RU2519930C2 - Структурирующая лента, прессовая часть и машина для изготовления бумажных салфеток, предназначенные для изготовления полотна для толстых крепированных бумажных салфеток, и соответствующий способ - Google Patents
Структурирующая лента, прессовая часть и машина для изготовления бумажных салфеток, предназначенные для изготовления полотна для толстых крепированных бумажных салфеток, и соответствующий способ Download PDFInfo
- Publication number
- RU2519930C2 RU2519930C2 RU2010120644/12A RU2010120644A RU2519930C2 RU 2519930 C2 RU2519930 C2 RU 2519930C2 RU 2010120644/12 A RU2010120644/12 A RU 2010120644/12A RU 2010120644 A RU2010120644 A RU 2010120644A RU 2519930 C2 RU2519930 C2 RU 2519930C2
- Authority
- RU
- Russia
- Prior art keywords
- press
- forming
- paper
- web
- tape
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 38
- 238000000034 method Methods 0.000 title claims description 9
- 238000001035 drying Methods 0.000 claims description 67
- 239000000835 fiber Substances 0.000 claims description 39
- 238000003825 pressing Methods 0.000 claims description 22
- 239000004744 fabric Substances 0.000 claims description 14
- 230000033001 locomotion Effects 0.000 claims description 14
- 210000001519 tissue Anatomy 0.000 claims description 9
- 230000005540 biological transmission Effects 0.000 claims description 7
- 239000002184 metal Substances 0.000 claims description 5
- 230000003014 reinforcing effect Effects 0.000 claims description 5
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 2
- 239000004917 carbon fiber Substances 0.000 claims description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 2
- 229920002635 polyurethane Polymers 0.000 claims description 2
- 239000004814 polyurethane Substances 0.000 claims description 2
- 210000000988 bone and bone Anatomy 0.000 claims 1
- 238000000926 separation method Methods 0.000 claims 1
- 230000000694 effects Effects 0.000 abstract description 2
- 238000005056 compaction Methods 0.000 abstract 1
- 238000005259 measurement Methods 0.000 abstract 1
- 238000010327 methods by industry Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 47
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 34
- 238000000465 moulding Methods 0.000 description 16
- 238000005516 engineering process Methods 0.000 description 10
- 239000007921 spray Substances 0.000 description 10
- 230000008961 swelling Effects 0.000 description 9
- 230000018044 dehydration Effects 0.000 description 4
- 238000006297 dehydration reaction Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 210000000115 thoracic cavity Anatomy 0.000 description 3
- 238000007605 air drying Methods 0.000 description 2
- 210000000038 chest Anatomy 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 239000002537 cosmetic Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000004753 textile Substances 0.000 description 2
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000001351 cycling effect Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- -1 for example Substances 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 210000004872 soft tissue Anatomy 0.000 description 1
- 238000010561 standard procedure Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images










Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/0027—Screen-cloths
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F3/00—Press section of machines for making continuous webs of paper
- D21F3/02—Wet presses
- D21F3/0209—Wet presses with extended press nip
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/006—Making patterned paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
- D21F11/145—Making cellulose wadding, filter or blotting paper including a through-drying process
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/08—Felts
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/08—Felts
- D21F7/083—Multi-layer felts
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/02—Patterned paper
Landscapes
- Paper (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
Abstract
Предложен формующий слой формующей ленты для формования волокнистого полотна посредством прессования в прессовой части бумагоделательной машины. Формующий слой выполнен нетканым и имеет сторону, несущую полотно, поверхность которой для обработки волокнистого полотна содержит углубления или выступы, формирующие на поверхности трехмерную структуру. Углубления или выступы распределены по стороне, несущей полотно, и вместе составляют 20-80% указанной поверхности. Каждое углубление или выступ имеет размер в диапазоне 0.25-2.5 мм в первом направлении в плоскости верхней области поверхности или нижней области поверхности и размер 0.25-2.0 мм во втором направлении в плоскости верхней области поверхности или нижней области поверхности. Причем указанные направления проходят под прямым углом друг относительно друга, а каждое углубление или выступ соответственно имеет среднюю глубину или среднюю высоту d 0.05-0.6 мм, когда формующий слой находится в сжатом состоянии, и площадь а, равную 0.3-4.0 мм2 при измерении соответственно в плоскости верхней области поверхности или нижней области поверхности. При этом формующий слой выполнен водопроницаемым, а углубления и выступы выполнены в указанном формующем слое. Предложенное изобретение обеспечивает возможность изготовления по технологии прессования полотна санитарно-гигиенической бумаги с высокой пухлостью при малых энергетических затратах. 8 н. и 29 з.п. ф-лы, 18 ил.
Description
Настоящее изобретение относится к формующему слою в соответствии с ограничительной частью п.1 формулы изобретения и к формующей ленте в соответствии с ограничительной частью п.10 формулы изобретения. Настоящее изобретение также относится к прессовой части в соответствии с ограничительной частью п.15 формулы изобретения и к бумагоделательной машине для изготовления санитарно-гигиенической бумаги в соответствии с ограничительной частью п.18 формулы изобретения.
Изобретение также относится к способу изготовления сформованного полотна санитарно-гигиенической бумаги с высокой пухлостью и к такому полотну.
Кроме того, изобретение относится к способу усовершенствования существующей бумагоделательной машины для изготовления санитарно-гигиенической бумаги.
Термин «санитарно-гигиеническая бумага», используемый в настоящем описании, относится к мягкой бумаге с базовым весом обычно менее 25 г/м2. Полотно санитарно-гигиенической бумаги формирует бумагу-основу для некоторых однослойных и многослойных изделий, например салфеток, полотенец и рулонов туалетной бумаги.
Для производителей санитарно-гигиенической бумаги желательно производить изделия с высокой пухлостью и значительной мягкостью. В то же время энергетические затраты на изготовление таких изделий оказываются значительными.
Для изготовления крепированной санитарно-гигиенической бумаги существуют два способа обезвоживания сформированного мокрого бумажного полотна на основе целлюлозных волокон, применяемые до его высушивания и крепирования на американском сушильном барабане. В экономически предпочтительной технологии бумажное полотно, размещенное на войлоке, обезвоживают в одном или двух прессовых зажимах с валами, размещенными напротив американского сушильного барабана. Этот способ позволяет получить санитарно-гигиеническую бумагу с относительно низкой пухлостью без четкой структуры на поверхности. Другим способом является сквозная сушка воздухом, согласно которой бумажное полотно обезвоживают в вакууме, а затем высушивают сквозной сушкой воздухом до подачи на американский сушильный барабан для окончательного высушивания и крепирования. Сквозная сушка воздухом позволяет получить высокую пухлость и четкую структуру, но требует по меньшей мере вдвое больше энергии для изготовления тонны бумаги.
Было предложено использовать пресс с увеличенным прессовым зажимом, размещенным напротив американского сушильного барабана, для улучшения качества санитарно-гигиенической бумаги. Задачей являлось получение лучшего качества и более высоких пухлости и мягкости в сравнении со стандартными способами. Было установлено, что можно получить некоторое улучшение, однако при этом изделие в большей степени аналогично стандартному изделию, чем изделию, изготовленному по технологии сквозной сушки воздухом. Толщина или пухлость бумаги являются существенными в отношении способности бумаги впитывать воду, а также в отношении ощущения тканевой структуры и мягкости. Таким образом, технология сквозной сушки воздухом все еще превосходит технологию прессования в отношении качества бумажного полотна, однако имеет значительный недостаток, состоящий в том, что она требует больших энергетических затрат, чем в случае с технологией прессования.
Были предложены бумагоделательные машины, использующие технологию прессования для одновременного обезвоживания и формования бумаги при помощи формующей одежды. Обезвоживание и формование осуществляют по меньшей мере в одном прессовом зажиме во время транспортировки бумажного полотна от войлока к формующей одежде. Затем бумажное полотно, размещенное на формующей одежде, транспортируют к американскому сушильному барабану при помощи прессового вала, обеспечивающего исключительно транспортировку бумажного полотна. В качестве формующей одежды такого типа могут использоваться ленты или ткани. Настоящее изобретение относится к формующей ленте, т.е. нетканой формующей одежде. Это означает, что трехмерные структуры получают не при помощи текстильного материала, а другими средствами. Пухлость бумаги поддерживается благодаря подаче волокнистой сетки в углубления ленты, что позволяет предотвратить сжатие волокнистой сетки при обезвоживании в прессовом зажиме.
Выражение «формование» бумаги, используемое в настоящем описании, относится к выделке трехмерной структуры формующего слоя в мокром волокнистом полотне при прессовании, когда волокнистая сетка заполняет трехмерную структуру формующей ленты, и к тому факту, что волокна в мокром волокнистом полотне являются подвижными друг относительно друга и могут переходить в новые предпочтительные положения друг относительно друга под действием упруго сжимаемого прессового войлока, прессующего мокрое волокнистое полотно в трехмерную структуру формующей ленты, что в совокупности приводит к увеличению пухлости и мягкости при постоянном базовом весе и к улучшению структуры.
В US 6547924 и US 6340413 описаны бумагоделательные машины для изготовления санитарно-гигиенической бумаги, в которых волокнистое полотно переносится на формующей ленте от последней прессовой части к сушильному цилиндру. Однако бумагоделательная машина, раскрытая в описании указанного патента, не может производить санитарно-гигиеническую бумагу достаточно высокого качества в соответствии с требованиями и пожеланиями покупателей в настоящее время ввиду наличия проходящих насквозь прессовых зажимов. Кроме того, существуют недостатки, связанные с работоспособностью машины, поскольку прессовый войлок насыщается водой и не может впитывать ее в достаточном количестве в зажиме, что приводит к отрыву бумаги.
Другими примерами бумагоделательных машин для изготовления санитарно-гигиенической бумаги, оснащенных гофрирующими или формующими одеждами, являются ЕР 1078126, ЕР 0526592, US 6743339, EP 1075567, EP 1040223, US 5393384, EP 1036880 и US 5230776.
В результате проведения всестороннего исследования авторами настоящего изобретения было отмечено, что структура слоя формующей ленты, находящаяся в контакте с полотном при прессовании, играет важную и, возможно, ключевую роль с точки зрения получения санитарно-гигиенической бумаги с большей пухлостью, чем до настоящего времени было возможно получить в бумагоделательной машине по технологии прессования, и структура этого слоя может также использоваться в качестве параметра для контроля свойств скольжения полотна за зажимом и получения высокой сухости полотна в связи с прессованием в прессовой части, в которой в действительности происходит формование мокрого волокнистого полотна.
Задачей настоящего изобретения является обеспечение возможности изготовления по технологии прессования полотна санитарно-гигиенической бумаги с пухлостью по меньшей мере 8-20 см3/г, например по меньшей мере 10-16 см3/г, сравнимой с пухлостью бумаги, полученной по технологии сквозной сушки воздухом, т.е. 12-20 см3/г, при малых энергетических затратах. Следует отметить, что стандартная санитарно-гигиеническая бумага, изготовленная по технологии прессования, обычно имеет пухлость в диапазоне 5-9 см3/г. Низкие энергетические затраты достигаются благодаря тому, что использование предлагаемой ленты позволяет получить высокую сухость волокнистого полотна после прессовой части в диапазоне 40-50%. Высокая сухость, в свою очередь, означает, что необходимо испарять меньшее количество воды с высушиваемой поверхности на последующем этапе высушивания, что приводит к экономии энергии. Таким образом, энергоемкая технология сквозной сушки воздухом может не использоваться.
Высокая пухлость полотна санитарно-гигиенической бумаги существенна для впитывающей способности полотна. После изготовления полотно санитарно-гигиенической бумаги может скручиваться в готовые изделия, состоящие из нескольких слоев, такие как косметическая бумага, салфетки, полотенца и туалетная бумага. Качество этих изделий определяется помимо прочего впитывающей способностью изделий и тем, насколько мягкими изделия представляются покупателям.
Вышеуказанная задача решается настоящим изобретением посредством формующего слоя формующей ленты согласно отличительной части пункта 1 формулы изобретения.
Настоящее изобретение описано со ссылками на прилагаемые чертежи.
На фиг.1-10 показаны десять различных бумагоделательных машин с предлагаемой формующей лентой для изготовления санитарно-гигиенической бумаги.
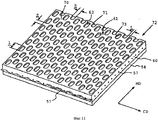
На фиг.11 показана формующая лента согласно первому варианту реализации изобретения.
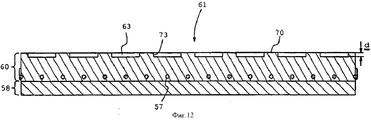
На фиг.12 представлена часть, проходящая через формующую ленту, показанную на фиг.11.
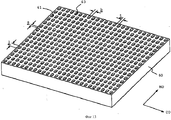
На фиг.13 показан формующий слой формующей ленты согласно второму варианту реализации изобретения.
На фиг.14 показан слой пояса согласно третьему варианту реализации изобретения.
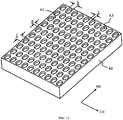
На фиг.15 показан формующий слой согласно четвертому варианту реализации изобретения.
На фиг.16 показан формующий слой согласно пятому варианту реализации изобретения.
На фиг.17 показана часть полотна санитарно-гигиенической бумаги, изготовленного при помощи предлагаемой бумагоделательной машины.
На фиг.18 показан вид сверху полотна санитарно-гигиенической бумаги, изготовленного при помощи предлагаемой бумагоделательной машины.
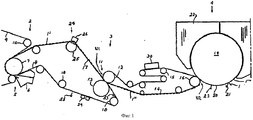
На фиг.1-10 схематично показаны различные варианты реализации предлагаемой бумагоделательной машины для изготовления полотна санитарно-гигиенической бумаги 1, сформованной посредством прессования без использования сквозной сушки воздухом для предварительного обезвоживания.
Общим для различных вариантов реализации является то, что они содержат мокрую часть 2 для формирования непрерывного бумажного полотна, прессовую часть 3 для обезвоживания и формования полотна и сушильную часть 4 для окончательного высушивания полотна. Мокрая часть 2 каждой бумагоделательной машины согласно показанным вариантам реализации содержит формовочную часть 5, содержащую напорный ящик 6, подающий массу волокон и воду на формующую одежду, формующий вал 7, ограниченный формующей одеждой для частичного обезвоживания полотна, и первую формующую одежду 8, движущуюся в контакте с формующим валом 7 и несущую бумажное полотно. В вариантах реализации согласно фиг.1-8 формовочная часть 5 также имеет вторую формующую одежду 9, т.е. ткань, движущуюся по бесконечной петле вблизи направляющих валов 10 и формующего вала 7 в контакте с первой одеждой 8, для приема струи массы из напорного ящика 6 между указанным ящиком и первой одеждой. Масса обезвоживается при прохождении через одежду 9 для формования сформированного волокнистого полотна Г.
Прессовая часть 3 содержит главный пресс 11, содержащий первый прессовый элемент 12 и второй прессовый элемент 13, образующие между собой прессовый зажим N1. Главный пресс 11 может быть прессовым валом, длинным прессовым зажимом или башмачным прессом (не показаны на чертежах). Прессовая часть 3, кроме того, содержит формующую ленту 14, движущуюся по бесконечной петле вблизи направляющих валов 15 и гладкого передаточного вала 16, соединенного с сушильной частью 4, через прессовый зажим N1 главного пресса 11 в контакте с сформированным волокнистым полотном 1', с целью осуществления обезвоживания и формования сформированного волокнистого полотна 1'' при прохождении его через прессовый зажим N1, после чего сформованное волокнистое полотно 1" покидает указанный прессовый зажим N1. Сформованное волокнистое полотно 1'' транспортируют посредством формующей ленты 14 к передаточному зажиму N2, размещенному между передаточным валом 16 и сушильным цилиндром 19 сушильной части 4, причем в указанном зажиме N2 осуществляется только транспортировка волокнистого плотна 1" к поверхности сушильного цилиндра 19 без прессования или обезвоживания. В этом случае сушильный цилиндр 19 является американским сушильным барабаном, но возможны также другие типы сушильных частей. Прессовая часть 3, кроме того, содержит прессовый войлок для приема воды 17, эластично формуемый и сжимаемый в направлении Z и движущийся по бесконечной петле вблизи направляющих валов 18 через прессовый зажим N1 главного пресса 11 вместе с формующей лентой 14 и в контакте с сформированным волокнистым полотном 1'. Первый прессовый элемент 12 размещен в петле формующей ленты 14, а второй прессовый элемент размещен в петле второго прессового войлока 17. В вариантах реализации, показанных на фиг.1-10, прессовые элементы 12, 13 являются прессовыми валами, однако они также могут быть валами, формирующими длинный зажим. Прессовый войлок 17 покидает сформованное волокнистое полотно 1" непосредственно после прохождения через прессовый зажим N1 с целью предотвращения повторного смачивания волокнистого полотна 1".
Непосредственно перед первым направляющим валом 18 за главным прессом 11 на внутренней части прессового войлока 17 размещено распылительное устройство 53 для подачи чистой воды в сужающийся промежуток в форме клина между прессовым войлоком 17 и направляющим валом 18, причем указанная вода, спрессованная в войлок 17, вытесняет грязную воду после прессования в главном прессе 11 из прессового войлока 17 при его прохождении вблизи направляющего вала 18. За следующим направляющим валом 18 на наружной части прессового войлока размещены отсасывающие ящики 54 для удаления воды из прессового войлока.
После передаточного вала 16 и перед главным прессом 11 формующая лента 14 проходит через очистительный пункт 30 для очистки поверхности, соприкасающейся с полотном.
При прохождении через прессовую часть 3 сухость волокнистого полотна 1', 1" переводят от значений в диапазоне 15-30% к значениям в диапазоне 42-52%.
Сушильная часть 4 содержит указанный сушильный цилиндр 19, являющийся в показанных вариантах реализации цилиндром исключительно для сушки, предпочтительно американским сушильным барабаном. В альтернативном варианте реализации сушильная часть может содержать сушильные цилиндры или сушильные ленты, изготовленные на основе металла. Сушильный цилиндр 19, с которым передаточный вал 16 формирует указанный передаточный зажим N2, имеет сушильную поверхность 20 для высушивания сформованного волокнистого полотна 1". Крепировальный шабер 21 размещен за сушильной поверхностью 20 для отделения высушенного волокнистого полотна 1" от сушильной поверхности 20 с целью получения сформованного и крепированного полотна санитарно-гигиенической бумаги 1. Сушильный цилиндр 19 накрыт колпаком 22. Формующая лента 14 и сформованное волокнистое полотно 1" движутся вместе в передаточном зажиме N2, однако выходят из указанного зажима N2 раздельно, поскольку сформованное волокнистое полотно 1" прилипает и переходит на сушильную поверхность 20 сушильного цилиндра 19. Давление в передаточном зажиме N2, сформированном валом 16 и сушильным цилиндром 19, не превышает 1 МПа, вследствие чего в этом зажиме не происходит обезвоживания волокнистого полотна 1". С целью обеспечения перехода волокнистого полотна 1" на сушильную поверхность 20, на указанную сушильную поверхность 20 в месте между крепировальным шабером 21 и передаточным зажимом N2, где сушильная поверхность 20 является свободной, при помощи распылительного устройства 23 наносится клеящее вещество.
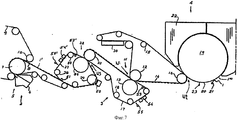
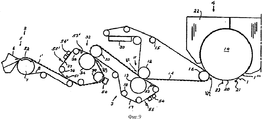
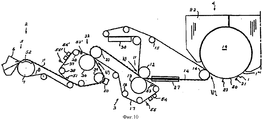
Формовочная часть 5 может быть так называемой С-образной формовочной частью, как показано на фиг.1, 2, 7 и 8, так называемой серповидной формовочной частью, как показано на фиг.3-6, или так называемым грудным отсасывающим валом, как показано на фиг.9 и 10.
Главный пресс 11 может быть прессовым валом, содержащим два прессовых элемента 12, 13 с гладкой поверхностью или предпочтительно длинным прессовым зажимом, например, башмачным прессом, в котором первый прессовый элемент 12 является гладким валом, а второй прессовый элемент 13 содержит прессовый башмак и бесконечную ленту или кожух, движущиеся через прессовый зажим башмачного пресса в скользящем контакте с прессовым башмаком, оказывающим заранее установленное значение давления на внутреннюю часть ленты и на противодействующий вал 12. Таким образом, прессовый башмак содержит устройство, формирующее увеличенный прессовый зажим. В другом предпочтительном варианте реализации главного пресса 11 первый прессовый элемент 12 является гладким противодействующим валом, а второй прессовый элемент 13 содержит устройство для формирования увеличенного прессового зажима, содержащее эластичный опорный элемент для прессования в направлении вала. В альтернативном варианте реализации прессовый элемент 13 является гладким валом, а второй прессовый элемент 12 содержит устройство, формирующее увеличенный зажим любого известного в бумажной промышленности типа.
В варианте реализации согласно фиг.1 прессовый войлок 17 главного пресса также используют в качестве первой внутренней формующей одежды 8 формовочной части 5, так что формующий вал 7 также располагается в петле прессового войлока 17. Мокрая часть 2 в этом случае также содержит устройство для предварительного обезвоживания 24, более конкретно отсасывающее устройство. В этом варианте реализации устройство 24 содержит отсасывающий вал 25, размещенный в петле прессового войлока 17, и паровую камеру 26, размещенную снаружи петли прессового войлока 17 перед отсасывающим валом 25 для нагрева воды волокнистой сетки сформованного волокнистого полотна 1'. Количество воды в волокнистой структуре сформованного волокнистого полотна 1' и прессовом войлоке 17 уменьшают при помощи такого отсасывающего вала 25 и паровой камеры 26, так чтобы довести сформованное волокнистое полотно 1' до необходимого увеличения значения сухости перед главным прессом 11. Высоконапорное распылительное устройство 55, т.е. игольчатое распылительное устройство, диаметр струи которого равен 1 мм, размещено снаружи формующего войлока 8 над формующим валом 7 с целью очистки формующего войлока 8 перед формующим валом 7.
Вариант реализации согласно фиг.2 аналогичен варианту реализации согласно фиг.1, за исключением того, что дополнительно под главным прессом 11 размещено устройство предварительного нагрева 27 для увеличения температуры сформованного волокнистого полотна 1" в прессе 11 до поступления этого полотна 1" на сушильный цилиндр 19.
В варианте реализации согласно фиг.3 формующую ленту 14 также используют в качестве первой формующей одежды 8 формовочной части, так что формующий вал 7 также целиком располагается внутри петли формующей ленты 14. В этом случае прессовый войлок 17 главного пресса 11 движется по одной петле вблизи направляющих валов 28 и второго прессового элемента 13. В качестве направляющего вала, размещенного за вторым прессовым элементом 13, используют отсасывающий вал 29, посредством которого вода удаляется из прессового войлока 17 для увеличения способности прессового войлока 17 распределять относительно большое количество воды, выжатой в зажиме N1. Частным эффектом этого варианта реализации, в котором формующая лента 14 также проходит вблизи формующего вала 7, является то, что волокна массы могут проникать в углубления формующей ленты 14 и выравниваться в направлении Z, так что некоторая часть сформованного волокнистого полотна 1' уже оказывается выровненной в углублениях до начала прессования в главном прессе 11. Таким образом, такое предварительное выравнивание волокон в углублениях является преимуществом для получения высокой пухлости. Непосредственно перед первым направляющим валом 28 за главным прессом 11 на внутренней части прессового войлока 17 размещено распылительное устройство 53 для подачи чистой воды в сужающийся промежуток в форме клина между прессовым войлоком 17 и направляющим валом 28, причем эта вода прессуется в прессовый войлок 17 и вытесняет грязную воду после прессования в главном прессе 11 из прессового войлока 17 при его прохождении вблизи направляющего вала 28. За следующим направляющим валом 28 на наружной части прессового войлока 17 размещены отсасывающие ящики 54 для удаления воды из прессового войлока 17, а также размещено высоконапорное распылительное устройство 55, очищающее прессовый войлок 17 до его поступления на отсасывающий вал 29, обрабатывающий оставшуюся воду в прессовом войлоке 17. Отсасывающий вал 29 удаляет воду из прессового войлока 17 и, таким образом, увеличивает способность прессового войлока поглощать воду в зажиме N1.
Вариант реализации согласно фиг.4 аналогичен варианту реализации согласно фиг.3, за исключением того, что дополнительно размещено устройство для предварительного нагрева 27, соответствующее варианту реализации согласно фиг.2, а также размещена паровая камера 31 на наружной части прессового войлока 17 непосредственно перед отсасывающим валом 29 для увеличения обезвоживающей способности указанного прессового войлока.
В варианте реализации согласно фиг.5 первая внутренняя формующая одежда 8, прессовый войлок 17 и формующая лента 14 имеют собственные петли, причем в качестве формующей одежды 8 используют войлок, проходящий вблизи направляющих валов 18'. Прессовая часть 3 в этом случае содержит предварительный пресс 32, содержащий первый прессовый элемент 33, размещенный в петле прессового войлока 17, и второй прессовый элемент 34, размещенный внутри первой внутренней формующей одежды 8, причем указанные прессовые элементы 33, 34 вместе формируют прессовый зажим N3, через который формующий войлок 8, несущий волокнистое полотно 1', проходит для соединения с прессовым войлоком 17, который также проходит через указанный прессовый зажим N3 для приема сформованного волокнистого полотна 1' и его транспортировки к главному прессу 11. Таким образом, формующий войлок 8 также формирует второй прессовый войлок предварительного пресса 32. В качестве направляющего вала, размещенного непосредственно за вторым прессовым элементом 34, используют отсасывающий вал 35, посредством которого вода удаляется из формующего войлока 8. Паровая камера 36 размещена на наружной части формующего войлока непосредственно перед отсасывающим валом 35 для более эффективного обезвоживания войлока 8. Непосредственно перед первым направляющим валом 18' за предварительным прессом 32 на внутренней части формующего войлока 8 размещено распылительное устройство 53' для подачи чистой воды в сужающийся промежуток в форме клина между формующим войлоком 8 и направляющим валом 18', причем указанная вода прессуется в формирующий войлок 8 и вытесняет грязную воду после прессования в предварительном прессе 32 из формирующего войлока 8 при его прохождении вблизи направляющего вала 18'. За следующим направляющим валом 18' на наружной части формующего войлока 8 размещены отсасывающие ящики 54' для удаления воды из прессового войлока 8, а также размещено высоконапорное распылительное устройство 55', очищающее формующий войлок 8 до его поступления на формующий вал 7.
Вариант реализации согласно фиг.6 аналогичен варианту реализации согласно фиг.5, за исключением того, что дополнительно размещено устройство для предварительного нагрева 27, соответствующее варианту реализации согласно фиг.2.
В варианте реализации согласно фиг.7 первая внутренняя формующая одежда 8, т.е. формующая ткань, прессовый войлок 17 и формующая лента 14 имеют собственные циклы, как в варианте реализации согласно фиг.5. Таким образом, в этом случае формовочная часть 5 является двойной С-образной формовочной частью. В качестве формующего вала 7 при необходимости можно использовать отсасывающий вал. Прессовая часть 3 в этом случае также содержит предварительный пресс 32, содержащий первый прессовый элемент 33, размещенный в петле прессового войлока 17, и второй прессовый элемент 34, размещенный внутри второго прессового войлока 37, движущегося по циклу вблизи направляющих валов 38, причем направляющий вал, размещенный непосредственно за вторым прессовым элементом 34, представляет собой отсасывающий вал 39, посредством которого вода удаляется из второго прессового войлока 37. Паровая камера 50 размещена на наружной части второго прессового войлока 37 непосредственно перед отсасывающим валом 39 для увеличения обезвоживающей способности прессового войлока 37. Второй прессовый войлок 37 движется в контакте с первой внутренней формующей тканью 8 для формирования передаточной области, в которой прессовый войлок 37, сформованное волокнистое полотно 1' и формующая ткань 8 размещены друг на друге. На выходе из передаточной области волокнистое полотно 1' транспортируют посредством второго прессового войлока 37. Отсасывающее устройство 51 может быть размещено в петле второго прессового войлока 37 за передаточной областью для обеспечения транспортировки волокнистого полотна 1'. Непосредственно перед первым направляющим валом 38 за предварительным прессом 32 на внутренней части прессового войлока 37 размещено распылительное устройство 53' для подачи чистой воды в сужающийся промежуток в форме клина между прессовым войлоком 37 и направляющим валом 38, причем указанная вода прессуется в прессовый войлок 37 и вытесняет грязную воду в прессовом войлоке 37 после прессования в предварительном прессе 32 из прессового войлока 37 во время его прохождения вблизи направляющего вала 38. За следующим направляющим валом 38 на наружной части прессового войлока 37 размещены отсасывающие камеры 54' для удаления воды из прессового войлока 37, а также размещено высоконапорное распылительное устройство 55', очищающее прессовый войлок 37 до его поступления к отсасывающему устройству 51.
Вариант реализации согласно фиг.8 аналогичен варианту реализации согласно фиг.7, за исключением того, что дополнительно за главным прессом размещено устройство предварительного нагрева 27, соответствующее варианту реализации согласно фиг.2, для увеличения температуры и сухости бумажного полотна 1".
Вариант реализации согласно фиг.9 аналогичен варианту реализации согласно фиг.7, за исключением того, что мокрая часть 2 в этом случае содержит формовочную часть отличного от вышеупомянутых С-образного и серповидного типов формовочных частей. Формовочная часть согласно фиг.9 представляет собой так называемый грудной отсасывающий вал, содержащий напорный ящик 6, формующий вал 7, т.е. грудной отсасывающий вал и формующее покрытие 8, т.е. формующую ткань, движущуюся в петле вблизи грудного отсасывающего вала 7 и направляющих валов 18 и образующую передаточную область вместе с вторым прессовым войлоком 37 согласно варианту реализации, показанному на фиг.7. Грудной отсасывающий вал 7 содержит отсасывающую область 52, образующую формовочную область, через которую формующая ткань 8 проходит вместе с массой, вытолкнутой в струе из напорного ящика 6 и обезвоженной в формовочной области 52 для формирования сформованного волокнистого полотна 1'.
Вариант реализации согласно фиг.10 аналогичен варианту реализации согласно фиг.9, за исключением того что дополнительно размещено устройство предварительного нагрева 27, соответствующее варианту реализации согласно фиг.2.
В качестве предварительного пресса 32, используемого в вариантах реализации согласно фиг.5-10, можно использовать пресс, выбранный из группы различных прессов, указанных выше для главного пресса 11.
Формующая лента 14 содержит формующий слой 60, формирующий сторону формующей ленты, несущую бумажное полотно. Слой 60 содержит поверхность 61, находящуюся в контакте с полотном и имеющую трехмерную структуру, образованную углублениями 63 в плоской поверхности 61, причем указанные углубления 63 размещены периодически в продольном направлении формующей ленты (машинном направлении) и в направлении, перпендикулярном движению формующей ленты в машине. Поверхность 61, находящаяся в контакте с полотном, имеет, таким образом, плоскую непрерывную верхнюю область 70, в которой сформированы указанные углубления 63. Таким образом, каждое углубление 63 в поверхности 61, находящейся в контакте с полотном, ограничено указанной непрерывной областью 70. В дополнение к этим углублениям 63 в формующем слое 60 могут быть сформированы другие структуры в форме рисунков или текста.
Все углубления 63 предпочтительно являются идентичными и размещены регулярно. В альтернативном варианте одна формующая лента может содержать по меньшей мере две группы углублений, различающихся конфигурацией углублений при идентичности самих углублений в каждой группе.
В результате проведения исследований было показано, что форма и протяженность углублений 63 являются существенными для работоспособности машины и получения санитарно-гигиенической бумаги хорошего качества, т.е. с высокой пухлостью 8-20 см3/г и значительной мягкостью.
Для оптимальной структуры и оптимальной сухости полотна является существенным то, что формующая лента 14 позволяет сформовать мокрое волокнистое полотно 1' в углублениях 63 при прохождении этого полотна 1', заключенного между прессовым войлоком 17 и формующей лентой 14, через прессовый зажим N1. Также является существенным то, что прессовый войлок 17 может проникать при прессовании внутрь всех углублений 63 для создания достаточно большого гидравлического давления, так что вода в мокром волокнистом полотне 1' может переходить в прессовый войлок 17 по окончании прессования. Углубления 63 должны быть достаточно большими, для того чтобы прессовый войлок 17 мог проникать в эти углубления 63. Каждое углубление 63 должно иметь оптимальную глубину, при которой вода может выводиться из основания углублений 63. Другими словами, глубина углублений 63 не должна быть слишком большой, поскольку чрезмерная глубина будет препятствовать созданию необходимого гидравлического давления.
Формующий слой 60 с такой специальной конфигурацией формующей поверхности 61, находящейся в контакте с полотном, является важным параметром для контроля за структурой, толщиной/пухлостью и сухостью, ожидаемых в сформованном и обезвоженном волокнистом полотне 1" за прессовым зажимом N1 после окончательного высушивания. Принимается, что давление в прессовом зажиме N1 находится в нормальном диапазоне, обычном при прессовании, как правило, не больше 6 МПа, и используется стандартный упруго сжимаемый прессовый войлок 17, который в дополнение к его способности при сжатии поглощать воду формуется в поверхность формующего слоя, находящуюся в контакте с волокнистым полотном, размещенным между ними вышеупомянутым образом и в вышеупомянутых целях.
Каждое углубление 63 имеет заранее установленный размер l в машинном направлении формующего слоя 60 и заранее установленный размер b в направлении поперек движения ленты 14 в машине. Углубления 63 могут быть выровнены в машинном направлении, чему соответствует l>b, или в направлении поперек движения указанной ленты в машине, чему соответствует l<b. Однако предпочтительно углубления 63 выровнены по существу в машинном направлении, что позволяет получить лучшее крепирование и более мягкую санитарно-гигиеническую бумагу. Следует отметить, что текстильная формующая одежда обычно имеет структуру, выровненную в машинном направлении.
Каждое углубление 63 имеет заранее установленные глубину d, площадь а и объем v. Глубина d углублений может быть постоянной по существу во всем углублении 63. В этом случае углубление 63 имеет плоскую нижнюю поверхность 71, параллельную области 70. В альтернативном варианте глубина d может изменяться на поверхности углубления 63, а в качестве характеристики протяженности углубления 63 в направлении z предпочтительно используют среднюю глубину d.
Углубления 63 размещены на заранее установленном расстоянии друг от друга, так что они оказываются равномерно распределены по поверхности 61, находящейся в контакте с полотном, и покрывают его заранее установленную часть. Таким образом, вышеуказанная непрерывная верхняя область 70, ограничивающая углубления 63 и составляющая часть поверхности 61, находящейся в контакте с полотном, а также с сушильной поверхностью 20 при транспортировке волокнистого полотна 1" на сушильный цилиндр 19, составляет оставшуюся часть поверхности 61, находящейся в контакте с полотном.
Таким образом, вышеуказанные параметры должны сочетаться для получения хорошей работоспособности машины и хорошего качества санитарно-гигиенической бумаги 1. В результате проведения исследований было показано, что для этого необходимо выполнение следующих условий:
| l, мм | b, мм | d, мм | a, мм2 | v, мм3 |
| 0.25-2.5 | 0.25-2.0 | 0.05-0.6 | 0.3-0.4 | 0.05-1.0 |
Вышеуказанное значение а должно быть измерено в плоскости верхней области 70. При этом в результате проведения исследований было показано, что а должно быть выбрано в диапазоне 0.5-2.0 мм2.
Ясно, что формующая лента 14 сжимается при прохождении через зажим N1 между прессовыми элементами 12 и 13. Вышеуказанный диапазон для глубины d подходит в случае, если лента и, следовательно, углубления 63 находятся в сжатом состоянии, т.е. когда лента 14 проходит через зажим N1. Давление пресса в этом зажиме обычно не превосходит 6 МПа. Под сжатым состоянием формующей ленты 14 подразумевается то, что к ней приложено максимальное давление, равное 6 МПа. Таким образом, углубления 63 в несжатом состоянии могут иметь глубину d, большую 0.6 мм, но в сжатом состоянии, т.е. в зажиме N1, глубина d не должна превосходить 0.6 мм. В случае если глубина углублений 63 является различной, значение d относится к средней глубине углубления. Однако наибольшая глубина углубления не должна превосходить 0.6 мм, когда углубление находится в сжатом состоянии.
В дополнение к вышеупомянутым значениям параметров углубления должны в совокупности покрывать от 20% до 80% от всей поверхности 61, находящейся в контакте с полотном.
Крепированная и скрученная санитарно-гигиеническая бумага со следующими свойствами может быть изготовлена в бумагоделательной машине для изготовления санитарно-гигиенической бумаги, оснащенной вышеописанными лентой и слоем:
Базовый вес 10-50 г/м2
Толщина 160-400 мкм, предпочтительно 200-300 мкм
Пухлость 8-20 см3/г
Прочность на растяжение в машинном направлении 50-300 Н/м
Прочность на растяжение в направлении поперек движения формующей ленты в машине 30-250 Н/м
Мягкость 70-90
Вышеприведенные значения относятся к бумаге, находящейся при температуре 20° и атмосферной влажности 50%. Значение мягкости измеряется в соответствии с со шкалой от 0 до 100 согласно ЕМТЕС TSA. Вышеприведенные значения пухлости и мягкости должны быть сравнимы со значениями для стандартной крепированной бумаги, имеющей пухлость в диапазоне 5-9 см/г и мягкость в диапазоне 50-70.
Более конкретно, санитарно-гигиеническая бумага, в частности косметическая бумага, туалетная бумага и хозяйственная бумага, может быть изготовлена на предлагаемой бумагоделательной машине для изготовления санитарно-гигиенической бумаги со следующими свойствами:
| Косметическая бумага | Туалетная бумага | Хозяйственная бумага | |
| Базовый вес, г/м2 | 13-15 | 15-25 | 18-23 |
| Пухлость, см3/г | 10-13 | 10-15 | 10-14 |
| Прочность на растяжение в машинном направлении, Н/м | 70-120 | 50-150 | 170-300 |
| Прочность на растяжение в направлении поперек движения формующей ленты в машине, Н/м | 50-100 | 30-100 | 170-300 |
На фиг.11 показан первый вариант реализации предлагаемой формующей ленты 14 с предлагаемым формующим слоем 60, содержащим упрочняющие средства 57 и размещенным на слое износа 58. На фиг.12 показан частичный вид этой ленты 14 в поперечном сечении в машинном направлении. Поверхность 61 слоя 60, находящаяся в контакте с полотном, содержит параллельные ряды идентичных углублений 63, проходящих в машинном направлении ленты 14. Смежные ряды 72 удалены друг от друга в машинном направлении на расстояние, приблизительно равное половине длины углубления. Каждое углубление 63 по существу имеет кубическую форму с цилиндрическими концами и проходит в машинном направлении ленты 14. Нижняя поверхность 71 каждого углубления 63 является плоской и параллельна непрерывной верхней области 70. Боковые стенки 73 углубления 63 образуют угол, по существу равный 90°, относительно нижней поверхности 71 углубления. Размер l углублений 63 в машинном направлении может составлять 2.0 мм, а их размер b в направлении поперек движения формующей ленты в машине может быть равным 1.0 мм. Глубина d составляет 0.3 мм. Площадь а углублений 63 находится в диапазоне 0.3-4.0 мм2, предпочтительно 0.5-2 мм2, например приблизительно 1.8 мм2, а их объем v находится в диапазоне 0.05-1.0 мм3, предпочтительно приблизительно 0.54 мм3. Расстояние между двумя смежными углублениями 63 в машинном направлении составляет приблизительно 1.0 мм. Расстояние между двумя смежными рядами 72 углублений 63 в направлении поперек движения формующей ленты в машине составляет приблизительно 0.5 мм. Углубления 63 покрывают приблизительно 40% поверхности 61, находящейся в контакте с полотном.
На фиг.13 показан второй вариант реализации предлагаемого формующего слоя 60 формующей ленты 14. Формующий слой 60 формующей ленты 14 содержит углубления 63, по существу той же формы и размещенные тем же образом, что и углубления, описанные выше. В этом случае углубления 63 имеют размер l в машинном направлении, равный 1.0 мм, размер b в направлении поперек движения ленты в машине 0.5 мм, глубину d 0.3 мм, площадь а приблизительно 0.3-4.0 мм2, например 0.45 мм2, и объем v приблизительно 0.09 мм3. Расстояние между двумя смежными углублениями 63 в машинном направлении составляет приблизительно 0.5 мм. Расстояние между двумя смежными рядами 72 углублений 63 в направлении поперек движения ленты в машине составляет приблизительно 0.5 мм.
На фиг.14 показан третий вариант реализации предлагаемого формующего слоя, также содержащего углубления 63, по существу той же формы и размещенные тем же образом, что углубления, описанные выше со ссылкой на фиг.11. В этом случае углубления 63 имеют несколько больший размер, чем углубления, показанные на фиг.13, а именно размер l в машинном направлении, равный 0.5 мм, размер b в направлении поперек движения ленты в машине, равный 1.0 мм, глубину d 0.4 мм, площадь а приблизительно 1.3 мм2 и объем v приблизительно 0.51 мм3. Расстояние между двумя смежными углублениями 63 в машинном направлении составляет приблизительно 0.5 мм. Расстояние между двумя смежными рядами 72 углублений 63 в направлении поперек движения ленты в машине составляет приблизительно 0.5 мм.
На фиг.15 показан еще один вариант реализации предлагаемого формующего слоя. В этом случае углубления 63 выполнены по существу в форме прямоугольных параллелепипедов или кубов со скругленными внутренними углами. Углубления 63 размещены рядами 72, проходящими в направлении поперек движения ленты 14 в машине. В этом варианте реализации углубления 63 имеют размер l в машинном направлении, равный 2.0 мм, размер b в направлении поперек движения ленты 14 в машине 2.0 мм, глубину d 0.2 мм, площадь а, равную приблизительно 3.9 мм2, и объем v, равный приблизительно 0.79 мм3. Расстояние между двумя смежными углублениями 63 в машинном направлении составляет приблизительно 1.0 мм. Расстояние между двумя смежными рядами 72 углублений 63 в направлении поперек движения ленты 14 в машине составляет приблизительно 1.0 мм.
На фиг.16 показан еще один вариант реализации предлагаемого формующего слоя, в котором указанный формующий слой вместо углублений оснащен выступами 62 в форме выступающих частей или «островов», выполненных в плоской непрерывной нижней области 76' поверхности. Значения параметров, указанные выше для формующего слоя с углублениями, также подходят к этому варианту формующего слоя, при условии что за значение d в этом случае принимается высота выступов. В варианте реализации, показанном на фиг.16, выступы 62 имеют форму квадратов, выступающих приблизительно на 0.2 мм от нижней области 76, и имеют несколько закругленные внешние углы. Квадраты составляют приблизительно 1 мм в длину и 1 мм в ширину и размещены рядами, проходящими по диагонали относительно машинного направления формующей ленты 14. Таким образом, выступы имеют размер l в машинном направлении и размер b в направлении поперек движения ленты в машине, приблизительно равные 1.4 мм. Каждый выступ 62 имеет площадь а, приблизительно равную 0.95 мм2, и объем v, приблизительно равный 0.5 мм3. Таким образом, выступы 62 покрывают приблизительно 42% поверхности 61, находящейся в контакте с полотном. Верхние области 75 поверхности выступов 62 предпочтительно выполнены плоскими, так что они могут соприкасаться с сушильной поверхностью 20 во время транспортировки волокнистого полотна 1" на сушильный цилиндр 19.
Предлагаемый формующий слой предпочтительно изготовлен на основе полимерного материала, например полиуретана, причем углубления 63 или нижняя область 76, предпочтительно сформированные в указанном формующем слое этого материала, вырезаны в поверхности слоя. В альтернативном варианте формующий слой 60 может быть изготовлен на основе другого материала, например, металла или углеродного волокна, и могут использоваться другие способы для формирования углублений или указанной нижней области поверхности. Формующий слой 60 предпочтительно имеет толщину 3-6 мм, но допустима также толщина 0.2-10 мм.
Формующая лента предпочтительно изготовлена водонепроницаемой, как указано для показанных бумагоделательных машин для изготовления санитарно-гигиенической бумаги. В альтернативном варианте формующая лента может быть изготовлена водопроницаемой. Например, формующий слой может быть обработан иглопробиванием и, таким образом, может содержать отверстия. Углубления 63 и/или область 70, ограничивающая углубления, могут быть обработаны иглопробиванием. Аналогично, выступы 62 и/или указанная нижняя область 76 могут быть обработаны иглопробиванием. Иглопробивание формующей ленты означает, что лента содержит небольшие сквозные отверстия, пропускающие только воду, а не бумажные волокна.
Для увеличения срока службы формующая лента 14, как описано выше со ссылкой на фиг.11, может содержать слой износа 58, например, в форме войлочного слоя, размещенного на стороне формующей ленты 14, ориентированной по направлению от волокнистого полотна 1'. Как и формующий слой 60, слой износа 58 может быть обработан иглопробиванием.
Для увеличения прочности формующая лента 14 может содержать упрочняющие средства 57, например, в форме упрочняющих нитей, размещенных внутри слоя 60. В альтернативном варианте упрочняющие средства могут быть сформированы металлической полосой или тканью, размещенными внутри формующего слоя 60.
Таким образом, при помощи предлагаемой ленты 14 можно изготовить санитарно-гигиеническую бумагу, которая после отделения от сушильной поверхности 20 при температуре 20°С и влажности воздуха 50% имеет базовый вес в диапазоне 10-50 г/м2, толщину в диапазоне 160-400 мкм, предпочтительно 200-300 мкм, пухлость в диапазоне 8-20 см3/г, прочность на растяжение в машинном направлении в диапазоне 50-300 Н/м, прочность на растяжение в направлении поперек движения ленты в машине в диапазоне 30-250 Н/м и мягкость в диапазоне 70-90, полученную при помощи прибора для определения мягкости ткани (ЕМТЕС TSA) по измерительной шкале от 0 до 100.
На фиг.17 показано поперечное сечение полотна санитарно-гигиенической бумаги 1, изготовленного при помощи формующей ленты, содержащей углубления в соответствии с настоящим изобретением. Благодаря трехмерной структуре формующего слоя 60 готовое полотно санитарно-гигиенической бумаги 1 имеет различную толщину, причем указанная толщина больше в тех частях 77, в которых полотно 1 сформировано верхней областью 70, чем в тех частях 78, в которых полотно 1 сформировано углублениями 63 формующей ленты 14.
Волокнистое полотно 1', 1" предпочтительно содержит коротковолокнистый слой и длинноволокнистый слой и транспортируется к сушильной поверхности 20 в передаточном зажиме N2, так что при этом коротковолокнистый слой направлен к сушильной поверхности 20. Таким образом, готовое полотно санитарно-гигиенической бумаги 1 предпочтительно также имеет коротковолокнистый слой на стороне 79, т.е. на стороне, находящейся в контакте с сушильной поверхностью 20, и длинноволокнистый слой на другой его стороне 80, т.е. на стороне, находящейся в контакте с лентой 14. На фиг.18 показана длинноволокнистая сторона 80 волокнистого полотна санитарно-гигиенической бумаги 1.
Изобретение описано выше на примере нескольких вариантов реализации. Однако ясно, что возможны различные другие варианты реализации в пределах объема изобретения. Например, ясно, что возможны другие варианты реализации углублений или выступов, не выходящие за пределы объема изобретения, как заявлено в формуле. Альтернативные варианты этого типа включают в себя, например, круговые, ромбовидные или эллиптические углубления или выступы, продольные оси которых не обязательно ориентированы в машинном направлении или в направлении поперек движения ленты в машине, а могут образовывать с ними острый угол.
Claims (37)
1. Формующий слой (60) формующей ленты (14) для формования волокнистого полотна (1') посредством прессования в прессовой части (3) бумагоделательной машины для изготовления санитарно-гигиенической бумаги с высокой пухлостью (1), причем указанный слой (60) выполнен нетканым и имеет сторону, несущую полотно, поверхность (61) которой для обработки волокнистого полотна (1') содержит углубления (63) или выступы (62), формирующие на поверхности (61) трехмерную структуру, отличающийся тем, что
углубления (63) или выступы (62), соответственно, распределены по стороне, несущей полотно, и вместе составляют 20-80% указанной поверхности (61), причем в случае наличия углублений (63) между ними на указанной поверхности (61) имеется также плоская верхняя область (70), ограничивающая углубления (63), а в случае наличия выступов (62) указанная поверхность (61) содержит также плоскую нижнюю область (76), ограничивающую выступы (62); каждое углубление (63) или выступ (62) соответственно имеет размер l в диапазоне 0.25-2.5 мм в первом направлении в плоскости верхней области (70) поверхности или нижней области (76) поверхности и размер b 0.25-2.0 мм во втором направлении в плоскости верхней области (70) поверхности или нижней области (76) поверхности, причем указанные направления проходят под прямым углом друг относительно друга, а каждое углубление (63) или выступ (62) соответственно имеет среднюю глубину или среднюю высоту d 0.05-0.6 мм, когда слой (60) находится в сжатом состоянии, и площадь а, равную 0.3-4.0 мм2 при измерении соответственно в плоскости верхней области (70) поверхности или нижней области (76) поверхности, причем формующий слой выполнен водопроницаемым, а углубления и выступы выполнены в указанном формующем слое.
углубления (63) или выступы (62), соответственно, распределены по стороне, несущей полотно, и вместе составляют 20-80% указанной поверхности (61), причем в случае наличия углублений (63) между ними на указанной поверхности (61) имеется также плоская верхняя область (70), ограничивающая углубления (63), а в случае наличия выступов (62) указанная поверхность (61) содержит также плоскую нижнюю область (76), ограничивающую выступы (62); каждое углубление (63) или выступ (62) соответственно имеет размер l в диапазоне 0.25-2.5 мм в первом направлении в плоскости верхней области (70) поверхности или нижней области (76) поверхности и размер b 0.25-2.0 мм во втором направлении в плоскости верхней области (70) поверхности или нижней области (76) поверхности, причем указанные направления проходят под прямым углом друг относительно друга, а каждое углубление (63) или выступ (62) соответственно имеет среднюю глубину или среднюю высоту d 0.05-0.6 мм, когда слой (60) находится в сжатом состоянии, и площадь а, равную 0.3-4.0 мм2 при измерении соответственно в плоскости верхней области (70) поверхности или нижней области (76) поверхности, причем формующий слой выполнен водопроницаемым, а углубления и выступы выполнены в указанном формующем слое.
2. Формующий слой (60) по п.1, отличающийся тем, что верхняя область (70) поверхности или нижняя область (76) поверхности изготовлена непрерывной.
3. Формующий слой (60) по п.2, отличающийся тем, что каждое углубление (63) или выступ (62) соответственно имеет площадь а, равную 0.5-2.0 мм2 при измерении в плоскости верхней области (70) поверхности или нижней области (76) поверхности соответственно.
4. Формующий слой (60) по п.2, отличающийся тем, что каждое углубление (63) или выступ (62) соответственно имеет объем v, равный 0.05-1.0 мм3.
5. Формующий слой (60) по п.2, отличающийся тем, что все углубления (63) или выступы (62) поверхности (61) являются идентичными.
6. Формующий слой (60) по п.2, отличающийся тем, что углубления (63) или выступы (62) соответственно размещены регулярно.
7. Формующий слой (60) по п.2, отличающийся тем, что углубления (63) или выступы (62) соответственно размещены параллельными рядами (72), проходящими в машинном направлении формующего слоя (60).
8. Формующий слой (60) по п.2, отличающийся тем, что размер l каждого углубления (63) или выступа (62) в машинном направлении формующего слоя (60) и размер b каждого углубления (63) или выступа (62) в направлении поперек движения формующего слоя (60) в машине связаны соотношением l>b.
9. Формующий слой (60) по любому из пп.2-8, отличающийся тем, что изготовлен из полиуретана, углеродного волокна или металла.
10. Формующая лента (14) для формования мокрого волокнистого полотна (1') в прессовой части (3) при помощи бумагоделательной машины для изготовления санитарно-гигиенической бумаги (1) с высокой пухлостью, отличающаяся тем, что содержит формующий слой (60) по п.1-9.
11. Формующая лента (14) по п.10, отличающаяся тем, что содержит слой износа (58), размещенный на стороне формующей ленты (14) и ориентированный в направлении от волокнистого полотна (1').
12. Формующая лента (14) по п.11, отличающаяся тем, что содержит упрочняющие средства (57).
13. Формующая лента (14) по любому из пп.10-12, отличающаяся тем, что изготовлена водопроницаемой.
14. Прессовая часть (3) для бумагоделательной машины для изготовления санитарно-гигиенической бумаги, содержащая главный пресс, содержащий:
первый прессовый элемент (12) и второй прессовый элемент (13), формирующие между собой прессовый зажим (N1) с заранее установленным значением давления,
первую одежду в форме эластичного сжимаемого прессового войлока (17), движущегося по бесконечной петле вблизи направляющих валов (18) через указанный прессовый зажим (N1) совместно и в контакте с сформованным волокнистым полотном (1'), причем второй прессовый элемент (13) размещен внутри петли прессового войлока (17),
вторую одежду, движущуюся по бесконечной петле вблизи направляющих валов (18) через указанный прессовый зажим (N1) совместно и в контакте с сформированным волокнистым полотном (1'), причем первый прессовый элемент (13) размещен внутри петли второй одежды, и
передаточный вал (16) для формирования передаточного зажима (N2) напротив сушильной поверхности (20) сушильной части (4), следующей за прессовой частью (3), размещенный внутри петли второй одежды (14), отличающийся тем, что в качестве второй одежды используют формующую ленту (14) по п.10-13.
первый прессовый элемент (12) и второй прессовый элемент (13), формирующие между собой прессовый зажим (N1) с заранее установленным значением давления,
первую одежду в форме эластичного сжимаемого прессового войлока (17), движущегося по бесконечной петле вблизи направляющих валов (18) через указанный прессовый зажим (N1) совместно и в контакте с сформованным волокнистым полотном (1'), причем второй прессовый элемент (13) размещен внутри петли прессового войлока (17),
вторую одежду, движущуюся по бесконечной петле вблизи направляющих валов (18) через указанный прессовый зажим (N1) совместно и в контакте с сформированным волокнистым полотном (1'), причем первый прессовый элемент (13) размещен внутри петли второй одежды, и
передаточный вал (16) для формирования передаточного зажима (N2) напротив сушильной поверхности (20) сушильной части (4), следующей за прессовой частью (3), размещенный внутри петли второй одежды (14), отличающийся тем, что в качестве второй одежды используют формующую ленту (14) по п.10-13.
15. Прессовая часть (3) по п.14, отличающаяся тем, что в качестве прессового зажима (N1) используют длинный прессовый зажим.
16. Прессовая часть (3) по п.15, отличающаяся тем, что один из прессовых элементов (12, 13) содержит башмачный прессовый зажим.
17. Бумагоделательная машина для изготовления посредством прессования сформованной санитарно-гигиенической бумаги (1) с высокой пухлостью, содержащая
мокрую часть (2) для формирования волокнистого полотна (1'),
сушильную часть (4) для окончательного высушивания волокнистого полотна (1"), содержащую сушильную поверхность (20) для высушивания волокнистого полотна (1"), и
крепировальный шабер (21) для отделения полотна от сушильной поверхности (20), так что крепированное полотно санитарно-гигиенической бумаги (1) может быть удалено с сушильной поверхности (20), и
отличающаяся тем, что содержит прессовую часть (3) по любому из пп.14-16, размещенную между мокрой частью (2) и сушильной частью (4), причем передаточный вал (16) прессовой части (3) вместе с сушильной поверхностью (20) формирует передаточный зажим (N2) для транспортировки волокнистого полотна (1") к сушильной поверхности (20) без осуществления обезвоживания волокнистого полотна (1") в передаточном зажиме (N2).
мокрую часть (2) для формирования волокнистого полотна (1'),
сушильную часть (4) для окончательного высушивания волокнистого полотна (1"), содержащую сушильную поверхность (20) для высушивания волокнистого полотна (1"), и
крепировальный шабер (21) для отделения полотна от сушильной поверхности (20), так что крепированное полотно санитарно-гигиенической бумаги (1) может быть удалено с сушильной поверхности (20), и
отличающаяся тем, что содержит прессовую часть (3) по любому из пп.14-16, размещенную между мокрой частью (2) и сушильной частью (4), причем передаточный вал (16) прессовой части (3) вместе с сушильной поверхностью (20) формирует передаточный зажим (N2) для транспортировки волокнистого полотна (1") к сушильной поверхности (20) без осуществления обезвоживания волокнистого полотна (1") в передаточном зажиме (N2).
18. Бумагоделательная машина для изготовления санитарно-гигиенической бумаги по п.17, отличающаяся тем, что мокрая часть (2) содержит напорный ящик (6), формующий вал (7), первую формующую одежду (8), движущуюся в контакте с формующим валом (7), и обезвоживающее устройство (24).
19. Бумагоделательная машина для изготовления санитарно-гигиенической бумаги по п.18, отличающаяся тем, что обезвоживающее устройство (24) содержит отсасывающий вал (25), размещенный в петле первой формующей одежды (8) за формующим валом (7), и паровую камеру (26), размещенную снаружи петли первой формующей одежды (8) перед указанным отсасывающим валом (25).
20. Бумагоделательная машина для изготовления санитарно-гигиенической бумаги по п.17, отличающаяся тем, что сушильная поверхность (20) сформирована поверхностью корпуса сушильного цилиндра (19).
21. Бумагоделательная машина для изготовления санитарно-гигиенической бумаги по п.20, отличающаяся тем, что в качестве сушильного цилиндра (19) используют американский сушильный барабан.
22. Бумагоделательная машина для изготовления санитарно-гигиенической бумаги по п.17, отличающаяся тем, что сушильная поверхность (20) сформирована металлической лентой.
23. Бумагоделательная машина для изготовления санитарно-гигиенической бумаги по п.17, отличающаяся тем, что прессовая часть (3) также содержит предварительный пресс (32), содержащий первый прессовый элемент (33) и второй прессовый элемент (34), формирующие между собой прессовый зажим N3, причем прессовый войлок (37) движется по бесконечной петле вблизи направляющих валов (18; 38) через указанный прессовый зажим вместе с прессовым войлоком (17) главного пресса (11); второй прессовый элемент (34) размещен в петле прессового войлока (37) предварительного пресса (32); первый прессовый элемент (33) размещен в петле прессового войлока (17) главного пресса, а сформированное волокнистое полотно (1') движется через прессовый зажим предварительного пресса, заключенный между двумя прессовыми войлоками (17, 37).
24. Бумагоделательная машина для изготовления санитарно-гигиенической бумаги по п.23, отличающаяся тем, что формующая лента (14) проходит между главным прессом (11) и передаточным валом (16), а петля прессового войлока (17) главного пресса (11) проходит между формующим валом (7) и главным прессом (11), причем прессовый войлок (17) главного пресса (11) также формирует указанную первую формующую одежду (8).
25. Бумагоделательная машина для изготовления санитарно-гигиенической бумаги по п.23, отличающаяся тем, что петля формующей ленты (14) проходит между формующим валом (7) и передаточным валом (16) с образованием указанной первой формующей одежды (8).
26. Бумагоделательная машина для изготовления санитарно-гигиенической бумаги по п.23, отличающаяся тем, что формующая лента (14) проходит между главным прессом (11) и передаточным валом (16); прессовый войлок (17) проходит между предварительным прессом (32) и главным прессом (11), а указанная первая формующая одежда (8) проходит между формующим валом (7) и предварительным прессом (32) и формирует прессовый войлок предварительного пресса (32).
27. Бумагоделательная машина для изготовления санитарно-гигиенической бумаги по п.23, отличающаяся тем, что формующая лента (14) проходит между главным прессом (11) и передаточным валом (16); прессовый войлок (17) проходит между предварительным прессом (32) и главным прессом (11); прессовый войлок предварительного пресса (32) проходит между передаточной областью и предварительным прессом (32), а петля первой формующей одежды (8) проходит между формующим валом (7) и направляющим валом, соединенным с указанной передаточной областью.
28. Бумагоделательная машина для изготовления санитарно-гигиенической бумаги по любому из пп.17-27, отличающаяся тем, что по меньшей мере один из прессов (11, 32) выполнен в форме пресса с увеличенным прессовым зажимом, причем второй прессовый элемент (13) пресса содержит устройство для формирования увеличенного прессового зажима с целью взаимодействия с первым прессовым элементом (12).
29. Бумагоделательная машина для изготовления санитарно-гигиенической бумаги по п.28, отличающаяся тем, что в качестве главного пресса (11) используют башмачный пресс, а устройство для формирования указанного увеличенного прессового зажима содержит прессовый башмак и бесконечную ленту, движущуюся через увеличенный прессовый зажим, причем пресс башмака приложен к внутренней части ленты.
30. Способ изготовления сформованного полотна санитарно-гигиенической бумаги с высокой пухлостью (1) в бумагоделательной машине для изготовления санитарно-гигиенической бумаги по любому из пп.17-29, содержащий этапы, на которых:
формируют волокнистое полотно (1') в мокрой части (2),
обезвоживают и формуют волокнистое полотно (1') посредством прессования в прессовой части (3) и окончательно высушивают волокнистое полотно (1") в сушильной части (4), причем волокнистое полотно (1") транспортируют от прессового зажима (N1) главного пресса (11) к передаточному зажиму (N2) передаточного вала (16) на сушильной поверхности (20) посредством формующей ленты (14).
формируют волокнистое полотно (1') в мокрой части (2),
обезвоживают и формуют волокнистое полотно (1') посредством прессования в прессовой части (3) и окончательно высушивают волокнистое полотно (1") в сушильной части (4), причем волокнистое полотно (1") транспортируют от прессового зажима (N1) главного пресса (11) к передаточному зажиму (N2) передаточного вала (16) на сушильной поверхности (20) посредством формующей ленты (14).
31. Способ по п.30, отличающийся тем, что сухость волокнистого полотна (1', 1") изменяют от значений в диапазоне 15-30% до значений в диапазоне 42-52% при прохождении указанного полотна (1', 1") через прессовую часть (3).
32. Способ по п.30 или 31, отличающийся тем, что волокнистое полотно (1', 1") содержит коротковолокнистый слой и длинноволокнистый слой и транспортируется к сушильной поверхности (20) в передаточном зажиме (N2), так что при этом коротковолокнистый слой направлен к сушильной поверхности.
33. Способ усовершенствования бумагоделательной машины для изготовления санитарно-гигиенической бумаги, содержащей прессовую часть согласно преамбуле п.14, отличающийся тем, что вместо второй одежды прессовой части используют формующую ленту (14) по п.10-13.
34. Использование формующей ленты (14) по любому из пп.10-13 для изготовления волокнистого полотна (1") санитарно-гигиенической бумаги в прессовой части по п.14-16.
35. Полотно санитарно-гигиенической бумаги (1), полученное в бумагоделательной машине для изготовления санитарно-гигиенической бумаги по п.17-29, отличающееся тем, что после отделения от сушильной поверхности (20) при температуре 20°C и влажности воздуха 50% указанное полотно (1) имеет базовый вес в диапазоне 10-50 г/м2, толщину в диапазоне 160-400 мкм, пухлость в диапазоне 8-20 см3/г, прочность на растяжение в машинном направлении в диапазоне 50-300 Н/м, прочность на растяжение в направлении поперек движения формующей ленты (14) в машине в диапазоне 30-250 Н/м и мягкость в диапазоне 70-90, полученную при помощи прибора для определения мягкости ткани (ЕМТЕС TSA) по измерительной шкале от 0 до 100.
36. Полотно санитарно-гигиенической бумаги (1) по п.35, отличающееся тем, что имеет различную толщину.
37. Полотно санитарно-гигиенической бумаги (1) по п.36, отличающееся тем, что его толщина больше в тех частях, где указанное полотно (1) сформовано верхними областями поверхности (70), чем в частях, где указанное полотно (1) сформовано углублениями (63) формующей ленты (14) бумагоделательной машины для изготовления санитарно-гигиенической бумаги.
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE0702543A SE531891C2 (sv) | 2007-11-20 | 2007-11-20 | Struktureringsbeklädnad och förfarande för framställning av en tissuepappersbana |
| SE0702543-0 | 2007-11-20 | ||
| US9783708P | 2008-09-17 | 2008-09-17 | |
| SE0801991-1 | 2008-09-17 | ||
| SE0801991A SE532839C2 (sv) | 2007-11-20 | 2008-09-17 | Struktureringsband, pressparti och tissuepappersmaskin för framställning av en högbulkkräppad tissuepapersbana och förfarande därför |
| US61/097,837 | 2008-09-17 | ||
| PCT/SE2008/051332 WO2009067079A1 (en) | 2007-11-20 | 2008-11-20 | Structuring belt, press section and tissue papermaking machine for manufacturing a high bulk creped tissue paper web and method therefor |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2010120644A RU2010120644A (ru) | 2011-12-27 |
| RU2519930C2 true RU2519930C2 (ru) | 2014-06-20 |
Family
ID=40667737
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010120643/12A RU2471908C2 (ru) | 2007-11-20 | 2008-11-14 | Структурирующая сетка для изготовления тонкого бумажного полотна и способ его изготовления |
| RU2010120644/12A RU2519930C2 (ru) | 2007-11-20 | 2008-11-20 | Структурирующая лента, прессовая часть и машина для изготовления бумажных салфеток, предназначенные для изготовления полотна для толстых крепированных бумажных салфеток, и соответствующий способ |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010120643/12A RU2471908C2 (ru) | 2007-11-20 | 2008-11-14 | Структурирующая сетка для изготовления тонкого бумажного полотна и способ его изготовления |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US8202396B2 (ru) |
| EP (2) | EP2227591B1 (ru) |
| JP (2) | JP5676266B2 (ru) |
| KR (2) | KR101526891B1 (ru) |
| CN (2) | CN101952507B (ru) |
| AU (1) | AU2008326848A1 (ru) |
| BR (2) | BRPI0819346B1 (ru) |
| CA (1) | CA2706321C (ru) |
| ES (2) | ES2434694T3 (ru) |
| MX (1) | MX2010005497A (ru) |
| RU (2) | RU2471908C2 (ru) |
| SE (2) | SE531891C2 (ru) |
| WO (1) | WO2009067066A1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2820592C1 (ru) * | 2019-09-10 | 2024-06-06 | Олбэни Интернешнл Корп. | Прессовая ткань для текстурированного продукта |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8603296B2 (en) | 2002-10-07 | 2013-12-10 | Georgia-Pacific Consumer Products Lp | Method of making a fabric-creped absorbent cellulosic sheet with improved dispensing characteristics |
| US7494563B2 (en) | 2002-10-07 | 2009-02-24 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet with variable local basis weight |
| US8241543B2 (en) | 2003-08-07 | 2012-08-14 | The Procter & Gamble Company | Method and apparatus for making an apertured web |
| SE533043C2 (sv) * | 2008-09-17 | 2010-06-15 | Metso Paper Karlstad Ab | Tissuepappersmaskin |
| US8657596B2 (en) | 2011-04-26 | 2014-02-25 | The Procter & Gamble Company | Method and apparatus for deforming a web |
| US9242406B2 (en) | 2011-04-26 | 2016-01-26 | The Procter & Gamble Company | Apparatus and process for aperturing and stretching a web |
| US9925731B2 (en) | 2011-04-26 | 2018-03-27 | The Procter & Gamble Company | Corrugated and apertured web |
| SE536202C2 (sv) * | 2011-07-12 | 2013-06-25 | Metso Paper Sweden Ab | Förfarande och maskin för tillverkning av en strukturerad fiberbana av papper |
| JP5455263B2 (ja) * | 2012-04-20 | 2014-03-26 | 日本製紙クレシア株式会社 | ティシュペーパー製品及びその製造方法 |
| JP5373208B1 (ja) * | 2012-09-14 | 2013-12-18 | 日本製紙クレシア株式会社 | キッチンタオル及びその製造方法 |
| WO2014049838A1 (ja) * | 2012-09-28 | 2014-04-03 | 日本製紙クレシア株式会社 | トイレットペーパー製品及びその製造方法 |
| WO2014049839A1 (ja) * | 2012-09-28 | 2014-04-03 | 日本製紙クレシア株式会社 | フェイシャルティシュ製品及びその製造方法 |
| WO2014049840A1 (ja) * | 2012-09-28 | 2014-04-03 | 日本製紙クレシア株式会社 | ハンドタオル及びその製造方法 |
| US9349175B2 (en) | 2012-11-13 | 2016-05-24 | Georgia-Pacific Consumer Products Lp | Apparatus, system, and process for determining characteristics of a surface of a papermaking fabric |
| US9382663B2 (en) | 2012-11-13 | 2016-07-05 | Georgia-Pacific Consumer Products Lp | Apparatus, system, and process for determining characteristics of a surface of a papermaking fabric |
| CN103255681B (zh) * | 2013-04-23 | 2015-07-15 | 云南红塔蓝鹰纸业有限公司 | 格状纹卷烟纸及其生产方法 |
| JP6152300B2 (ja) * | 2013-05-31 | 2017-06-21 | 日本製紙クレシア株式会社 | 衛生薄葉紙ロール |
| MX378861B (es) * | 2013-11-12 | 2025-03-10 | Gpcp Ip Holdings Llc | Proceso para determinar las caracteristicas de una tela. |
| CN109208389B (zh) * | 2013-11-14 | 2021-03-12 | Gpcp知识产权控股有限责任公司 | 确定织物特征的工艺 |
| JP5602961B2 (ja) * | 2014-01-28 | 2014-10-08 | 日本製紙クレシア株式会社 | フェイシャルティシュ製品 |
| JP5602962B2 (ja) * | 2014-01-28 | 2014-10-08 | 日本製紙クレシア株式会社 | トイレットペーパー製品 |
| EP2944720B1 (en) * | 2014-05-15 | 2018-07-25 | ICONè S.R.L. | Former section and method for producing paper |
| US10905188B2 (en) * | 2016-07-19 | 2021-02-02 | Bradford C. Jamison | Plexus of filaments with linked members |
| SE1651680A1 (en) * | 2016-12-19 | 2018-04-24 | Valmet Oy | A method for making tissue paper |
| CN106988150B (zh) * | 2017-05-23 | 2019-06-25 | 东莞市白天鹅纸业有限公司 | 一种生活用纸造纸机 |
| JP6596464B2 (ja) * | 2017-05-29 | 2019-10-23 | 日本製紙クレシア株式会社 | 衛生薄葉紙ロール |
| JP6342550B2 (ja) * | 2017-05-29 | 2018-06-13 | 日本製紙クレシア株式会社 | 衛生薄葉紙ロール |
| JP6596465B2 (ja) * | 2017-05-29 | 2019-10-23 | 日本製紙クレシア株式会社 | 衛生薄葉紙ロール |
| JP6606127B2 (ja) * | 2017-06-19 | 2019-11-13 | 日本製紙クレシア株式会社 | 衛生薄葉紙ロールの製造方法 |
| JP6726644B2 (ja) * | 2017-06-19 | 2020-07-22 | 日本製紙クレシア株式会社 | 衛生薄葉紙ロール |
| CN107503215B (zh) * | 2017-09-25 | 2019-02-15 | 绥阳县双龙纸业有限公司 | 一种自动化造纸系统 |
| SE543939C2 (en) * | 2018-05-15 | 2021-09-28 | Albany Int Corp | A method and a machine for making tissue paper |
| WO2020041534A1 (en) | 2018-08-22 | 2020-02-27 | The Procter & Gamble Company | Disposable absorbent article |
| DE102018122632A1 (de) * | 2018-09-17 | 2020-03-19 | Voith Patent Gmbh | Maschine und Verfahren zur Herstellung einer Faserstoffbahn |
| TWI834911B (zh) * | 2019-09-10 | 2024-03-11 | 美商阿爾巴尼國際公司 | 用於紋理產品的壓製織物及賦予紋理至纖維素產品的方法 |
| IT201900023856A1 (it) | 2019-12-12 | 2021-06-12 | A Celli Paper Spa | Macchina e metodo per la produzione di carta a umido |
| SE544018C2 (en) * | 2020-01-09 | 2021-11-02 | Valmet Oy | A tissue paper making machine |
| SE2051044A1 (en) | 2020-09-04 | 2021-10-05 | Valmet Oy | Crescent former for producing tissue paper |
| WO2022241498A1 (de) * | 2021-05-20 | 2022-11-24 | Berndorf Band Gmbh | Vorrichtung zur verringerung eines feuchtegehalts eines feuchten, faserhaltigen materials |
| DE102021117647A1 (de) * | 2021-07-08 | 2023-01-12 | Voith Patent Gmbh | Verfahren und Maschine zur Herstellung einer Faserstoffbahn |
| US20230138680A1 (en) * | 2021-11-04 | 2023-05-04 | The Procter & Gamble Company | Web material structuring belt, method for making and method for using |
| KR102700382B1 (ko) * | 2021-12-31 | 2024-09-03 | 주식회사풍년그린텍 | 고벌크 다공성 구조의 친환경 흡수코어 및 이의 제조방법 |
| CN118147943A (zh) * | 2024-04-12 | 2024-06-07 | 泰盛(宿州)生活用品有限公司 | 造纸机 |
| CN120625431B (zh) * | 2025-07-24 | 2026-04-14 | 东莞市鸿运包装印刷有限公司 | 免胶层薄型增韧防静电瓦楞纸板结构及其制备方法、以及包装箱体 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5861082A (en) * | 1993-12-20 | 1999-01-19 | The Procter & Gamble Company | Wet pressed paper web and method of making the same |
| US20020062936A1 (en) * | 1998-03-20 | 2002-05-30 | Metso Paper Karlstad Ab | Paper machine for and method of manufacturing textured soft paper |
| WO2003078728A2 (en) * | 2002-03-19 | 2003-09-25 | Metso Paper, Inc. | Method and equipment for producing driving power in a paper or board mill |
| EP1959053A1 (de) * | 2007-02-13 | 2008-08-20 | Voith Patent GmbH | Vorrichtung zur Trocknung einer Faserstoffbahn |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI770610A7 (fi) * | 1977-02-24 | 1978-08-25 | Valmet Oy | Tissuepappersmaskin |
| US4239065A (en) * | 1979-03-09 | 1980-12-16 | The Procter & Gamble Company | Papermachine clothing having a surface comprising a bilaterally staggered array of wicker-basket-like cavities |
| US5230776A (en) * | 1988-10-25 | 1993-07-27 | Valmet Paper Machinery, Inc. | Paper machine for manufacturing a soft crepe paper web |
| SE466063B (sv) | 1990-04-24 | 1991-12-09 | Valmet Paper Machinery Inc | Pappersmaskin foer framstaellning av mjukpapper med hoeg bulk |
| CN2132767Y (zh) * | 1992-07-24 | 1993-05-12 | 石家庄市工业用呢厂 | 一种底网造纸毛毯 |
| DE4224730C1 (en) * | 1992-07-27 | 1993-09-02 | J.M. Voith Gmbh, 89522 Heidenheim, De | Tissue paper mfg. machine preventing moisture return - comprises shoe press for press unit(s) for drying tissue web, for min. press units |
| ES2128705T3 (es) * | 1993-12-20 | 1999-05-16 | Procter & Gamble | Banda de papel prensada en humedo y metodo para fabricar la misma. |
| US5456293A (en) * | 1994-08-01 | 1995-10-10 | Wangner Systems Corporation | Woven papermaking fabric with diagonally arranged pockets and troughs |
| US5972813A (en) | 1997-12-17 | 1999-10-26 | The Procter & Gamble Company | Textured impermeable papermaking belt, process of making, and process of making paper therewith |
| CA2314113C (en) * | 1997-12-17 | 2007-07-17 | Valmet-Karlstad Ab | Paper machine, paper machine belt for and method of manufacturing textured soft paper |
| SE511702C2 (sv) | 1998-03-20 | 1999-11-08 | Valmet Karlstad Ab | Pappersmaskin och sätt för framställning av mjukpapper |
| SE511736C2 (sv) * | 1998-03-20 | 1999-11-15 | Nordiskafilt Ab Albany | Präglingsband för en pappersmaskin |
| SE511703C2 (sv) * | 1998-03-20 | 1999-11-08 | Nordiskafilt Ab Albany | Användning av ett överföringsband för en mjukpappersmaskin |
| DE19912226A1 (de) | 1999-03-18 | 2000-09-28 | Sca Hygiene Prod Gmbh | Verfahren und Vorrichtung zum Herstellen von Tissue-Papier sowie das damit erhältliche Tissue-Papier |
| SE516663C2 (sv) * | 1999-06-17 | 2002-02-12 | Metso Paper Karlstad Ab | Torkparti i en maskin för tillverkning av en kontinuerlig tissuepappersbana samt metod för torkning av en kontinuerlig |
| EP1201796B1 (en) * | 1999-08-03 | 2009-11-25 | Kao Corporation | Method of making bulky paper |
| US6610173B1 (en) * | 2000-11-03 | 2003-08-26 | Kimberly-Clark Worldwide, Inc. | Three-dimensional tissue and methods for making the same |
| KR20030019979A (ko) * | 2001-08-28 | 2003-03-08 | 금호산업 주식회사 | 검 체파용 고무조성물 |
| EP1293601A1 (de) * | 2001-09-17 | 2003-03-19 | Stowe Woodward Aktiengesellschaft | Schuhpressenbelt |
| DE10157451A1 (de) * | 2001-11-23 | 2003-06-05 | Voith Paper Patent Gmbh | Verfahren und Vorrichtung zur Herstellung einer Faserstoffbahn |
| US7166196B1 (en) * | 2002-12-31 | 2007-01-23 | Albany International Corp. | Method for manufacturing resin-impregnated endless belt structures for papermaking machines and similar industrial applications and belt |
| JP4124720B2 (ja) * | 2003-12-08 | 2008-07-23 | 大王製紙株式会社 | 家庭用薄葉紙 |
| JP2006348435A (ja) * | 2005-06-17 | 2006-12-28 | Daio Paper Corp | 耐油紙 |
| US7611607B2 (en) * | 2006-10-27 | 2009-11-03 | Voith Patent Gmbh | Rippled papermaking fabrics for creped and uncreped tissue manufacturing processes |
| US8038847B2 (en) * | 2008-07-03 | 2011-10-18 | Voith Patent Gmbh | Structured forming fabric, papermaking machine and method |
-
2007
- 2007-11-20 SE SE0702543A patent/SE531891C2/sv unknown
-
2008
- 2008-09-17 SE SE0801991A patent/SE532839C2/sv unknown
- 2008-11-14 WO PCT/SE2008/000641 patent/WO2009067066A1/en not_active Ceased
- 2008-11-14 BR BRPI0819346A patent/BRPI0819346B1/pt active IP Right Grant
- 2008-11-14 US US12/743,941 patent/US8202396B2/en active Active
- 2008-11-14 CN CN200880124869.XA patent/CN101952507B/zh active Active
- 2008-11-14 ES ES08852745T patent/ES2434694T3/es active Active
- 2008-11-14 KR KR1020107013658A patent/KR101526891B1/ko active Active
- 2008-11-14 AU AU2008326848A patent/AU2008326848A1/en not_active Abandoned
- 2008-11-14 MX MX2010005497A patent/MX2010005497A/es active IP Right Grant
- 2008-11-14 CA CA2706321A patent/CA2706321C/en active Active
- 2008-11-14 RU RU2010120643/12A patent/RU2471908C2/ru active
- 2008-11-14 JP JP2010534910A patent/JP5676266B2/ja active Active
- 2008-11-14 EP EP08852745.2A patent/EP2227591B1/en active Active
- 2008-11-20 JP JP2010534915A patent/JP5504169B2/ja active Active
- 2008-11-20 RU RU2010120644/12A patent/RU2519930C2/ru active
- 2008-11-20 EP EP08851985.5A patent/EP2229478B1/en active Active
- 2008-11-20 CN CN200880124876.XA patent/CN101952506B/zh active Active
- 2008-11-20 KR KR1020107013654A patent/KR101663016B1/ko active Active
- 2008-11-20 BR BRPI0820618-0A patent/BRPI0820618B1/pt active IP Right Grant
- 2008-11-20 ES ES08851985.5T patent/ES2665008T3/es active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5861082A (en) * | 1993-12-20 | 1999-01-19 | The Procter & Gamble Company | Wet pressed paper web and method of making the same |
| US20020062936A1 (en) * | 1998-03-20 | 2002-05-30 | Metso Paper Karlstad Ab | Paper machine for and method of manufacturing textured soft paper |
| WO2003078728A2 (en) * | 2002-03-19 | 2003-09-25 | Metso Paper, Inc. | Method and equipment for producing driving power in a paper or board mill |
| EP1959053A1 (de) * | 2007-02-13 | 2008-08-20 | Voith Patent GmbH | Vorrichtung zur Trocknung einer Faserstoffbahn |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2820592C1 (ru) * | 2019-09-10 | 2024-06-06 | Олбэни Интернешнл Корп. | Прессовая ткань для текстурированного продукта |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2519930C2 (ru) | Структурирующая лента, прессовая часть и машина для изготовления бумажных салфеток, предназначенные для изготовления полотна для толстых крепированных бумажных салфеток, и соответствующий способ | |
| US8216427B2 (en) | Structuring belt, press section and tissue papermaking machine for manufacturing a high bulk creped tissue paper web and method therefor | |
| WO2009067079A1 (en) | Structuring belt, press section and tissue papermaking machine for manufacturing a high bulk creped tissue paper web and method therefor | |
| CN102159767B (zh) | 薄纸造纸机及制造薄纸纸幅的方法 | |
| CN103476986B (zh) | 用于制造纤维幅的设备和方法 | |
| CA2798472C (en) | A papermaking belt having increased de-watering capability | |
| CA2702200C (en) | Press section and permeable belt in a paper machine | |
| JP4717985B2 (ja) | 抄紙機および抄紙方法 | |
| MXPA06008052A (es) | Aparato para y proceso de formacion de red de material sobre un tejido estructurado en una maquina de papel. | |
| KR20100022489A (ko) | 구조화 성형 직물 | |
| CZ426098A3 (cs) | Způsob výroby hedvábného papíru lisováním za vlhka | |
| CA2746488A1 (en) | Device and method for producing a material web | |
| MX2010013797A (es) | Tela de formacion estructurada, maquina para hacer papel y metodo. | |
| CN101570943A (zh) | 用于制造一面光滑的纸幅材的机器 | |
| CA2706323C (en) | Structuring belt, press section and tissue papermaking machine for manufacturing a high bulk creped tissue paper web and method therefor | |
| TWI834911B (zh) | 用於紋理產品的壓製織物及賦予紋理至纖維素產品的方法 | |
| CN113785090B (zh) | 网毯和网毯在棉纸机中的使用 | |
| RU2820592C1 (ru) | Прессовая ткань для текстурированного продукта | |
| CZ425998A3 (cs) | Způsob výroby hedvábného papíru lisováním za vlhka |