KR20200044752A - 열가소성 수지 필름의 제조 방법 - Google Patents
열가소성 수지 필름의 제조 방법 Download PDFInfo
- Publication number
- KR20200044752A KR20200044752A KR1020200046217A KR20200046217A KR20200044752A KR 20200044752 A KR20200044752 A KR 20200044752A KR 1020200046217 A KR1020200046217 A KR 1020200046217A KR 20200046217 A KR20200046217 A KR 20200046217A KR 20200044752 A KR20200044752 A KR 20200044752A
- Authority
- KR
- South Korea
- Prior art keywords
- thermoplastic resin
- roll
- resin film
- film
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0019—Combinations of extrusion moulding with other shaping operations combined with shaping by flattening, folding or bending
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/0074—Production of other optical elements not provided for in B29D11/00009- B29D11/0073
- B29D11/00788—Producing optical films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D7/00—Producing flat articles, e.g. films or sheets
- B29D7/01—Films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92609—Dimensions
- B29C2948/92647—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2025/00—Use of polymers of vinyl-aromatic compounds or derivatives thereof as moulding material
- B29K2025/04—Polymers of styrene
- B29K2025/08—Copolymers of styrene, e.g. AS or SAN, i.e. acrylonitrile styrene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2033/00—Use of polymers of unsaturated acids or derivatives thereof as moulding material
- B29K2033/04—Polymers of esters
- B29K2033/12—Polymers of methacrylic acid esters, e.g. PMMA, i.e. polymethylmethacrylate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2055/00—Use of specific polymers obtained by polymerisation reactions only involving carbon-to-carbon unsaturated bonds, not provided for in a single one of main groups B29K2023/00 - B29K2049/00, e.g. having a vinyl group, as moulding material
- B29K2055/02—ABS polymers, i.e. acrylonitrile-butadiene-styrene polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2069/00—Use of PC, i.e. polycarbonates or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2421/00—Use of unspecified rubbers as filler
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/002—Panels; Plates; Sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2011/00—Optical elements, e.g. lenses, prisms
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Ophthalmology & Optometry (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
높은 두께 정밀도를 갖는 열가소성 수지 필름의 제조 방법을 제공한다.
해결 수단
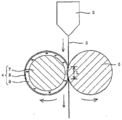
본 발명의 열가소성 수지 필름의 제조 방법은, 다이 (2) 로부터 압출되는 시트상의 용융 열가소성 수지 재료 (3) 를 2 개의 냉각 롤 (4, 5) 사이에 끼워 성형하는 열가소성 수지 필름의 제조 방법으로서, 상기 2 개의 냉각 롤 (4, 5) 중 적어도 일방의 냉각 롤의 양 단부의 외주면에는, 롤 중앙부의 외경보다 작은 외경을 갖는 단차부 (10) 가 각각 둘레상으로 형성되어 있고, 상기 용융 열가소성 수지 재료 (3) 가 2 개의 냉각 롤 (4, 5) 사이에 끼워질 때에 상기 단차부 (10) 와 타방의 냉각 롤 사이에도 끼워지고, 상기 용융 열가소성 수지 재료 (3) 가 상기 단차부 (10) 와 타방의 냉각 롤 사이에서 받는 선압이 실질적으로 0 ㎏f/㎝ 이다.
Description
도 2 는 본 발명의 일 실시형태에 관련된 롤 구성을 나타내는 개략 단면 설명도이다.
도 3 은 단차부가 형성된 냉각 롤을 나타내는 개략 정면도이다.

2 : 다이
3 : 용융 열가소성 수지 재료 (또는 조성물)
4, 5 : 냉각 롤
7 : 축 롤
8 : 금속제 박막
9 : 유체
10 : 단차부
11 : 중앙부
Claims (7)
- 다이로부터 압출되는 시트상의 용융 열가소성 수지 재료를 2 개의 냉각 롤 사이에 끼워 성형하는 열가소성 수지 필름의 제조 방법으로서,
상기 2 개의 냉각 롤 중 적어도 일방의 냉각 롤의 양 단부의 외주면에는, 롤 중앙부의 외경보다 작은 외경을 갖는 단차부가 각각 둘레상으로 형성되어 있고,
제조되는 열가소성 수지 필름의 두께는, 0.02 ∼ 0.5 ㎜ 이고,
상기 단차부가, 0.005 ∼ 0.5 ㎜ 의 단차이고,
상기 단차는, 상기 열가소성 필름의 평균 두께에 대해, 이하의 식 :
0.1T < S < 2.0T
(상기 식 중, S 는 단차를 나타내고, T 는 상기 열가소성 필름의 평균 두께를 나타낸다)
를 만족하고,
상기 용융 열가소성 수지 재료가 2 개의 냉각 롤 사이에 끼워질 때에 상기 단차부와 타방의 냉각 롤 사이에도 끼워지고, 상기 용융 열가소성 수지 재료가 상기 단차부와 타방의 냉각 롤 사이에서 받는 선압이 0 ㎏f/㎝ 인 것을 특징으로 하는 열가소성 수지 필름의 제조 방법. - 제 1 항에 있어서,
상기 단차부의 폭은, 10 ∼ 200 ㎜ 인, 열가소성 수지 필름의 제조 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 열가소성 수지 재료는, 아크릴계 수지, 폴리카보네이트계 수지, 스티렌계 수지 및 메틸메타크릴레이트-스티렌계 수지로 이루어지는 군에서 선택되는 적어도 1 종의 열가소성 수지를 함유하는 열가소성 수지 필름의 제조 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 단차부가 0.01 ∼ 0.2 ㎜ 의 단차를 갖는 열가소성 수지 필름의 제조 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 2 개의 냉각 롤 중 적어도 일방의 냉각 롤은, 외주면에 금속제 박막을 구비한 탄성 롤인 열가소성 수지 필름의 제조 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 열가소성 수지 재료는 고무 입자를 함유하는 것인 열가소성 수지 필름의 제조 방법. - 제 1 항 또는 제 2 항에 기재된 열가소성 수지 필름의 제조 방법에 의해 제조될 수 있거나 또는 제조된 열가소성 수지 필름.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210166021A KR20210149665A (ko) | 2011-06-09 | 2021-11-26 | 열가소성 수지 필름의 제조 방법 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2011-129128 | 2011-06-09 | ||
| JP2011129128 | 2011-06-09 | ||
| KR1020120061388A KR20120137278A (ko) | 2011-06-09 | 2012-06-08 | 열가소성 수지 필름의 제조 방법 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120061388A Division KR20120137278A (ko) | 2011-06-09 | 2012-06-08 | 열가소성 수지 필름의 제조 방법 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020210166021A Division KR20210149665A (ko) | 2011-06-09 | 2021-11-26 | 열가소성 수지 필름의 제조 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200044752A true KR20200044752A (ko) | 2020-04-29 |
| KR102433715B1 KR102433715B1 (ko) | 2022-08-17 |
Family
ID=47687277
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120061388A Ceased KR20120137278A (ko) | 2011-06-09 | 2012-06-08 | 열가소성 수지 필름의 제조 방법 |
| KR1020200046217A Active KR102433715B1 (ko) | 2011-06-09 | 2020-04-16 | 열가소성 수지 필름의 제조 방법 |
| KR1020210166021A Ceased KR20210149665A (ko) | 2011-06-09 | 2021-11-26 | 열가소성 수지 필름의 제조 방법 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120061388A Ceased KR20120137278A (ko) | 2011-06-09 | 2012-06-08 | 열가소성 수지 필름의 제조 방법 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020210166021A Ceased KR20210149665A (ko) | 2011-06-09 | 2021-11-26 | 열가소성 수지 필름의 제조 방법 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6046925B2 (ko) |
| KR (3) | KR20120137278A (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013099858A (ja) * | 2011-11-07 | 2013-05-23 | Toyo Kohan Co Ltd | フィルム製造方法及び装置 |
| JP6247526B2 (ja) * | 2013-12-24 | 2017-12-13 | 株式会社カネカ | 光学フィルムの製造方法 |
| JP6276585B2 (ja) * | 2013-12-25 | 2018-02-07 | 株式会社カネカ | 光学フィルムの製造方法 |
| KR102456263B1 (ko) * | 2021-11-29 | 2022-10-19 | 주식회사 골든포우 | 변부의 두께가 중앙부의 두께보다 상대적으로 두껍게 형성된 단면 구조를 갖는 차수시트 및 이의 제조 방법 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS623911A (ja) * | 1985-06-29 | 1987-01-09 | Fukuvi Chem Ind Co Ltd | パイプ形状をなす合成樹脂成形素材の空洞部内に発泡体を充填する方法 |
| JP2008023745A (ja) * | 2006-07-18 | 2008-02-07 | Konica Minolta Opto Inc | キャストロール、光学フィルムの製造装置、及び、光学フィルムの製造方法 |
| KR20090068139A (ko) * | 2007-12-21 | 2009-06-25 | 스미또모 가가꾸 가부시끼가이샤 | 압출 수지 시트의 제조 방법 |
| JP2011089027A (ja) | 2009-10-22 | 2011-05-06 | Kuraray Co Ltd | アクリル系樹脂フィルムおよびその製造方法 |
| KR20120120032A (ko) * | 2011-04-22 | 2012-11-01 | 에스카보 시토 가부시키가이샤 | 열가소성 수지 필름의 제조 방법 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008044336A (ja) * | 2006-07-20 | 2008-02-28 | Konica Minolta Opto Inc | タッチロール、光学フィルムの製造装置、及び、光学フィルムの製造方法 |
| JP5411488B2 (ja) * | 2008-12-10 | 2014-02-12 | 富士フイルム株式会社 | フィルムとその製造方法、液晶表示板用光学補償フィルム、偏光板および液晶表示装置 |
-
2012
- 2012-06-08 JP JP2012131310A patent/JP6046925B2/ja active Active
- 2012-06-08 KR KR1020120061388A patent/KR20120137278A/ko not_active Ceased
-
2020
- 2020-04-16 KR KR1020200046217A patent/KR102433715B1/ko active Active
-
2021
- 2021-11-26 KR KR1020210166021A patent/KR20210149665A/ko not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS623911A (ja) * | 1985-06-29 | 1987-01-09 | Fukuvi Chem Ind Co Ltd | パイプ形状をなす合成樹脂成形素材の空洞部内に発泡体を充填する方法 |
| JP2008023745A (ja) * | 2006-07-18 | 2008-02-07 | Konica Minolta Opto Inc | キャストロール、光学フィルムの製造装置、及び、光学フィルムの製造方法 |
| KR20090068139A (ko) * | 2007-12-21 | 2009-06-25 | 스미또모 가가꾸 가부시끼가이샤 | 압출 수지 시트의 제조 방법 |
| JP2009149038A (ja) * | 2007-12-21 | 2009-07-09 | Sumitomo Chemical Co Ltd | 押出樹脂シートの製造方法 |
| JP2011089027A (ja) | 2009-10-22 | 2011-05-06 | Kuraray Co Ltd | アクリル系樹脂フィルムおよびその製造方法 |
| KR20120120032A (ko) * | 2011-04-22 | 2012-11-01 | 에스카보 시토 가부시키가이샤 | 열가소성 수지 필름의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013014136A (ja) | 2013-01-24 |
| KR20210149665A (ko) | 2021-12-09 |
| KR20120137278A (ko) | 2012-12-20 |
| KR102433715B1 (ko) | 2022-08-17 |
| JP6046925B2 (ja) | 2016-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102433715B1 (ko) | 열가소성 수지 필름의 제조 방법 | |
| JP5520778B2 (ja) | 押出樹脂板の製造方法 | |
| US20090252935A1 (en) | Multilayer film for use in simultaneous injection molding-lamination method | |
| KR102319591B1 (ko) | 광학 필름, 그것을 포함하는 적층 광학 필름, 및 광학 필름의 제조 방법 | |
| KR20070118007A (ko) | 적층 수지판 | |
| JP5323349B2 (ja) | 押出樹脂シートの製造方法 | |
| KR20110085899A (ko) | 광학용 매트 필름 | |
| US20090246482A1 (en) | Multilayer film for use in simultaneous injection molding-lamination method | |
| JP5453926B2 (ja) | 多層延伸フィルム | |
| WO2015186810A1 (ja) | 画像表示装置用シート、画像表示装置用積層体及び画像表示装置 | |
| JP5401030B2 (ja) | 押出樹脂フィルムおよびその製造方法 | |
| JP5143587B2 (ja) | 樹脂フィルムの製造方法 | |
| JP5707191B2 (ja) | 積層板 | |
| JP2012236381A (ja) | 積層体およびその製造方法 | |
| JP2009154442A (ja) | 光学部材用押出樹脂板の製造方法 | |
| JP2013114427A (ja) | 樹脂板、電極板およびタッチパネル | |
| JP2012011732A (ja) | 積層体およびその製造方法 | |
| KR20120120032A (ko) | 열가소성 수지 필름의 제조 방법 | |
| JP2012121142A (ja) | 押出樹脂板の製造方法 | |
| JP5784302B2 (ja) | 保護膜付き樹脂板またはフィルムの製造方法 | |
| JP5734710B2 (ja) | 積層板 | |
| JP2012245662A (ja) | 積層体およびその製造方法 | |
| JP5996714B2 (ja) | 保護膜付き樹脂板またはフィルムの製造方法 | |
| JP2013111834A (ja) | 電極基板用樹脂板、電極板およびタッチパネル | |
| JP2013144365A (ja) | 積層体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| PA0107 | Divisional application |
St.27 status event code: A-0-1-A10-A18-div-PA0107 St.27 status event code: A-0-1-A10-A16-div-PA0107 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T13-X000 | Administrative time limit extension granted |
St.27 status event code: U-3-3-T10-T13-oth-X000 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T13-X000 | Administrative time limit extension granted |
St.27 status event code: U-3-3-T10-T13-oth-X000 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T13-X000 | Administrative time limit extension granted |
St.27 status event code: U-3-3-T10-T13-oth-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T13-X000 | Administrative time limit extension granted |
St.27 status event code: U-3-3-T10-T13-oth-X000 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T13-X000 | Administrative time limit extension granted |
St.27 status event code: U-3-3-T10-T13-oth-X000 |
|
| J201 | Request for trial against refusal decision | ||
| PA0107 | Divisional application |
St.27 status event code: A-0-1-A10-A18-div-PA0107 St.27 status event code: A-0-1-A10-A16-div-PA0107 |
|
| PJ0201 | Trial against decision of rejection |
St.27 status event code: A-3-3-V10-V11-apl-PJ0201 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| J301 | Trial decision |
Free format text: TRIAL NUMBER: 2021101003036; TRIAL DECISION FOR APPEAL AGAINST DECISION TO DECLINE REFUSAL REQUESTED 20211126 Effective date: 20220530 |
|
| PJ1301 | Trial decision |
St.27 status event code: A-3-3-V10-V15-crt-PJ1301 Decision date: 20220530 Appeal event data comment text: Appeal Kind Category : Appeal against decision to decline refusal, Appeal Ground Text : 2020 0046217 Appeal request date: 20211126 Appellate body name: Patent Examination Board Decision authority category: Office appeal board Decision identifier: 2021101003036 |
|
| PS0901 | Examination by remand of revocation |
St.27 status event code: A-6-3-E10-E12-rex-PS0901 |
|
| GRNO | Decision to grant (after opposition) | ||
| PS0701 | Decision of registration after remand of revocation |
St.27 status event code: A-3-4-F10-F13-rex-PS0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 4 |