KR20170096415A - 레이저 클리닝 방법과, 이를 이용한 레이저 가공방법 및 장치 - Google Patents
레이저 클리닝 방법과, 이를 이용한 레이저 가공방법 및 장치 Download PDFInfo
- Publication number
- KR20170096415A KR20170096415A KR1020160017761A KR20160017761A KR20170096415A KR 20170096415 A KR20170096415 A KR 20170096415A KR 1020160017761 A KR1020160017761 A KR 1020160017761A KR 20160017761 A KR20160017761 A KR 20160017761A KR 20170096415 A KR20170096415 A KR 20170096415A
- Authority
- KR
- South Korea
- Prior art keywords
- laser beam
- laser
- line
- cutting
- coating material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/16—Removal of by-products, e.g. particles or vapours produced during treatment of a workpiece
-
- B23K26/0066—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
Description
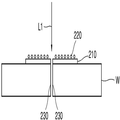
도 2a 내지 도 2e는 본 발명의 일 실시예에 따른 레이저 클리닝 방법을 개략적으로 도시한 것이다.
110 … 레이저 광원
120 … 미러
130 … 빔 확대기
140 … 집속 렌즈
150 … 제어부
210 … 코팅 물질
220 … 입자
230 … 절단선
L1 … 제1 레이저 빔
L2 … 제2 레이저 빔
W … 가공대상물
S … 스테이지
Claims (10)
- 레이저 빔을 이용하여 가공대상물의 절단선 주위에 생성된 입자들 및 상기 가공대상물에 도포된 코팅물질을 제거하는 레이저 클리닝 방법에 있어서,
상기 레이저 빔을 디포커싱(defocusing)하여 상기 가공대상물의 절단선 주위에 조사하는 단계; 및
상기 디포커싱된 레이저 빔을 상기 절단선을 따라 이동시키면서 라인 주사하여, 상기 입자들 및 상기 코팅물질을 동시에 제거하는 단계;를 포함하는 레이저 클리닝 방법. - 제 1 항에 있어서,
상기 레이저 빔의 주파수를 조절하는 단계;를 더 포함하는 레이저 클리닝 방법. - 제 2 항에 있어서,
상기 입자들은 절단용 레이저 빔을 이용하여 상기 가공대상물을 절단함으로써 생성되는 레이저 클리닝 방법. - 제 3 항에 있어서,
상기 디포커싱된 레이저 빔은 상기 절단용 레이저 빔과 동일한 파장을 갖는 레이저 클리닝 방법. - 제 1 항에 있어서,
상기 디포커싱된 레이저 빔은 상기 가공대상물의 절단선 주위를 상기 절단선을 따라 복수회 라인 주사되는 레이저 클리닝 방법. - 가공대상물 상에 코팅물질을 도포하는 단계;
제1 레이저 빔을 이용하여 상기 가공대상물을 절단하는 단계;
제2 레이저 빔을 디포커싱하여 상기 가공대상물의 절단선 주위에 조사하는 단계; 및
상기 디포커싱된 레이저 빔을 상기 절단선을 따라 이동시키면서 라인 주사하여, 상기 가공대상물의 절단선 주위에 생성된 입자들 및 상기 코팅물질을 동시에 제거하는 단계;를 포함하는 레이저 가공방법. - 제 6 항에 있어서,
상기 제2 레이저 빔의 주파수를 조절하는 단계;를 더 포함하는 레이저 가공방법. - 제 6 항에 있어서,
상기 가공대상물은 상기 제1 레이저 빔을 상기 가공대상물에 포커싱한 다음, 절단 예정선을 따라 이동시킴으로써 절단되는 레이저 가공방법. - 제 7 항에 있어서,
상기 제1 및 제2 레이저 빔은 동일한 레이저 광원으로부터 방출되며, 동일한 파장을 가지는 레이저 가공방법. - 제 6 항에 있어서,
상기 디포커싱된 레이저 빔은 상기 가공대상물의 절단선 주위를 상기 절단선을 따라 복수회 라인 주사되는 레이저 가공방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160017761A KR20170096415A (ko) | 2016-02-16 | 2016-02-16 | 레이저 클리닝 방법과, 이를 이용한 레이저 가공방법 및 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160017761A KR20170096415A (ko) | 2016-02-16 | 2016-02-16 | 레이저 클리닝 방법과, 이를 이용한 레이저 가공방법 및 장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170096415A true KR20170096415A (ko) | 2017-08-24 |
Family
ID=59758374
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160017761A Ceased KR20170096415A (ko) | 2016-02-16 | 2016-02-16 | 레이저 클리닝 방법과, 이를 이용한 레이저 가공방법 및 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170096415A (ko) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107671289A (zh) * | 2017-11-01 | 2018-02-09 | 南京航空航天大学 | 一种低元素烧损稀土改性增强铝合金激光3d打印的工艺调控方法 |
| RU2768086C1 (ru) * | 2020-11-03 | 2022-03-23 | Общество с ограниченной ответственностью "Технологический центр "Лазарт" (ООО "ТЦЛ") | Способ влажной лазерной очистки твердых поверхностей |
| KR20220067868A (ko) * | 2020-11-18 | 2022-05-25 | 제너셈(주) | 대상체 가공 방법 |
| KR102536286B1 (ko) | 2022-12-20 | 2023-05-26 | ㈜ 엘에이티 | 레이저를 이용한 코팅층 제거방법 |
-
2016
- 2016-02-16 KR KR1020160017761A patent/KR20170096415A/ko not_active Ceased
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107671289A (zh) * | 2017-11-01 | 2018-02-09 | 南京航空航天大学 | 一种低元素烧损稀土改性增强铝合金激光3d打印的工艺调控方法 |
| CN107671289B (zh) * | 2017-11-01 | 2019-09-10 | 南京航空航天大学 | 一种低元素烧损稀土改性增强铝合金激光3d打印的工艺调控方法 |
| RU2768086C1 (ru) * | 2020-11-03 | 2022-03-23 | Общество с ограниченной ответственностью "Технологический центр "Лазарт" (ООО "ТЦЛ") | Способ влажной лазерной очистки твердых поверхностей |
| KR20220067868A (ko) * | 2020-11-18 | 2022-05-25 | 제너셈(주) | 대상체 가공 방법 |
| KR102536286B1 (ko) | 2022-12-20 | 2023-05-26 | ㈜ 엘에이티 | 레이저를 이용한 코팅층 제거방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100633343B1 (ko) | 공간부를 형성할 고체 상태 자외선 가우시안 빔의 빔 성형 및 프로젝션 이미지 생성을 위한 시스템 및 방법 | |
| KR101866601B1 (ko) | 높은 펄스 반복 주파수에서의 피코초 레이저 펄스에 의한 레이저 다이렉트 어블레이션 | |
| US20120100348A1 (en) | Method and apparatus for optimally laser marking articles | |
| JP7384938B2 (ja) | 板状または管状のワークピースをビーム加工するための方法 | |
| US20100147813A1 (en) | Method for laser processing glass with a chamfered edge | |
| US8350187B2 (en) | Method and apparatus for laser machining | |
| KR102542407B1 (ko) | 레이저 컷 될 코팅된 기판의 레이저 처리 방법 | |
| JP7379662B2 (ja) | ワークピースを加工する方法 | |
| KR20170096415A (ko) | 레이저 클리닝 방법과, 이를 이용한 레이저 가공방법 및 장치 | |
| US20190359515A1 (en) | Method of forming hole in glass substrate by using pulsed laser, and method of producing glass substrate provided with hole | |
| JP6849382B2 (ja) | レーザ加工方法及びレーザ加工装置 | |
| JP2015217427A (ja) | レーザクリーニング方法 | |
| KR20170096812A (ko) | 다기능 레이저 가공장치 및 이를 이용한 레이저 가공방법 | |
| WO2015008482A1 (ja) | レーザ加工装置、レーザ加工方法、及びレーザ発振装置 | |
| TW201838752A (zh) | 雷射加工方法及雷射加工裝置 | |
| KR102272649B1 (ko) | 작업 품질 검사 기능을 구비한 레이저 클리닝 장치 및 그 방법 | |
| KR20170095594A (ko) | 레이저 디플래쉬 방법과, 이를 이용한 레이저 가공 방법 및 장치 | |
| KR102432964B1 (ko) | 레이저 빔의 중첩을 통한 부품 표면 재생 장치 | |
| JP2017104875A (ja) | レーザー加工装置及びレーザー加工方法 | |
| JP2015174103A (ja) | レーザ加工方法 | |
| JP2014064965A (ja) | 異物除去装置、異物除去方法 | |
| KR20160107603A (ko) | 레이저 디플래쉬 방법과, 이를 이용한 레이저 가공 방법 및 장치 | |
| WO2013074105A1 (en) | Method and apparatus for optimally laser marking articles | |
| CN209319015U (zh) | 一种具有清洁功能的激光加工装置 | |
| KR20190056895A (ko) | 미세 패턴 정밀 가공 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20160216 |
|
| PA0201 | Request for examination | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20170213 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20170829 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20170213 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| AMND | Amendment | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20170829 Comment text: Decision to Refuse Application Patent event code: PX09012R01I Patent event date: 20170515 Comment text: Amendment to Specification, etc. |
|
| PX0601 | Decision of rejection after re-examination |
Comment text: Decision to Refuse Application Patent event code: PX06014S01D Patent event date: 20171013 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20170928 Comment text: Decision to Refuse Application Patent event code: PX06011S01I Patent event date: 20170829 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20170515 Comment text: Notification of reason for refusal Patent event code: PX06013S01I Patent event date: 20170213 |