KR20180103679A - 연마 장치 및 연마 방법 - Google Patents
연마 장치 및 연마 방법 Download PDFInfo
- Publication number
- KR20180103679A KR20180103679A KR1020177030781A KR20177030781A KR20180103679A KR 20180103679 A KR20180103679 A KR 20180103679A KR 1020177030781 A KR1020177030781 A KR 1020177030781A KR 20177030781 A KR20177030781 A KR 20177030781A KR 20180103679 A KR20180103679 A KR 20180103679A
- Authority
- KR
- South Korea
- Prior art keywords
- polishing
- peripheral portion
- outer peripheral
- substrate
- state
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
- B24B9/065—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of thin, brittle parts, e.g. semiconductors, wafers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/002—Machines or devices using grinding or polishing belts; Accessories therefor for grinding edges or bevels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/12—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving optical means
-
- H01L21/304—
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Abstract
Description
도 2는 본 발명의 일 실시 형태에 따른 연마 장치를 도시하는 블록도이다.
도 3은 본 발명의 일 실시 형태에 따른 타입의 종류를 도시하는 도면이다.
도 4는 본 발명의 일 실시 형태에 따른 보유 지지 연마부를 도시하는 평면도이다.
도 5는 도 4에 도시하는 연마 장치의 종단면도이다.
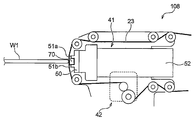
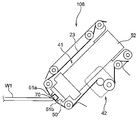
도 6은 연마 헤드의 확대도이다.
도 7은 틸트 기구에 의하여 상방으로 경사진 연마 헤드를 도시하는 도면이다.
도 8은 틸트 기구에 의하여 하방으로 경사진 연마 헤드를 도시하는 도면이다.
도 9는 수평 상태에 있는 연마 헤드를 도시하는 도면이다.
도 10은 기판의 베벨부의 연마 시에 연마 헤드를 상방으로 경사지게 한 상태를 도시하는 도면이다.
도 11은 기판의 베벨부의 연마 시에 연마 헤드를 하방으로 경사지게 한 상태를 도시하는 도면이다.
도 12는 기판의 베벨부의 연마 시에 연마 헤드의 경사 각도를 연속적으로 변화시키고 있는 모습을 도시하는 도면이다.
도 13은 본 실시예의 처리 스텝을 도시하는 흐름도이다.
2A 내지 2D: 연마 테이프 공급 기구
4: 보유 지지 스테이지
24: 공급 릴
25: 회수 릴
41: 압박 기구
42: 테이프 이송 기구
50: 압박 부재
52: 에어 실린더
67: 리니어 액추에이터
100: 연마 장치
102: 보유 지지 연마부
104: 인식부
106: 회전 보유 지지 기구
108: 연마 헤드
110: 연마 조건 결정부
112: 제어부
Claims (10)
- 피연마체를 보유 지지하기 위한 보유 지지부와,
상기 피연마체의 외주부에 압박되어 해당 외주부를 연마하기 위한 연마 부재와,
상기 연마를 행하기 전의 상기 외주부의 상태에 관한 데이터에 기초하여, 상기 상태에 대응한 연마 조건을 결정하는 연마 조건 결정부와,
상기 연마 조건에 따라 상기 연마 부재가 상기 피연마체를 연마하도록 상기 연마 부재를 제어하는 제어부를 갖는 것을 특징으로 하는 연마 장치. - 제1항에 있어서, 상기 데이터는, 상기 외주부의 상태가 상기 상태에 관한 복수의 타입 중 어느 타입인지를 나타내는 데이터인 것을 특징으로 하는 연마 장치.
- 제1항 또는 제2항에 있어서, 상기 외주부의 상태는 상기 외주부의 형상인 것을 특징으로 하는 연마 장치.
- 제3항에 있어서, 상기 외주부의 형상에 관한 데이터는 공초점 레이저 현미경에 의하여 얻어진 데이터인 것을 특징으로 하는 연마 장치.
- 제3항에 있어서, 상기 외주부의 형상에 관한 데이터는 텔레센트릭 광학계에 의하여 얻어진 데이터인 것을 특징으로 하는 연마 장치.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 외주부의 상태는 상기 외주부에 있어서의 부착물의 상태인 것을 특징으로 하는 연마 장치.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 연마부가 상기 피연마체를 연마한 후에, 상기 외주부의 연마 후의 상태에 관한 데이터에 기초하여, 상기 연마를 종료할지의 여부를 결정하는 연마 종료 결정부를 갖는 것을 특징으로 하는 연마 장치.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 피연마체의 외주부는 상기 피연마체의 외주부에 있어서의 단부면인 베벨부인 것을 특징으로 하는 연마 장치.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 상기 연마를 행하기 전의 상기 외주부의 상태에 관한 데이터를 인식하고, 얻어진 해당 데이터를 상기 연마 조건 결정부에 송신하는 인식부를 갖는 것을 특징으로 하는 연마 장치.
- 피연마체를 보유 지지하고 회전시킴과 함께, 연마 부재를 상기 피연마체의 외주부에 압박하여 해당 외주부를 연마하는 연마 방법에 있어서,
상기 연마를 행하기 전의 상기 외주부의 상태에 관한 데이터에 기초하여, 상기 상태에 대응한 연마 조건을 결정하는 스텝과,
상기 연마 조건에 따라 상기 피연마체를 연마하는 것을 특징으로 하는 연마 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2016-005185 | 2016-01-14 | ||
| JP2016005185A JP6614978B2 (ja) | 2016-01-14 | 2016-01-14 | 研磨装置及び研磨方法 |
| PCT/JP2017/000195 WO2017122580A1 (ja) | 2016-01-14 | 2017-01-06 | 研磨装置及び研磨方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20180103679A true KR20180103679A (ko) | 2018-09-19 |
| KR102340660B1 KR102340660B1 (ko) | 2021-12-17 |
Family
ID=59311056
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177030781A Active KR102340660B1 (ko) | 2016-01-14 | 2017-01-06 | 연마 장치 및 연마 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10632587B2 (ko) |
| EP (1) | EP3266565B1 (ko) |
| JP (1) | JP6614978B2 (ko) |
| KR (1) | KR102340660B1 (ko) |
| CN (1) | CN108472783A (ko) |
| SG (1) | SG11201707991SA (ko) |
| TW (1) | TWI696519B (ko) |
| WO (1) | WO2017122580A1 (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019046961A (ja) * | 2017-09-01 | 2019-03-22 | Tdk株式会社 | 吸着ノズル及びこれを備える外観検査装置、並びに、回路基板の製造方法 |
| JP7158701B2 (ja) * | 2018-05-14 | 2022-10-24 | 中村留精密工業株式会社 | 面取り研削装置 |
| EP3948702A4 (en) | 2019-03-29 | 2023-07-26 | Saint-Gobain Abrasives, Inc. | POWER LOOP SOLUTIONS |
| JP2023063830A (ja) | 2021-10-25 | 2023-05-10 | 株式会社荏原製作所 | 研磨装置および研磨方法 |
| JP2024077061A (ja) | 2022-11-28 | 2024-06-07 | 株式会社荏原製作所 | 研磨情報処理装置、予測装置、および機械学習装置 |
| CN116117644B (zh) * | 2023-04-14 | 2023-11-21 | 吉林交通职业技术学院 | 仿形轮带的高精度抛光装置及其抛光方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101877305A (zh) * | 2005-04-19 | 2010-11-03 | 株式会社荏原制作所 | 基底处理设备 |
| JP2011161625A (ja) | 2010-01-15 | 2011-08-25 | Ebara Corp | 研磨装置、研磨方法、研磨具を押圧する押圧部材 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2337111B (en) * | 1996-06-15 | 2000-03-15 | Unova Uk Ltd | Workpiece inspection |
| GB2351684B (en) * | 1999-07-03 | 2001-07-11 | Unova Uk Ltd | Improvement in and relating to edge grinding |
| JP2003209075A (ja) * | 2002-01-15 | 2003-07-25 | Speedfam Co Ltd | ウェハエッジ研磨システム及びウェハエッジ研磨制御方法 |
| JP2004200527A (ja) * | 2002-12-20 | 2004-07-15 | Hitachi Cable Ltd | 半導体ウェハの加工方法 |
| US7286246B2 (en) * | 2003-03-31 | 2007-10-23 | Mitutoyo Corporation | Method and apparatus for non-contact three-dimensional surface measurement |
| DE102004009352B4 (de) * | 2004-02-26 | 2006-01-19 | Thyssen Krupp Automotive Ag | Vorrichtung zum Herstellen einer Fertigkontur eines Werkstücks durch Schleifen und Verfahren dazu |
| TWI352645B (en) * | 2004-05-28 | 2011-11-21 | Ebara Corp | Apparatus for inspecting and polishing substrate r |
| JP4748968B2 (ja) * | 2004-10-27 | 2011-08-17 | 信越半導体株式会社 | 半導体ウエーハの製造方法 |
| JP4626982B2 (ja) * | 2005-02-10 | 2011-02-09 | セントラル硝子株式会社 | ガラス板の端面の欠陥検出装置および検出方法 |
| US20090017733A1 (en) * | 2005-04-19 | 2009-01-15 | Ebara Corporation | Substrate processing apparatus |
| DE102006037267B4 (de) * | 2006-08-09 | 2010-12-09 | Siltronic Ag | Verfahren zur Herstellung von Halbleiterscheiben mit hochpräzisem Kantenprofil |
| JP2009111079A (ja) * | 2007-10-29 | 2009-05-21 | Toshiba Corp | 基板の周縁部の処理方法および装置 |
| JP5352331B2 (ja) * | 2009-04-15 | 2013-11-27 | ダイトエレクトロン株式会社 | ウェーハの面取り加工方法 |
| CN101592573B (zh) * | 2009-06-08 | 2011-02-16 | 清华大学 | 基于激光共聚焦显微镜的拉压及疲劳加载实验机 |
| JP5546938B2 (ja) * | 2010-04-22 | 2014-07-09 | 東芝機械株式会社 | 観察点特定機能付きの工作機械 |
| JP5491273B2 (ja) * | 2010-05-11 | 2014-05-14 | ダイトエレクトロン株式会社 | ウェーハの面取り装置 |
| JP6099960B2 (ja) * | 2012-12-18 | 2017-03-22 | ダイトエレクトロン株式会社 | ウェーハの面取り加工方法およびウェーハの面取り装置 |
| JP6071611B2 (ja) * | 2013-02-13 | 2017-02-01 | Mipox株式会社 | オリエンテーションフラット等切り欠き部を有する、結晶材料から成るウエハの周縁を、研磨テープを使用して研磨することにより円形ウエハを製造する方法 |
| JP6007889B2 (ja) * | 2013-12-03 | 2016-10-19 | 信越半導体株式会社 | 面取り加工装置及びノッチレスウェーハの製造方法 |
-
2016
- 2016-01-14 JP JP2016005185A patent/JP6614978B2/ja active Active
-
2017
- 2017-01-04 TW TW106100139A patent/TWI696519B/zh active
- 2017-01-06 KR KR1020177030781A patent/KR102340660B1/ko active Active
- 2017-01-06 CN CN201780001292.2A patent/CN108472783A/zh active Pending
- 2017-01-06 US US15/564,417 patent/US10632587B2/en active Active
- 2017-01-06 SG SG11201707991SA patent/SG11201707991SA/en unknown
- 2017-01-06 WO PCT/JP2017/000195 patent/WO2017122580A1/ja not_active Ceased
- 2017-01-06 EP EP17738335.3A patent/EP3266565B1/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101877305A (zh) * | 2005-04-19 | 2010-11-03 | 株式会社荏原制作所 | 基底处理设备 |
| JP2011161625A (ja) | 2010-01-15 | 2011-08-25 | Ebara Corp | 研磨装置、研磨方法、研磨具を押圧する押圧部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3266565A4 (en) | 2018-12-19 |
| EP3266565B1 (en) | 2021-03-10 |
| US20180133861A1 (en) | 2018-05-17 |
| JP6614978B2 (ja) | 2019-12-04 |
| TWI696519B (zh) | 2020-06-21 |
| EP3266565A1 (en) | 2018-01-10 |
| SG11201707991SA (en) | 2017-10-30 |
| WO2017122580A1 (ja) | 2017-07-20 |
| KR102340660B1 (ko) | 2021-12-17 |
| US10632587B2 (en) | 2020-04-28 |
| JP2017124471A (ja) | 2017-07-20 |
| TW201725088A (zh) | 2017-07-16 |
| CN108472783A (zh) | 2018-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20180103679A (ko) | 연마 장치 및 연마 방법 | |
| TWI393199B (zh) | 基板處理裝置 | |
| KR102802268B1 (ko) | 원판상 워크의 가공 방법 | |
| JP5484821B2 (ja) | 検出方法 | |
| JP6622610B2 (ja) | 研削装置 | |
| KR102745888B1 (ko) | 기판 처리 장치 및 기판 처리 방법 | |
| JP5389580B2 (ja) | 切削装置 | |
| JP7144964B2 (ja) | ウェーハの研削方法 | |
| TW200303807A (en) | Polishing apparatus and method for detecting foreign matter on polishing surface | |
| JP2002219645A (ja) | 研磨装置、この研磨装置を用いた半導体デバイス製造方法並びにこの製造方法によって製造された半導体デバイス | |
| TW201509599A (zh) | 研磨方法及研磨裝置 | |
| JP6415349B2 (ja) | ウェーハの位置合わせ方法 | |
| CN119703947B (zh) | 晶片表面打磨装置及其打磨方法 | |
| US11534886B2 (en) | Polishing device, polishing head, polishing method, and method of manufacturing semiconductor device | |
| JP5400469B2 (ja) | 研磨装置の動作レシピの作成方法 | |
| JP5352216B2 (ja) | ウェハ周辺部研磨装置 | |
| TWI729712B (zh) | 研削裝置及研削方法 | |
| JP5218892B2 (ja) | 消耗材の評価方法 | |
| JP5257752B2 (ja) | 研磨パッドのドレッシング方法 | |
| KR20210092683A (ko) | 가공 장치 | |
| CN108942560A (zh) | 一种抛光装置 | |
| CN113714880B (zh) | 贴合被加工物的磨削方法和磨削装置 | |
| JP2015076555A (ja) | 加工装置 | |
| JP2013144359A (ja) | 研磨パッドのドレッシング方法 | |
| JP2007305884A (ja) | 研磨方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PA0302 | Request for accelerated examination |
St.27 status event code: A-1-2-D10-D17-exm-PA0302 St.27 status event code: A-1-2-D10-D16-exm-PA0302 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 5 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |