KR20200078356A - 다단식 핸드 및 이를 구비하는 반송 로봇 - Google Patents
다단식 핸드 및 이를 구비하는 반송 로봇 Download PDFInfo
- Publication number
- KR20200078356A KR20200078356A KR1020190167220A KR20190167220A KR20200078356A KR 20200078356 A KR20200078356 A KR 20200078356A KR 1020190167220 A KR1020190167220 A KR 1020190167220A KR 20190167220 A KR20190167220 A KR 20190167220A KR 20200078356 A KR20200078356 A KR 20200078356A
- Authority
- KR
- South Korea
- Prior art keywords
- hand
- clamp
- hands
- movable
- spring bearing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/907—Devices for picking-up and depositing articles or materials with at least two picking-up heads
-
- H01L21/68707—
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/33—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations into and out of processing chamber
- H10P72/3302—Mechanical parts of transfer devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
- B25J15/0014—Gripping heads and other end effectors having fork, comb or plate shaped means for engaging the lower surface on a object to be transported
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
- B25J15/0052—Gripping heads and other end effectors multiple gripper units or multiple end effectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
- B25J15/0095—Gripping heads and other end effectors with an external support, i.e. a support which does not belong to the manipulator or the object to be gripped, e.g. for maintaining the gripping head in an accurate position, guiding it or preventing vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/02—Program-controlled manipulators characterised by movement of the arms, e.g. cartesian coordinate type
- B25J9/04—Program-controlled manipulators characterised by movement of the arms, e.g. cartesian coordinate type by rotating at least one arm, excluding the head movement itself, e.g. cylindrical coordinate type or polar coordinate type
- B25J9/041—Cylindrical coordinate type
- B25J9/042—Cylindrical coordinate type comprising an articulated arm
-
- H01L21/67242—
-
- H01L21/67766—
-
- H01L21/67781—
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/06—Apparatus for monitoring, sorting, marking, testing or measuring
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/06—Apparatus for monitoring, sorting, marking, testing or measuring
- H10P72/0606—Position monitoring, e.g. misposition detection or presence detection
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/34—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations the wafers being stored in a carrier, involving loading and unloading
- H10P72/3402—Mechanical parts of transfer devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/34—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations the wafers being stored in a carrier, involving loading and unloading
- H10P72/3411—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations the wafers being stored in a carrier, involving loading and unloading involving loading and unloading of wafers
- H10P72/3412—Batch transfer of wafers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/76—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches
- H10P72/7602—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a robot blade or gripped by a gripper for conveyance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2203/00—Indexing code relating to control or detection of the articles or the load carriers during conveying
- B65G2203/04—Detection means
- B65G2203/042—Sensors
- B65G2203/044—Optical
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S294/00—Handling: hand and hoist-line implements
- Y10S294/902—Gripping element
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S414/00—Material or article handling
- Y10S414/135—Associated with semiconductor wafer handling
- Y10S414/141—Associated with semiconductor wafer handling includes means for gripping wafer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S901/00—Robots
- Y10S901/30—End effector
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Manipulator (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
[해결 수단] 상하 방향으로 나열되는 복수의 핸드(20)를 포함하고, 각 핸드(20)의 핸드 간 피치 간격을 변경 가능하며, 각 핸드(20)는 가공부품(W)의 클램핑 및 클램핑 해제를 행하는 클램프 부재(80a)를 갖는 다단식 핸드(A1)에 있어서, 상기 클램프 부재(80a)는, 상기 각 핸드(20)에 대해서, 전후 방향으로 이동 가능하게 지지되어 있고, 상기 클램프 부재(80a)는 또한, 전방측에 형성된 고정 스프링 베어링 부재(803)와, 후방측에 전후 방향으로 상대 이동 가능하게 설치된 이동 스프링 베어링 부재(81) 사이에 개재된 압축형 스프링 부재(804)를 구비하고, 상기 이동 스프링 베어링 부재(81)는, 전후 방향으로 구동되고, 후방 이동 시에 상기 클램프 부재(80a)에 걸어맞춤되는 이동체(822)의 전면에 대해서, 상하 방향으로 저저항으로 상대 이동 가능하게 탄성 접촉되어 있다.
Description
도 2는 본 발명에 따른 다단식 핸드의 일례의 전체 사시도이다.
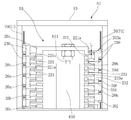
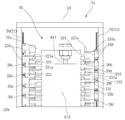
도 3은 도 2의 III-III선에 따르는 단면도이다.
도 4는 도 3의 IV-IV선에 따르는 단면도이다.
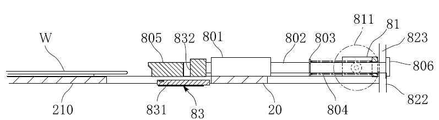
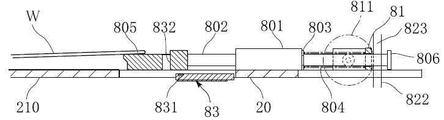
도 5는 클램프 기구의 후방부의 설명도이다.
도 6은 클램프 기구의 전방부의 설명도이다.
도 7은 클램프 기구의 평면도이다.
도 8은 핸드의 전방부(핸드체)의 평면도이다.
도 9는 도 4의 IX-IX선에 따르는 단면도이다.
도 10은 핸드 피치 규제 수단의 작용 설명도이며, 도 4의 IX-IX선에 따르는 단면도에 상당하는 도면이다.
도 11은 핸드 피치 규제 수단의 작용 설명도이며, 도 4의 IX-IX선에 따르는 단면도에 상당하는 도면이다.
도 12는 핸드 피치 규제 수단의 작용 설명도이며, 도 4의 IX-IX선에 따르는 단면도에 상당하는 도면이다.
도 13은 핸드 피치 규제 수단의 작용 설명도이며, 도 4의 IX-IX선에 따르는 단면도에 상당하는 도면이다.
도 14는 클램프 기구 및 클램프 센서의 작용 설명도이다.
도 15는 클램프 기구 및 클램프 센서의 작용 설명도이다.
도 16은 클램프 기구 및 클램프 센서의 작용 설명도이다.
W: 가공부품 20: 핸드
80: 클램프 기구 802: 로드
803: 플랜지(고정 스프링 베어링 부재)
804: 압축형 스프링 부재(압축 코일 스프링)
805: 클램프체 81: 이동 스프링 베어링 부재
811: 롤러 822: 헤드부재(이동체)
83: 클램프 센서(광학검출수단)
831: 한정 반사형 센서(수발광 소자)
Claims (7)
- 상하 방향으로 나열되는 복수의 핸드를 포함하고, 각 핸드의 핸드 간 피치 간격을 변경 가능하며, 각 핸드는 가공부품의 클램핑 및 클램핑 해제를 행하는 클램프 부재를 포함하는 다단식 핸드로서,
상기 클램프 부재는, 상기 각 핸드에 대해서, 전후 방향으로 이동 가능하게 지지되어 있고,
상기 클램프 부재는 또한, 전방측에 형성된 고정 스프링 베어링 부재와, 후방측에 전후 방향으로 상대 이동 가능하게 설치된 이동 스프링 베어링 부재 사이에 개재된 압축형 스프링 부재를 구비하고,
상기 이동 스프링 베어링 부재는, 전후 방향으로 구동되어, 후방 이동 시에 상기 클램프 부재에 걸어맞춤되는 이동체의 전면(前面)에 대해서, 상하 방향으로 저저항으로 상대 이동 가능하게 탄성 접촉시킬 수 있는 것을 특징으로 하는, 다단식 핸드. - 제1항에 있어서, 상기 클램프 부재는, 전후 방향으로 연장되는 로드와, 해당 로드의 선단에 형성되어, 클램핑 시에 가공부품을 압압하는 클램프체를 포함하고, 상기 핸드에 설치된 홀더에 의해 상기 로드의 상기 고정 스프링 베어링 부재보다도 전방의 부위가 전후 방향이동 가능하게 지지되어 있고, 상기 압축형 스프링 부재는 상기 로드에 씌워삽입(套揷)된 압축 코일 스프링인, 다단식 핸드.
- 제2항에 있어서, 상기 이동 스프링 베어링 부재는, 상기 이동체의 전면에 접촉해서 롤링하는 롤러를 포함하는, 다단식 핸드.
- 제3항에 있어서, 상기 각 핸드는, 상기 클램프 부재의 클램프 작동 시, 상기 클램프체가 가공부품을 적정하게 압압하고 있지 않은 것을 광학적으로 검출하는 광학검출수단을 포함하는, 다단식 핸드.
- 제4항에 있어서, 상기 광학검출수단은, 상기 핸드의 적절한 부분에 설치된 수발광 소자(受發光素子)와, 상기 클램프체에 형성한 반사상태 변경부를 포함하는, 다단식 핸드.
- 제5항에 있어서, 상기 반사상태 변경부는 상기 클램프체에 상하 관통 형상으로 형성된 관통 구멍인, 다단식 핸드.
- 제1항 내지 제6항 중 어느 한 항에 기재된 다단식 핸드를 구비하는, 반송 로봇.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018239742A JP7162521B2 (ja) | 2018-12-21 | 2018-12-21 | 多段式ハンドおよびこれを備える搬送ロボット |
| JPJP-P-2018-239742 | 2018-12-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200078356A true KR20200078356A (ko) | 2020-07-01 |
| KR102875144B1 KR102875144B1 (ko) | 2025-10-22 |
Family
ID=71097330
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190167220A Active KR102875144B1 (ko) | 2018-12-21 | 2019-12-13 | 다단식 핸드 및 이를 구비하는 반송 로봇 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11414278B2 (ko) |
| JP (1) | JP7162521B2 (ko) |
| KR (1) | KR102875144B1 (ko) |
| CN (1) | CN111354669B (ko) |
| TW (1) | TWI814941B (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230317503A1 (en) * | 2020-09-03 | 2023-10-05 | Kawasaki Jukogyo Kabushiki Kaisha | Substrate holding hand and substrate conveying robot |
| JP7610943B2 (ja) * | 2020-09-18 | 2025-01-09 | ニデックインスツルメンツ株式会社 | 産業用ロボット |
| KR102628389B1 (ko) * | 2021-11-04 | 2024-01-23 | 주식회사 유케이로보틱스 | 반도체 웨이퍼를 이송하기 위한 장치 |
| JP7759779B2 (ja) * | 2021-11-30 | 2025-10-24 | ニデックインスツルメンツ株式会社 | 水平多関節ロボット |
| CN115847464B (zh) * | 2022-11-30 | 2024-09-20 | 西安奕斯伟材料科技股份有限公司 | 一种机械手及机械手夹取状态检测方法 |
| JP7705508B1 (ja) | 2024-03-27 | 2025-07-09 | 株式会社Kokusai Electric | 移載機、基板処理装置、基板処理方法、半導体装置の製造方法およびプログラム |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11130254A (ja) * | 1997-10-24 | 1999-05-18 | Sharp Corp | 基板搬送カセット |
| JP2001291759A (ja) * | 2000-04-07 | 2001-10-19 | Mitsubishi Electric Corp | 配列ピッチ変換装置 |
| JP2013135099A (ja) | 2011-12-27 | 2013-07-08 | Kawasaki Heavy Ind Ltd | 基板保持装置 |
| JP2018125388A (ja) * | 2017-01-31 | 2018-08-09 | 川崎重工業株式会社 | 基板把持ハンド及び基板搬送装置 |
| JP2020079341A (ja) * | 2018-11-12 | 2020-05-28 | 帝人株式会社 | 難燃性ポリカーボネート樹脂組成物 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5217340A (en) * | 1989-01-28 | 1993-06-08 | Kokusai Electric Co., Ltd. | Wafer transfer mechanism in vertical CVD diffusion apparatus |
| US5562387A (en) * | 1993-10-04 | 1996-10-08 | Tokyo Electron Limited | Device for transferring plate-like objects |
| JPH11220003A (ja) * | 1998-02-03 | 1999-08-10 | Shin Meiwa Ind Co Ltd | ウエハ把持装置 |
| US6113165A (en) * | 1998-10-02 | 2000-09-05 | Taiwan Semiconductor Manufacturing Co., Ltd. | Self-sensing wafer holder and method of using |
| AU2041000A (en) * | 1998-12-02 | 2000-06-19 | Kensington Laboratories, Inc. | Specimen holding robotic arm end effector |
| US7281741B2 (en) * | 2001-07-13 | 2007-10-16 | Semitool, Inc. | End-effectors for handling microelectronic workpieces |
| JP4254116B2 (ja) * | 2002-03-22 | 2009-04-15 | 東京エレクトロン株式会社 | 位置合わせ用基板 |
| JP3999723B2 (ja) * | 2003-10-08 | 2007-10-31 | 川崎重工業株式会社 | 基板保持装置 |
| KR100576150B1 (ko) | 2004-08-12 | 2006-05-03 | 세메스 주식회사 | 기판 이송 장치 |
| JP4727393B2 (ja) * | 2005-11-11 | 2011-07-20 | 株式会社日立ハイテクコントロールシステムズ | 基板把持ハンド装置と基板把持方法及びそれを用いた基板搬送装置並びに基板処理装置 |
| JP2008103379A (ja) * | 2006-10-17 | 2008-05-01 | Renesas Technology Corp | 半導体装置の製造方法 |
| TWI441719B (zh) * | 2007-06-05 | 2014-06-21 | 日本電產三協股份有限公司 | Industrial robotic arm |
| JP5231274B2 (ja) | 2009-02-06 | 2013-07-10 | 日本電産サンキョー株式会社 | 産業用ロボット |
| US9254566B2 (en) * | 2009-03-13 | 2016-02-09 | Kawasaki Jukogyo Kabushiki Kaisha | Robot having end effector and method of operating the same |
| TWI538789B (zh) * | 2011-08-10 | 2016-06-21 | 川崎重工業股份有限公司 | A end effector device, and a substrate transport robot including the end effector device |
| JP5459292B2 (ja) * | 2011-10-31 | 2014-04-02 | 株式会社安川電機 | 搬送ロボット |
| JP2015013357A (ja) * | 2013-07-08 | 2015-01-22 | 株式会社安川電機 | 吸着構造、ロボットハンドおよびロボット |
| JP6670713B2 (ja) * | 2016-09-20 | 2020-03-25 | 東京エレクトロン株式会社 | 基板処理装置及び基板搬送方法 |
| JP2018089764A (ja) * | 2016-12-07 | 2018-06-14 | 日本電産サンキョー株式会社 | 産業用ロボットおよび産業用ロボットの製造方法 |
| JP2018192599A (ja) | 2017-05-19 | 2018-12-06 | 川崎重工業株式会社 | 接触検知器、ハンド、ロボット、及びロボットシステム |
| JP6992515B2 (ja) * | 2018-01-05 | 2022-01-13 | コニカミノルタ株式会社 | Gpu割当プログラム、gpu割当方法、コンピュータ読取可能な記録媒体、および、gpu割当装置 |
| US10943805B2 (en) * | 2018-05-18 | 2021-03-09 | Applied Materials, Inc. | Multi-blade robot apparatus, electronic device manufacturing apparatus, and methods adapted to transport multiple substrates in electronic device manufacturing |
-
2018
- 2018-12-21 JP JP2018239742A patent/JP7162521B2/ja active Active
-
2019
- 2019-11-08 TW TW108140619A patent/TWI814941B/zh active
- 2019-12-13 KR KR1020190167220A patent/KR102875144B1/ko active Active
- 2019-12-18 US US16/719,128 patent/US11414278B2/en active Active
- 2019-12-20 CN CN201911335467.0A patent/CN111354669B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11130254A (ja) * | 1997-10-24 | 1999-05-18 | Sharp Corp | 基板搬送カセット |
| JP2001291759A (ja) * | 2000-04-07 | 2001-10-19 | Mitsubishi Electric Corp | 配列ピッチ変換装置 |
| JP2013135099A (ja) | 2011-12-27 | 2013-07-08 | Kawasaki Heavy Ind Ltd | 基板保持装置 |
| KR101666121B1 (ko) * | 2011-12-27 | 2016-10-13 | 카와사키 주코교 카부시키 카이샤 | 기판 유지 장치 |
| JP2018125388A (ja) * | 2017-01-31 | 2018-08-09 | 川崎重工業株式会社 | 基板把持ハンド及び基板搬送装置 |
| JP2020079341A (ja) * | 2018-11-12 | 2020-05-28 | 帝人株式会社 | 難燃性ポリカーボネート樹脂組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202025376A (zh) | 2020-07-01 |
| CN111354669A (zh) | 2020-06-30 |
| US11414278B2 (en) | 2022-08-16 |
| TWI814941B (zh) | 2023-09-11 |
| JP7162521B2 (ja) | 2022-10-28 |
| JP2020102531A (ja) | 2020-07-02 |
| KR102875144B1 (ko) | 2025-10-22 |
| CN111354669B (zh) | 2024-12-24 |
| US20200198902A1 (en) | 2020-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200078356A (ko) | 다단식 핸드 및 이를 구비하는 반송 로봇 | |
| JP4582621B2 (ja) | 曲げ加工装置 | |
| CN105935835B (zh) | 板材加工系统以及板材加工方法 | |
| CN108237527B (zh) | 机器人手 | |
| KR20250130541A (ko) | 다단식 핸드 및 이를 구비하는 반송 로봇 | |
| US20160256956A1 (en) | Plate processing system and plate processing method | |
| CN209970226U (zh) | 内藏式数控机床自动上料机械手及数控机床 | |
| JP2020189333A (ja) | 曲げ加工システム及び金型位置ずれ補正方法 | |
| KR20110067523A (ko) | 버티컬 터닝 센터의 자동 공작물 장착 장치 | |
| JP2008221438A (ja) | ロボットハンド、及びロボット | |
| US5149072A (en) | Sheet workpiece positioning device | |
| JP7144582B2 (ja) | 搬送ハンドのセット及び搬送ロボット | |
| US12145191B2 (en) | Bending system and tool transport method | |
| KR100274856B1 (ko) | 리이드프레임 이송장치 | |
| KR102188865B1 (ko) | 공작기계 | |
| KR20150087528A (ko) | 자동 공구 교환 장치 | |
| JPH0526287U (ja) | チヤツク装置 | |
| KR101731324B1 (ko) | 자동선반용 소재의 오토로딩장치 | |
| JP2008221274A (ja) | 板材加工機 | |
| JP5508688B2 (ja) | 製品搬出方法及び装置 | |
| CN222248992U (zh) | 一种移料机构、上料装置及电路板成型机 | |
| JP3373229B2 (ja) | ワークストッカのワーク位置決め装置 | |
| JP5642938B2 (ja) | 板材加工機に対するワーク、製品の搬入搬出方法及び装置 | |
| JP2018135193A (ja) | 搬送装置 | |
| JPH02142629A (ja) | グリップフィンガー装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E90F | Notification of reason for final refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| D22 | Grant of ip right intended |
Free format text: ST27 STATUS EVENT CODE: A-1-2-D10-D22-EXM-PE0701 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-2-2-U10-U11-OTH-PR1002 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| Q13 | Ip right document published |
Free format text: ST27 STATUS EVENT CODE: A-4-4-Q10-Q13-NAP-PG1601 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |