) 및 부착 표면(112a)을 갖는 연마 부재(110a), 제1 주 표면(121a) 및 제2 주 표면(122a)을 갖는 자성 부재(120a), 접착 부재(270a), 및 제1 주 표면(381) 및 제2 주 표면(382)을 갖는 제3 부재(380)를 포함하는 연마 용품(440a)을 포함하는 이전에 기술된 바와 같은(도 4f의 연마 용품(450)), 연마 용품(450a)을 제공하는 단계(도 6a); 및 연마 부재(110a), 자성 부재(120a) 및 제3 부재(380) 중 적어도 하나에 적어도 하나의 분리력(F)을 인가하는 단계(도 6b)를 포함하며, 분리력(F)은 자성 부재(120a)와 제3 부재(380) 사이의 자기력을 초과하여 연마 부재(110a) 및 부착된 자성 부재(120a)가 제3 부재(380)로부터 분리되게 하며(도 6c), 즉 연마 용품(440a)이 제3 부재(380)로부터 분리된다.
연마 용품의 연마 부재를 교체하는 방법은, 연마 부재를 연마 용품으로부터 분리하기 위한 이전에 기술한 방법을 포함하며, 연마 부재 및 자성 부재를 갖는 제2 연마 용품을 제공하는 단계, 제2 연마 용품의 자성 부재의 제2 주 표면이 제3 부재의 제1 주 표면에 근접하고 그에 대면하도록 제2 연마 용품을 위치설정하는 단계, 및 자기력에 의해 제2 연마 용품의 자성 부재의 제2 주 표면을 제3 부재의 제1 주 표면에 부착하는 단계를 포함한다.
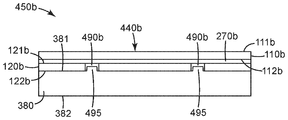
또한, 도 6a 내지 도 6d는 연마 용품의 연마 부재를 교체하는 방법을 도시한다. 도 6a 내지 도 6c는 이전에 기술된 바와 같다. 도 6d는, 작업 표면(111b) 및 부착 표면(112b)을 갖는 연마 부재(110b), 제1 주 표면(121b) 및 제2 주 표면(112b)을 갖는 자성 부재(120b), 및 접착 부재(270b)를 포함하는 이전에 기술된 바와 같은(도 4e의 연마 용품(440)) 제2 연마 용품(440b)을 제공하는 단계; 제2 연마 용품(440b)의 자성 부재(120b)의 제2 주 표면(122b)이 제3 부재(380)의 제1 주 표면(381)에 근접하고 그에 대면하도록 제2 연마 용품(440b)을 위치설정하는 단계; 및 자기력에 의해 제2 연마 용품(440b)의 자성 부재(120b)의 제2 주 표면(122b)을 제3 부재(380)의 제1 주 표면(381)에 부착하는 단계를 포함한다. 이 방법의 결과는 연마 용품(440a)의 제1 또는 원래의 연마 부재(110a)가 연마 용품(440b)의 제2 연마 부재(110b)로 교체되었다는 것이다. 연마 부재(110a)의 작업 표면(111a)이 교체를 필요로 하는 경우, 예를 들어, 사용으로 인해 마모되거나 무뎌지는 경우, 새로운 작업 표면(111b)을 갖는 새로운 연마 부재(110b)는 기술된 방법을 통해 그것을 용이하게 교체하여 연마 용품(450b)을 형성할 수 있다. 제3 부재(380)는 연마 용품(450b)의 형성 시 재사용된다.
일부 실시예에서, 본 개시내용의 연마 용품은 릴리스 메커니즘을 추가로 포함할 수 있다. 릴리스 메커니즘은 제3 부재로부터 연마 부재 및 부착된 자성 부재를 제거하는 것을 용이하게 하도록 구성된다. 일부 실시예에서, 릴리스 메커니즘은 자성 부재, 연마 부재 및 제3 부재 중 적어도 하나 내에 적어도 하나의 릴리스 탭, 적어도 하나의 릴리스 공동 및 적어도 하나의 릴리스 에지 그로브 중 하나 이상을 포함하지만 이에 한정되는 것은 아니다. 릴리스 공동을 포함하는 릴리스 메커니즘은 대응하는 릴리스 핀을 포함할 수 있다. 릴리스 에지 그로브를 포함하는 릴리스 메커니즘은 대응하는 릴리스 레버를 포함할 수 있다. 릴리스 메커니즘의 조합이 사용될 수 있다. 일부 실시예에서, 제3 부재는 릴리스 메커니즘을 포함한다. 일부 실시예에서, 연마 부재는 릴리스 메커니즘을 포함한다. 일부 실시예에서, 자성 부재는 릴리스 메커니즘을 포함한다.
하나의 예시적인 실시예에서, 도 7에 도시된 바와 같이, 연마 용품(700)은 전술한 바와 같이 연마 용품(300)을 포함하고, 릴리스 공동(705)을 추가로 포함한다. 릴리스 공동(705)은 릴리스 핀(707)이 릴리스 공동(705)에 삽입될 수 있도록 설계된다. 이어서, 힘(F)은 릴리스 핀(707)에 인가되고 후속적으로 자성 부재(120)의 제2 주 표면(122)에 인가될 수 있다. 힘(F)은 부착된 연마 부재(110)와 함께 자성 부재(120)가 제3 부재(380)로부터 분리되게 한다. 릴리스 공동들의 수는 특별히 제한되지 않는다. 일부 실시예에서, 릴리스 공동들의 수는 1 내지 10, 1 내지 6, 또는 심지어 1 내지 4일 수 있다. 릴리스 핀은 연마 용품(700)에 일체화될 수 있고 릴리스 공동(705) 내에 포함될 수 있다. 예를 들어, 잠금 및 스프링 메커니즘(도시하지 않음)과 일체화될 수 있다.
다른 예시적인 실시예에서, 도 8에 도시된 바와 같이, 연마 용품(800)은 전술한 바와 같이 연마 용품(510)을 포함하고, 릴리스 에지 그로브(805)를 추가로 포함한다. 릴리스 레버(807)는 릴리스 에지 그루브(805)에 삽입될 수 있다. 힘(F)을 릴리스 레버(807)에 인가함으로써, 부착된 연마 부재(110)를 갖는 제3 부재(380) 및 자성 부재(120) 중 하나 또는 둘다에 힘이 인가될 수 있다. 힘(F)은 부착된 연마 부재(110)와 함께 자성 부재(120)가 제3 부재(380)로부터 분리되게 한다. 도 8에서, 릴리스 에지 그루브는 자성 부재와 제3 부재 둘다에 있는 것으로 도시되어 있다. 일부 실시예에서, 에지 그로브는 자성 부재 및 제3 부재 중 적어도 하나에 있다. 릴리스 에지 그로브들의 수는 특별히 제한되지 않는다. 일부 실시예에서, 릴리스 에지 그루브의 수는 1 내지 10, 1 내지 6, 또는 심지어 1 내지 4일 수 있다. 릴리스 레버는 연마 용품(800)에 일체화될 수 있고 제3 부재(380)에 형성된 공동(도시하지 않음)에 포함될 수 있다.
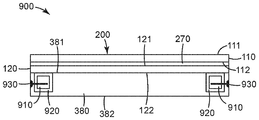
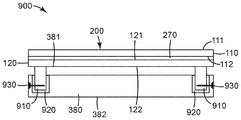
다른 예시적인 실시예에서, 도 9에 도시된 바와 같이, 연마 용품(900)은 전술한 바와 같이 연마 용품(200), 및 제1 및 제2 주 표면들(381, 382)을 각각 갖는 제3 부재(380)를 포함한다. 제3 부재(380)는 릴리스 탭(910) 및 대응하는 나사(930)를 포함하는 릴리스 메커니즘을 갖는다. 릴리스 탭(release tab)(910)은 예를 들어 제3 부재(380)에서 기계가공되거나 일체로 성형될 수 있는 릴리스 공동(920) 내에 포함된다. 비-릴리스 위치에서, 도 9a에 도시된 바와 같이, 릴리스 탭(910)은 자성 부재(120)의 제2 주 표면(122)의 평면 아래에 놓인다. 이러한 구성에서, 연마 용품(910)은 대응하는 연마 용도, 예를 들어 컨디셔닝, 즉 연마, 화학 기계적 평탄화 폴리싱 패드에 사용될 수 있다. 적절한 시간에, 예를 들어 연마 부재(110)의 작업 표면(111)이 마모되거나 무뎌지는 경우, 연마 부재(110) 및 자성 부재(120)를 포함하는 연마 용품(200)은 탭(910)을 자성 부재(120)의 제2 주 표면(122)에 대해 압박하는 나사(930)를 회전시킴으로써 제3 부재(380)로부터 릴리스될 수 있으며, 이에 의해 자성 부재(120)의 제2 주 표면(122) 상에 분리력을 생성한다. 탭(910)의 회전에 의해 생성된 분리력이 자성 부재(120)와 제3 부재(380) 사이의 자기력을 초과하는 경우, 연마 부재(110) 및 부착된 자성 부재(120)를 포함하는 연마 용품(200)은 도 3b의 제3 부재(380)로부터 분리된다. 연마 용품(200)이 제3 부재(380)로부터 제거되면, 나사(930)는 탭(910)이 릴리스 공동(920) 내로 다시 회전하게 하는 자신의 원래 위치로 복귀될 수 있다. 이어서, 새로운 연마 용품은 자기력에 의해 제3 부재(380)에 부착될 수 있다. 릴리스 탭 및 대응하는 릴리스 공동의 수는 특별히 제한되지 않는다. 일부 실시예에서, 릴리스 탭의 수는 1, 2, 3, 4 또는 심지어 5개의 릴리스 탭을 포함할 수 있다. 일부 실시예에서, 릴리스 탭의 수는 1 내지 10일 수 있다.
도 7, 도 8 및 도 9는 제3 부재(380)와 자성 부재(120) 및/또는 연마 부재(110) 사이의 분리를 용이하게 하는 힘을 제공하는 것으로 한정되지 않고 다른 변형 예들이 당업자에게 공지될 것이다.
연마 용품은 높은 고유 값을 갖는 제3 부재를 회수하고 재사용하는 데 특히 적합하다. 예를 들어, 본 개시내용의 연마 용품은 화학적 기계적 평탄화 공정에 사용되는 패드 컨디셔너일 수 있다. 패드 컨디셔너는 연마 부재에 대한 지지를 제공하는 스테인레스 강 플레이트일 수 있는 제3 부재를 포함한다. 제3 부재는 특정한 엄격한 공차로 설계될 수 있고, 자성 부재를 통해 연마 부재가 부착될 수 있는 평면형 표면을 갖는 제1 주 표면을 포함할 수 있고, 연마 부재가 대응하는 평면성, 즉 평면형 표면 또는 평탄도를 갖게 할 수 있다. 이렇게 함으로써, 대응하는 평면형 자성 부재 및 접착 부재가 필요할 수 있다. 연마 부재가 마모되어 더 이상 사용 가능하지 않은 경우, 연마 부재 및 부착된 자성 부재는 이전에 기술된 연마 부재를 연마 용품으로부터 분리하는 방법 및 연마 용품의 연마 부재의 교체 방법을 사용하여 부착된 자성 부재를 갖는 새로운 연마 부재로 용이하게 교체될 수 있다.
본 개시내용의 선택된 실시예들은 하기를 포함하지만 이에 한정되지 않는다:
제1 실시예에서, 본 개시내용은 연마 용품을 제공하며, 연마 용품은,
작업 표면 및 작업 표면의 반대편에 배치된 외부 부착 표면을 갖는 연마 부재 - 연마 부재는 약 7.0 초과의 모스 경도를 갖는 매트릭스 재료 및 무기 재료를 포함함 -; 및 대향하는 제1 및 제2 주 표면들을 갖는 자성 부재를 포함하고,
자성 부재의 제1 주 표면은 외부 부착 표면에 대면한다.
제2 실시예에서, 본 개시내용은 제1 실시예에 따른 연마 용품을 제공하며, 연마 부재는 약 7.5 초과의 모스 경도를 갖는 무기 재료를 포함한다.
제3 실시예에서, 본 개시내용은 제1 실시예 또는 제2 실시예에 따른 연마 용품을 제공하며, 연마 부재는 약 8.0 초과의 모스 경도를 갖는 무기 재료를 포함한다.
제4 실시예에서, 본 개시내용은 제1 실시예 내지 제3 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 연마 부재는 약 9.0 초과의 모스 경도를 갖는 무기 재료를 포함한다.
제5 실시예에서, 본 개시내용은 제1 실시예 내지 제4 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 무기 재료는 작업 표면에 근접한 매트릭스 재료의 일부분에 적어도 부분적으로 함유된 연마 입자들을 포함한다.
제6 실시예에서, 본 개시내용은 제1 실시예 내지 제4 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 무기 재료는 작업 표면에 근접한 매트릭스 재료의 적어도 일부분에 배치된 무기 코팅을 포함한다.
제7 실시예에서, 본 개시내용은 제1 실시예 내지 제6 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 무기 재료는 가넷, 지르코니아, 스피넬, 규산 지르코늄, 크롬, 질화 규소, 탄화 탄탈, 산화 알루미늄, 탄화 규소, 탄화 텅스텐, 탄화 티타늄, 붕소, 질화 붕소, 탄화 붕소, 이붕화 레늄, 이붕화 티타늄, 다이아몬드, 다이아몬드상 탄소, 초경질 풀러라이트, 이붕화 레늄, 및 응집된 다이아몬드 나노로드를 포함하는 나노결정성 다이아몬드 중 적어도 하나를 포함한다.
제8 실시예에서, 본 개시내용은 제1 실시예 내지 제6 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 무기 재료는 산화 알루미늄, 탄화 규소, 탄화 텅스텐, 탄화 티타늄, 붕소, 질화 붕소, 이붕화 레늄, 이붕화 티타늄, 다이아몬드, 다이아몬드상 탄소, 초경질 풀러라이트, 이붕화 레늄, 및 응집된 다이아몬드 나노로드를 포함하는 나노결정성 다이아몬드 중 적어도 하나를 포함한다.
제9 실시예에서, 본 개시내용은 제1 실시예 내지 제6 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 무기 재료는 다이아몬드, 다이아몬드상 탄소, 초경질 풀러라이트, 이붕화 레늄, 및 응집된 다이아몬드 나노로드를 포함하는 나노결정성 다이아몬드 중 적어도 하나를 포함한다.
제10 실시예에서, 본 개시내용은 제1 실시예 내지 제9 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 매트릭스 재료는 금속을 포함한다.
제11 실시예에서, 본 개시내용은 제1 실시예 내지 제9 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 매트릭스 재료는 중합체를 포함한다.
제12 실시예에서, 본 개시내용은 제1 실시예 내지 제9 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 매트릭스 재료는 세라믹을 포함한다.
제13 실시예에 있어서, 본 개시내용은 제1 실시예 내지 제9 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 매트릭스 재료는 생소지 세라믹 및 소결된 세라믹 중 적어도 하나를 포함한다.
제14 실시예에서, 본 개시내용은 제1 실시예 내지 제13 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 작업 표면은 복수의 정밀하게 형상화된 특징부를 포함한다.
제15 실시예에서, 본 개시내용은 제1 실시예 내지 제14 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 연마 부재의 외부 부착 표면과 자성 부재의 제1 주 표면 사이에 개재되고 그와 접촉하는 접착 부재를 추가로 포함하며, 접착 부재는 연마 부재를 자성 부재에 결합한다.
제16 실시예에서, 본 개시내용은 제15 실시예에 따른 연마 용품을 제공하며, 접착 부재는 감압 접착제, 열경화성 접착제, 및 열 활성화 가능한 접착제 중 적어도 하나를 포함한다.
제17 실시예에서, 본 개시내용은 제16 실시예에 따른 연마 용품을 제공하며, 접착 부재는 감압 접착제를 포함한다.
제18 실시예에서, 본 개시내용은 제1 실시예 내지 제17 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 자기력은 제3 부재에 연마 용품을 부착하기 위한 연마 용품 내의 주요 수단이다.
제19 실시예에서, 본 개시내용은 제1 실시예 내지 제18 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 자기 f는 연마 용품을 제3 부재에 부착하기 위한 연마 용품 내의 유일한 수단이다.
제20 실시예에서, 본 개시내용은 제1 실시예 내지 제19 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 자성 부재는 자성 부재 내로 연장되는 적어도 하나의 정렬 공동을 포함한다.
제21 실시예에서, 본 개시내용은 제1 실시예 내지 제19 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 자성 부재는 자성 부재 내로 연장되는 적어도 2개의 정렬 공동을 포함한다.
제22 실시예에서, 본 개시내용은 제1 실시예 내지 제19 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 적어도 하나의 정렬 핀을 추가로 포함하고, 적어도 하나의 정렬 핀은 자성 부재의 제2 주 표면의 평면으로부터 연장된다.
제23 실시예에서, 본 개시내용은 제1 실시예 내지 제19 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 적어도 2개의 정렬 핀을 추가로 포함하고, 적어도 2개의 정렬 핀은 자성 부재의 제2 주 표면의 평면으로부터 연장된다.
제24 실시예에서, 본 개시내용은 제1 실시예 내지 제19 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 제1 주 표면 및 제2 주 표면을 갖는 제3 부재를 추가로 포함하고, 제3 부재의 제1 주 표면은 자성 부재의 제2 주 표면에 대면하고, 제3 부재는 강자성 재료를 포함하며 자기력에 의해 자성 부재에 부착된다.
제25 실시예에서, 본 개시내용은 제24 실시예에 따른 연마 용품을 제공하며, 제3 부재는 본질적으로 강자성 재료로 구성된다.
제26 실시예에서, 본 개시내용은 제24 실시예에 따른 연마 용품을 제공하며, 제3 부재는 중합체 재료 및 복수의 강자성 입자, 적어도 하나의 강자성 플레이트 및 이들의 조합 중 적어도 하나로부터 선택된 강자성 재료를 포함하고, 옵션적으로, 강자성 재료는 중합체 재료 내에 적어도 부분적으로 함유된다.
제27 실시예에 있어서, 본 개시내용은 제24 실시예 내지 제26 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 강자성 재료는 철, 니켈, 코발트 및 가돌리늄 중 적어도 하나를 포함한다.
제28 실시예에 있어서, 본 개시내용은 제24 실시예 내지 제27 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 강자성 재료는 강자성 강 및 강자성 스테인리스 강 중 적어도 하나를 포함한다.
제29 실시예에서, 본 개시내용은 제24 실시예 내지 제28 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 자성 부재는 자성 부재 내로 연장되는 적어도 하나의 정렬 공동을 포함한다.
제30 실시예에서, 본 개시내용은 제29 실시예에 따른 연마 용품을 제공하며, 제3 부재는 적어도 하나의 정렬 핀을 추가로 포함하고, 적어도 하나의 정렬 핀의 각각은 적어도 하나의 정렬 공동의 하나와 정렬되고 그 내로 연장된다.
제31 실시예에서, 본 개시내용은 제24 실시예 내지 제28 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 자성 부재는 자성 부재 내로 연장되는 적어도 2개의 정렬 공동을 포함한다.
제32 실시예에서, 본 개시내용은 제31 실시예에 따른 연마 용품을 제공하며, 제3 부재는 적어도 2개의 정렬 핀을 추가로 포함하며, 적어도 2개의 정렬 핀의 각각은 적어도 2개의 정렬 공동들 중 하나와 정렬되고 그 내로 연장된다.
제33 실시예에서, 본 개시내용은 제24 실시예 내지 제28 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 적어도 하나의 정렬 핀을 추가로 포함하고, 적어도 하나의 정렬 핀은 자성 부재의 제2 주 표면의 평면으로부터 연장된다.
제34 실시예에서, 본 개시내용은 제33 실시예에 따른 연마 용품을 제공하며, 제3 부재는 적어도 하나의 정렬 공동을 포함하고, 적어도 하나의 정렬 핀의 각각은 적어도 하나의 정렬 공동의 하나 내로 연장된다.
제35 실시예에서, 본 개시내용은 제24 실시예 내지 제28 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 적어도 2개의 정렬 핀을 추가로 포함하고, 적어도 2개의 정렬 핀은 자성 부재의 제2 주 표면의 평면으로부터 연장된다.
제36 실시예에서, 본 개시내용은 제35 실시예에 따른 연마 용품을 제공하며, 제3 부재는 적어도 2개의 정렬 공동을 포함하고, 적어도 2개의 정렬 핀의 각각은 적어도 2개의 정렬 공동들 중 하나 내로 연장된다.
제37 실시예에서, 본 개시내용은 제24 실시예 내지 제36 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 연마 용품은 릴리스 메커니즘을 포함한다.
제38 실시예에서, 본 개시내용은 제37 실시예에 따른 연마 용품을 제공하며, 릴리스 메커니즘은 적어도 하나의 릴리스 탭, 적어도 하나의 릴리스 공동, 및 적어도 하나의 릴리스 에지 그로브 중 하나 이상을 포함한다.
제39 실시예에서, 본 개시내용은 제24 실시예 내지 제38 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 연마 부재의 작업 표면과 자성 부재의 제1 주 표면 사이의 영역은 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체가 없다.
제40 실시예에서, 본 개시내용은 제24 실시예 내지 제39 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 자성 부재는 비자기력에 의해 연마 부재에 결합된다.
제41 실시예에서, 본 개시내용은 제24 실시예 내지 제40 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 작업 표면으로부터 얻어진 제거 속도에 대한 외부 부착 표면으로부터 얻어진 제거 속도의 비는, 연마되는 동일한 기판을 사용하여 동일한 시험 조건 하에서 제거 속도가 측정될 때 약 0.5 미만, 약 0.3 미만, 약 0.1 미만, 약 0.05 미만, 또는 심지어 약 0.02 미만이다.
제42 실시예에서, 본 개시내용은 제1 실시예 내지 제23 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 연마 용품은 릴리스 메커니즘을 포함한다.
제43 실시예에서, 본 개시내용은 제42 실시예에 따른 연마 용품을 제공하며, 릴리스 메커니즘은 적어도 하나의 릴리스 탭, 적어도 하나의 릴리스 공동, 및 적어도 하나의 릴리스 에지 그로브 중 하나 이상을 포함한다.
제44 실시예에서, 본 개시내용은 제1 실시예 내지 제23 실시예, 제42 실시예, 및 제43 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 연마 부재의 작업 표면과 자성 부재의 제1 주 표면 사이의 연마 용품의 영역은 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체가 없다.
제45 실시예에서, 본 개시내용은 제1 실시예 내지 제23 실시예 및 제42 실시예 내지 제44 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 자성 부재는 비자기력에 의해 연마 부재에 결합된다.
제46 실시예에서, 본 개시내용은 제1 실시예 내지 제23 실시예 및 제42 실시예 내지 제45 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하며, 작업 표면으로부터 얻어진 제거 속도에 대한 외부 부착 표면으로부터 얻어진 제거 속도의 비는, 연마되는 동일한 기판을 사용하여 동일한 시험 조건 하에서 제거 속도가 측정될 때 약 0.5 미만, 약 0.3 미만, 약 0.1 미만, 약 0.05 미만, 또는 심지어 약 0.02 미만이다.
제47 실시예에서, 본 개시내용은 연마 부재를 연마 용품으로부터 분리하는 방법을 제공하며, 이 방법은,
제24 실시예 내지 제41 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하는 단계, 및
연마 부재, 자성 부재 및 제3 부재 중 적어도 하나에 분리력을 인가하는 단계를 포함하며, 분리력은 자성 부재와 제3 부재 사이의 자기력을 초과하여 연마 부재 및 부착된 자성 부재를 제3 부재로부터 분리하게 한다.
제47 실시예에서, 본 개시내용은 연마 용품의 연마 부재를 교체하는 방법을 제공하며, 이 방법은,
제24 실시예 내지 제41 실시예 중 어느 한 실시예에 따른 연마 용품을 제공하는 단계,
연마 부재, 자성 부재 및 제3 부재 중 적어도 하나에 분리력을 인가하는 단계 - 분리력은 자성 부재와 제3 부재 사이의 자기력을 초과하여 연마 부재 및 부착된 자성 부재를 제3 부재로부터 분리하게 함 -,
제1 실시예 내지 제23 실시예 및 제42 실시예 내지 제46 실시예 중 어느 한 실시예에 따른 제2 연마 용품을 제공하는 단계,
제2 연마 용품의 자성 부재의 제2 주 표면이 제3 부재의 제1 주 표면에 근접하고 그에 대면하도록 제2 연마 용품을 위치설정하는 단계, 및
자기력에 의해 제2 연마 용품의 자성 부재를 제3 부재에 부착하는 단계를 포함한다.
예
미국 미네소타 주 세인트 폴 소재의 3M 컴퍼니(3M Company)로부터 상품명 3M DIAMOND PAD CONDITIONER A165로 입수할 수 있는 패드 컨디셔너를 핫 플레이트 표면에 인접한 금속 캐리어와 함께 핫 플레이트 상에 놓았다. 패드 컨디셔너는 4 인치(10.2 cm) 직경의 원형 형상의 소결된 연마 플레이트를 감압 접착제를 통해 스테인레스 강 캐리어에 접합시켰다. 패드 컨디셔너를 핫 플레이트 상에서 가열하여, 소결된 연마 플레이트를 스테인리스 강 캐리어에 접합한 감압 접착제의 점착성을 낮추었다. 퍼티 나이프(putty knife)를 사용하여, 소결된 연마 플레이트를 스테인리스 강 캐리어로부터 들어 올렸다. 소결된 연마 플레이트의 후면에 접착된 잔여 PSA를, 용매, 이소프로필 알콜과 조합하여 천으로 닦아서 제거하였다. 이어서, 소결된 연마 플레이트를 세척하고 건조시켰다. 이어서, 싱가포르 미드뷰 시티 소재의 Nihon Industrial Products Pte Ltd로부터 입수 가능한 자성 시트, 플렉시블 러버 마그넷, 제품 번호 NP12를, 3M 컴퍼니로부터 입수 가능한 아크릴성 접착 전사 테이프, 3M ADHESIVE TRANSFER TAPE DOUBLE LINERED 7962MP의 한 면에, 전사 테이프의 하나의 라이너를 제거한 후, 라미네이팅하였다. 전사 테이프를 갖는 자성 시트를, 2개의 정렬 구멍, 즉 직경 4.5 mm의 정렬 공동을 구비한 3.87 인치(9.83 cm) 직경의 원형 디스크로 다이 커팅(die cut)하여, 자성 부재를 생성하였다. 자성 시트의 원주로부터 약 10 mm에 위치된 각각의 중심점을 갖는 선을 따라 서로 직접 가로질러 정렬 구멍을 위치시켰다. 자성 부재의 나머지 릴리스 라이너를 제거하고 자성 부재를 노출된 아크릴성 접착제를 통해 소결된 연마 플레이트의 비연마성 주 표면에 라미네이팅하여, 제1 연마 용품을 생성하였다. 원형 자성 부재의 중심은 원형의 소결된 연마 플레이트의 중심과 일치하였다.
두께 6.86 mm를 갖는 직경 11 cm의 스테인리스 강 캐리어를 기계가공하였다. 캐리어가 약 10 cm의 직경 및 약 1.88 mm의 깊이를 갖는 원형 리세스를 포함하도록 그것을 기계가공하였다. 리세스 직경을 정의하는 캐리어의 둘레를 따르는 융기된 림의 폭은 약 5 mm였다. 리세스의 직경 및 깊이는 부착된 자성 시트를 갖는 소결된 연마 플레이트가 리세스 내에 정확하게 끼워맞춰질 것이지만 소결된 연마 플레이트의 연마 부분이 캐리어의 융기된 림 위로 돌출하게 여전히 허용하도록 설계하였다. 캐리어는 직경이 약 4.0 mm인 2개의 정렬 핀을 가지며, 캐리어의 원주로부터 약 15 mm에 위치된 각각의 중심점을 갖는 라인을 따라 서로 직접 가로질러 위치시켰다. 캐리어의 정렬 핀이 자성 시트의 정렬 공동 내로 끼워맞춰져 자성 시트의 주 표면이 캐리어 리세스 내부의 주 표면과 동일한 평면 상에 놓이도록 자성 시트의 정렬 공동과 정밀하게 정렬되도록 정렬 핀을 기계가공하였다. 제1 연마 용품의 자성 부재의 정렬 공동을 캐리어의 정렬 핀과 정렬시키고 자성 부재와 캐리어 사이의 자기 부착을 통해 자성 부재의 노출된 표면을 리세스 영역으로 정의된 캐리어의 주 표면에 고정함으로써, 제1 연마 용품, 즉 부착된 자성 부재를 갖는 소결된 연마 플레이트를, 캐리어의 리세스 내에 장착하여, 제2 연마 용품을 생성하였다. 이 예에서, 캐리어는 제3 부재일 것이다. 연마 부재와 자성 부재를 캐리어로부터 분리시킬 수 있는 방향으로 중력이 자성 부재 및 연마 부재 상에 작용하도록 자기적으로 부착된 연마 부재를 갖는 캐리어를 연마 부재의 작업 표면이 하향을 향하게 유지시켰다. 자성 부재 및 대응하는 자기력을 통해 캐리어에 부착된 상태로 연마 부재를 유지시켰다.
리세스 영역의 에지 근처에 위치된 2개의 릴리스 탭으로 캐리어를 제조하였고, 각각의 탭은 정렬 핀에 근접하지만, 특정 위치가 특별히 제한되지 않는다. 약 5 mm의 길이 및 약 5 mm의 폭 및 리세스 영역의 캐리어 두께와 동일한 두께를 갖는 릴리스 탭을, 캐리어의 두께를 통해 캐리어 리세스 영역 내로 절단된 약 5 mm x 약 7 mm의 직사각형 탭 구멍 내로 장착하였다. 각각의 탭은 두께 치수의 대략 중간점에 중심을 두고 그것에 수직인 나사형 구멍을 포함하였다. 구멍은 각 탭의 한 단부 근처에 위치시켰다. 나사, 및 탭의 나사형 구멍, 나사형 탭 구멍과 정렬하는 캐리어의 주어진 나사형 구멍과 동일한 직경 및 나사형 크기인 캐리어의 에지 내로 기계가공된 대응하는 나사형 구멍을 통해 각각의 탭을 캐리어에 부착하여, 나사가 캐리어 에지를 통과하여 탭 내로 장착되도록 함으로써, 탭을 캐리어에 고정시켰다. "사용" 위치(도 9a와 유사함)에서, 탭은 리세스 영역의 주 표면 아래의 리세스 영역의 탭 홀 내로 끼워맞춰지며 대응하는 자성 부재를 갖는 소결된 연마 플레이트와 접촉하지 않았다. 이 위치에서, 제1 연마 용품은 캐리어에 단단히 고정되었고 연마 용도로 사용될 수 있었다. 나사를 약 90도까지 회전시킴으로써 달성되는 "릴리스" 위치(도 9b와 유사함)에서, 탭은 자성 부재 내로 압박되어, 자성 부재 및 부착된 소결된 연마 플레이트가 캐리어의 리세스 영역의 표면으로부터 멀어지게 하였다. 이어서, 소결된 연마 플레이트의 에지를 캐리어의 융기된 림 상에 노출시키고 파지하여, 소결된 연마 플레이트 및 부착된 자성 시트가 캐리어로부터 제거되도록 하였다.
Claims (28)
- 연마 용품으로서,
작업 표면 및 작업 표면의 반대편에 배치된 외부 부착 표면을 갖는 연마 부재 - 연마 부재는 약 7.0 초과의 모스 경도(Mohs hardness)를 갖는 매트릭스 재료 및 무기 재료를 포함함 -; 및
대향하는 제1 및 제2 주 표면들을 갖는 자성 부재
를 포함하며,
자성 부재의 제1 주 표면은 외부 부착 표면에 대면하고;
연마 부재의 작업 표면과 자성 부재의 제1 주 표면 사이의 연마 용품의 영역은 자기력에 의해 연마 부재를 자성 부재에 결합하는 결합 구조체가 없는, 연마 용품. - 제1항에 있어서, 무기 재료는 작업 표면에 근접한 매트릭스 재료의 일부분에 적어도 부분적으로 함유된 연마 입자들을 포함하는, 연마 용품.
- 제1항에 있어서, 무기 재료는 작업 표면에 근접한 매트릭스 재료의 적어도 일부분에 배치된 무기 코팅을 포함하는, 연마 용품.
- 제1항에 있어서, 무기 재료는 가넷(garnet), 지르코니아, 스피넬(spinel), 규산 지르코늄, 크롬, 질화 규소, 탄화 탄탈, 산화 알루미늄, 탄화 규소, 탄화 텅스텐, 탄화 티타늄, 붕소, 질화 붕소, 탄화 붕소, 이붕화 레늄, 이붕화 티타늄, 다이아몬드, 다이아몬드상 탄소, 초경질 풀러라이트(ultra-hard fullerite), 이붕화 레늄, 및 응집된 다이아몬드 나노로드를 포함하는 나노결정성 다이아몬드 중 적어도 하나를 포함하는, 연마 용품.
- 제1항에 있어서, 무기 재료는 다이아몬드 또는 다이아몬드상 탄소 중 적어도 하나를 포함하는, 연마 용품.
- 제1항에 있어서, 매트릭스 재료는 금속을 포함하는, 연마 용품.
- 제1항에 있어서, 매트릭스 재료는 중합체를 포함하는, 연마 용품.
- 제1항에 있어서, 매트릭스 재료는 세라믹을 포함하는, 연마 용품.
- 제8항에 있어서, 세라믹은 생소지 세라믹(green body ceramic) 및 소결된 세라믹 중 적어도 하나를 포함하는, 연마 용품.
- 제1항에 있어서, 작업 표면은 복수의 정밀하게 형상화된 특징부를 포함하는, 연마 용품.
- 제1항에 있어서, 연마 부재의 외부 부착 표면과 자성 부재의 제1 주 표면 사이에 개재되고 그와 접촉하는 접착 부재를 추가로 포함하며, 접착 부재는 연마 부재를 자성 부재에 결합하는, 연마 용품.
- 제11항에 있어서, 접착 부재는 감압 접착제, 열경화성 접착제, 및 열 활성화 가능한 접착제 중 적어도 하나를 포함하는, 연마 용품.
- 제12항에 있어서, 접착 부재는 감압 접착제를 포함하는, 연마 용품.
- 제11항에 있어서, 접착 부재는 열경화성 접착제를 포함하는, 연마 용품.
- 제1항에 있어서, 자성 부재는 자성 부재 내로 연장되는 적어도 하나의 정렬 공동을 포함하는, 연마 용품.
- 제1항에 있어서, 적어도 하나의 정렬 핀을 추가로 포함하며, 적어도 하나의 정렬 핀은 자성 부재의 제2 주 표면의 평면으로부터 연장되는, 연마 용품.
- 제1항에 있어서, 제1 주 표면 및 제2 주 표면을 갖는 제3 부재를 추가로 포함하며, 제3 부재의 제1 주 표면은 자성 부재의 제2 주 표면에 대면하고, 제3 부재는 강자성 재료를 포함하며 자기력에 의해 자성 부재에 부착되는, 연마 용품.
- 제17항에 있어서, 강자성 재료는 강자성 강 및 강자성 스테인리스 강 중 적어도 하나를 포함하는, 연마 용품.
- 제17항에 있어서, 자성 부재는 자성 부재 내로 연장되는 적어도 하나의 정렬 공동을 포함하는, 연마 용품.
- 제19항에 있어서, 제3 부재는 적어도 하나의 정렬 핀을 추가로 포함하며, 적어도 하나의 정렬 핀의 각각은 적어도 하나의 정렬 공동의 하나와 정렬되고 그 내로 연장되는, 연마 용품.
- 제17항에 있어서, 적어도 하나의 정렬 핀을 추가로 포함하며, 적어도 하나의 정렬 핀은 자성 부재의 제2 주 표면의 평면으로부터 연장되는, 연마 용품.
- 제21항에 있어서, 제3 부재는 적어도 하나의 정렬 공동을 포함하며, 적어도 하나의 정렬 핀의 각각은 적어도 하나의 정렬 공동의 하나 내로 연장되는, 연마 용품.
- 제1항 또는 제17항에 있어서, 연마 용품은 릴리스 메커니즘(release mechanism)을 포함하는, 연마 용품.
- 제23항에 있어서, 릴리스 메커니즘은 적어도 하나의 릴리스 탭, 적어도 하나의 릴리스 공동, 및 적어도 하나의 릴리스 에지 그로브 중 하나 이상을 포함하는, 연마 용품.
- 연마 부재를 연마 용품으로부터 분리하는 방법으로서,
제17항에 따른 연마 용품을 제공하는 단계, 및
연마 부재, 자성 부재 및 제3 부재 중 적어도 하나에 분리력을 인가하는 단계
를 포함하며, 분리력은 자성 부재와 제3 부재 사이의 자기력을 초과하여 연마 부재 및 부착된 자성 부재를 제3 부재로부터 분리하게 하는, 방법. - 연마 용품의 연마 부재를 교체하는 방법으로서,
제17항에 따른 연마 용품을 제공하는 단계,
연마 부재, 자성 부재 및 제3 부재 중 적어도 하나에 분리력을 인가하는 단계 - 분리력은 자성 부재와 제3 부재 사이의 자기력을 초과하여 연마 부재 및 부착된 자성 부재를 제3 부재로부터 분리하게 함 -,
제1항에 따른 제2 연마 용품을 제공하는 단계,
제2 연마 용품의 자성 부재의 제2 주 표면이 제3 부재의 제1 주 표면에 근접하고 그에 대면하도록 제2 연마 용품을 위치설정하는 단계, 및
자기력에 의해 제2 연마 용품의 자성 부재를 제3 부재에 부착하는 단계
를 포함하는, 방법. - 연마 용품으로서,
작업 표면 및 작업 표면의 반대편에 배치된 외부 부착 표면을 갖는 연마 부재 - 연마 부재는 약 7.0 초과의 모스 경도를 갖는 매트릭스 재료 및 무기 재료를 포함함 -;
대향하는 제1 및 제2 주 표면들을 갖는 자성 부재 -
자성 부재의 제1 주 표면은 외부 부착 표면에 대면함 -; 및
연마 부재의 외부 부착 표면과 자성 부재의 제1 주 표면 사이에 개재되고 그와 접촉하는 접착 부재
를 포함하며, 접착 부재는 연마 부재를 자성 부재에 결합하는, 연마 용품. - 제27항에 있어서, 제1 주 표면 및 제2 주 표면을 갖는 제3 부재를 추가로 포함하며, 제3 부재의 제1 주 표면은 자성 부재의 제2 주 표면에 대면하고, 제3 부재는 강자성 재료를 포함하며 자기력에 의해 자성 부재에 부착되는, 연마 용품.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462095090P | 2014-12-22 | 2014-12-22 | |
| US62/095,090 | 2014-12-22 | ||
| PCT/US2015/065772 WO2016106020A1 (en) | 2014-12-22 | 2015-12-15 | Abrasive articles with removable abrasive member and methods of separating and replacing thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170096025A true KR20170096025A (ko) | 2017-08-23 |
Family
ID=55178322
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177019967A Withdrawn KR20170096025A (ko) | 2014-12-22 | 2015-12-15 | 제거 가능한 연마 부재를 갖는 연마 용품 및 이들의 분리 및 교체 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20180001441A1 (ko) |
| EP (1) | EP3237146A1 (ko) |
| JP (1) | JP2018501119A (ko) |
| KR (1) | KR20170096025A (ko) |
| CN (1) | CN107257721A (ko) |
| SG (1) | SG11201704838TA (ko) |
| TW (1) | TW201700218A (ko) |
| WO (1) | WO2016106020A1 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112017001938T5 (de) * | 2016-04-06 | 2019-01-17 | M Cubed Technologies, Inc. | Diamantverbundwerkstoff-Konditionierer für ein CMP-Tuch |
| EP3727749B1 (en) | 2017-12-20 | 2025-08-06 | 3M Innovative Properties Company | Abrasive articles including a saturant and an anti-loading size layer |
| KR102674027B1 (ko) * | 2019-01-29 | 2024-06-12 | 삼성전자주식회사 | 재생 연마패드 |
| US20220388116A1 (en) * | 2021-06-04 | 2022-12-08 | Applied Materials, Inc. | Method of detecting chemical mechanical polishing conditioning disk orientation |
| CN113618620A (zh) * | 2021-09-07 | 2021-11-09 | 玉溪精工数控机床有限公司 | 一种数控车床主轴箱铲刮面研磨专用工装 |
| JP2024535408A (ja) * | 2021-09-29 | 2024-09-30 | インテグリス・インコーポレーテッド | ポリマーバッキングプレートを備えるパッドコンディショナー |
| JP2024535447A (ja) * | 2021-09-29 | 2024-09-30 | インテグリス・インコーポレーテッド | 両面パッドコンディショナー |
| JP7805474B2 (ja) * | 2022-02-21 | 2026-01-23 | アプライド マテリアルズ インコーポレイテッド | 水平前洗浄モジュール用パッドキャリアアセンブリ |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1058502A (en) | 1965-05-06 | 1967-02-15 | Merit Products Inc | Mounting abrasive disks on a drive member |
| US4222204A (en) | 1979-06-18 | 1980-09-16 | Benner Robert L | Holder for an abrasive plate |
| JPS5698554U (ko) * | 1979-12-27 | 1981-08-04 | ||
| JPS5815089Y2 (ja) * | 1980-06-30 | 1983-03-26 | 東洋研磨材工業株式会社 | 研削といし |
| JPH0771788B2 (ja) * | 1986-07-29 | 1995-08-02 | 三菱マテリアル株式会社 | 砥 石 |
| JPH09505101A (ja) * | 1993-11-12 | 1997-05-20 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 砥粒及びその製造方法 |
| JPH0929633A (ja) * | 1995-07-18 | 1997-02-04 | Toshiba Mach Co Ltd | ポリッシング研磨布用ドレッシング工具 |
| JP3981199B2 (ja) * | 1998-02-10 | 2007-09-26 | 八千代マイクロサイエンス株式会社 | 両面ラップ盤用回転定盤 |
| US6123612A (en) * | 1998-04-15 | 2000-09-26 | 3M Innovative Properties Company | Corrosion resistant abrasive article and method of making |
| US6224474B1 (en) * | 1999-01-06 | 2001-05-01 | Buehler, Ltd. | Magnetic disc system for grinding or polishing specimens |
| JP2001071273A (ja) * | 1999-09-01 | 2001-03-21 | Hitachi Maxell Ltd | 研磨シ―ト |
| US7377836B1 (en) * | 2000-10-10 | 2008-05-27 | Beaver Creek Concepts Inc | Versatile wafer refining |
| US6815052B2 (en) * | 2000-12-01 | 2004-11-09 | P1 Diamond, Inc. | Filled diamond foam material and method for forming same |
| JP2002254316A (ja) * | 2001-02-28 | 2002-09-10 | Hitachi Maxell Ltd | 研磨シ―ト |
| JP2006205316A (ja) * | 2005-01-28 | 2006-08-10 | Hitachi Maxell Ltd | 磁性層研磨用ラッピングテープ |
| KR101279819B1 (ko) * | 2005-04-12 | 2013-06-28 | 롬 앤드 하스 일렉트로닉 머티리얼스 씨엠피 홀딩스 인코포레이티드 | 방사-편향 연마 패드 |
| JP5285609B2 (ja) * | 2006-08-30 | 2013-09-11 | スリーエム イノベイティブ プロパティズ カンパニー | 長寿命化された研磨物品及び方法 |
| TW201350267A (zh) * | 2012-05-04 | 2013-12-16 | 聖高拜磨料有限公司 | 用於同雙側化學機械平坦化墊修整器一起使用之工具 |
| JP5919157B2 (ja) * | 2012-10-01 | 2016-05-18 | 株式会社荏原製作所 | ドレッサー |
-
2015
- 2015-12-15 KR KR1020177019967A patent/KR20170096025A/ko not_active Withdrawn
- 2015-12-15 CN CN201580070047.8A patent/CN107257721A/zh active Pending
- 2015-12-15 US US15/537,970 patent/US20180001441A1/en not_active Abandoned
- 2015-12-15 SG SG11201704838TA patent/SG11201704838TA/en unknown
- 2015-12-15 JP JP2017552006A patent/JP2018501119A/ja active Pending
- 2015-12-15 EP EP15826084.4A patent/EP3237146A1/en not_active Withdrawn
- 2015-12-15 WO PCT/US2015/065772 patent/WO2016106020A1/en not_active Ceased
- 2015-12-21 TW TW104143006A patent/TW201700218A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018501119A (ja) | 2018-01-18 |
| SG11201704838TA (en) | 2017-07-28 |
| EP3237146A1 (en) | 2017-11-01 |
| CN107257721A (zh) | 2017-10-17 |
| WO2016106020A1 (en) | 2016-06-30 |
| TW201700218A (zh) | 2017-01-01 |
| US20180001441A1 (en) | 2018-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170096025A (ko) | 제거 가능한 연마 부재를 갖는 연마 용품 및 이들의 분리 및 교체 방법 | |
| JP7535499B2 (ja) | 構造化研磨物品及びそれを製造する方法 | |
| US7901272B2 (en) | Methods of bonding superabrasive particles in an organic matrix | |
| US20110275288A1 (en) | Cmp pad dressers with hybridized conditioning and related methods | |
| TWI417168B (zh) | 在有機基質中結合超研磨顆粒的方法 | |
| CN100571978C (zh) | 改善研磨颗粒保持率的方法、抛光垫修整器及其制造方法 | |
| US8398466B2 (en) | CMP pad conditioners with mosaic abrasive segments and associated methods | |
| US9138862B2 (en) | CMP pad dresser having leveled tips and associated methods | |
| WO2009043058A2 (en) | Cmp pad conditioners with mosaic abrasive segments and associated methods | |
| CN101291780A (zh) | 修整工件表面的磨料制品以及方法 | |
| WO2012162430A2 (en) | Cmp pad dresser having leveled tips and associated methods | |
| US9919407B2 (en) | Flexible abrasive for polishing surfaces | |
| JP4885838B2 (ja) | 波形パッドコンディショナーおよびその使用方法 | |
| CN112166009A (zh) | 研磨旋转工具 | |
| US20170232576A1 (en) | Cmp pad conditioners with mosaic abrasive segments and associated methods | |
| US20140120807A1 (en) | Cmp pad conditioners with mosaic abrasive segments and associated methods | |
| US20220395962A1 (en) | Molded Abrasive Rotary Tool | |
| US20210347012A1 (en) | Abrasive rotary tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20170718 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination |