KR20170142649A - 불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치 - Google Patents
불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치 Download PDFInfo
- Publication number
- KR20170142649A KR20170142649A KR1020160076466A KR20160076466A KR20170142649A KR 20170142649 A KR20170142649 A KR 20170142649A KR 1020160076466 A KR1020160076466 A KR 1020160076466A KR 20160076466 A KR20160076466 A KR 20160076466A KR 20170142649 A KR20170142649 A KR 20170142649A
- Authority
- KR
- South Korea
- Prior art keywords
- electrode plate
- stack magazine
- unit
- defective
- magazine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0404—Machines for assembling batteries
-
- H01M2/1005—
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/256—Carrying devices, e.g. belts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y02E60/12—
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y02P70/54—
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Secondary Cells (AREA)
Abstract
Description
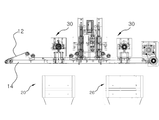
도 3은 본 발명에 의한 불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치의 구조를 개략적으로 보여주는 측면도
도 4 내지 도 6은 본 발명의 불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치에 의해 극판의 정상 적재된 상태를 보여주는 사진
도 7은 본 발명의 다른 실시예에 의한 불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치의 구조를 개략적으로 보여주는 측면도
10. 이송부 12. 컨베이어 플레이트
14. 컨베이어 벨트 20. 스택 메거진
26. 엔드 스택 메거진 30. 푸셔 유닛
34G. 가이더
Claims (6)
- 이차 전지용 극판을 진공압에 의해 이송 라인을 따라 이동시키는 이송부(10);
상기 이송부(10)를 따라 이송되는 상기 극판을 다층으로 적재하는 스택 메거진(20);
상기 이송부(10)의 끝단에 구비되어 불량 극판(2M)을 적재하는 엔드 스택 메거진(26);을 포함하여 구성된 것을 특징으로 하는 불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치.
- 제1항에 있어서,
상기 이송부(10)를 따라 진공압으로 불량 극판(2M)을 흡착하여 이송할 때에 상기 엔드 스택 메거진(26) 앞의 스택 메거진(20)을 지나와서 상기 엔드 스택 메거진(26)에 상기 불량 극판(2M)이 적재되도록 구성된 것을 특징으로 하는 불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치.
- 제1항에 있어서,
상기 이송부(10)의 하부에 복수개의 스택 메거진(20)이 일정 간격으로 배치되며, 상기 이송부(10)를 따라 복수개의 양품 극판(2G)을 상기 복수개의 스택 메거진(20) 각각에 적재하고, 상기 불량 극판(2M)은 상기 스택 메거진(20)을 지나와서 상기 엔드 스택 메거진(26)에 적재되도록 구성된 것을 특징으로 하는 불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치.
- 제3항에 있어서,
상기 이송부(10)에는 상기 복수개의 스택 메거진(20) 위에 각각 배치되도록 푸셔 유닛(30)이 구비되고, 상기 복수개의 스택 메거진(20) 위에 배치된 복수개의 극판 중에서 양품 극판(2G)은 상기 이송부(10)에 배치된 상기 푸셔 유닛(30)이 작동하여 상기 스택 메거진(20)에 양품 극판(2G)이 적재되도록 하고, 불량 극판(2M)이 위에 배치된 스택 메거진(20) 위의 푸셔 유닛(30)은 작동이 생략되어, 상기 이송부(10)의 끝단 배출부에 구비된 상기 엔드 스택 메거진(26)에서 상기 불량 극판(2M)이 적재되도록 구성된 것을 특징으로 하는 불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치.
- 제4항에 있어서,
상기 스택 메거진(20)의 상부에 푸셔 유닛(30)이 배치되며, 상기 이송부(10)를 따라 이송되는 극판을 불량 극판(2M)과 양품 극판(2G)으로 분류하는 데이터 메모리부에 의해 상기 푸셔 유닛(30)이 작동하여 양품 극판(2G)을 상기 스택 메거진(20)에 적재하고 불량 극판(2M)은 상기 엔드 스택 메거진(26)에 적재하도록 구성된 것을 특징으로 하는 불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치.
- 제1항에 있어서,
상기 이송부(10)에 구비되어 상기 엔드 스택 메거진(26) 위에 배치된 가이더(34G)를 더 포함하며, 상기 가이더(34G)는 상기 엔드 스택 메거진(26) 쪽으로 하향 경사지게 배치된 것을 특징으로 하는 불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160076466A KR101842147B1 (ko) | 2016-06-20 | 2016-06-20 | 불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160076466A KR101842147B1 (ko) | 2016-06-20 | 2016-06-20 | 불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170142649A true KR20170142649A (ko) | 2017-12-28 |
| KR101842147B1 KR101842147B1 (ko) | 2018-03-26 |
Family
ID=60940088
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160076466A Active KR101842147B1 (ko) | 2016-06-20 | 2016-06-20 | 불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101842147B1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220020192A (ko) * | 2020-08-11 | 2022-02-18 | 선전 지디레이저 테크놀러지 컴퍼니 리미티드 | 리튬 배터리 셀의 멀티 플레이트 적층 장치 및 적층 방법 |
| US12224391B2 (en) * | 2019-10-02 | 2025-02-11 | Mplus Corp | Vacuum carrier |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101479723B1 (ko) * | 2012-07-06 | 2015-01-08 | 유일에너테크(주) | 2차 전지용 전극 생산 시스템 및 피딩장치 |
-
2016
- 2016-06-20 KR KR1020160076466A patent/KR101842147B1/ko active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12224391B2 (en) * | 2019-10-02 | 2025-02-11 | Mplus Corp | Vacuum carrier |
| KR20220020192A (ko) * | 2020-08-11 | 2022-02-18 | 선전 지디레이저 테크놀러지 컴퍼니 리미티드 | 리튬 배터리 셀의 멀티 플레이트 적층 장치 및 적층 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101842147B1 (ko) | 2018-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108496271B (zh) | 电极层叠装置和电极层叠方法 | |
| KR101329073B1 (ko) | 이차 전지용 극판 스태킹 장치 | |
| JP5521839B2 (ja) | 電極積層装置 | |
| KR101662179B1 (ko) | 이차 전지용 극판 스태킹 장치 | |
| KR102741815B1 (ko) | 전극 적층체의 제작 방법 및 장치 | |
| RU2349529C2 (ru) | Устройство для отделения пластинчатых предметов, в частности аккумуляторных пластин | |
| KR102193318B1 (ko) | 전지 부품 분배장치 및 이를 갖는 이차전지 셀 제조 시스템 | |
| JP6575205B2 (ja) | 電極積層装置 | |
| CN111180780B (zh) | 用于制造片状电极的堆叠体的设备 | |
| KR101495625B1 (ko) | 이차 전지용 극판 클리닝 장치 | |
| JP6575368B2 (ja) | 電極積層装置 | |
| KR101738724B1 (ko) | 유닛셀 이송 시스템 | |
| KR101842147B1 (ko) | 불량 극판 취출 효율과 작업 속도를 향상시킨 이차전지용 극판 스태킹 장치 | |
| JP2016022539A (ja) | 積層体のカバー装着装置 | |
| KR101805954B1 (ko) | 유닛셀 공급장치 | |
| JP6631027B2 (ja) | ワーク積層装置 | |
| JP6575118B2 (ja) | 電極積層装置 | |
| KR101794382B1 (ko) | 유닛셀 공급장치 | |
| JP6737172B2 (ja) | 電極検査装置 | |
| KR20230157839A (ko) | 2차 전지용 전극 생산 시스템 | |
| CN115036556A (zh) | 一种叠片装置及叠片生产线 | |
| JP2017065918A (ja) | 電極搬送装置および電極搬送方法 | |
| KR20250060982A (ko) | 스택셀 제조 장치 및 이를 이용한 스택셀 제조 방법 | |
| EP4254577A1 (en) | Secondary battery manufacturing system and manufacturing method | |
| US20260054949A1 (en) | Electrode Supply Device, Electrode Assembly Manufacturing Device Using Same, Electrode Supply Method, and Electrode Assembly Manufacturing Method Using Same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 9 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 9 |