KR20190127731A - 복합 소결체, 정전 척 부재, 정전 척 장치 및 복합 소결체의 제조 방법 - Google Patents
복합 소결체, 정전 척 부재, 정전 척 장치 및 복합 소결체의 제조 방법 Download PDFInfo
- Publication number
- KR20190127731A KR20190127731A KR1020197026987A KR20197026987A KR20190127731A KR 20190127731 A KR20190127731 A KR 20190127731A KR 1020197026987 A KR1020197026987 A KR 1020197026987A KR 20197026987 A KR20197026987 A KR 20197026987A KR 20190127731 A KR20190127731 A KR 20190127731A
- Authority
- KR
- South Korea
- Prior art keywords
- composite sintered
- silicon carbide
- metal oxide
- sintered compact
- particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/72—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using electrostatic chucks
- H10P72/722—Details of electrostatic chucks
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
- C04B35/117—Composites
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/50—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on rare-earth compounds
- C04B35/505—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on rare-earth compounds based on yttrium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62625—Wet mixtures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62625—Wet mixtures
- C04B35/62635—Mixing details
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62645—Thermal treatment of powders or mixtures thereof other than sintering
- C04B35/6265—Thermal treatment of powders or mixtures thereof other than sintering involving reduction or oxidation
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/628—Coating the powders or the macroscopic reinforcing agents
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32715—Workpiece holder
-
- H01L21/3065—
-
- H01L21/683—
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02N—ELECTRIC MACHINES NOT OTHERWISE PROVIDED FOR
- H02N13/00—Clutches or holding devices using electrostatic attraction, e.g. using Johnson-Rahbek effect
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P50/00—Etching of wafers, substrates or parts of devices
- H10P50/20—Dry etching; Plasma etching; Reactive-ion etching
- H10P50/24—Dry etching; Plasma etching; Reactive-ion etching of semiconductor materials
- H10P50/242—Dry etching; Plasma etching; Reactive-ion etching of semiconductor materials of Group IV materials
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/72—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using electrostatic chucks
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/76—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches
- H10P72/7604—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support
- H10P72/7616—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support characterised by a coating, a hardness or a material
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3826—Silicon carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3826—Silicon carbides
- C04B2235/3834—Beta silicon carbide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5454—Particle size related information expressed by the size of the particles or aggregates thereof nanometer sized, i.e. below 100 nm
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
- C04B2235/725—Metal content
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/785—Submicron sized grains, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/786—Micrometer sized grains, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
- C04B2235/87—Grain boundary phases intentionally being absent
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9669—Resistance against chemicals, e.g. against molten glass or molten salts
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62645—Thermal treatment of powders or mixtures thereof other than sintering
- C04B35/62655—Drying, e.g. freeze-drying, spray-drying, microwave or supercritical drying
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J2237/00—Discharge tubes exposing object to beam, e.g. for analysis treatment, etching, imaging
- H01J2237/20—Positioning, supporting, modifying or maintaining the physical state of objects being observed or treated
- H01J2237/2007—Holding mechanisms
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32623—Mechanical discharge control means
- H01J37/32642—Focus rings
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Composite Materials (AREA)
- Plasma & Fusion (AREA)
- Analytical Chemistry (AREA)
- Thermal Sciences (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
Description
도 2는 슬러리 pH와 입자의 ζ전위와의 관계를 나타내는 그래프이다.
도 3은 본 실시형태의 복합 소결체의 제조 방법에 대하여 설명하는 설명도이다.
도 4는 본 실시형태의 복합 소결체의 제조 방법에 대하여 설명하는 설명도이다.
도 5는 본 실시형태의 복합 소결체의 제조 방법에 대하여 설명하는 설명도이다.
도 6은 본 실시형태의 복합 소결체의 제조 방법에 대하여 설명하는 설명도이다.
도 7은 본 실시형태의 복합 소결체의 제조 방법에 대하여 설명하는 설명도이다.
도 8은 본 실시형태의 복합 소결체의 제조 방법에 대하여 설명하는 설명도이다.
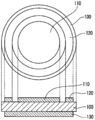
도 9는 실시예에서 체적 고유 저항값을 측정할 때의 소결체의 모습을 나타내는 모식도이다.
| 프리 산화 처리 온도 (℃) |
본 산화 처리 온도 (℃) |
SiC 첨가량 (질량%) |
|
| 실시예 1 | 500 | - | 7 |
| 실시예 2 | 500 | - | 5 |
| 실시예 3 | 500 | - | 5 |
| 비교예 1 | - | 370 | 8.5 |
| 비교예 2 | - | 370 | 4 |
| 비교예 3 | - | 500 | 12 |
| A12O3 입경 (μm) |
SiC 입경 (μm) |
A12O3 입자 내의 SiC 입내의 존재비(%) |
|
| 실시예 1 | 1.41 | 0.22 | 27 |
| 실시예 2 | 1.44 | 0.18 | 41 |
| 실시예 3 | 1.31 | 1.15 | 48 |
| 비교예 1 | 0.94 | 0.34 | 14 |
| 비교예 2 | 1.05 | 0.29 | 18 |
| 비교예 3 | 0.85 | 0.27 | 16 |
| 체적 고유 저항값 (Ω·cm) |
유전율 @1kHz |
유전 탄젠트 @1kHz |
|
| 실시예 1 | 5.0×1015 | 15.4 | 0.0018 |
| 실시예 2 | 8.0×1015 | 13.1 | 0.0011 |
| 실시예 3 | 5.7×1015 | 13.1 | 0.0004 |
| 비교예 1 | 4.0×1015 | 12.6 | 0.0071 |
| 비교예 2 | 6.0×1015 | 12.0 | 0.0052 |
| 비교예 3 | 1.5×1015 | 12.4 | 0.0042 |
2 정전 척부
3 온도 조정용 베이스부
3b 관통 구멍
4 접착층
5 히터 엘리먼트
6 접착층
7 절연판
8 접착제층
10 포커스 링
11 재치판(기체)
11a 재치면
11b 돌기부
12 지지판(기체)
13 정전 흡착용 전극
14 절연재층
15 급전용 단자
15a 유리
16 관통 구멍
17 급전용 단자
18 유리
19 홈
20 온도 센서
21 설치 구멍
22 온도 계측부
23 여기부
24 형광 검출기
25 제어부
28 가스 구멍
29 유리
100 소결체
110 주전극
120 가드 전극
130 상대 전극
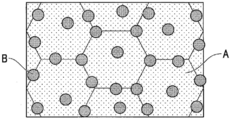
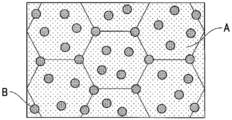
A 산화 알루미늄 입자
B 탄화 규소 입자
3A 유로
W 판상 시료
Claims (10)
- 주상인 금속 산화물과, 부상인 탄화 규소를 포함하는 세라믹스의 복합 소결체이고,
상기 탄화 규소의 결정립은, 상기 금속 산화물의 결정립 내 및 상기 금속 산화물의 결정립계에 분산되어 있으며,
상기 금속 산화물의 결정립 내에 분산되어 있는 상기 탄화 규소의 결정립의 비율은, 상기 탄화 규소의 결정립 전체에 대하여 면적비로 25% 이상인 복합 소결체. - 제 1 항에 있어서,
상기 금속 산화물은, 산화 알루미늄 또는 산화 이트륨인 복합 소결체. - 제 1 항 또는 제 2 항에 있어서,
상기 금속 산화물의 평균 결정 입경은, 1.2μm 이상 10μm 이하인 복합 소결체. - 제 1 항 내지 제 3 항 중 어느 한 항에 기재된 복합 소결체를 형성 재료로 하고, 일 주면이 판상 시료를 재치하는 재치면인 판상의 기체와,
상기 기체의 상기 재치면과는 반대 측, 또는 상기 기체의 내부에 마련된 정전 흡착용 전극을 갖는 정전 척 부재. - 제 4 항에 기재된 정전 척 부재를 구비하는 정전 척 장치.
- 금속 산화물 입자와 탄화 규소 입자를 혼합하는 공정과,
상기 혼합하는 공정에서 얻어진 슬러리에 대하여, 상기 슬러리 중의 상기 금속 산화물 입자의 표면 전하가 정이 되고, 상기 슬러리 중의 상기 탄화 규소 입자의 표면 전하가 부가 되는 범위로, 상기 슬러리의 pH를 조정하는 공정과,
pH를 조정한 상기 슬러리로부터 분산매를 제거한 후, 성형하는 공정과,
얻어지는 성형체를, 비산화성 분위기하, 25MPa 이상의 압력으로 가압하여 고화시키면서 1600℃ 이상으로 가열하여 가압 소결하는 공정을 갖는 복합 소결체의 제조 방법. - 제 6 항에 있어서,
상기 금속 산화물 입자와 탄화 규소 입자를 혼합하는 공정이, 금속 산화물 입자와 탄화 규소 입자를, 각각 고속으로 분사하여 서로 충돌시키면서 혼합하는 공정인 복합 소결체의 제조 방법. - 제 6 항에 있어서,
상기 혼합하는 공정에 앞서, 상기 탄화 규소 입자의 표면을 산화 처리하는 공정을 갖는 복합 소결체의 제조 방법. - 제 6 항 내지 제 8 항 중 어느 한 항에 있어서,
상기 pH를 조정하는 공정은, 상기 슬러리의 pH를 3 이상 7 이하로 하는 복합 소결체의 제조 방법. - 제 6 항 내지 제 9 항 중 어느 한 항에 있어서,
상기 금속 산화물 입자는, 금속 산화물의 함유량이 99.99% 이상인 복합 소결체의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017068710 | 2017-03-30 | ||
| JPJP-P-2017-068710 | 2017-03-30 | ||
| PCT/JP2018/012039 WO2018181130A1 (ja) | 2017-03-30 | 2018-03-26 | 複合焼結体、静電チャック部材、静電チャック装置および複合焼結体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190127731A true KR20190127731A (ko) | 2019-11-13 |
| KR102582566B1 KR102582566B1 (ko) | 2023-09-26 |
Family
ID=63675998
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197026987A Active KR102582566B1 (ko) | 2017-03-30 | 2018-03-26 | 복합 소결체, 정전 척 부재, 정전 척 장치 및 복합 소결체의 제조 방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12074050B2 (ko) |
| JP (1) | JP7063326B2 (ko) |
| KR (1) | KR102582566B1 (ko) |
| CN (1) | CN110461797A (ko) |
| WO (1) | WO2018181130A1 (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220136340A (ko) * | 2020-01-31 | 2022-10-07 | 스미토모 오사카 세멘토 가부시키가이샤 | 세라믹스 접합체, 정전 척 장치, 세라믹스 접합체의 제조 방법 |
| KR20220136341A (ko) * | 2020-01-31 | 2022-10-07 | 스미토모 오사카 세멘토 가부시키가이샤 | 세라믹스 접합체, 정전 척 장치, 세라믹스 접합체의 제조 방법 |
| KR20230148735A (ko) * | 2022-04-18 | 2023-10-25 | 구로사키 하리마 코포레이션 | 정전 척용 급전부 및 정전 척 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7063326B2 (ja) | 2017-03-30 | 2022-05-09 | 住友大阪セメント株式会社 | 複合焼結体、静電チャック部材、静電チャック装置および複合焼結体の製造方法 |
| JP6986360B2 (ja) | 2017-04-05 | 2021-12-22 | 太陽誘電株式会社 | 積層セラミックコンデンサおよびその製造方法 |
| JP6986361B2 (ja) * | 2017-04-05 | 2021-12-22 | 太陽誘電株式会社 | 積層セラミックコンデンサおよびその製造方法 |
| WO2019131115A1 (ja) * | 2017-12-28 | 2019-07-04 | 住友大阪セメント株式会社 | 静電チャック装置 |
| KR102790291B1 (ko) * | 2018-03-22 | 2025-04-04 | 스미토모 오사카 세멘토 가부시키가이샤 | 복합 소결체, 정전 척 부재, 정전 척 장치 및 복합 소결체의 제조 방법 |
| JP6960390B2 (ja) * | 2018-12-14 | 2021-11-05 | 東京エレクトロン株式会社 | 給電構造及びプラズマ処理装置 |
| WO2020235651A1 (ja) | 2019-05-22 | 2020-11-26 | 住友大阪セメント株式会社 | 複合焼結体、静電チャック部材、静電チャック装置および複合焼結体の製造方法 |
| KR102319079B1 (ko) * | 2019-12-27 | 2021-11-03 | 한국재료연구원 | SiC 복합체 및 이의 제조방법 |
| WO2021242714A1 (en) * | 2020-05-26 | 2021-12-02 | Heraeus Conamic North America Llc | Plasma resistant ceramic body formed from multiple pieces |
| JP7734110B2 (ja) * | 2022-03-31 | 2025-09-04 | 日本特殊陶業株式会社 | 保持装置 |
| CN117362041B (zh) * | 2023-09-14 | 2025-11-28 | 华中科技大学 | 一种铝基碳化硅复合材料及其制备方法与应用 |
| JP7655410B1 (ja) * | 2023-11-27 | 2025-04-02 | Toto株式会社 | 静電チャック |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5295352A (en) * | 1976-02-06 | 1977-08-10 | Nippon Steel Corp | Variable cooler |
| JPS6157140A (ja) * | 1984-08-29 | 1986-03-24 | Fujitsu Ltd | 通信モ−ド切替方式 |
| KR20030040066A (ko) * | 2001-11-14 | 2003-05-22 | 스미토모 오사카 세멘토 가부시키가이샤 | 정전 척 및 그 제조방법 |
| JP2005306635A (ja) * | 2004-04-19 | 2005-11-04 | National Institute Of Advanced Industrial & Technology | 被覆アルミナ粒子、アルミナ成形体、アルミナ焼結体及びこれらの製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05295352A (ja) * | 1992-04-20 | 1993-11-09 | Noritake Co Ltd | Al2O3複合セラミック研摩材料、工具材料及びその製法 |
| JPH06157140A (ja) * | 1992-11-18 | 1994-06-03 | Toshiba Ceramics Co Ltd | 炭化けい素鋳込成形用セラミックスラリー |
| DE4411862A1 (de) * | 1994-04-06 | 1995-10-12 | Inst Neue Mat Gemein Gmbh | Verfahren zur Herstellung homogener Mehrkomponenten-Dispersionen und davon abgeleiteter Produkte |
| JPH08267305A (ja) | 1995-03-31 | 1996-10-15 | Ngk Spark Plug Co Ltd | 複合セラミックス工具、皮膜付き複合セラミックス工具及びそれらの製造方法 |
| JP4744855B2 (ja) | 2003-12-26 | 2011-08-10 | 日本碍子株式会社 | 静電チャック |
| US8496869B2 (en) | 2006-10-25 | 2013-07-30 | William M. Carty | Controlled distribution of chemistry in ceramic systems |
| JP4758872B2 (ja) | 2006-11-22 | 2011-08-31 | 独立行政法人産業技術総合研究所 | チタン酸バリウム粉末の製造方法 |
| US7833924B2 (en) * | 2007-03-12 | 2010-11-16 | Ngk Insulators, Ltd. | Yttrium oxide-containing material, component of semiconductor manufacturing equipment, and method of producing yttrium oxide-containing material |
| JP6103046B2 (ja) * | 2014-03-10 | 2017-03-29 | 住友大阪セメント株式会社 | 誘電体材料、静電チャック装置 |
| KR102858060B1 (ko) | 2016-01-12 | 2025-09-12 | 스미토모 오사카 세멘토 가부시키가이샤 | 정전 척 장치 및 정전 척 장치의 제조 방법 |
| KR102790292B1 (ko) | 2016-01-27 | 2025-04-04 | 스미토모 오사카 세멘토 가부시키가이샤 | 세라믹스 재료, 정전 척 장치 |
| JP6781261B2 (ja) | 2017-02-23 | 2020-11-04 | 住友大阪セメント株式会社 | 複合焼結体、静電チャック部材、および静電チャック装置 |
| JP7063326B2 (ja) | 2017-03-30 | 2022-05-09 | 住友大阪セメント株式会社 | 複合焼結体、静電チャック部材、静電チャック装置および複合焼結体の製造方法 |
| CN110709367B (zh) | 2017-06-29 | 2022-08-23 | 住友大阪水泥股份有限公司 | 复合烧结体、静电卡盘部件及静电卡盘装置 |
| KR102790291B1 (ko) * | 2018-03-22 | 2025-04-04 | 스미토모 오사카 세멘토 가부시키가이샤 | 복합 소결체, 정전 척 부재, 정전 척 장치 및 복합 소결체의 제조 방법 |
-
2018
- 2018-03-26 JP JP2019509773A patent/JP7063326B2/ja active Active
- 2018-03-26 CN CN201880021173.8A patent/CN110461797A/zh active Pending
- 2018-03-26 KR KR1020197026987A patent/KR102582566B1/ko active Active
- 2018-03-26 WO PCT/JP2018/012039 patent/WO2018181130A1/ja not_active Ceased
- 2018-03-26 US US16/497,743 patent/US12074050B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5295352A (en) * | 1976-02-06 | 1977-08-10 | Nippon Steel Corp | Variable cooler |
| JPS6157140A (ja) * | 1984-08-29 | 1986-03-24 | Fujitsu Ltd | 通信モ−ド切替方式 |
| KR20030040066A (ko) * | 2001-11-14 | 2003-05-22 | 스미토모 오사카 세멘토 가부시키가이샤 | 정전 척 및 그 제조방법 |
| JP2005306635A (ja) * | 2004-04-19 | 2005-11-04 | National Institute Of Advanced Industrial & Technology | 被覆アルミナ粒子、アルミナ成形体、アルミナ焼結体及びこれらの製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220136340A (ko) * | 2020-01-31 | 2022-10-07 | 스미토모 오사카 세멘토 가부시키가이샤 | 세라믹스 접합체, 정전 척 장치, 세라믹스 접합체의 제조 방법 |
| KR20220136341A (ko) * | 2020-01-31 | 2022-10-07 | 스미토모 오사카 세멘토 가부시키가이샤 | 세라믹스 접합체, 정전 척 장치, 세라믹스 접합체의 제조 방법 |
| KR20230148735A (ko) * | 2022-04-18 | 2023-10-25 | 구로사키 하리마 코포레이션 | 정전 척용 급전부 및 정전 척 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018181130A1 (ja) | 2018-10-04 |
| CN110461797A (zh) | 2019-11-15 |
| US20200027770A1 (en) | 2020-01-23 |
| JP7063326B2 (ja) | 2022-05-09 |
| KR102582566B1 (ko) | 2023-09-26 |
| JPWO2018181130A1 (ja) | 2020-02-06 |
| US12074050B2 (en) | 2024-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102582566B1 (ko) | 복합 소결체, 정전 척 부재, 정전 척 장치 및 복합 소결체의 제조 방법 | |
| JP6863352B2 (ja) | 静電チャック装置の製造方法 | |
| KR102391368B1 (ko) | 복합 소결체, 정전 척 부재 및 정전 척 장치 | |
| JP6881676B2 (ja) | 静電チャック装置およびその製造方法 | |
| KR102543049B1 (ko) | 복합 소결체, 정전 척 부재, 및 정전 척 장치 | |
| CN113874336B (zh) | 复合烧结体、静电卡盘部件、静电卡盘装置及复合烧结体的制造方法 | |
| JP2017178663A (ja) | 静電チャック装置 | |
| JP6860117B2 (ja) | 複合焼結体、静電チャック部材、静電チャック装置および複合焼結体の製造方法 | |
| JP2017183467A (ja) | 静電チャック装置、静電チャック装置の製造方法 | |
| KR20200133744A (ko) | 정전 척 장치 및 정전 척 장치의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| AMND | Amendment | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| AMND | Amendment | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| AMND | Amendment | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| AMND | Amendment | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PX0901 | Re-examination |
St.27 status event code: A-2-3-E10-E12-rex-PX0901 |
|
| PX0701 | Decision of registration after re-examination |
St.27 status event code: A-3-4-F10-F13-rex-PX0701 |
|
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |