POLYMERIC RELEASE FILMS AND THEIR METHOD OF USE BACKGROUND OF THE INVENTION
1. fi ld of the inven ipn
The present invention is directed to production of polymer film with surface properties that have been modified through use of polymeric additives.
Particularly, the invention is directed to the methods of preparation of polymer film with desirable surface properties and the use of such films in various applications such as release film and as carrier films in the production of molding compounds.
2. Background of the Invention
Polysiloxanes are known to have a particularly low critical surface tension value and have been suggested for incorporation with various polymers to modify the surface characteristics of those materials. U.S. 4,675,361 to Ward discloses a method of modifying the surface of polymers with polymeric additives by dispersing a minor amount of thermoplastic segmented block copolymer through a base polymer, the segmented block copolymer comprising a first hard segment and a second soft segment of polysiloxane. The modified base polymers are contemplated for use in tissue or blood-contacting medical devices and for fibers for use in woven textiles. Thermoplastic molding compositions comprising at least 35% by weight of a copolyamide containing polydiorganosiloxane carbonamide units mixed with graft products of vinyl polymers in rubbers are disclosed in U.S. 4,822,852 to Wittmann et al. Certain experimental work has been published relating to the blending of block copolymers of polydimethylsiloxane with other homopolymers. These materials are known to produce films with high siloxane surface concentrations. See, for example, D.G. Legrand and R.L. Gaines, Jr., Poly . Prepr. 11 442 (1970); D.w. Dwight et al., Polym. Prepr. 20, (1), 702 (1979); and J.J. O'Malley, Polym. Prepr. 18 (1977) . Minor amounts of
block copolymers containing segments of polydimethylsiloxane and any one of polycarbonate, polystyrene, poly-(2,6-diphenyl-l,4-phenylene oxide), and polyamide-imide, have been blended with base polymers for modifying their surfaces, as disclosed in U.S. Patents 3,961,122 and 3,686,355.
Polyorganosiloxanes have been utilized as coatings upon solid substrates such as paper to provide suitable release properties and much work has been directed to the improvement of such coatings. The solid substrates are provided with a cured siloxane release coating by applying certain polyorganosiloxane fluids to the surface of the substrate and exposing the applied fluid to radiation to rapidly cure and bond the fluid, such as in U.S. patent 4,133,939 to Bakerman et al. Such release coatings, while effective and meeting the needs of certain applications, require major capital investment together with proprietary processes.
The use of polymer films with desired release properties are known in certain applications. U.S.
4,444,829 to Bollen et al. discloses modification of a polyamide film with a polyolefin component, thereby obtaining good tear strength from the polyamide component while the polyolefin component provides good peelability of the film that is acceptable for certain applications.
However for many applications it is desirable to provide a polymer film with good strength and dimensional stability which provides release properties equivalent or better than those obtained from cured polyorganosiloxane coatings. An efficient and economic process for production of such films with desired tailored release properties is needed. It is desired to provide a method for increasing the relative contact angle and reducing the critical surface energy by the use of surface modifying copolymer additives in blends with base polymers.
SUMMARY OF THE INVENTION In accordance with this invention, there is provided a polymeric release film comprising: (A) a film forming base polymer and (B) a surface modifying copolymer additive in an amount sufficient to provide desired release properties to the surface of the release film; said copolymer additive comprising:
(1) a hard segment polymer component selected from the group consisting of polyamide, polyester, polycarbonate, polyurethane, polyurea, polystyrene, polycaprolactone, polysulfone, vinyl copolymers, and novolaks, said hard segment polymer component being selected to obtain a desired level of compatibility with the fi^m forming base polymer; and
(2) a soft segment polymer component selected from the group consisting of polydiorganosiloxanes such as polydimethylsiloxane, polydialkylsiloxane, and polyfluoroalkyl alkyl siloxane; polyalkylene oxide; polyolefin; polydiene and polyfluorocarbon.
The method of use of the release film as a substrate for deposition of reinforcing fiber and resin matrix in the production of composite materials including prepregs, bulk molding compound, sheet molding compound and thick molding compound is a part of this invention.
DESCRIPTION OF PREFERRED EMBODIMENT The surface migrating potential and the release properties of polysiloxanes are taken advantage of by blending siloxane containing copolymers with polyamides, polyesters, and various other polymers. Films produced from these blended polymers possess very good release properties. Release properties are further enhanced when film is drawn and oriented. The additive in the blend should not adversely affect the other physical and performance properties of the resultant film.
The films of this invention have been found to have excellent release properties which may be tailored
for many specific end use requirements. Films from these blends will have better dimensional stability, better thermal stability, improved film strength/integrity, and improved moisture resistance over the silicone coated kraft paper now widely used for release applications. By selection of the siloxane copolymer and the amount to be incorporated in the blend, it is possible to obtain a range of desired release properties.
As used herein, the term "base polymer" will refer to the film forming polymer whose surface characteristics are so modified. Such base polymers often have excellent physical properties such as being characterized by high flexibility, good softness, and good structural strength. Typical film forming base polymers which may be utilized according to the present invention include polyurethanes, polysulfones, polyesters, polyamides, polyimides, polyolefins such as polyethylenes and polypropylenes and copolymers thereof, poly(aerylonitrile-butadienestyrene) , styrene-butadiene block copolymers, styrene-isoprene-styrene block copolymers, polymethylmethacrylate, polyvinylacetate, polyvinylchloride, and polyureas.
Also included are polyester-polyethers, polyether-polyamides, copolyesters, polyethylene-vinyl acetate, polyethylene ethylacrylate, polyethylene-vinyl alcohol, ionomers, polyurethaneureas, polyetherurethaneureas, polyesterurethanes, polyvinylidene chloride, polyphenylene oxide, polyacrylic acid, polyethylene-polypropylene copolymers, and polycarbonates.
Preferred base polymers include polyamides, polyesters, polyvinylchloride, polyvinylidene chloride, and ethylene-vinyl acetate. Polyamides include, for example, polyepsiloncaprolactam, polyhexamethylene adipamide, and mixtures and copolymers thereof. Polyesters include polyethylene terephthalate and
polybutylene terephthalate.
In one embodiment of the invention, a minor amount of a polymer additive such as a thermoplastic segmented, block or .graft copolymer, is dispersed throughout a base polymer, for example by coreacting or blending. The copolymer additive includes at least two different polymer components preferably in a block, segment or graft form. The two components are a soft, nonpolar segment and a polar hard segment. The nonpolar soft block is of low surface free energy, while the hard segment is characterized by an ability to reduce the tendency of the soft block to completely exude out of the surface of the base polymer. In addition the hard segment imparts physical properties to the additive such that the structural strength or bulk properties of the blend are not significantly altered. Depending on the end use, complete thermodynamic compatibility of the additive and the base polymer may not be necessary. A high degree of compatibility in fact, can reduce the tendency of the additive to migrate to the surface to be active. Such additives will be less efficient as a surface modifier than those containing hard segments of lower compatibility with the base polymer which serves to enhance migration. The term "segmented" refers to a relatively short length of a repeating unit e.g. less than about 10 monomeric units, but preferably less than 3 monomeric units, typically alternating more than once, with structural formulas such as ABAB. The hard segments are relatively short in length typically including 1 to 10 repeating units. The hard segments should be short in length relative to the nonpolar soft blocks in order to achieve desired surface characteristics. Hard segments include those film forming polymers listed above, preferred hard segments being polyamide, polyester, polycarbonate, polyurethane, polycaprolactone, polyurea, and copolymers thereof. Preferred soft blocks include
polydimethylsiloxanes, polydialkylsiloxanes, polyfluoroalkyl alkyl siloxanes, polydiarylsiloxanes and polyaryl alkyl siloxanes. To a lesser extent, soft blocks may also include polyalkylene oxides, polyolefins, polydienes, polyfluorocarbons, polyfluoroaryl alkyl siloxanes, polyarylalkyl alkyl siloxanes, and polyfluoroarylalkyl alkyl siloxanes. In the soft segments listed above, "alkyl" and "aryl" are defined with reference to structural formula I provided hereinafter.
The preparation of segmented block copolymers (or mύltipolymers) may be performed by several procedures which differ in degree to which the structure of the resulting product may be defined, as described in U.S. 4,675,361 to Ward, incorporated herein by reference.
One procedure involves the coupling of at least two preformed blocks or segments which are prepared in separate reactions prior to the coupling reaction. This procedure involves a well defined structure if the coupling reaction precludes like blocks or segments from reacting with themselves but only allows dissimilar blocks or segments to couple with one another.
Other coupling reactions may occur resulting in a less defined structure if the two preformed blocks or segments possess the ability (via the coupling reaction) to react with themselves as well as the dissimilar block or segment.
Additional coupling reactions may occur when at least one preformed block or segment is coupled with a second block or segment created during the coupling reaction. In this case, the original length (molecular weight) of the preformed block or segment is known (by virtue of a separate reaction used to prepare it) but the sequence distribution of the copolymer is not known exactly since both coupling and chain growth is possible in the reaction which produces the second block or segment. Suitable methods for forming these and other
such copolymers are set out in Noshay and McGrath, Block Copolymers Overview and Critical Survey (Academic Press 1977) .
The preferred novel block copolymers according to the present invention are of the formula A-B-A as defined hereinbelow. The copolymers can be of several different configurations depending on the number of polymer blocks attached to the soft segment such as organosiloxane block. In their simplest form, the copolymers can have the configuration AB in which A represents the hard segment block (e.g. polyamide, polyester, polycarbonate, polyurethane, polyurea, polycaprolactone, polystyrene, polysulfone, vinyl copolymers, novolacs,) and B the soft segment block (e.g. polydimethylsiloxanes, polydialkylsiloxanes and polyfluoroalkyl alkyl siloxanes) . The block copolymers can also be of the type A-B-A or B-A-B, depending upon the method of coupling or formation of the blocks. The block copolymer additives used in the present invention can vary in composition and structure. They may be graft, branched, or linear block copolymers, but being block copolymers, they contain repeating segments or blocks of the same monomeric unit and these blocks have a length close to the average block length for that particular monomer. However, the average block length of one polymerized comonomer component can differ from the average block length of a second polymerized comonomer component and the relative average block lengths largely determine the properties of the block copolymer additives.
An example of a linear block copolymer of A and B monomeric units may have the following structure:
...AAAAABBBAAAABBBBAAAAAABB... Where the A block has an average of 5 units and the B block averages three units. An example of a graft block copolymer of A and B monomeric units may have the
following structure: ...AAAAAAA B B B
B The block copolymer additives of the present invention can be prepared by a number of conventional techniques. They should be prepared, however, so that they will impart the desired surface properties to the base polymer as well as have the desired compatibility therewith. The molecular weight of the block copolymer may vary widely but it should be sufficiently high so that it is non-volatile in the desired composition and its use. For most applications, the polymerized comonomer component of the block copolymer additive which serves to distribute the additive in the base polymer should have an average block length of at least three monomer units, and the surface-active polymerized comonomer component of the additive which provides the desired surface property or properties should have an average block length of at least five monomer units. The maximum average block length of each comonomer component can only be determined empirically, i.e. it depends largely on the amount of the block copolymer additive used with a particular polymer since the effect of a particular polymerized comonomer component of the block copolymer additive can be reduced by using a smaller amount of the additive. The amount of the copolymer additive used may be determined empirically and would depend largely on its composition as well as the particular application of the polymeric film and on the thickness of the film. The copolymer additive should not, however, be used in an amount which would undesirably alter the bulk properties of the base polymer to a significant extent. For most applications, the amount of the copolymer additive should
be such that the composition of the siloxane segments is at least 0.1 weight percent of the blend. It is possible that the siloxane segment may comprise a substantial portion of the blend, for example up to 75 weight percent. However, a preferred range is 0.1 to 20 weight percent, most preferred 0.1 to 10 weight percent.
The block copolymer additive can be admixed with the base polymer by a number of conventional techniques. For example, it may be mixed in solution or in melt form or it may be dry blended. The mixing should produce a substantially uniform distribution of the additive in the polymer. Preferably, the mixing should be carried out so that the whole system becomes fluid enough to permit migration of the surface modifying materiaϊ and development of surface concentration of the additive.
The polymer composition can be cast from solution or extruded to form films.
Specifically, in forming the copolymer additive of the present invention, one comonomer is selected to provide the desired surface property, as for example, organosiloxanes for water repellency or friction reduction, and as the compatibility-imparting constituent, a second comonomer is selected which has the desired compatibility with the base polymer, as for example, polystyrene when the base polymer is polystyrene or polyphenylene oxide or polyamide or polyurea when the base polymer is nylon.
Typical soft segments include polydiorganosiloxanes of the following generic formula:
m in which
lf R
2, R3 , R4 independently represent
cl"
c18 inear or branched alkyl, cycloalkyl, alkenyl,
aryl, aralkyl, halogenated alkyl, halogenated aryl, or halogenated aralkyl;
X represents C**,-C18 alkylene, arylene or aralkylene radicals, preferably C2-C alkylene radicals; n and m may be the same or different, the sum of n+m being greater than 4 and less than 1000, preferably greater than 10 and less than 600, and more preferably greater than 20 and less than 300; and
A and A" are independently hard segments or blocks of film forming base polymer listed above, preferred being polyamide, polyester, polycarbonate, polyurethane, polycaprolactone, polyurea, and copolymers thereof.
The ratio of the total hard segments and total soft blocks in the polymer additive may vary to a considerable extent so long as there is a sufficient amount of the total soft segment to give a high water contact angle and reduce the critical surface free energy of the film surface, and sufficient amount of the hard segment to prevent exudation of the polymer additive from the blend. Suitable amounts of the soft segment may include from 1-95 weight % of the copolymer and suitable amounts of the hard segment may include from 99-5 weight % of the copolymer. Preferred range of the soft segment is 10-95 weight % of the copolymer.
In a typical process for preparing films copolymers containing siloxane chain segments are blended with appropriate film forming base polymers (e.g. polyamides, polyesters etc.), extruded and drawn into films. The resulting films have excellent release properties.
For example, siloxane-polyamide segmented copolymers can be synthesized by an interfacial polymerization method, using a siloxane diamine, an acid chloride, aliphatic or aromatic, and a chain extender for example an aliphatic or aromatic diamine of C2 to C25.
Siloxane-polyureas are synthesized by solution
or melt polymerization of a siloxane diamine, a diisocyanate, aliphatic or aromatic, and a chain extender.
Target release properties for the films can be attained by any or a combination of the following methods: 1) Varying the soft segment chain length
2) Varying the weight percent of the soft segment in the polymer.
3) Varying the weight percent (loading level) of the copolymer additive in the blend. The films of this invention offer a range of release properties suitable for use in various release film applications. The films are particularly applicable for the production of prepreg material forms and in the production of sheet molding compound (SMC) and thick molding compound (TMC) as well as bulk molding compound (BMC) . The films are also particularly applicable as a carrier web for the production of fiber reinforced panels (FRP) .
In the process for production of SMC comprising casting a layer of heat-curable thermo-setting resin, in fluid form, onto a continuously advancing polymeric film; introducing reinforcing material onto the advancing fluid layer; contacting a polymeric film to the top surface of the reinforced fluid layer thereby forming a sandwiched composite; advancing the sandwiched composite through a series of kneading and compacting rolls, and winding the sandwiched composite into a roll for partial curing; the invention of this application includes the improvement which comprises using as the polymeric film the release film of this invention described above. A similar process employing a different polymeric film is disclosed in U.S. 4,568,505 to Bollen, et al. incorporated herein by reference.
In the process for production of TMC comprising impregnating discontinuous reinforcing fiber, i.e. desired lengths of chopped fiber, with resin paste, applying the impregnated fiber/resin composition to a
moving carrier release film, then applying a second release film to sandwich the composition, then moving the sandwiched composition through a compaction area, thereby compacting the composition to form a sheet, generally much thicker than SMC, then cutting the TMC sheet into desired lengths for packaging, the invention of the application includes the improvement which comprises using the release film of this invention described above as the carrier release film and/or the second release film. A process describing the production of TMC utilizing release film is disclosed in U.S. 3,932,980, incorporated herein by reference.
Prepreg materials are fiber/resin matrix forms consisting of continuous unidirectional or woven fibers coated or impregnated with a controlled quantity of an uncured catalyzed resin formulation. Prepreg tapes of continuous fiber reinforcement in uncured matrix resin are one of the most widely used forms of composite materials for structural applications. The process for production of prepreg materials comprises orientation of a controlled amount of fiber on a release substrate and casting a resin onto the release substrate in a measured amount to obtain the desired fiber-resin ratio, then calendaring the fiber/resin matrix to obtain a uniform thickness and to close fiber gaps before being wound on a core. The release substrate is usually left between layers of the resulting prepreg tape.
In the production of prepreg materials such as tapes, the release film of this invention will offer required release from fiber/resin matrix while providing sufficiently high tensile strength and sufficiently low elongation to minimize web distortion or failure during processing. By selection of the hard segment as discussed above, transfer of "contaminants" from release web to resin is avoided. Improved tear resistance and tensile strength, improved' dimensional stability relative to moisture absorption and improved
gauge tolerance for better coating consistency relative to silicone coated paper are all attributes of the film of this invention. In the examples which follow, we refer to polydimethyl siloxane dia ines as siloxane diamine.
Example 1 (Siloxane-polvamide: siloxane diamine MW= lOOOO qm/mol; 65 wt.% of siloxane monomer in polymer)
In a reactor fitted with a stirrer is added 22 grams sodium hydroxide, 7.5 grams tetramethylammonium hydroxide, and 27.5 grams 1,6-hexanediamine. Water (1000 ml) , is then added and stirred to dissolve all chemicals. In a 750 ml beaker is added 25.6 grams terephthaloyl chloride and 25.6 grams isophthaloyl dichloride, followed by 500 ml of dichloromethane, and stirred to dissolve. In a second 750 ml beaker is weighed 146.2 grams of a siloxane diamine (MW = 10000 gm/mol) and 500 ml dichloromethane, to dissolve the diamine. The two organic solutions are added simultaneously to the aqueous solution in the reactor with constant stirring. Polymer soon starts to precipitate out of the solution. The reaction is stirred for 1 hour, after which it is dumped into excess methanol. This is stirred for 15 minutes and the liquid decanted/filtered. The polymer is washed twice with excess water, filtered, washed with methanol, and dried overnight in a vacuum oven at 80'C, to yield 138 grams of a siloxane-polyamide (Polymer I) .
Example 2 (Siloxane-polyamide: siloxane diamine MW= 8000 σm/ ol; 65 wt. % of siloxane monomer in polvmer) Procedure as in Example 1, using: i) 17.5 grams sodium hydroxide, 5.6 grams tetramethyl-ammonium hydroxide and 21.21 grams of 1,6-hexanediamine in 700 ml water. ii) 20.02 grams terephthaloyl chloride and
20.02 grams isophthaloyl dichloride in 350 ml dichloromethane, and
iii) 113.75 grams of siloxane diamine (MW •= 8000 gm/mol) in 600 ml dichloromethane
Yield of polymer (Polymer II) - 150 grams. Example 3 fSiloxane-polvamide; siloxane diamine MW = 15000 σm/mol; 75 wt. % of siloxane monomer in polymer) Procedure as in Example 1, using: i) 8.95 grams sodium hydroxide, 11.7 grams tetramethyl-ammonium hydroxide and 4.0 grams of 1,6-hexanediamine in 800 ml water. ii) 11.0 grams terephthaloyl chloride and 11.0 grams isophthaloyl dichloride in 400 ml dichloromethane, and iii) 100.5 grams of siloxane diamine (MW = 15000 gm/mol) in 400 ml dichloromethane
Yield of polymer (Polymer III) - 121 grams. Example 4 (Siloxane-polyamide; siloxane diamine MW •= 10000 σm/mol; 90 wt. % of siloxane monomer in polymer) Procedure as in Example 1, using: i) 5 grams sodium hydroxide, 7.5 grams tetramethyl-ammonium hydroxide and 4.3 grams of 1,6-hexanediamine in 800 ml water, ii) 5.3 grams terephthaloyl chloride and 5.3 grams isophthaloyl dichloride in
400 ml dichloromethane, and iii) 134.1 grams of siloxane diamine (MW = 10000 gm/mol) in 400 ml dichloromethane Yield of polymer (Polymer III) - 138 grams. Example 5 (Siloxane-polyurea: siloxane diamine MW = loooc σm/mol: 90 wt. % of siloxane diamine in polvmer)
In a reactor fitted with a high torque stirrer was added 13.1 grams 1,1' - methylenebis [4-isocyanato] cyclohexane, available as Desmodur WR (Mobay) and 400 ml tetrahydrofuran, and the mixture was stirred to dissolve the diisocyanate. In a 1000 ml beaker was weighed 152.8 grams siloxane diamine (MW * 9000 gm/mol) and 3.8 grams
1,6-hexanediamine. Tetrahydrofuran (400 ml) and N,N-dimethylacetamide (200 ml) was added and stirred to dissolve. The diamine solution was added to the diisocyanate solution with constant stirring. The viscosity of the solution gradually increased. Stirring was continued for 2 hours. The viscous solution was poured into excess water, and stirred for 15 minutes. The liquid was decanted and the polymer washed once more • with excess water. The solution was filtered, and the polymer washed with water and dried in a vacuum oven at 80'C overnight, to give 148.5 grams of siloxane-polyurea (Polymer IV) . Example 6 (Blends)
Blends were made by dry blending in a rotating blender^for 40 minutes using 5 wt. %, 2.5 wt. %, 1.75 wt. %, and 1 wt. % of the siloxane-polymers from Examples 1 - 5, with CapronR 8209 (film grade nylon 6 resin-available from Allied-Signal Inc.). These blends were re-extruded from a twin screw extruder, pelletized and dried. Example 7 (Films)
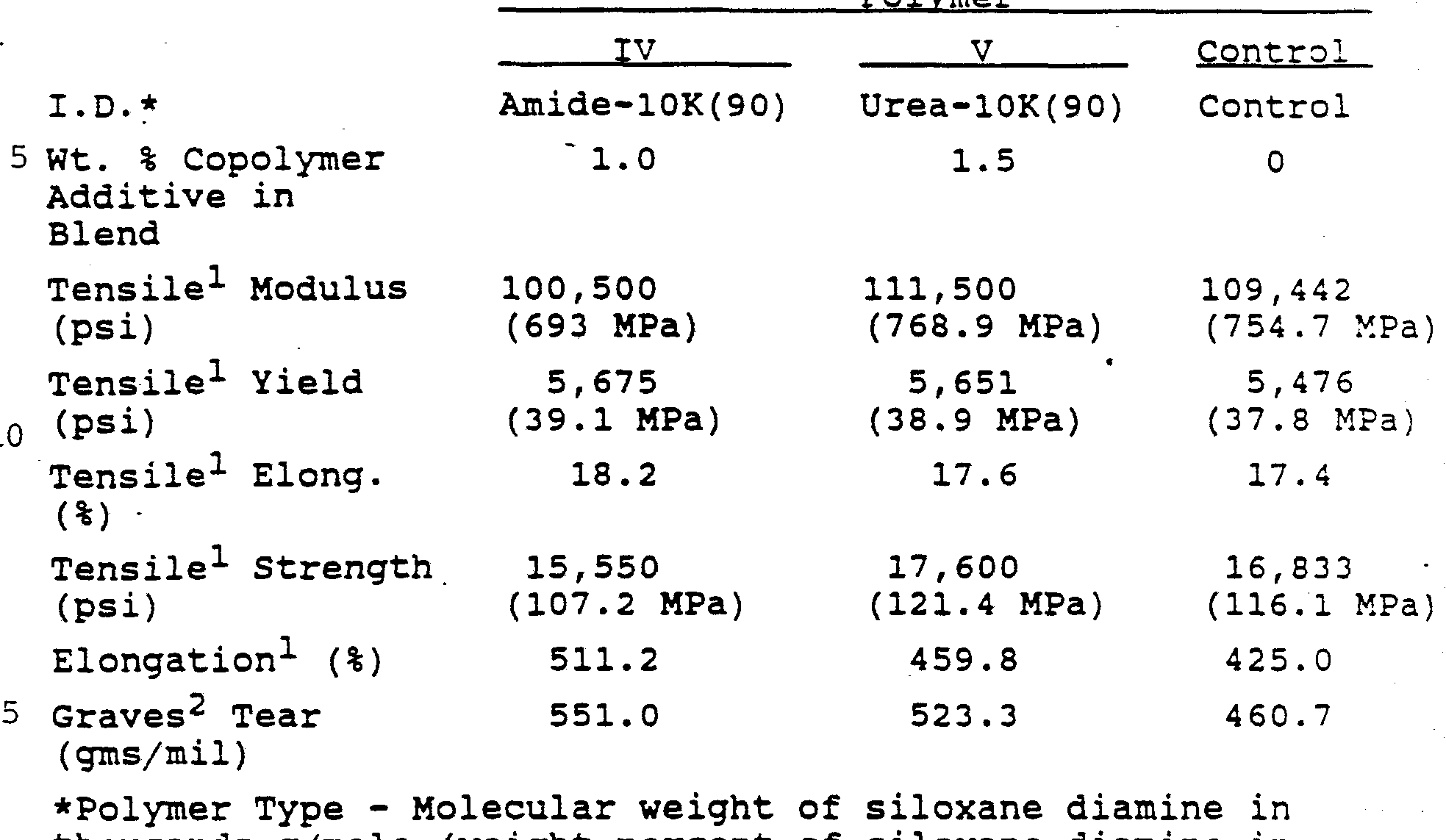
Films from the various blends were extruded and tested for release properties. As shown in Table 1, the mechanical properties of the films made from the blends were substantially equivalent or better than a control film extruded from Capron 8209 (nylon 6) . The percent elongation and tear strength of blends were better than control. As shown in Table 2, the release properties of the films from blends are greatly improved over the control and offer a range of desirable release properties.
thousands g/mole (we g t percent o s oxane am ne n copolymer)
1 - Method ASTM D 882
2 - Method ASTM D 1004
TABLE 2
* Polymer Type - Molecular weight of siloxane diamine in thousands g/mole (weight percent of siloxane diamine in copolymer)
** By ASTM D903
*** In most instances, film elongates and does not peel.
In few instances that peeling occurred peel strength was greater than 2000 grams.