KR20170120845A - 이종소재를 포함하는 복합체 - Google Patents
이종소재를 포함하는 복합체 Download PDFInfo
- Publication number
- KR20170120845A KR20170120845A KR1020160049240A KR20160049240A KR20170120845A KR 20170120845 A KR20170120845 A KR 20170120845A KR 1020160049240 A KR1020160049240 A KR 1020160049240A KR 20160049240 A KR20160049240 A KR 20160049240A KR 20170120845 A KR20170120845 A KR 20170120845A
- Authority
- KR
- South Korea
- Prior art keywords
- engaging portion
- adhesive
- steel
- present
- composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000000463 material Substances 0.000 title claims abstract description 54
- 239000002131 composite material Substances 0.000 title abstract description 23
- 230000008878 coupling Effects 0.000 claims abstract description 14
- 238000010168 coupling process Methods 0.000 claims abstract description 14
- 238000005859 coupling reaction Methods 0.000 claims abstract description 14
- 239000000853 adhesive Substances 0.000 claims description 23
- 230000001070 adhesive effect Effects 0.000 claims description 23
- 229910000831 Steel Inorganic materials 0.000 claims description 22
- 239000010959 steel Substances 0.000 claims description 22
- 238000003466 welding Methods 0.000 claims description 19
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 claims description 8
- 238000005304 joining Methods 0.000 claims description 8
- 238000000034 method Methods 0.000 claims description 8
- 238000004519 manufacturing process Methods 0.000 abstract description 13
- 230000000149 penetrating effect Effects 0.000 abstract 1
- 239000002184 metal Substances 0.000 description 5
- 230000005611 electricity Effects 0.000 description 3
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 1
- 229910000576 Laminated steel Inorganic materials 0.000 description 1
- 239000000805 composite resin Substances 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/10—Spot welding; Stitch welding
- B23K11/11—Spot welding
- B23K11/115—Spot welding by means of two electrodes placed opposite one another on both sides of the welded parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/16—Resistance welding; Severing by resistance heating taking account of the properties of the material to be welded
- B23K11/20—Resistance welding; Severing by resistance heating taking account of the properties of the material to be welded of different metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/08—Interconnection of layers by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/18—Sheet panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/18—Dissimilar materials
-
- B23K2201/18—
-
- B23K2203/18—
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Resistance Welding (AREA)
Abstract
Description
도 2는 본 발명의 일 실시예에 따른 제1부재와 제2부재를 도시한 단면도이다.
도 3은 본 발명의 일 실시예에 따른 제2부재에 결합부가 설치된 상태를 도시한 단면도이다.
도 4는 본 발명의 일 실시예에 따른 결합부가 스폿용접기의 동작으로 제1부재에 결합되는 상태를 도시한 단면도이다.
도 5는 본 발명의 일 실시예에 따른 제1부재와 제2부재의 사이에 제2접착부재가 추가로 설치된 상태를 도시한 단면도이다.
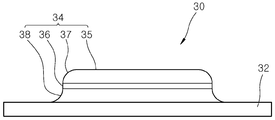
도 6은 본 발명의 일 실시예에 따른 결합부를 도시한 사시도이다.
도 7은 본 발명의 일 실시예에 따른 결합부를 도시한 정면도이다.
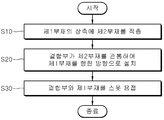
도 8은 본 발명의 일 실시예에 따른 이종소재를 포함하는 복합체의 제조방법을 도시한 순서도이다.
10: 제1부재 20: 제2부재
22: 통공홀부 30: 결합부
32: 걸림부재 34: 고정돌기
35: 베이스부재 36: 측면부재
37: 제1곡면부 38: 제2곡면부
40: 제1접착부재 50: 제2접착부재
60: 스폿용접기 62: 제1전극 64: 제2전극
Claims (8)
- 판 형상의 제1부재;
상기 제1부재와 마주하며 상기 제1부재에 겹쳐지는 형상으로 설치되며, 상기 제1부재의 재질과 다른 재질로 이루어진 제2부재; 및
상기 제2부재를 관통하여 상기 제1부재를 향한 방향으로 돌출되며, 상기 제1부재와 같은 재질로 성형되는 결합부;를 포함하는 것을 특징으로 하는 이종소재를 포함하는 복합체.
- 제 1 항에 있어서,
상기 제1부재와 상기 결합부는 스틸을 재질로 하며, 상기 제2부재는 비철금속을 재질로 하는 것을 특징으로 하는 이종소재를 포함하는 복합체.
- 제 2 항에 있어서,
상기 제2부재와 상기 결합부의 사이에 도포되어 상기 제2부재에 상기 결합부를 고정시키는 제1접착부재;를 더 포함하는 것을 특징으로 하는 이종소재를 포함하는 복합체.
- 제 3 항에 있어서,
상기 결합부는, 상기 제2부재의 일측면에 도포된 상기 제1접착부재와 마주하는 형상으로 설치되며, 상기 제2부재의 외측에 적층되는 걸림부재; 및
상기 걸림부재에서 연장되어 상기 제2부재를 관통하며, 상기 제1부재를 향한 방향으로 돌출되는 고정돌기;를 포함하는 것을 특징으로 하는 이종소재를 포함하는 복합체.
- 제 4 항에 있어서,
접착성분을 포함하며 상기 제1부재와 상기 제2부재의 사이에 적층되며, 서로 마주하는 상기 제1부재와 상기 제2부재에 접착되는 제2접착부재;를 더 포함하는 것을 특징으로 하는 이종소재를 포함하는 복합체.
- 제1부재의 상측에 상기 제1부재와 다른 재질로 이루어진 제2부재를 적층하는 단계;
상기 제1부재와 같은 재질로 이루어지며, 일측은 상기 제2부재의 외측에 위치하며 타측은 상기 제2부재를 관통하여 상기 제1부재를 향한 방향으로 돌출된 결합부를 제2부재에 가조립하는 단계; 및
상기 결합부를 스폿용접하여 상기 제1부재와 상기 제2부재를 고정시키는 단계;를 포함하는 것을 특징으로 하는 이종소재를 포함하는 복합체의 제조방법.
- 제 6 항에 있어서,
상기 제1부재와 상기 결합부는 스틸을 재질로 하며, 상기 제2부재는 비철금속을 재질로 하는 것을 특징으로 하는 이종소재를 포함하는 복합체의 제조방법.
- 제 7 항에 있어서,
상기 결합부를 상기 제2부재에 가조립하는 단계에서, 상기 결합부와 상기 제2부재의 사이에 제1접착부재가 설치되는 것을 특징으로 하는 이종소재를 포함하는 복합체의 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160049240A KR20170120845A (ko) | 2016-04-22 | 2016-04-22 | 이종소재를 포함하는 복합체 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160049240A KR20170120845A (ko) | 2016-04-22 | 2016-04-22 | 이종소재를 포함하는 복합체 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170120845A true KR20170120845A (ko) | 2017-11-01 |
Family
ID=60382798
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160049240A Ceased KR20170120845A (ko) | 2016-04-22 | 2016-04-22 | 이종소재를 포함하는 복합체 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170120845A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102028370B1 (ko) * | 2018-06-15 | 2019-10-04 | (주)호원 | 이종소재를 포함하는 복합체 제조장치 |
-
2016
- 2016-04-22 KR KR1020160049240A patent/KR20170120845A/ko not_active Ceased
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102028370B1 (ko) * | 2018-06-15 | 2019-10-04 | (주)호원 | 이종소재를 포함하는 복합체 제조장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8753463B2 (en) | Automotive structural joint and method of making same | |
| CN107922008B (zh) | 车辆的车身结构 | |
| US6291792B1 (en) | Welded joint between a sheet-steel component and a light sheet metal component, and a welding method | |
| US10252472B2 (en) | Method for joining fiber-reinforced plastic material | |
| JPWO2013073499A1 (ja) | 自動車用サブフレーム | |
| KR20160082288A (ko) | 판재 접합용 파스너 | |
| KR20170120845A (ko) | 이종소재를 포함하는 복합체 | |
| KR20170138314A (ko) | 스틸 소재와 이종 소재의 접합 방법 | |
| JP2013126679A (ja) | パネルの接合構造 | |
| JP2002321283A (ja) | プラスチック製品の超音波溶着構造 | |
| JP2003260737A (ja) | 射出成形品の接合構造 | |
| JP4030370B2 (ja) | 車両用ルーフ構造 | |
| KR102120653B1 (ko) | 이종판재 접합용 하드웨어, 및 이를 이용한 이종판재 접합방법 | |
| JP3813109B2 (ja) | 樹脂部品の接合方法及び接合構造 | |
| KR101883675B1 (ko) | 진동 저항 요소 용접용 리벳 | |
| KR101729504B1 (ko) | 이종 소재 접합체 및 접합방법 | |
| KR102225490B1 (ko) | 이종소재 패치워크 및 이의 제조방법 | |
| KR20180105021A (ko) | 판재 접합용 파스너 | |
| KR102625616B1 (ko) | 이종 소재로 이루어지는 선루프의 조립방법 | |
| KR102352109B1 (ko) | 이종소재 조립방법 및 이종소재 조립체 | |
| KR20150062042A (ko) | 스폿 용접용 캡 팁 | |
| KR100812414B1 (ko) | 차량 지붕의 용접 결합 구조 | |
| KR20210079808A (ko) | 금속판재와 복합판재의 접합방법 | |
| CN111356609A (zh) | 接合体以及汽车用座椅框架 | |
| KR102104890B1 (ko) | 이종소재 접합용 클립 및 이를 이용한 이종소재 접합 구조체 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20160422 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20170822 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20180208 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20170822 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |