KR20240077461A - 이차전지 제조 시스템 및 이차전지 제조 장치 - Google Patents
이차전지 제조 시스템 및 이차전지 제조 장치 Download PDFInfo
- Publication number
- KR20240077461A KR20240077461A KR1020230165820A KR20230165820A KR20240077461A KR 20240077461 A KR20240077461 A KR 20240077461A KR 1020230165820 A KR1020230165820 A KR 1020230165820A KR 20230165820 A KR20230165820 A KR 20230165820A KR 20240077461 A KR20240077461 A KR 20240077461A
- Authority
- KR
- South Korea
- Prior art keywords
- unit
- anode
- sheet
- cathode
- sided
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0404—Machines for assembling batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0459—Cells or batteries with folded separator between plate-like electrodes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Secondary Cells (AREA)
Abstract
본 명세서는 전극 원단을 시트 단위로 커팅한 후, 커팅된 시트 별로 4면을 한 번에 잘라내는 블랭킹 공정을 수행하여 전지셀로 가공하고, 가공된 전지셀과 분리막을 지그재그 방식으로 적층하여 전지셀 모듈을 제조함으로써, 기존의 전극 원단의 노칭 및 커팅 공정을 커팅 및 블랭킹 공정으로 대체하는 것을 특징으로 하는 이차전지 제조 시스템 및 이차전지 제조 장치의 실시예에 관한 것이다.
Description
본 발명은 이차전지를 Z(ZIGZAG)-STACKING 방식으로 제조하기 위한 이차전지 제조 시스템 및 이차전지 제조 장치에 관한 것이다.
본 발명의 배경이 되는 기술은 전극 및 분리막을 지그재그 스태킹 방식으로 적층하여 이차전지를 제조하는 기술에 관한 것이다.
이차전지 제조 기술은 대규모 배터리 장비의 증설 추세에 따라, 보다 높은 사양의 품질 관리 기술의 개발이 필요해지게 되고 있다.
도 1은 이러한 이차전지 제조 기술 중, 일반적인 Z-STACKING 방식 제조 기술의 개념을 나타내고, 도 2는 이러한 Z-STACKING 방식으로 적층한 전지셀 모듈의 구성을 나타낸다.
일반적인 Z-STACKING 방식은 도 1에 도시된 바와 같이, 양극 및 음극 원단을 스택킹 규격에 맞게 커팅하여, 도 2에 도시된 바와 같이 양극 및 음극 사이에 분리막이 지그재그 형태로 배치되도록 적층한 후 열가압을 하는 방식으로 이루어진다.
이러한 기존의 Z-STACKING 방식에 따른 종래기술 중 하나인 한국 공개특허 10-2019-0020147(2019.02.27. 공개)에는, 도 3에 도시된 바와 같은 내용의 기술이 개시되어 있다.
상기 종래기술은, 도 3에 도시된 바와 같이, 전극 원단을 노칭(10)한 후 스택킹 규격에 맞게 시트 단위로 커팅(20)하고, 시트의 비전 검사(30) 및 이에 따른 보정(정렬)을 수행하여, 전극 시트를 적층(ZZS)하는 과정으로 제조하게 된다.
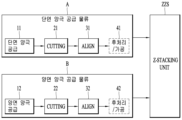
한편, 이와 같이 전극의 노칭 및 커팅 순으로 공정이 이루어진 종래기술의 경우에서, 단면 양극 및 양면 양극을 병용하는 경우의 제조 공정의 예시는 도 4a 및 도 4b에 도시된 바와 같을 수 있다.
단면 양극 및 양면 양극을 사용하는 경우에는 도 4a에 도시된 바와 같이, 단면 양극 공급 물류(A) 및 양면 양극 공급 물류(B)가 분리되어 구성되어, 상기 단면 양극 공급 물류(A)에서 단면 양극의 공급(11), 커팅(21), 정렬(31) 및 후처리/가공(41)이 이루어지고, 상기 양면 양극 공급 물류(B)에서 양면 양극의 공급(12), 커팅(22), 정렬(32) 및 후처리/가공(42)이 이루어지게 된다.
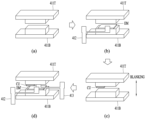
여기서, 후처리/가공(41, 42)은 도 4b에 도시된 바와 같은 금형(T, B)으로 이루어지게 되는데, 초기 상태에서(a) 이송 장치(U1)가 상기 금형(T, B)에 대상 전극(EM)을 안착하면(b) 상부 금형(T)이 하강하여 상기 대상 전극(EM)을 가공물(CU)로 가공하고(c), 가공 후 반송 장치(U2)가 상기 가공물(CU)을 후속 공정으로 반송하면(d) 상기 이송 장치(U1)가 새로운 대상 전극(EM)을 공급하는 순으로 이루어지게 된다.
이와 같은 종래의 기술에 따라 전극이 적층된 형태는 도 5a에 도시된 바와 같을 수 있는데, 종래의 기술은 도 5a에 도시된 바와 같이, 양극(ANODE) 및 음극(CATHODE) 간에 사이즈 공차(ACOH: ANODE-CATHODE OVERHANG)가 발생하게 되었다.
이러한 사이즈 공차는, 도 5b에 도시된 바와 같이, 노칭된 전극의 공차(NTC Tol.), 비전 검사에 의한 공차(CCD), 커팅 전 롤러에 의한 피딩 공차(Nip-Roller) 및 커팅 시 발생하는 커팅 공차(Die Tol.)에 의한 것으로, 양극 및 음극의 원단 사이즈의 차이 및 전극 커팅 시 발생하는 캠버(Camber) 현상에 의해 발생하게 된다.
이와 같이 종래의 기술은, 사이즈 공차 발생으로 인해 적층 품질이 보장되지 못하는 한계가 있었다.
또한, 종래의 기술은 단면 양극 및 양면 양극의 병용 시 두 종류의 전극 각각의 물류를 분리하여 구성함으로써, 공정 설비 구축에 공간적/비용적 제약이 따르게 되었다.
게다가, 가공 공정에서 대상물의 이송 및 반송이 순차적으로 이루어지면서, 공정에 많은 시간이 소모되는 한계가 있었다.
본 발명은 상술한 바와 같은 종래기술의 한계를 개선하는 것을 과제로 한다.
이에 따라, 본 명세서는 양극과 음극의 사이즈 공차를 저감시킬 수 있는 실시예를 제공하고자 한다.
또한, 전지셀의 가공을 위한 설비의 구성을 간소화할 수 있는 실시예를 제공하고자 한다.
게다가, 공정 속도를 개선할 수 있는 실시예를 제공하고자 한다.
상술한 바와 같은 과제를 해결하기 위한 본 발명은, 전극을 일정 크기의 시트 단위로 커팅한 후, 시트를 블랭킹하여 적층하는 것을 해결 수단으로 한다.
구체적으로, 전극 원단을 시트 단위로 커팅한 후, 커팅된 시트 별로 4면을 한 번에 잘라내는 블랭킹 공정을 수행하여 전지셀로 가공하고, 가공된 전지셀과 분리막을 지그재그 방식으로 적층하여 전지셀 모듈을 제조함으로써, 기존의 전극 원단의 노칭 및 커팅 공정을 커팅 및 블랭킹 공정으로 대체하는 것을 기술적 특징으로 한다.
상기 기술적 특징은 Z-STACKING 방식으로 이차전지를 제조하는 장치, 설비, 시스템 및 공정(방법) 등에 적용될 수 있으며, 본 명세서는 상기 기술적 특징을 해결 수단으로 하는 이차전지 제조 시스템 및 이차전지 제조 장치의 실시예를 제공하고자 한다.
상기 기술적 특징을 과제 해결 수단으로 하는 이차전지 제조 시스템의 실시예는, 전극을 공급하는 공급부, 상기 전극을 일정 규격의 시트 단위로 커팅하는 커팅부, 상기 시트를 적층 가능한 위치로 정렬시키는 정렬부, 상기 시트를 적층 가능한 형태의 전지셀로 블랭킹 가공하는 가공부 및 상기 전지셀 및 분리막을 지그재그 방식으로 적층하는 적층부를 포함한다.
이러한 상기 이차전지 제조 시스템은, 상기 분리막을 공급하는 분리막 공급부를 더 포함할 수 있다.
실시예에서, 상기 공급부는, 양극을 공급하는 양극 공급부 및 음극을 공급하는 음극 공급부를 포함할 수 있다.
실시예에서, 상기 양극 공급부는, 단면의 양극을 공급하는 단면 양극 공급부 및 양면의 양극을 공급하는 양면 양극 공급부 중 하나 이상을 포함할 수 있다.
실시예에서, 상기 커팅부는, 양극의 전극을 커팅하는 양극 커팅부를 포함할 수 있다.
실시예에서, 상기 양극 커팅부는, 단면 양극의 전극을 커팅하는 단면 양극 커팅부를 포함할 수 있다.
실시예에서, 상기 양극 커팅부는, 양면 양극의 전극을 커팅하는 양면 양극 커팅부를 포함할 수 있다.
실시예에서, 상기 커팅부는, 음극의 전극을 커팅하는 음극 커팅부를 포함할 수 있다.
실시예에서, 상기 정렬부는, 양극의 시트를 정렬시키는 양극 정렬부를 포함할 수 있다.
실시예에서, 상기 양극 정렬부는, 단면 양극의 시트 및 양면 양극의 시트를 정렬시킬 수 있다.
실시예에서, 상기 정렬부는, 음극의 시트를 정렬시키는 음극 정렬부를 포함할 수 있다.
실시예에서, 상기 가공부는, 양극의 시트를 블랭킹 가공하는 양극 가공부를 포함할 수 있다.
실시예에서, 상기 양극 가공부는, 상기 시트를 블랭킹하여 상기 전지셀로 가공하는 블랭킹부, 상기 정렬부에서 정렬된 상기 시트를 상기 블랭킹부로 이송하는 이송부 및 상기 블랭킹부에서 가공된 상기 전지셀을 상기 적층부로 반송하는 반송부를 포함할 수 있다.
실시예에서, 상기 블랭킹부는, 상기 시트가 안착되어, 상기 시트가 상기 전지셀의 형태로 압착되어 블랭킹되는 하부 금형부 및 상기 하부 금형부 방향으로 하강하여 상기 시트를 압착하고, 상기 시트가 압착되어 블랭킹된 상기 전지셀을 흡착하여 원위치로 상승하는 상부 금형부를 포함할 수 있다.
실시예에서, 상기 이송부 및 상기 반송부는, 상기 상부 금형부의 상승 후 일정 시간 내에 상기 블랭킹부에 투입될 수 있다.
실시예에서, 상기 이송부 및 상기 반송부는, 상기 상부 금형부의 상승 후 동시에 투입되어, 상기 이송부가 상기 하부 금형부에 상기 시트를 이송하는 동안 상기 반송부가 상기 상부 금형부에 흡착된 상기 전지셀을 상기 적층부로 반송할 수 있다.
실시예에서, 상기 가공부는, 음극의 시트를 블랭킹 가공하는 음극 가공부를 포함할 수 있다.
실시예에서, 상기 전지셀을 적층 가능한 위치로 정렬시키는 재정렬부를 더 포함할 수 있다.
또한, 상기 기술적 특징을 과제 해결 수단으로 하는 이차전지 제조 장치의 실시예는, 양극을 공급하는 양극 공급부, 상기 양극을 일정 규격의 양극 시트 단위로 커팅하는 양극 커팅부, 상기 양극 시트를 적층 가능한 위치로 정렬시키는 양극 정렬부, 상기 양극 시트를 적층 가능한 형태의 양극 전지셀로 가공하는 양극 가공부, 음극을 공급하는 음극 공급부, 상기 음극을 일정 규격의 음극 시트 단위로 커팅하는 음극 커팅부, 상기 음극 시트를 적층 가능한 위치로 정렬시키는 음극 정렬부, 상기 음극 시트를 적층 가능한 형태의 음극 전지셀로 가공하는 음극 가공부, 상기 양극 전지셀 및 상기 음극 전지셀이 교차하여 적층되는 사이 각각에 배치되는 분리막을 공급하는 분리막 공급부 및 상기 양극 전지셀, 상기 음극 전지셀 및 상기 분리막을 적층 구조에 따라 순차적으로 공급받아 지그재그 방식으로 적층하는 적층부를 포함한다.
실시예에서, 상기 양극 공급부는, 단면 양극 및 양면 양극 중 하나 이상을 공급할 수 있다.
실시예에서, 상기 양극 가공부는, 상기 시트를 블랭킹하여 상기 전지셀로 가공하는 블랭킹부, 상기 정렬부에서 정렬된 상기 시트를 상기 블랭킹부로 이송하는 이송부 및 상기 블랭킹부에서 가공된 상기 전지셀을 상기 적층부로 반송하는 반송부를 포함할 수 있다.
실시예에서, 상기 음극 가공부는, 상기 시트를 블랭킹하여 상기 전지셀로 가공하는 블랭킹부, 상기 정렬부에서 정렬된 상기 시트를 상기 블랭킹부로 이송하는 이송부 및 상기 블랭킹부에서 가공된 상기 전지셀을 상기 적층부로 반송하는 반송부를 포함할 수 있다.
실시예에서, 상기 블랭킹부는, 상기 시트가 안착되어, 상기 시트가 상기 전지셀의 형태로 압착되어 블랭킹되는 하부 금형부 및 상기 하부 금형부 방향으로 하강하여 상기 시트를 압착하고, 상기 시트가 압착되어 블랭킹된 상기 전지셀을 흡착하여 원위치로 상승하는 상부 금형부를 포함할 수 있다.
실시예에서, 상기 이송부 및 상기 반송부는, 상기 상부 금형부의 상승 후 일정 시간 내에 상기 블랭킹부에 투입될 수 있다.
실시예에서, 상기 이송부 및 상기 반송부는, 상기 상부 금형부의 상승 후 동시에 투입되어, 상기 이송부가 상기 하부 금형부에 상기 시트를 이송하는 동안 상기 반송부가 상기 상부 금형부에 흡착된 상기 전지셀을 상기 적층부로 반송할 수 있다.
실시예에서, 상기 양극 전지셀 및 상기 음극 전지셀을 적층 가능한 위치로 정렬시키는 재정렬부를 더 포함할 수 있다.
상술한 이차전지 제조 시스템 및 이차전지 제조 장치의 실시예는 상술한 바에 국한되지 않으며, 하술할 구체적인 설명에 기재되거나 구체적인 설명에서 유추/도출할 수 있는 실시예들까지 포함할 수 있다.
상술한 바와 같은 이차전지 제조 시스템 및 이차전지 제조 장치의 실시예에 따르면, 전극을 일정 크기의 시트 단위로 커팅한 후, 시트를 블랭킹하여 적층함으로써, 양극 원단의 커팅 시 캠버(Camber) 현상에 의해 발생되는 커팅 불량/오차 부분을 블랭킹으로 해소할 수 있게 되는 효과가 있다.
이에 따라, 적층되는 전극 시트들의 사이즈 및 형태 차이를 최소화할 수 있게 됨은 물론, 노칭 및 커팅 공정 시 발생하는 전극 간의 사이즈 공차를 저감시킬 수 있게 되는 효과가 있다.
또한, 동일한 규격으로 가공되는 단면 양극 및 양면 양극의 정렬 및 블랭킹을 단일 장비에서 수행함으로써, 전지셀의 가공을 위한 설비의 구성을 간소화할 수 있게 되는 효과가 있다.
이에 따라, 생산 효율성이 증대될 수 있게 됨은 물론, 설비 구축에 소모되는 비용을 저감시킬 수 있게 되는 효과가 있다.
게다가, 블랭킹 후 블랭킹된 전지셀의 배출과 블랭킹 대상 시트의 투입이 일정 시간 내에 이루어짐으로써, 배출 후 투입이 이루어지던 가공 공정의 속도를 개선할 수 있게 되는 효과가 있다.
이에 따라, 생산성이 향상될 수 있게 되는 효과가 있다.
결과적으로, 실시예에 따른 이차전지 제조 시스템 및 이차전지 제조 장치는, Z-STACKING 방식의 이차전지 제조 기술의 품질성, 신뢰성, 효율성, 경제성 및 생산성을 향상시킬 수 있게 되는 효과가 있다.
상술한 이차전지 제조 시스템 및 이차전지 제조 장치의 실시예에 따른 효과는 이에 국한되지 않으며, 이하에서 하술할 설명에서 유추/도출할 수 있는 효과들도 포함할 수 있다.
도 1은 일반적인 Z-STACKING 방식의 개념도.
도 2는 도 1에 도시된 바와 같은 Z-STACKING 방식에 따라 적층된 전지셀 모듈의 구성도.
도 3은 종래기술의 제조 공정 순서를 나타낸 블록도.
도 4a는 종래의 Z-STACKING 방식의 제조 공정의 구성도.
도 4b는 종래의 Z-STACKING 방식의 금형의 동작 순서를 나타낸 개념도.
도 5a는 종래의 Z-STACKING 방식에 따른 사이즈 공차 발생을 나타낸 예시도.
도 5b는 도 5a에 도시된 사이즈 공차 발생의 결과를 나타낸 예시도.
도 6은 실시예에 따른 이차전지 제조 시스템의 구성도.
도 7은 도 6에 도시된 이차전지 제조 시스템의 구체적인 구성도.
도 8a는 이차전지 제조 시스템의 실시예에 따른 양극 가공부의 구성도.
도 8b는 이차전지 제조 시스템의 실시예에 따른 양극 가공부의 예시도.
도 9는 이차전지 제조 시스템의 실시예에 따른 양극 가공부의 동작 순서를 나타낸 개념도.
도 10은 실시예에 따른 이차전지 제조 시스템의 제조 공정 순서를 나타낸 블록도.
도 11은 실시예에 따른 이차전지 제조 시스템의 사이즈 공차 발생의 결과를 나타낸 예시도.
도 2는 도 1에 도시된 바와 같은 Z-STACKING 방식에 따라 적층된 전지셀 모듈의 구성도.
도 3은 종래기술의 제조 공정 순서를 나타낸 블록도.
도 4a는 종래의 Z-STACKING 방식의 제조 공정의 구성도.
도 4b는 종래의 Z-STACKING 방식의 금형의 동작 순서를 나타낸 개념도.
도 5a는 종래의 Z-STACKING 방식에 따른 사이즈 공차 발생을 나타낸 예시도.
도 5b는 도 5a에 도시된 사이즈 공차 발생의 결과를 나타낸 예시도.
도 6은 실시예에 따른 이차전지 제조 시스템의 구성도.
도 7은 도 6에 도시된 이차전지 제조 시스템의 구체적인 구성도.
도 8a는 이차전지 제조 시스템의 실시예에 따른 양극 가공부의 구성도.
도 8b는 이차전지 제조 시스템의 실시예에 따른 양극 가공부의 예시도.
도 9는 이차전지 제조 시스템의 실시예에 따른 양극 가공부의 동작 순서를 나타낸 개념도.
도 10은 실시예에 따른 이차전지 제조 시스템의 제조 공정 순서를 나타낸 블록도.
도 11은 실시예에 따른 이차전지 제조 시스템의 사이즈 공차 발생의 결과를 나타낸 예시도.
이하, 첨부된 도면을 참조하여 본 명세서에 개시된 실시예들을 상세히 설명하되, 도면 부호에 관계없이 동일하거나 유사한 구성 요소는 동일한 참조 번호를 부여하고 이에 대한 중복되는 설명은 생략하되, 본 명세서에 개시된 실시예를 설명함에 있어서 관련된 공지 기술에 대한 구체적인 설명이 본 명세서에 개시된 실시예의 요지를 흐릴 수 있다고 판단되는 경우 그 상세한 설명을 생략한다.
또한, 첨부된 도면은 본 명세서에 개시된 실시예를 쉽게 이해할 수 있도록 하기 위한 것일 뿐, 첨부된 도면에 의해 본 명세서에 개시된 기술적 사상이 제한되지 않으며, 본 발명의 사상 및 기술 범위에 포함되는 모든 변경, 균등물 내지 대체물을 포함하는 것으로 이해되어야 한다.
먼저, 도 6을 참조하여 실시예에 따른 이차전지 제조 시스템(이하, 제조 시스템이라 칭한다)을 설명한다.
상기 제조 시스템은, 이차전지를 제조하는 장치, 설비 및 방법의 시스템일 수 있다.
상기 제조 시스템은 또한, 이차전지를 제조하는 장치, 설비 및 방법에 적용되는 시스템일 수 있다.
상기 제조 시스템은, 전극 및 분리막을 적층하여 전지셀 모듈을 제조하는 시스템일 수 있다.
상기 제조 시스템은 특히, 지그재그 스택킹(Z-STACKING) 방식으로 이차전지를 제조하는 시스템일 수 있다.
상기 제조 시스템(1000)은, 도 6에 도시된 바와 같이, 공급부(100), 커팅부(200), 정렬부(300), 가공부(400) 및 적층부(500)를 포함한다.
상기 공급부(100)는, 전극을 공급한다.
상기 공급부(100)는, 외부로부터 상기 전극을 공급받아, 상기 전극을 상기 커팅부(200)로 공급할 수 있다.
여기서, 상기 전극은, 노칭 및 커팅 전의 전극재, 또는 전극 원단을 의미할 수 있다.
상기 공급부(100)는, 외부로부터 상기 전극을 공급받아, 상기 전극을 상기 커팅부(200)로 공급하는 공급 장치일 수 있다.
상기 공급부(100)는, 외부로부터 상기 전극을 공급받아, 상기 전극을 상기 커팅부(200)로 공급하기 위한 하나 이상의 장치를 포함할 수 있다.
상기 커팅부(200)는, 상기 전극을 일정 규격의 시트 단위로 커팅한다.
상기 커팅부(200)는, 상기 전극의 원단을 상기 전지셀로 적층하기 위해 상기 일정 규격의 시트 단위로 커팅할 수 있다.
여기서, 상기 일정 규격은, 상기 전지셀의 규격일 수 있다.
즉, 상기 커팅부(200)는, 상기 전극을 원단 상태에서 상기 전지셀로 적층하기 위한 규격의 시트 단위로 커팅하게 될 수 있다.
상기 커팅부(200)는, 상기 공급부(100)로부터 상기 전극을 공급받아, 상기 전극을 상기 일정 규격의 시트 단위로 커팅하고, 커팅한 상기 시트를 상기 정렬부(300)로 전달할 수 있다.
상기 커팅부(200)는, 상기 공급부(100)로부터 상기 전극을 공급받아, 상기 전극을 상기 일정 규격의 시트 단위로 커팅하고, 커팅한 상기 시트를 상기 정렬부(300)로 전달하는 커팅 장치일 수 있다.
상기 커팅부(200)는, 상기 공급부(100)로부터 상기 전극을 공급받아, 상기 전극을 상기 일정 규격의 시트 단위로 커팅하고, 커팅한 상기 시트를 상기 정렬부(300)로 전달하기 위한 하나 이상의 장치를 포함할 수 있다.
상기 정렬부(300)는, 상기 시트를 적층 가능한 위치로 정렬시킨다.
상기 정렬부(300)는, 상기 커팅부(200)로부터 상기 시트를 전달받아, 상기 시트를 적층 가능한 위치로 정렬시키고, 정렬한 상기 시트를 상기 가공부(400)로 전달할 수 있다.
상기 정렬부(300)는, 상기 커팅부(200)로부터 상기 시트를 전달받아, 상기 시트를 적층 가능한 위치로 정렬시키고, 정렬한 상기 시트를 상기 가공부(400)로 전달하는 정렬 장치일 수 있다.
상기 정렬부(300)는, 상기 커팅부(200)로부터 상기 시트를 전달받아, 상기 시트를 적층 가능한 위치로 정렬시키고, 정렬한 상기 시트를 상기 가공부(400)로 전달하기 위한 하나 이상의 장치를 포함할 수 있다.
이를테면, 상기 시트를 촬영하는 하나 이상의 촬영 장치 및 상기 시트의 위치 및 자세 중 하나 이상을 보정하는 구동 장치 중 하나 이상을 포함할 수 있다.
상기 가공부(400)는, 상기 시트를 적층 가능한 형태의 전지셀로 블랭킹 가공한다.
상기 가공부(400)는, 상기 정렬부(300)로부터 상기 시트를 전달받아, 상기 시트를 적층 가능한 형태의 전지셀로 블랭킹 가공하고, 가공한 상기 전지셀을 상기 적층부(500)로 전달할 수 있다.
상기 가공부(400)는, 상기 정렬부(300)로부터 상기 시트를 전달받아, 상기 시트를 적층 가능한 형태의 전지셀로 블랭킹 가공하고, 가공한 상기 전지셀을 상기 적층부(500)로 전달하는 가공 장치일 수 있다.
상기 가공부(400)는, 상기 정렬부(300)로부터 상기 시트를 전달받아, 상기 시트를 적층 가능한 형태의 전지셀로 블랭킹 가공하고, 가공한 상기 전지셀을 상기 적층부(500)로 전달하기 위한 하나 이상의 장치를 포함할 수 있다.
상기 적층부(500)는, 상기 전지셀 및 분리막을 지그재그 방식으로 적층한다.
상기 적층부(500)는, 상기 가공부(400)로부터 상기 전지셀을 전달받아, 상기 전지셀 및 상기 분리막을 지그재그 방식으로 적층하여, 적층한 전지셀 모듈을 제조부(600)로 전달할 수 있다.
여기서, 상기 지그재그 방식은 Z-STACKING 방식을 의미할 수 있다.
상기 Z-STACKING 방식은, 도 2에 도시된 바와 같이 양극과 음극이 교차로 배치된 구조에서, 각 극의 사이에 분리막을 Z 형태로 적층하는 방식일 수 있다.
한편, 상기 분리막은, 상기 적층부(500)에 내장되어 있거나, 또는 상기 분리막을 공급하는 분리막 공급부(700)로부터 공급받을 수 있다.
상기 적층부(500)는, 상기 가공부(400)로부터 상기 전지셀을 전달받아, 상기 전지셀 및 상기 분리막을 지그재그 방식으로 적층하여, 적층한 전지셀 모듈을 상기 제조부(600)로 전달하는 적층 장치일 수 있다.
상기 적층부(500)는, 상기 가공부(400)로부터 상기 전지셀을 전달받아, 상기 전지셀 및 상기 분리막을 지그재그 방식으로 적층하여, 적층한 전지셀 모듈을 상기 제조부로 전달하기 위한 하나 이상의 장치를 포함할 수 있다.
이와 같은 상기 공급부(100), 상기 커팅부(200), 상기 정렬부(300), 상기 가공부(400) 및 상기 적층부(500)를 포함하는 상기 제조 시스템(1000)은, 상기 제조부(600)를 더 포함할 수 있다.
상기 제조부(600)는, 상기 적층부(500)에서 상기 전지셀 및 상기 분리막이 도 2에 도시된 바와 같이 적층된 상기 전지셀 모듈을 열압착하여 이차전지 모듈을 제조하는 장치일 수 있다.
상기 제조부(600)는, 상기 전지셀 모듈을 열압착하여 이차전지 모듈을 제조하기 위한 하나 이사으이 장치를 포함할 수 있다.
또한, 상기 제조 시스템(1000)은, 상기 분리막을 공급하는 상기 분리막 공급부(700)를 더 포함할 수 있다.
이처럼 상기 분리막 공급부(700)를 더 포함하는 경우, 상기 적층부(500)는, 상기 분리막 공급부(700)로부터 상기 분리막을 공급받을 수 있다.
또한, 상기 제조 시스템(1000)은, 상기 전지셀을 적층 가능한 위치로 정렬시키는 재정렬부(800)를 더 포함할 수 있다.
상기 재정렬부(800)는, 상기 가공부(400)로부터 가공된 상기 전지셀을 전달받아, 상기 전지셀을 상기 적층부(500)에서 적층 가능한 위치로 재정렬시키고, 재정렬한 상기 전지셀을 상기 적층부(500)로 전달하는 장치일 수 있다.
상기 재정렬부(800)는, 상기 가공부(400)로부터 가공된 상기 전지셀을 전달받아, 상기 전지셀을 상기 적층부(500)에서 적층 가능한 위치로 재정렬시키고, 재정렬한 상기 전지셀을 상기 적층부(500)로 전달하기 위한 하나 이상의 장치를 포함할 수 있다.
이를테면, 상기 전지셀을 촬영하는 하나 이상의 촬영 장치 및 상기 전지셀의 위치 및 자세 중 하나 이상을 보정하는 구동 장치 중 하나 이상을 포함할 수 있다.
상기 제조 시스템(1000)은, 이와 같은 상기 재정렬부(800)를 더 포함하는 경우, 상기 정렬부(300)를 통해 상기 시트를 가공 전에 선 정렬하고, 상기 재정렬부(800)를 통해 상기 시트를 상기 전지셀로 가공한 후에 후 정렬하게 됨으로써, 상기 적층부(500)에서 상기 전지셀의 적층이 보다 정확하게 이루어지게 될 수 있다.
상기 공급부(100), 상기 커팅부(200), 상기 정렬부(300), 상기 가공부(400) 및 상기 적층부(500)를 포함하는 상기 제조 시스템(1000)은, 이차전지를 제조하는 복합 장비, 또는 공정 설비로 구현될 수 있다.
상기 제조 시스템(1000)은 또한, 상기 공급부(100), 상기 커팅부(200), 상기 정렬부(300), 상기 가공부(400) 및 상기 적층부(500) 각각의 사이에서 물류를 이송하는 하나 이상의 이송 장치를 더 포함할 수 있다.
이를테면, 상기 공급부(100)에서 상기 커팅부(200)로 상기 전극을 공급하는 이송 장치, 상기 커팅부(200)에서 상기 정렬부(300)로 상기 시트를 이송하는 이송 장치, 상기 정렬부(300)에서 상기 가공부(400)로 상기 시트를 이송하는 이송 장치 및 상기 가공부(400)에서 상기 적층부(500)로 상기 전지셀을 이송하는 이송 장치 중 하나 이상을 더 포함할 수 있다.
이처럼 상기 공급부(100), 상기 커팅부(200), 상기 정렬부(300), 상기 가공부(400) 및 상기 적층부(500)를 포함하는 상기 제조 시스템(1000)의 구체적인 구성은, 도 7에 도시된 바와 같을 수 있다.
상기 제조 시스템(1000)에서 상기 공급부(100)는, 양극을 공급하는 양극 공급부(110) 및 음극을 공급하는 음극 공급부(120)를 포함할 수 있다.
상기 양극 공급부(110)는, 상기 양극의 원단을 상기 커팅부(200)로 공급하는 장치일 수 있다.
상기 양극 공급부(110)는, 상기 양극을 상기 커팅부(200)로 공급하기 위한 하나 이상의 장치를 포함할 수 있다.
여기서, 상기 양극은, 단면 양극 및 양면 양극 중 하나 이상일 수 있다.
이에 따라 상기 양극 공급부(110)는, 단면의 양극 및 양면의 양극 중 하나 이상을 상기 커팅부(200)로 공급할 수 있다.
상기 양극 공급부(110)는, 단면의 양극을 공급하는 단면 양극 공급부(111) 및 양면의 양극을 공급하는 양면 양극 공급부(112) 중 하나 이상을 포함할 수 있다.
상기 단면 양극 공급부(111)는, 단면 양극을 전용으로 공급하는 장치일 수 있고, 상기 양면 양극 공급부(112)는, 양면 양극을 전용으로 공급하는 장치일 수 있다.
상기 양극 공급부(110)는, 바람직하게는 상기 단면 양극 공급부(110) 및 상기 양면 양극 공급부(112)를 포함하여, 상기 단면 양극 및 상기 양면 양극을 상기 커팅부(200)로 공급할 수 있다.
이 경우, 상기 양극 공급부(110)는, 상기 가공부(400)에서 상기 양극을 적층하는 순서에 따라 상기 단면 양극 및 상기 양면 양극을 상기 커팅부(200)로 공급하게 될 수 있다.
이를테면, 적층 순서가 최하층 및 최상층에 해당할 시에는 상기 단면 양극을 공급하고, 중간층에 해당할 시에는 상기 양면 양극을 공급하게 될 수 있다.
상기 음극 공급부(120)는, 상기 음극의 원단을 상기 커팅부(200)로 공급하는 장치일 수 있다.
상기 음극 공급부(120)는, 상기 음극을 상기 커팅부(200)로 공급하기 위한 하나 이상의 장치를 포함할 수 있다.
상기 공급부(100)는, 이와 같은 상기 양극 공급부(110) 및 상기 음극 공급부(120)를 포함하여, 상기 양극 및 상기 음극을 상기 커팅부(200)로 공급할 수 있다.
이 경우, 상기 양극 공급부(110) 및 상기 음극 공급부(120)는, 서로 독립적으로 구동하며 상기 커팅부(200)에 상기 양극 및 상기 음극 각각을 공급하게 될 수 있다.
상기 제조 시스템(1000)에서 상기 커팅부(200)는, 상기 양극의 전극을 커팅하는 양극 커팅부(210)를 포함할 수 있다.
상기 양극 커팅부(210)는, 상기 양극 공급부(110)로부터 상기 양극을 공급받아, 상기 양극을 상기 일정 규격의 시트 단위로 커팅하여, 커팅한 상기 시트를 상기 정렬부(300)로 전달하는 장치일 수 있다.
상기 양극 커팅부(210)는, 상기 양극 공급부(110)로부터 상기 양극을 공급받아, 상기 양극을 상기 시트 단위로 커팅하여, 상기 시트를 상기 정렬부(300)로 전달하기 위한 하나 이상의 장치를 포함할 수 있다.
상기 양극 커팅부(210)는, 단면 양극의 전극을 커팅하는 단면 양극 커팅부(211)를 포함할 수 있다.
상기 단면 양극 커팅부(211)는, 상기 단면 양극 공급부(111)로부터 상기 단면 양극을 공급받아, 상기 단면 양극을 상기 일정 규격의 시트 단위로 커팅하여, 커팅한 단면 양극 시트를 상기 정렬부(300)로 전달하는 장치일 수 있다.
상기 단면 양극 커팅부(211)는, 상기 단면 양극 공급부(111)로부터 상기 단면 양극을 공급받아, 상기 단면 양극을 상기 시트 단위로 커팅하여, 커팅한 상기 단면 양극 시트를 상기 정렬부(300)로 전달하기 위한 하나 이상의 장치를 포함할 수 있다.
상기 양극 커팅부(210)는 또한, 양면 양극의 전극을 커팅하는 양면 양극 커팅부(212)를 포함할 수 있다.
즉, 상기 양극 커팅부(210)는, 상기 단면 양극 및 상기 양면 양극 각각을 상기 단면 양극 커팅부(211) 및 상기 양면 양극 커팅부(212) 각각에서 상기 시트 단위로 커팅하게 될 수 있다.
상기 양면 양극 커팅부(212)는, 상기 양면 양극 공급부(112)로부터 상기 양면 양극을 공급받아, 상기 양면 양극을 상기 일정 규격의 시트 단위로 커팅하여, 커팅한 양면 양극 시트를 상기 정렬부(300)로 전달하는 장치일 수 있다.
여기서, 상기 일정 규격은, 상기 단면 양극 커팅부(211)가 상기 단면 양극을 커팅하는 규격과 동일할 수 있다.
이에 따라, 상기 단면 양극 및 상기 앙면 양극은, 상기 단면 양극 커팅부(211) 및 상기 앙면 양극 커팅부(212) 각각에서 동일한 규격의 시트로 커팅될 수 있다.
상기 양면 양극 커팅부(212)는, 상기 양면 양극 공급부(112)로부터 상기 양면 양극을 공급받아, 상기 양면 양극을 상기 시트 단위로 커팅하여, 커팅한 상기 양면 양극 시트를 상기 정렬부(300)로 전달하기 위한 하나 이상의 장치를 포함할 수 있다.
상기 제조 시스템(1000)에서 상기 커팅부(200)는 또한, 상기 음극의 전극을 커팅하는 음극 커팅부(220)를 포함할 수 있다.
상기 음극 커팅부(220)는, 상기 음극 공급부(120)로부터 상기 음극을 공급받아, 상기 음극을 상기 일정 규격의 시트 단위로 커팅하여, 커팅한 상기 시트를 상기 정렬부(300)로 전달하는 장치일 수 있다.
여기서, 상기 일정 규격은, 상기 양극 커팅부(210)가 상기 양극을 커팅하는 규격과 동일할 수 있다.
이에 따라, 상기 양극 및 상기 음극은, 상기 양극 커팅부(210) 및 상기 음극 커팅부(220) 각각에서 동일한 규격의 시트로 커팅될 수 있다.
상기 음극 커팅부(220)는, 상기 음극 공급부(120)로부터 상기 음극을 공급받아, 상기 음극을 상기 시트 단위로 커팅하여, 상기 시트를 상기 정렬부(300)로 전달하기 위한 하나 이상의 장치를 포함할 수 있다.
상기 제조 시스템(1000)에서 상기 정렬부(300)는, 양극의 시트를 정렬시키는 양극 정렬부(310)를 포함할 수 있다.
상기 양극 정렬부(310)는, 상기 양극 커팅부(210)로부터 상기 양극 시트를 전달받아, 상기 양극 시트를 적층 가능한 위치로 정렬시켜, 정렬한 상기 시트를 상기 가공부(400)로 전달하는 장치일 수 있다.
상기 양극 정렬부(310)는, 상기 양극 커팅부(210)로부터 상기 양극 시트를 전달받아, 상기 양극 시트를 적층 가능한 위치로 정렬시켜, 정렬한 상기 시트를 상기 가공부(400)로 전달하기 위한 하나 이상의 장치를 포함할 수 있다.
상기 양극 정렬부(310)는, 단면 양극의 시트 및 양면 양극의 시트를 정렬시킬 수 있다.
상기 양극 정렬부(310)는, 상기 단면 양극 커팅부(211) 및 상기 양면 양극 커팅부(212) 각각으로부터 상기 단면 양극 시트 및 상기 양면 양극 시트를 전달받아, 상기 단면 양극 시트 및 상기 양면 양극 시트를 정렬시키게 될 수 있다.
즉, 상기 단면 양극 시트 및 상기 양면 양극 시트는, 상기 양극 정렬부(310)에서 동일하게 정렬될 수 있다.
이 경우, 상기 양극 정렬부(310)는, 상기 단면 양극 커팅부(211) 및 상기 양면 양극 커팅부(212)로부터 상기 전지셀의 적층 순서대로 상기 단면 양극 시트 및 상기 양면 양극 시트를 전달받게 될 수 있다.
이를테면, 적층 순서가 최하층 및 최상층에 해당할 시에는 상기 단면 양극 커팅부(211)로부터 상기 단면 양극 시트를 전달받고, 중간층에 해당할 시에는 상기 양면 양극 커팅부(212)로부터 상기 양면 양극 시트를 전달받게 될 수 있다.
상기 제조 시스템(1000)에서 상기 정렬부(300)는 또한, 음극의 시트를 정렬시키는 음극 정렬부(320)를 포함할 수 있다.
상기 음극 정렬부(320)는, 상기 음극 커팅부(220)로부터 상기 음극 시트를 전달받아, 상기 음극 시트를 적층 가능한 위치로 정렬시켜, 정렬한 상기 시트를 상기 가공부(400)로 전달하는 장치일 수 있다.
상기 음극 정렬부(320)는, 상기 음극 커팅부(220)로부터 상기 음극 시트를 전달받아, 상기 음극 시트를 적층 가능한 위치로 정렬시켜, 정렬한 상기 시트를 상기 가공부(400)로 전달하기 위한 하나 이상의 장치를 포함할 수 있다.
상기 제조 시스템(1000)에서 상기 가공부(400)는, 양극의 시트를 블랭킹 가공하는 양극 가공부(410)를 포함할 수 있다.
상기 양극 가공부(410)는, 상기 양극 정렬부(310)로부터 위치가 정렬된 상기 양극 시트를 전달받아, 상기 양극 시트를 블랭킹하여 상기 전지셀로 가공하여, 가공한 상기 전지셀을 상기 적층부(500)로 전달하는 장치일 수 있다.
상기 양극 가공부(410)는, 상기 양극 정렬부(310)로부터 위치가 정렬된 상기 양극 시트를 전달받아, 상기 양극 시트를 상기 전지셀로 가공하여, 가공한 상기 전지셀을 상기 적층부(500)로 전달하기 위한 하나 이상의 장치를 포함할 수 있다.
상기 양극 가공부(410)는, 상기 양극 시트를 블랭킹하여 상기 전지셀로 가공하는 금형 장비로 이루어질 수 있다.
상기 양극 가공부(410)는, 도 8a에 도시된 바와 같이, 상기 시트를 블랭킹하여 상기 전지셀로 가공하는 블랭킹부(411), 상기 정렬부(300)에서 정렬된 상기 시트를 상기 블랭킹부(411)로 이송하는 이송부(412) 및 상기 블랭킹부(411)에서 가공된 상기 전지셀을 상기 적층부(500)로 반송하는 반송부(413)를 포함할 수 있다.
이처럼 상기 블랭킹부(411), 상기 이송부(412) 및 상기 반송부(413)를 포함하는 상기 양극 가공부(410)는, 도 8b에 도시된 바와 같을 수 있다.
상기 블랭킹부(411)는, 하부 금형부(411B) 및 상부 금형부(411T)를 포함할 수 있다.
상기 하부 금형부(411B)는, 상기 시트가 안착될 수 있다.
상기 하부 금형부(411B)는, 상기 시트가 안착되면, 상기 시트가 상기 전지셀의 형태로 압착되어 블랭킹될 수 있다.
상기 하부 금형부(411B)는, 상기 전지셀의 형상으로 형성된 몰드를 포함할 수 있다.
이에 따라, 상기 몰드에 상기 시트가 안착되면 상기 상부 금형부(411T)가 하강하여 상기 시트를 압착함으로써, 상기 시트를 상기 전지셀의 형태로 블랭킹하게 될 수 있다.
상기 상부 금형부(411T)는, 상기 하부 금형부(411B) 방향으로 하강하여 상기 시트를 압착할 수 있다.
상기 상부 금형부(411T)는, 상기 하부 금형부(411B)의 몰드에 안착된 상기 시트를 압착하여, 상기 시트의 4면을 블랭킹하게 될 수 있다.
상기 상부 금형부(411T)는, 상기 시트가 압착되어 상기 전지셀의 형태로 블랭킹되면, 상기 전지셀을 흡착한 상태로 원위치로 상승할 수 있다.
이에 따라, 가공된 상기 전지셀이 상기 상부 금형부(411T)에 흡착된 상태로 상승하게 될 수 있다.
상기 이송부(412)는, 상기 양극 정렬부(310)로부터 위치가 정렬된 상기 시트를 전달받아, 상기 시트를 상기 하부 금형부(411B)로 이송하는 장치일 수 있다.
즉, 상기 이송부(412)는, 상기 시트가 상기 블랭킹부(411)에서 블랭킹되기 전, 상기 블랭킹부(411)에 투입되어 상기 하부 금형부(411B)에 상기 시트를 안착시키는 장치일 수 있다.
상기 반송부(413)는, 상기 블랭킹부(411)에서 상기 전지셀이 가공되면, 상기 상부 금형부(411T)에 흡착된 상기 전지셀을 상기 적층부(500)로 반송하는 장치일 수 있다.
즉, 상기 반송부(413)는, 상기 시트가 상기 블랭킹부(411)에서 블랭킹된 후, 상기 블랭킹부(411)에 투입되어 상기 상부 금형부(411T)에서 상기 전지셀을 수거하는 장치일 수 있다.
상기 이송부(412) 및 상기 반송부(413)는, 상기 상부 금형부(411T)의 상승 후 일정 시간 내에 상기 블랭킹부(411)에 투입될 수 있다.
여기서, 상기 일정 시간은, 상기 이송부(412)가 상기 시트를 상기 하부 금형부(411B)에 안착하는 시간, 또는 상기 반송부(413)가 상기 전지셀을 상기 상부 금형부(411T)에서 수거하는 시간 미만의 시간일 수 있다.
즉, 상기 이송부(412) 및 상기 반송부(413)는, 상기 이송부(412) 및 상기 반송부(413) 중 어느 하나의 이송 또는 반송 완료 시간 미만의 시간 내에 상기 블랭킹부(411)에 투입될 수 있다.
상기 이송부(412) 및 상기 반송부(413)는, 상기 전지셀이 가공된 후 상기 상부 금형부(411T)에 흡착된 상태로 상기 상부 금형부(411T)가 상승하면, 상기 일정 시간 내에 상기 블랭킹부(411)에 투입되어, 상기 시트의 안착 및 상기 전지셀의 수거를 수행할 수 있다.
상기 이송부(412) 및 상기 반송부(413)는, 상기 상부 금형부(411T)의 상승 후 동시에 투입되어, 상기 이송부(412)가 상기 하부 금형부(411B)에 상기 시트를 이송하는 동안 상기 반송부(413)가 상기 상부 금형부(411T)에 흡착된 상기 전지셀을 상기 적층부(500)로 반송할 수 있다.
즉, 상기 이송부(412) 및 상기 반송부(413)는, 상기 전지셀의 가공 후 상기 블랭킹부(411)에 동시에 투입되어, 상기 시트의 안착 및 상기 전지셀의 수거를 동시에 수행하게 될 수 있다.
이와 같은 상기 양극 가공부(410)의 동작은, 도 9에 도시된 바와 같은 순서로 이루어질 수 있다.
상기 상부 금형부(411T)가 상승한 초기 상태에서(a), 상기 이송부(412)가 상기 시트(EM)를 상기 하부 금형부(411B)의 몰드에 안착시키면(b), 상기 상부 금형부(411T)가 하강하여 상기 시트(EM)를 상기 몰드의 형태대로 압착하며 상기 시트(EM)의 4면을 블랭킹하게 되고, 이후 블랭킹된 상기 전지셀(CU)이 상기 상부 금형부(411T)에 압착된 상태로 상기 상부 금형부(411T)가 원위치로 상승하여(c) 상기 전지셀의 가공이 완료될 수 있다.
이후, 상기 이송부(412) 및 상기 반송부(413)가 상기 블랭킹부(411)에 동시에 투입되어(d), 상기 이송부(412)는 상기 하부 금형부(411B)에 새로운 블랭킹 대상 시트(EM')를 안착하고, 상기 반송부(413)는 블랭킹이 완료되어 상기 상부 금형부(411T)에 안착된 상기 전지셀(CU)을 수거하게 되어, 상기 이송부(412)가 상기 시트를 공급하는 동안 상기 전지셀의 수거가 동시에 이루어지게 될 수 있다.
이와 같은 상기 이송부(412) 및 상기 반송부(413)의 동시 동작으로 블랭킹 대상의 공급 및 블랭킹 완료품의 수거가 동시에 이루어지게 됨으로써, 도 4b에 도시된 바와 같이 블랭킹 대상의 공급 및 블랭킹 완료품의 수거가 순차적으로 이루어진 종래의 기술 대비 가공 공정의 속도가 빨라지게 될 수 있다.
상기 공급부(100), 상기 커팅부(200), 상기 정렬부(300) 및 상기 가공부(400)가 이와 같이 동작하며 상기 전지셀의 제조 공정을 수행하는 상기 제조 시스템(1000)의 기능을 블록화하여 나타내면, 도 10에 도시된 바와 같을 수 있다.
상기 제조 시스템(1000)은, 도 10에 도시된 바와 같이, 상기 공급부(100) 중 상기 단면 양극 공급부(111)가 상기 단면 양극을 공급하면, 상기 커팅부(200) 중 상기 단면 양극 커팅부(211)가 상기 단면 양극을 상기 시트 단위로 커팅하여, 상기 단면 양극 시트를 상기 양극 정렬부(310)로 전달함으로써, 상기 단면 양극 공급부(111) 및 상기 단면 양극 커팅부(211)가 상기 단면 양극 시트의 공급 물류(A)를 형성하고, 상기 공급부(100) 중 상기 양면 양극 공급부(112)가 상기 양면 양극을 공급하면, 상기 커팅부(200) 중 상기 양면 양극 커팅부(212)가 상기 양면 양극을 상기 시트 단위로 커팅하여, 상기 양면 양극 시트를 상기 양극 정렬부(310)로 전달함으로써, 상기 양면 양극 공급부(112) 및 상기 양면 양극 커팅부(212)가 상기 양면 양극 시트의 공급 물류(B)를 형성할 수 있다.
상기 양극 정렬부(310)는, 상기 단면 양극 시트의 공급 물류(A) 및 상기 양면 양극 시트의 공급 물류(B) 각각으로부터 상기 단면 양극 시트 및 상기 양면 양극 시트를 전달받아 정렬한 후, 상기 양극 가공부(410)로 전달하고, 상기 양극 가공부(410)는 상기 양극 시트를 블랭킹하여 상기 양극 전지셀로 가공함으로써, 상기 양극 정렬부(310) 및 상기 양극 가공부(410)가 상기 단면 양극 시트 및 상기 양면 양극 시트의 공정을 통합하여 수행할 수 있다.
이와 같이 상기 단면 양극 시트 및 상기 양면 양극 시트의 정렬 및 가공 공정이 상기 양극 정렬부(310) 및 상기 양극 가공부(410)에서 통합으로 이루어지게 됨으로써, 도 4a에 도시된 바와 같이 단면 양극 및 양면 양극의 정렬 및 후처리/가공이 분리되어 수행되는 종래의 기술 대비 공정 구성이 간소화될 수 있다.
상기 제조 시스템(1000)에서 상기 가공부(400)는 또한, 음극의 시트를 블랭킹 가공하는 음극 가공부(420)를 포함할 수 있다.
상기 음극 가공부(420)는, 상기 음극 정렬부(320)로부터 위치가 정렬된 상기 음극 시트를 전달받아, 상기 음극 시트를 블랭킹하여 상기 전지셀로 가공하여, 가공한 상기 전지셀을 상기 적층부(500)로 전달하는 장치일 수 있다.
상기 음극 가공부(420)는, 상기 음극 정렬부(320)로부터 위치가 정렬된 상기 음극 시트를 전달받아, 상기 음극 시트를 상기 전지셀로 가공하여, 가공한 상기 전지셀을 상기 적층부(500)로 전달하기 위한 하나 이상의 장치를 포함할 수 있다.
상기 음극 가공부(420)는, 상기 음극 시트를 블랭킹하여 상기 전지셀로 가공하는 금형 장비로 이루어질 수 있다.
상기 음극 가공부(420)는, 도 8a 및 도 8b에 도시된 바와 같은 상기 양극 가공부(410)와 동일한 구성으로 이루어질 수 있다.
상기 음극 가공부(420)는, 도 8a 및 도 8b에 도시된 바와 같은 상기 양극 가공부(410)와 동일한 구성으로 이루어져, 도 9에 도시된 바와 같은 상기 양극 가공부(410)와 동일한 과정으로 동작할 수 있다.
이상에서 설명한 바와 같이 상기 전극을 시트 단위로 커팅한 후 블랭킹하는 순서로 전지셀을 가공하는 상기 제조 시스템(1000)의 공정 결과는 도 11에 도시된 바와 같은데, 도 11에 도시된 바와 같이 음극(CATHODE) 및 양극(ANODE) 각각의 공차가 0.035([mm])로 나타나, 도 5b에 도시된 바와 같이 공차가 0.1([mm]) 이상 발생한 종래의 기술 대비 사이즈 공차가 현저히 감소하게 될 수 있다.
한편, 이상에서 설명한 바와 같은 상기 제조 시스템(1000)은, 양극을 공급하는 양극 공급부(110), 상기 양극을 일정 규격의 양극 시트 단위로 커팅하는 양극 커팅부(210), 상기 양극 시트를 적층 가능한 위치로 정렬시키는 양극 정렬부(310), 상기 양극 시트를 적층 가능한 형태의 양극 전지셀로 가공하는 양극 가공부(410), 음극을 공급하는 음극 공급부(120), 상기 음극을 일정 규격의 음극 시트 단위로 커팅하는 음극 커팅부(220), 상기 음극 시트를 적층 가능한 위치로 정렬시키는 음극 정렬부(320), 상기 음극 시트를 적층 가능한 형태의 음극 전지셀로 가공하는 음극 가공부(420), 상기 양극 전지셀 및 상기 음극 전지셀이 교차하여 적층되는 사이 각각에 배치되는 분리막을 공급하는 분리막 공급부(700) 및 상기 양극 전지셀, 상기 음극 전지셀 및 상기 분리막을 적층 구조에 따라 순차적으로 공급받아 지그재그 방식으로 적층하는 적층부(500)를 포함하는 이차전지 제조 장치(이하, 제조 장치라 칭한다)로 실시될 수도 있다.
상기 제조 장치에서 상기 양극 공급부(110)는, 단면 양극 및 양면 양극 중 하나 이상을 공급할 수 있다.
상기 제조 장치에서 상기 양극 가공부(410)는, 상기 양극 시트를 블랭킹하여 상기 양극 전지셀로 가공하는 양극 블랭킹부, 상기 양극 정렬부(310)에서 정렬된 상기 양극 시트를 상기 양극 블랭킹부로 이송하는 양극 이송부 및 상기 양극 블랭킹부에서 가공된 상기 양극 전지셀을 상기 적층부(500)로 반송하는 양극 반송부를 포함할 수 있다.
이러한 상기 양극 블랭킹부, 상기 양극 이송부 및 상기 양극 반송부를 포함하는 상기 양극 가공부(410)는, 도 8a 및 도 8b에 도시된 바와 같을 수 있으며, 도 9에 도시된 바와 같은 순서로 동작할 수 있다.
즉, 상기 양극 블랭킹부는, 앞서 설명한 상기 블랭킹부(411), 상기 양극 이송부는, 앞서 설명한 상기 이송부(412), 상기 양극 반송부는, 앞서 설명한 상기 반송부(413)와 같을 수 있다.
상기 양극 블랭킹부는, 상기 양극 시트가 안착되어, 상기 양극 시트가 상기 양극 전지셀의 형태로 압착되어 블랭킹되는 하부 금형부 및 상기 하부 금형부 방향으로 하강하여 상기 양극 시트를 압착하고, 상기 양극 시트가 압착되어 블랭킹된 상기 양극 전지셀을 흡착하여 원위치로 상승하는 상부 금형부를 포함할 수 있다.
상기 양극 이송부 및 상기 양극 반송부는, 상기 상부 금형부의 상승 후 일정 시간 내에 상기 양극 블랭킹부에 투입될 수 있다.
상기 양극 이송부 및 상기 양극 반송부는, 상기 상부 금형부의 상승 후 동시에 투입되어, 상기 양극 이송부가 상기 하부 금형부에 상기 양극 시트를 이송하는 동안 상기 양극 반송부가 상기 상부 금형부에 흡착된 상기 양극 전지셀을 상기 적층부(500)로 반송할 수 있다.
상기 제조 장치에서 상기 음극 가공부(420)는, 상기 음극 시트를 블랭킹하여 상기 음극 전지셀로 가공하는 음극 블랭킹부, 상기 음극 정렬부(320)에서 정렬된 상기 음극 시트를 상기 음극 블랭킹부로 이송하는 음극 이송부 및 상기 음극 블랭킹부에서 가공된 상기 음극 전지셀을 상기 적층부(500)로 반송하는 음극 반송부를 포함할 수 있다.
이러한 상기 음극 블랭킹부, 상기 음극 이송부 및 상기 음극 반송부를 포함하는 상기 음극 가공부(420)는, 도 8a 및 도 8b에 도시된 바와 같을 수 있으며, 도 9에 도시된 바와 같은 순서로 동작할 수 있다.
즉, 상기 음극 블랭킹부는, 앞서 설명한 상기 블랭킹부(411), 상기 음극 이송부는, 앞서 설명한 상기 이송부(412), 상기 음극 반송부는, 앞서 설명한 상기 반송부(413)와 같을 수 있다.
상기 음극 블랭킹부는, 상기 음극 시트가 안착되어, 상기 음극 시트가 상기 음극 전지셀의 형태로 압착되어 블랭킹되는 하부 금형부 및 상기 하부 금형부 방향으로 하강하여 상기 음극 시트를 압착하고, 상기 음극 시트가 압착되어 블랭킹된 상기 음극 전지셀을 흡착하여 원위치로 상승하는 상부 금형부를 포함할 수 있다.
상기 음극 이송부 및 상기 음극 반송부는, 상기 상부 금형부의 상승 후 일정 시간 내에 상기 음극 블랭킹부에 투입될 수 있다.
상기 음극 이송부 및 상기 음극 반송부는, 상기 상부 금형부의 상승 후 동시에 투입되어, 상기 음극 이송부가 상기 하부 금형부에 상기 음극 시트를 이송하는 동안 상기 음극 반송부가 상기 상부 금형부에 흡착된 상기 음극 전지셀을 상기 적층부(500)로 반송할 수 있다.
또한, 상기 제조 장치는, 상기 양극 전지셀 및 상기 음극 전지셀을 적층 가능한 위치로 정렬시키는 상기 재정렬부(800)를 더 포함할 수 있다.
상기 재정렬부(800)는, 상기 양극 가공부(410) 및 상기 음극 가공부(420)와 상기 적층부(500) 사이에 구비되어, 상기 양극 가공부(410)로부터 상기 양극 전지셀을 전달받고, 상기 음극 가공부(420)로부터 상기 음극 전지셀을 전달받아, 전달받은 상기 양극 전지셀 및 상기 음극 전지셀을 적층 가능한 위치로 정렬시키고, 정렬한 상기 양극 전지셀 및 상기 음극 전지셀을 상기 적층부(500)로 전달할 수 있다.
상기 재정렬부(800)는, 단일의 정렬 장치로 이루어져, 상기 단일의 정렬 장치에서 상기 양극 전지셀 및 상기 음극 전지셀을 통합으로 정렬할 수 있다.
상기 재정렬부(800)는 또한, 상기 양극 전지셀을 정렬하는 양극 재정렬부 및 상기 음극 전지셀을 정렬하는 음극 재정렬부를 포함하여, 상기 양극 재정렬부 및 상기 음극 재정렬부 각각에서 상기 양극 전지셀 및 상기 음극 전지셀 각각을 정렬할 수도 있다.
이와 같이 상기 재정렬부(800)를 통해, 상기 양극 전지셀 및 상기 음극 전지셀에 대한 정렬이 이루어지게 됨으로써, 상기 전지셀의 적층이 보다 정확하게 이루어지게 될 수 있다.
상술한 상기 제조 시스템(1000) 및 상기 제조 장치의 실시예는 상술한 바에 국한되지 않으며, 하술할 구체적인 설명에 기재되거나 구체적인 설명에서 유추/도출할 수 있는 실시예들까지 포함할 수 있다.
100: 공급부
200: 커팅부
300: 정렬부 400: 가공부
500: 적층부 1000: 이차전지 제조 시스템
300: 정렬부 400: 가공부
500: 적층부 1000: 이차전지 제조 시스템
Claims (10)
- 전극을 공급하는 공급부;
상기 전극을 일정 규격의 시트 단위로 커팅하는 커팅부;
상기 시트를 적층 가능한 위치로 정렬시키는 정렬부;
상기 시트를 적층 가능한 형태의 전지셀로 블랭킹 가공하는 가공부; 및
상기 전지셀 및 분리막을 지그재그 방식으로 적층하는 적층부
를 포함하는 것을 특징으로 하는 이차전지 제조 시스템. - 제1 항에 있어서,
상기 공급부는,
양극을 공급하는 양극 공급부; 및
음극을 공급하는 음극 공급부
를 포함하는 것을 특징으로 하는 이차전지 제조 시스템. - 제2 항에 있어서,
상기 양극 공급부는,
단면의 양극을 공급하는 단면 양극 공급부; 및
양면의 양극을 공급하는 양면 양극 공급부
중 하나 이상을 포함하는 것을 특징으로 하는 이차전지 제조 시스템. - 제1 항에 있어서,
상기 가공부는,
양극의 시트를 블랭킹 가공하는 양극 가공부
를 포함하는 것을 특징으로 하는 이차전지 제조 시스템. - 제4 항에 있어서,
상기 양극 가공부는,
상기 시트를 블랭킹하여 상기 전지셀로 가공하는 블랭킹부;
상기 정렬부에서 정렬된 상기 시트를 상기 블랭킹부로 이송하는 이송부; 및
상기 블랭킹부에서 가공된 상기 전지셀을 상기 적층부로 반송하는 반송부
를 포함하는 것을 특징으로 하는 이차전지 제조 시스템. - 제5 항에 있어서,
상기 블랭킹부는,
상기 시트가 안착되어, 상기 시트가 상기 전지셀의 형태로 압착되어 블랭킹되는 하부 금형부; 및
상기 하부 금형부 방향으로 하강하여 상기 시트를 압착하고, 상기 시트가 압착되어 블랭킹된 상기 전지셀을 흡착하여 원위치로 상승하는 상부 금형부
를 포함하는 것을 특징으로 하는 이차전지 제조 시스템. - 제6 항에 있어서,
상기 이송부 및 상기 반송부는,
상기 상부 금형부의 상승 후 일정 시간 내에 상기 블랭킹부에 투입되는 것을 특징으로 하는 이차전지 제조 시스템. - 제7 항에 있어서,
상기 이송부 및 상기 반송부는,
상기 상부 금형부의 상승 후 동시에 투입되어, 상기 이송부가 상기 하부 금형부에 상기 시트를 이송하는 동안 상기 반송부가 상기 상부 금형부에 흡착된 상기 전지셀을 상기 적층부로 반송하는 것을 특징으로 하는 이차전지 제조 시스템. - 양극을 공급하는 양극 공급부;
상기 양극을 일정 규격의 양극 시트 단위로 커팅하는 양극 커팅부;
상기 양극 시트를 적층 가능한 위치로 정렬시키는 양극 정렬부;
상기 양극 시트를 적층 가능한 형태의 양극 전지셀로 가공하는 양극 가공부;
음극을 공급하는 음극 공급부;
상기 음극을 일정 규격의 음극 시트 단위로 커팅하는 음극 커팅부;
상기 음극 시트를 적층 가능한 위치로 정렬시키는 음극 정렬부;
상기 음극 시트를 적층 가능한 형태의 음극 전지셀로 가공하는 음극 가공부;
상기 양극 전지셀 및 상기 음극 전지셀이 교차하여 적층되는 사이 각각에 배치되는 분리막을 공급하는 분리막 공급부;
상기 양극 전지셀, 상기 음극 전지셀 및 상기 분리막을 적층 구조에 따라 순차적으로 공급받아 지그재그 방식으로 적층하는 적층부
를 포함하는 것을 특징으로 하는 이차전지 제조 장치. - 제9 항에 있어서,
상기 양극 공급부는,
단면 양극 및 양면 양극 중 하나 이상을 공급하는 것을 특징으로 하는 이차전지 제조 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020220159580 | 2022-11-24 | ||
| KR20220159580 | 2022-11-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20240077461A true KR20240077461A (ko) | 2024-05-31 |
Family
ID=91330437
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020230165820A Pending KR20240077461A (ko) | 2022-11-24 | 2023-11-24 | 이차전지 제조 시스템 및 이차전지 제조 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20240077461A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026042955A1 (ko) * | 2024-08-20 | 2026-02-26 | 삼성에스디아이 주식회사 | 이차 전지 제조 장치 및 이를 이용한 이차 전지의 제조 방법 |
-
2023
- 2023-11-24 KR KR1020230165820A patent/KR20240077461A/ko active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026042955A1 (ko) * | 2024-08-20 | 2026-02-26 | 삼성에스디아이 주식회사 | 이차 전지 제조 장치 및 이를 이용한 이차 전지의 제조 방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102577140B1 (ko) | 리튬 배터리 셀의 멀티 플레이트 적층 장치 및 적층 방법 | |
| EP4220806A1 (en) | Method and system for manufacturing thermal composite cell | |
| US12586808B2 (en) | Apparatus and method for manufacturing unit cells | |
| KR20210098538A (ko) | 이차전지의 셀 스택 제조장치 | |
| EP3954478B1 (en) | Equipment for manufacturing separator for fuel cell and method of manufacturing same | |
| KR20180109576A (ko) | 전극적층방법 및 이를 수행하는 전극적층장치 | |
| CN109921084A (zh) | 叠片方法以及叠片设备 | |
| KR20240077461A (ko) | 이차전지 제조 시스템 및 이차전지 제조 장치 | |
| CN114759249A (zh) | 叠片电芯高速叠片机及叠片方法 | |
| CN115020823A (zh) | 电芯叠片装置和电芯生产线 | |
| KR101702419B1 (ko) | 연료전지용 적층체 제조장치 | |
| WO2006054499A1 (ja) | セパレータの接着方法、接着装置及びセパレータ接着体 | |
| KR200493852Y1 (ko) | 공급 컨베이어를 포함하는 전극 접합 장치 | |
| KR102322793B1 (ko) | 이차전지의 전극셀 제조방법 | |
| CN110342253B (zh) | 一种搬运纠偏方法及装置 | |
| CN216760848U (zh) | 全自动ccd热熔系统 | |
| CN109997243B (zh) | 多品种盖组装体的制造装置 | |
| KR102825840B1 (ko) | 전극의 교대 공급에 의한 단위셀의 제조방법 | |
| CN217848053U (zh) | 隔膜双放卷电芯循环式多工位多片叠切一体设备 | |
| CN115036556B (zh) | 一种叠片装置及叠片生产线 | |
| CN218939755U (zh) | 隔膜裁断多工位多片循环式叠切一体机 | |
| CN217848033U (zh) | 循环式多工位电芯叠片生产线 | |
| CN217485522U (zh) | 循环式多工位叠片电芯流转生产线 | |
| CN217476636U (zh) | 芯板与pp板叠合回流机构 | |
| CN210668590U (zh) | 叠片设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20231124 |
|
| PG1501 | Laying open of application |