明 細 書 接着複合体およびそれに用いる封止用樹脂組成物 技術分野
本発明は、 金属体と熱可塑性樹脂、 特にサーモト口ピック液晶樹脂とを接着し てなる接着複合体、 およびそれに用いるため各種性状を改良した封止用樹脂組成 物に関するものである。
すなわち本発明は、 金属体とサーモト口ピック液晶樹脂に代表される熱可塑性 樹脂とからなる接着複合体に関するものである。 さらに詳しくは、 金属体、 好ま しくはトリアジンチオール類化合物により表面処理した金属体に、 金属表面また は前記のトリアジンチオール類化合物との間で水素結合や化学結合等の相互作用 を生ずる含酸素炭化水素樹脂その他を含有する熱可塑性樹脂組成物を溶融状態で 接触させて接着強さを高めた、 封止性の高い接着複合体に関する。
得られた接着複合体は、 電気部品、 電子部品、 光学部品を中心に、 各種工業部 品の構成部材として使用される。 例えば、 金型のキヤビティ内に被接着部材また は被封止部材としての金属体を置き、 残余の空隙部へ、 溶融状態の熱可塑性樹脂 を射出する方法を採用することができる。 このような電気電子部品の最も代表的 な樹脂封止部品 (樹脂により封止された部品) としては、 例えば、 金属製のリー ドフレームを被封止部材として用い、 熱可塑性樹脂としてサーモト口ピック液晶 樹脂 (以下、 「L C P」 または単に 「液晶樹脂」 ということがある) 、 ポリフエ 二レンサルファイ ド (P P S ) 、 芳香族ナイロンなどで代表される耐熱性ェンジ ニアリングプラスチックを封止材として形成したリードフレーム封止部品が挙げ られる。
さらに本発明は、 低圧の射出成形が可能なサ一モト口ピック液晶樹脂組成物、 および低いウエルド強度、 表面のフィブリル化剝離、 収縮率の異方性に起因する 反り等の問題点を改善した上記封止用に適するサーモトロピック液晶樹脂組成物 に関するものである。
背景技術
樹脂材料と金属体との複合体は、 電気電子産業を初めとする各種産業分野で使 用される産業部材である。 このような複合体に対して近年の高機能化および高集 約化の要求が高まるにつれ、 樹脂材料として製品設計の自由度に優れた熱可塑性 樹脂を用いて、 超音波融着、 誘電融着、 インサート成形、 アウトサート成形等の 各種の成形方法による樹脂材料と金属体との複合体の製造方法が検討されている。 従来、 電気電子分野、 特に半導体装置で使用されるリードフレームの樹脂封止 部品においては、 熱硬化性樹脂が主材料として使用されてきた。 しかし、 工程の 簡略化や材料のリサイクル化の要求も加わり、 熱硬化性樹脂の代わりに熱可塑性 樹脂を材料として用いィンサ一卜成形ゃァゥトサー卜成形等により封止を行った 封止部品が、 信頼性の高い複合体として強く要望されている。
その中でも、 サ一モト口ピック液晶樹脂を封止用樹脂材料として用いると、 封 止後のハンダ処理等の各種加熱工程においても安定な耐熱複合体が得られるので、
L C Pと金属体との接着複合体に対する要求は特に高い。
また電気電子部品には、 リード線などの導線が接続されており、 電気電子部品 の樹脂封止に際してはこれら導線部分についても封止が必要である。
しかし、 従来、 金属材料と熱可塑性樹脂、 例えば液晶樹脂とは接着が困難であ り、 信頼性が高い接着複合体は得られていない。
例えば、 樹脂材料と金属体との接着複合体に関する技術としては、 トリアジン チォ一ル類化合物により表面処理した銅材料とポリエチレンとの射出接着に関す る技術が、 特公平 1—6 0 0 5 1号公報に提案されている。 しかしながら、 当該 技術は接着相手材としての金属が銅材料に限定されているのみならず、 改良した とされている接着性が必ずしも十分ではない。
ゴムと金属との接着体を開示する特公昭 6 0— 1 0 8 4号公報やプラスチッ クと金属との複合体を開示する特公平 8— 8 5 6号公報に記載された方法も同様 である。
すなわち、 従来の発明は、 高い信頼性のある広範な熱可塑性樹脂と金属との接 着複合体への応用、 特に、 金属 Zサーモト口ピック液晶樹脂の接着複合体への応 用に関して不十分なものであった。
そこで、 本発明においては、 熱可塑性樹脂と金属との接着複合体、 特に、 金属 zサーモトロピック液晶樹脂の接着複合体への広範な応用を可能にし、 高い信頼 性を有する接着複合体を提供することを目的とする。
また、 L C Pは剪断応力下で高度な配向性を示し、 また、 潜熱が小さいため急 速に固化する。 そして、 このような特性はウエルド強度の低下、 表面のフィプリ ル化剝離、 収縮率の異方性に起因する反りなどの欠点として現れ、 その結果、 成 形品を設計する際の自由度に制限を与える場合がある。
さらに、 封止部品の製造において、 溶融 L C Pを用いて射出成形を行う際に、 多くの場合、 射出注入による金型充填に要求される圧力 (以下 「充塡圧力」 と呼 ぶことがある) が高圧であるため、 素子が変形、 損傷、 断線等を受けて製品欠陥 が生じることがある。 これを避けるためには、 L C Pの充塡圧力を低下させる必 要がある。 また、 L C Pの薄肉成形品の製造においても高い充塡圧力が障害とな るため、 充塡圧力を低下させることにより、 薄肉成形においても好ましい効果が 得られる。
前記のような L C Pの欠点の多くは、 L C Pの有する異方性に起因し、 従って、 異方性の緩和方法として従来種々の方法が検討されている。
例えば、 ガラス繊維や無機フィラーを充塡することにより異方性が緩和される カ^ この方法では充塡物を数十%用いないと効果が得られない。 従って、 射出成 形においては、 L C P本来の特徴である射出成形時の低い見かけ粘度が維持され ず、 その結果加工性が犠牲になる。 また、 押出成形においては、 押出成形品の多 くを占めるフィルムや繊維の場合にガラス繊維等の充塡剤を配合することが実際 上困難であり、 そのため実用上不十分な性能を示すことが多い。
また、 その他の方法として、 L C Pに各種のポリマーをブレンドする方法が検 討されているが、 主として相溶性の問題、 および相溶性を改善する目的で使用さ れる相溶化剤に起因する加工性の低下の問題などから、 必ずしも満足できる結果 は得られていない。
従って、 本発明の他の課題は、 L C Pに固有の低いウエルド強度、 表面のフィ ブリル化剥離、 収縮率の異方性に起因する反り等の問題点を改良した樹脂組成物、 さらに充塡圧力が低く電気、 電子、 光学などの分野の素子の封止材料として好適
な樹脂組成物を提供することにある。 発明の開示
本発明の内容は、 大別して以下の 3項からなるものである。
本発明の第一は、 金属体、 好ましくは卜リアジンチアゾ一ル類化合物により表 面処理された金属体と、 熱可塑性樹脂、 好ましくは L C Pとを接着してなる接着 複合体に関するものであり、 上記熱可塑性樹脂に各種の接着効果増強剤を添加し たことを特徴としている。
本発明の第二は、 上記 L C Pが、 芳香族ヒドロキシルァミン、 芳香族ジァミン および芳香族ァミノカルボン酸からなる群から選ばれる少なくとも一つを構成モ ノマ一として含有してなる接着複合体に関するものである。
本発明の第三は、 上記接着複合体に用いられる、 封止用樹脂として好適な L C P組成物に関するものである。
以下、 本発明をさらに説明する。
まず、 本発明の第一は、 前記の通り、 金属体、 好ましくはトリアジンチオール 類化合物により表面処理を施した金属体と、 接着効果増強剤として各種の樹脂を 含有する熱可塑性樹脂、 好ましくはサーモト口ピック液晶樹脂からなる樹脂組成 物とを接着してなる接着複合体に関するものであり、 上記接着効果増強剤として は、 炭化水素樹脂、 α , 3—不飽和カルボン酸またはその酸無水物から誘導される 構成単位を含む熱可塑性エラストマ一、 ポリアミ ド系樹脂、 および非液晶性ポリ エステル樹脂が挙げられる。
上記発明は、 金属と樹脂との接着性 (密着性) を向上させるために、 金属と、 接着効果増強剤の樹脂を含有する熱可塑性樹脂からなる組成物との相互作用、 ま たは金属表面に付与された卜リアジンチオール類化合物と樹脂組成物との相互作 用を利用するものである。
金属体の材料は特に限定されないが、 例えば銅および銅合金、 鋼材、 冷間圧延 鋼板、 铸鉄およびステンレス鋼等の鉄一ニッケル系合金ならびにアルミニウムや その合金などを例示することができる。 金属体の形態も板状、 線状等の任意の形 状のものを用いることができる。 また、 適宜にやすり仕上げや酸化皮膜形成処理
等の前処理を施した金属を用いることもできる。
金属製品のより具体的な形態としては、 例えば半導体製造に用いるリードフレ 一ム等を挙げることができる。 通常、 電気電子部品に接続される回路導体または 電源導体としてのリード線もまた具体的な形態の例である。 これらは通常、 電気 電子部品を封止する際に併せて封止を行う必要がある。 従って、 これら金属体の 材料である、 銅、 アルミニウム、 金、 銀、 錫、 ニッケルおよびこれらの金属を含 む合金などもまた本発明の金属として例示される。 またその形状も線状のほか、 開孔部を有する平面など任意のものが用いられる。
金属体は、 特に前処理等を行う必要はなく、 通常の溶剤洗浄を適宜に行うのみ で接着操作に供することができる。 しかしながら、 トリアジンチオール類化合物 によりあらかじめ金属体表面に前処理を施すことにより、 熱可塑性樹脂との接着 性 (密着性) をさらに向上させることが可能である。
ここで、 トリアジンチオール類化合物とは、 トリアジン基本骨格が 1個から 3 個のチオール基またはその誘導基で置換された化合物であり、 通常は水溶性であ る。 より具体的には、 下記式 〔1〕 に示す構造式で表されるものが好ましい。
-…. 〔 I〕
式 〔1〕 において、 置換基 Rは— OR'、 — SR'、 — NHR'および一 N(R')2 である。 また、 Rの置換基 R'は、 水素原子、 アルキル基、 アルケニル基、 フエ二 ル基、 アルキルフエニル基、 またはシクロアルキル基などである。 Rにおける炭 素原子数の合計は好ましくは 36以下である。 36を超える炭素数を有するもの は水に不溶性となり好ましくない。 Mは、 H、 Na、 Li、 K、 Rb、 Cs、 1/2 Ba、 1/2 Ca、 または脂肪族の第一級、 第二級もしくは第三級ァミン類、 または 第四級アンモニゥム塩などである。 2個の Mは同一でも異なってよい。
Rを具体的に示すと、 — SH、 — NHC6H5、 _NHC8H17、
一 NHC12H25、 — NH C18H35> 一 NHC18H37、 — N(C4H9)2、
— N (C8H17)2、 —N(C12H25)2などが挙げられる。
トリアジンチオール類化合物による金属体の表面処理は、 金属体をトリアジン チオール類化合物の溶液または分散液に接触させることにより行うことができる。 これらの処理は、 例えば特公平 1—6005 1号公報ゃ特公平 8— 8 56号公報 に記載された方法に準じて行うことができる。
具体的なトリアジンチオール類化合物の溶液または分散液は、 水; トリェチレ ングリコ一ルなどの水溶性溶媒; メチルアルコール、 イソプロピルアルコール等 のアルコール、 アセトン、 メチルェチルケトン、 テトラヒドロフランなどのケト ン、 ベンゼン、 トルエン、 キシレンなどの低級芳香族炭化水素、 ェチルセ口ソル ブ、 ジメチルホルムアルデヒド、 酢酸ェチルなどのエステル、 ジメチルエーテル などのエーテル等の有機溶媒; デカリン、 ベンジルアルコール、 酢酸ベンジル等 の水に不溶または難溶性の非水性溶媒; これらの適宜の割合による混合溶媒等に、 卜リアジンチオール類化合物を溶解または分散させることにより得られる。
溶液の調製時には溶媒を適宜に加温し、 0. 000 1〜 30重量%の卜リアジン チオール類化合物を溶解または分散させる。
表面処理は、 例えば金属体を上記溶液または分散液に浸漬することにより行う ことができる。 その他塗布などによって行うこともできる。 表面処理の時間は 0. 1秒以上であればよい。 すなわち、 適宜に脱脂、 酸洗浄、 アルカリ洗浄および 水洗浄を行った後、 乾燥した金属体を、 所定の時間、 上記溶液もしくは分散液に 浸漬し、 または金属体に上記溶液もしくは分散液を塗布し、 その後アルコールや アセトン等の有機溶剤で洗浄し、 適宜に水洗して乾燥する。 処理時には溶媒の沸 点範囲内において適宜に加温することができる。 具体的には常温から 300 °Cの 温度範囲で行う。
また、 表面処理は電気化学的に行うこともできる。 例えば特公平 5— 5 1 67 1号公報に記載された方法に準じて行うことができる。 具体的には、 トリアジン チオールの水溶液または有機溶媒溶液を電着液として用い、 金属体の金属を陽極 とし、 陰極には適宜の導体、 例えば白金板やチタン板を用いて、 例えば 20 V以
下の電圧、 0. l mA/dni2以上の電流密度で、 0. 1秒以上直流電流を印加して行う ことができる。
次に、 本発明の第一において、 金属体に接着すべき熱可塑性樹脂としては、 例 えば、 ポリエチレン、 ポリプロピレンなどのポリオレフイン; EVA、 EEAな どのォレフィンと酢酸ビニルなどの極性モノマーとの共重合体;ポリ塩化ビニル; ポリスチレン; P ETなどのポリエステル等が例示される。 好ましくは、 サーモ トロピック液晶樹脂 (L CP) 、 ポリフエ二レンサルフアイ ド (PP S) 、 ポリ エーテルエーテルケトン (PEEK) 、 ポリカーボネート (P C) 、 ポリブチレ ンテレフ夕レート (PBT) 、 ポリアミド (PA6 6) 等で代表される耐熱性ェ ンジニアリングプラスチックなどが用いられる。 さらに好ましくは、 全芳香族ポ リエステルで代表される L C Pが挙げられる。
封止材として用いる場合には、 上記の耐熱性ェンジニアリングプラスチックが 半田耐性を有するので好ましい。 その中でも、 耐熱性のほかに応力下の溶融粘度 が低い点において L C Pが好ましい。
本発明で用いるサ一モト口ピック液晶樹脂とは、 溶融状態で光学的異方性を示 すポリマーである。 このようなポリマーは、 溶融状態でポリマー分子鎖が規則的 な並行配列をとる性質を有している。 溶融相が光学的異方性を示すことは、 直交 偏光子を利用した通常の偏光検査法により確認することができる。 一般のポリマ 一では溶融状態で等方性となるが、 溶融過程において異方性を示す場合には、 あ る温度領域で固相から異方性の液晶相を経て等方相に変化する。
また、 サーモト口ピック液晶樹脂には、 機械的異方性も確認することができる。 すなわち、 射出成形した場合に成形品表面の剥離ゃフイブリル化が著しく、 また 樹脂の流れ方向とそれに直角な方向との物性の差が大きいことなどが認められる。 サーモト口ピック液晶樹脂は、 一般に細長く、 偏平で、 分子の長鎖に沿って剛 性が高く、 同軸または並行の複数の連鎖伸長結合を有しているモノマーから製造 される。
上記サ一モト口ピック液晶樹脂としては、 例えば、 液晶性ポリエステル、 液晶 性ポリエステルイミド等、 具体的には (全) 芳香族ポリエステル、 ポリエステル アミ ド、 ポリエステル力一ポネート等が挙げられる。 好ましくは液晶性ポリエス
テルであり、 分子内にエステル結合を複数個含む限りポリエステルの範疇に含ま れる。 好ましいポリエステルは、 芳香族ポリエステルである。
上記発明において用いるサーモト口ピック液晶樹脂には、 一つの高分子鎖の一 部が異方性溶融相を形成するポリマーのセグメントで構成され、 残りの部分が異 方性溶融相を形成しないポリマーのセグメントから構成されるポリマ一も含まれ る。 また、 複数のサーモト口ピック液晶樹脂を複合したものも含まれる。
サ一モト口ピック液晶ポリエステルを構成するモノマーの代表例としては、
(a) 芳香族ジカルボン酸の少なくとも 1種、
(b) 芳香族ヒドロキシカルボン酸系化合物の少なくとも 1種、
(c) 芳香族ジォ一ル系化合物の少なくとも 1種、
(d) (ch) 芳香族ジチオール、 (d2) 芳香族チォフエノールおよび (d3) 芳香族チオールカルボン酸化合物の少なくとも 1種、
(e) 芳香族ヒドロキシルァミンおよび芳香族ジァミン系化合物の少なくとも 1種、
等が挙げられる。 これらは単独で用いられる場合もあるが、 多くは (a) および (c ) ; ( a) および (d) ; (a) 、 (b) および (c) ; (a) 、 (b) お よび (e) ; または (a) 、 (b) 、 (c) および (e) 等のように組合せて構 成される。
上記 (a) 芳香族ジカルボン酸系化合物としては、 テレフタル酸、 4, 4'ービ フエニルジカルボン酸、 4, 4'—トリフエニルジカルボン酸、 2, 6—ナフ夕レン ジカルボン酸、 1 , 4 _ナフ夕レンジカルボン酸、 2, 7—ナフ夕レンジカルボン 酸、 ジフエ二ルエーテル— 4. 4'—ジカルボン酸、 ジフエノキシェタン一 4, 4' —ジカルボン酸、 ジフエノキシブタン一 4, 4'—ジカルボン酸、 ジフエ二ルェ夕 ン一 4, 4'—ジカルボン酸、 イソフ夕ル酸、 ジフエ二ルエーテル一 3 , 3 '—ジ力 ルボン酸、 ジフエノキシェタン一 3, 3'—ジカルボン酸、 ジフエ二ルェタン一 3, 3'—ジカルボン酸、 1, 6—ナフタレンジカルボン酸等の芳香族ジカルボン酸、 またはクロロテレフタル酸、 ジクロロテレフタル酸、 ブロモテレフタル酸、 メチ ルテレフタル酸、 ジメチルテレフタル酸、 ェチルテレフタル酸、 メ卜キシテレフ タル酸、 ェトキシテレフタル酸等で代表される上記芳香族ジカルボン酸のアルキ
ル、 アルコキシまたはハロゲン置換体が挙げられる。
( b) 芳香族ヒドロキシカルボン酸系化合物としては、 4ーヒドロキシ安息香 酸、 3—ヒドロキシ安息香酸、 6—ヒドロキシー 2—ナフトェ酸、 6—ヒドロキ シー 1一ナフトェ酸等の芳香族ヒドロキシカルボン酸、 または 3 _メチル— 4一 ヒドロキシ安息香酸、 3, 5—ジメチルー 4—ヒドロキシ安息香酸、 2, 6—ジメ チル— 4—ヒドロキシ安息香酸、 3—メトキシ— 4—ヒドロキシ安息香酸、 3, 5 —ジメ トキシ— 4ーヒドロキシ安息香酸、 6—ヒドロキシー 5—メチル— 2—ナ フトェ酸、 6—ヒドロキシ— 5—メトキシー 2—ナフトェ酸、 2—クロロー 4一 ヒドロキシ安息香酸、 3—クロロー 4ーヒドロキシ安息香酸、 2. 3—ジクロロー 4ーヒドロキシ安息香酸、 3, 5—ジクロロ ー 4ーヒドロキシ安息香酸、 2, 5— ジクロロー 4ーヒドロキシ安息香酸、 3—ブロモー 4—ヒドロキシ安息香酸、 6 ーヒドロキシ一 5—クロロー 2—ナフ卜ェ酸、 6—ヒドロキシ一 7—クロ口 _ 2 一ナフトェ酸、 6—ヒドロキシ— 5, 7—ジクロロ— 2—ナフトェ酸等の芳香族ヒ ドロキシカルボン酸のアルキル、 アルコキシまたはハロゲン置換体が挙げられる。
(c) 芳香族ジオールとしては、 4, 4'—ジヒドロキシビフエニル、 3, 3'— ジヒドロキシビフエニル、 4, 4'—ジヒドロキシテルフエニル、 ハイ ドロキノン、 レゾルシン、 2, 6—ナフタレンジオール、 4, 4'—ジヒドロキシジフエ二ルェ一 テル、 ビス(4—ヒドロキシフエノキシ)ェタン、 3, 3'—ジヒドロキシジフエ二 ルェ一テル、 1 , 6—ナフタレンジオール、 2, 2—ビス(4ーヒドロキシフエニル) プロパン、 ビス(4ーヒドロキシフエニル)メタン等の芳香族ジオール、 またはク ロロハイ ドロキノン、 メチルハイドロキノン、 tert—ブチルハイドロキノン、 フ ェニルハイ ドロキノン、 メトキシハイ ドロキノン、 フエノキシハイ ドロキノン、 4一クロ口レゾルシン、 4—メチルレゾルシン等の芳香族ジオールのアルキル、 アルコキシまたはハロゲン置換体が挙げられる。
(d 芳香族ジチォ一ルとしては、 ベンゼン一 1, 4ージチオール、 ベンゼン
— 1, 3—ジチオール、 2, 6 _ナフタレン—ジチオール、 2, 7—ナフ夕レン一ジ チオール等が挙げられる。
(d2) 芳香族チォフエノールとしては、 4—メルカプトフエノール、 3—メル カプトフエノール、 6—メルカプトフエノール等が挙げられる。
(d3) 芳香族チォ一ルカルボン酸としては、 4—メルカプト安息香酸、 3—メ ルカプ卜安息香酸、 6—メルカプト一 2—ナフトェ酸、 7—メルカプト— 2—ナ フトェ酸等が挙げられる。
(e) 芳香族ヒドロキシルァミンまたは芳香族ジァミン系化合物としては、 4 ーァミノフエノール、 N—メチルー 4—ァミノフエノール、 1, 4一フエ二レンジ ァミン、 N—メチル— 1 , 4一フエ二レンジァミン、 N, N'—ジメチル _ 1 , 4 _ フエ二レンジァミン、 3—ァミノフエノール、 3—メチルー 4—アミノフエノ一 ル、 2—クロ口一 4—ァミノフエノール、 4—アミノー 1—ナフトール、 4—ァ ミノー 4'—ヒドロキシビフエニル、 4一アミノー 4 '—ヒドロキシジフェニルェ —テル、 4一アミノー 4 '―ヒドロキシジフエニルメタン、 4ーァミノ一 4'ーヒ ドロキシジフエニルスルフイ ド、 4, 4 '—ジアミノジフエニルスルフイ ド (チォ ジァニリン) 、 4, 4'ージアミノジフエニルスルホン、 2, 5—ジァミノ トルエン, 4, 4 ' 一エチレンジァニリン、 4, 4'—ジアミノジフエノキシェタン、 4, 4'一 ジアミノジフエ二ルメタン (メチレンジァニリン) 、 4. 4 '—ジアミノジフエ二 ルェ一テル (ォキシジァ二リン) 等か挙げられる。
上記発明で用いるサ一モト口ピック液晶ポリエステルは、 上記モノマーから溶 融ァシドリシス法やスラリー重合法等の多様なエステル形成法などにより製造す ることができる。
上記発明に用いる上で好適なサーモトロピック液晶ポリエステルの分子量は、 約 2, 000〜 20 0. 0 00、 好ましくは約 1 0, 000〜: L 0 0. 000である。 上記分子量の値は、 例えば圧縮フィルムについて赤外分光法により末端基を測定 して求めることができる。 また溶液状態で行う一般的な測定法である GP Cを用 いることもできる。
これらのモノマーから得られるサーモト口ピック液晶樹脂のうち、 下記一般式 〔11〕 で表されるモノマ一単位を必須成分として含む (共) 重合体である芳香族 ポリエステルが好ましい。 上記モノマ一単位を約 5モル%以上含むものが好まし い。
C 0 + 〔Π〕
本発明に用いる上で特に好ましい芳香族ポリエステルは、 Ρ —ヒドロキシ安息 香酸、 フタル酸およびジヒドロキシビフエニルの 3種の化合物からそれぞれ誘導 される構造の繰返し単位を有する下記一般式 〔I I I〕 で表されるポリエステルであ る。 このポリエステルにおいて、 ジヒドロキシビフエニルから誘導される構造の 繰り返し単位は、 その一部または全部をジヒドロキシベンゼンから誘導される繰 返し単位で置換することもできる。
また、 ρ —ヒドロキシ安息香酸およびヒドロキシナフ夕レンカルボン酸の 2種 の化合物からそれぞれ誘導される構造の繰返し単位を有する下記一般式 〔I V〕 で 表されるポリエステルも好ましく用いられる。
〔m〕
〕
--。"(〇 C 0 + 〔IV
本発明におけるサーモト口ピック液晶ポリエステルは、 単独で用いてもよいが、 2種以上を混合して使用してもよい。
本発明の第一において、 熱可塑性樹脂、 好ましくは L C Pに配合する接着効果 増強剤について順次説明する。
まず、 「含酸素炭化水素樹脂」 としては、 第 1に、 ォレフィンをカルボン酸、 フエノール、 アルコール等の含酸素化合物と共重合するか、 またはォレフィンの 重合により得られる炭化水素樹脂をこれら含酸素化合物により変性して得られる、 酸素原子を含有する炭化水素樹脂が挙げられる。 酸素原子は 1分子中に平均 0 . 1 〜 3個の割合で含まれていることが好ましい。 具体的には、 α—ピネン、 β —ピ ネン、 ジペンテン、 d—リモネン、 1 —リモネン等の不飽和のテルペン類単量体 から誘導される含酸素テルペン類炭化水素樹脂が例示される。 また、 好ましくは 遊離のカルボン酸または水酸基含有炭化水素樹脂である。 遊離のカルボン酸また は水酸基は、 炭化水素樹脂 1分子中に平均 0 . 1〜 3個の割合で含まれていること が好ましい。 より具体的には、 含酸素テルペン類炭化水素樹脂として、 テルペン 単量体とフエノール、 クレゾ一ル、 ハイ ドロキノン、 ビスフエノール A等のフエ ノール類との反応物またはその反応物の水素添加処理物が例示される。
その他、 含酸素テルペン類炭化水素樹脂は、 テルペン単量体とマレイン酸、 フ マル酸等の α , β一不飽和ジカルボン酸類との反応物またはその水素添加処理物で あってもよい。
さらに、 含酸素テルペン類炭化水素樹脂として、 環状テルペン化合物 1分子に、 フエノール、 クレゾ一ル、 ハイ ドロキノン、 ビスフエノール Α等のフエノール類 を 2分子以上の割合で付加して得られるテルペン骨格含有フエノール系多価化合 物またはその水素添加処理物を用いることもできる。
上記テルペン単量体とフエノール類との反応物は、 例えば、 これらの化合物を 用いてフリーデル—クラフツ反応を行うことにより、 また水素添加物は、 この化 合物を公知の方法で水素添加することにより得られる。 これらは、 市場において、 テルペンジフエノール、 テルペンフエノール系樹脂、 あるいは、 テルペン一フエ ノール共重合体樹脂等と呼ばれており、 例えば、 市販品としては 「Y Sポリス夕 一」 および 「マイティエース」 (いずれも商品名、 ヤスハラケミカル(株)製) な どがこれに相当する。
また、 上記テルペン単量体と α , 3—不飽和ジカルボン酸類との反応物は、 例え ば、 両化合物をディ一ルス一アルダー (D i e l s - A l d e r ) 反応により反応させること により、 また水素添加物は、 これらの化合物を公知の方法で水素添加することに
より得られる。 これらは、 市場において、 酸変性テルペン系樹脂、 あるいは、 酸 変性テルペン共重合体樹脂と呼ばれており、 例えば、 市販品としては 「T M— 6 0」 (商品名、 ヤスハラケミカル(株)製) がこれに相当する。
さらに、 上記環状テルペン化合物 1分子にフエノール類を 2分子以上の割合で 付加して得られるテルペン骨格含有フエノール系多価化合物は、 例えば、 テルべ ン単量体類とフエノール類とを当量比 1 : 2でフリ一デル—クラフツ反応を行う ことにより、 また水素添加物は、 これら化合物を公知の方法で水素添加すること により得られる。 例えば、 市販品としては 「Y P— 9 0」 (商品名、 ヤスハラケ ミカル(株)製) がこれに相当する。
「含酸素炭化水素樹脂」 の第 2としては、 含酸素炭化水素ワックス、 例えば水 酸基含有炭化水素ワックスが挙げられる。 このワックスは、 ポリオレフィン系炭 化水素骨格を有し、 その側鎖または末端に水酸基を有する常温固体のものである。 すなわち、 主鎖の炭素数が約 1 0 0〜 5 0 0のアルコールである。 これらのヮッ クスは、 例えば、 末端に水酸基を有するポリブタジエンを水素添加することによ り製造することができる。 市販品としては、 「ポリテール Η」 (商品名、 三菱化 学(株)製) などがこれに相当する。 その他、 含酸素ワックスは、 炭化水素ヮック スに過酸化物処理を行い酸素原子を導入することによつても製造することができ る。
次に、 本発明の第一において、 熱可塑性樹脂、 好ましくは L C Pに配合する 「ひ, 3—不飽和カルボン酸またはその酸無水物から誘導される構成単位を含む熱 可塑性エラストマ一」 としては、 ガラス転移点が低いもの、 好ましくは室温以下 のものを用いる。 構造上、 以下の 3種類に大別することができるが、 いずれも好 ましく用いることができる。 なお、 /3—不飽和カルボン酸またはその酸無水物 としては、 例えば、 アクリル酸、 メタアクリル酸などの α . 0—不飽和モノカルボ ン酸、 マレイン酸、 フマル酸、 フタル酸などの a , j3—不飽和ジカルボン酸、 無水 マレイン酸、 無水フタル酸などのひ, /3—不飽和ジカルボン酸無水物などが例示さ れる。
( 1 ) 主鎖の構成単位の一つとして、 α , —不飽和カルボン酸またはその酸無水 物から誘導される構成単位を含むランダム共重合型の熱可塑性エラストマ一
例えば、 ランダム共重合体型のエラストマ一の製造時に、 α. ]3—不飽和力ルポ ン酸またはその酸無水物を反応系中に共存させることにより製造する。 具体的に は、 スチレン—無水マレイン酸共重合体、 アクリル酸—アクリル酸エステル共重 合体などが挙げられる。
(2) 上記 ( 1) の方法で得られる構成部分を含むブロック共重合体型の熱可塑 性エラストマ一
すなわち、 ブロック共重合体型の熱可塑性エラストマ一において、 ブロック部 分の主鎖にひ . β一不飽和カルボン酸またはその酸無水物から誘導される構成単位 を含有させたものである。 具体的には、 例えばスチレン—ブタジエン一スチレン ブロック共重合体を製造する際に、 スチレンブロックにひ, /3—不飽和カルボン酸 またはその酸無水物、 例えば無水マレイン酸を共重合させることにより、 スチレ ンー無水マレイン酸共重合体プロックを含有するスチレン一ブタジエン—スチレ ンブロック共重合体を得る。 この共重合体のブ夕ジェンプロック部分を選択的に 水素添加することにより、 本項のプロック共重合体型の熱可塑性エラストマ一が 得られる。 なお、 上記水素添加物 (S EB S) は、 スチレンブロックの存在によ り熱可塑性を示す。 従って、 共重合における無水マレイン酸の配合割合は、 スチ レンブロックに起因する熱可塑性を阻害しない程度にとどめる。
(3) 別個に製造した熱可塑性エラストマ一を、 α, (3—不飽和カルボン酸また はその酸無水物により変性してなる変性熱可塑性エラストマ一
例えば、 エチレン一プロピレンゴム、 C4以上の α—才レフインを 1 5〜 8 0モ ル%含有するエチレン— α—才レフィン共重合体、 水素添加スチレン一エチレン 一ブタジエン—スチレンブロック共重合体などの熱可塑性エラストマ一に、 α. β 一不飽和カルボン酸またはその酸無水物を添加して、 有機過酸化物の存在下に溶 融混練することにより得られる。
上記エラストマ一の市販品の具体例としては、 ( 1 ) のスチレン一無水マレイ ン酸共重合体およびその誘導体の例として、 SMA Resin (商品名、 藤井義通商(株) 製) 力 (2) または (3) の無水マレイン酸で変性した水素添加スチレン—ェ チレン一ブタジエン一スチレンブロック共重合体の例として、 Kraton (商品名、 Shel l化学(株)製) およびタフテック M (商品名; マレイン化変性 S E B S、 旭
化成工業(株)製) が挙げられる。
これらの 3—不飽和カルボン酸またはその酸無水物から誘導される構成単位 を含む熱可塑性エラス卜マーは、 (1 ) ガラス転移点が室温以下であるために、 サ ーモト口ピック液晶ポリマーが比較的高温で固化した後も広い温度範囲で活発な 分子運動を行い、 金属体と相互作用を生ずる機会が多く、 また (2 ) 含有する α . 3—不飽和カルボン酸またはその酸無水物から誘導される官能基が、 金属表面、 または金属表面に存在するトリアジンチオール類化合物と水素結合を生じること により、 サーモト口ピック液晶ポリマーと金属体との接着性 (密着性) を向上さ せる。
また、 α , ]3—不飽和カルボン酸またはその酸無水物に起因する極性が発生し、 これにより上記エラストマ一と L C Ρとの親和性が増加するので、 エラストマ一 は L C Ρ組成物内に良好に分散して、 その結果、 接着状態が均一化されるという 効果も得られる。
本発明の第一において、 熱可塑性樹脂、 好ましくは L C Pに配合する 「ポリア ミ ド系樹脂」 は、 一般的にはジァミンとジカルボン酸との縮合反応により製造さ れるものである。 ジァミン系化合物が分子鎖の末端部に配置されたときに生成す るァミノ基 [― N H 2] 、 またはこれらジァミン系化合物がジカルボン酸との間で 生成するアミ ド結合 [一 C O N H— ] によって、 金属表面、 または、 金属表面上 の卜リアジンチオール類との間に強い相互作用を生じて、 優れた接着複合体を与 えるものである。
ポリアミ ド系樹脂の中でも、 芳香族ポリアミ ド、 ポリアミ ド一 4 6、 ポリアミ ドー 6 6、 ポリアミド一 6等の非液晶性の高融点ポリアミド系樹脂は、 L C Pの 耐熱性を損なうことが少ない点で優れている。
一方、 低融点、 または低ガラス転移点を有するポリアミド系エラストマ一は、 広範な温度範囲にわたって分子運動が活発であり、 しかもそのアミノ基、 アミド 結合等の官能基と金属体との相互作用を期待することができるので、 さらに接着 特性が向上した接着複合体を与えるため好ましい。
上記ポリアミ ド系エラストマ一は、 その構造上、 2種に大別することができ、 いずれも好ましく用いることができる。
その第 1は、 炭素数 1 0以上の脂肪族ジカルボン酸、 脂肪族ジァミン、 ァミノ 酸あるいはラクタムのいずれかをモノマーとしたポリアミ ド系樹脂であり、 ポリ アミ ドー 6 1 0 (へキサメチレンジァミンとセバシン酸) 、 ポリアミ ド一 1 1 ( 1 1一アミノウンデカン酸) 、 ポリアミ ド一 12 (ω—ラウロラクタム、 ある レ ま 12—アミノウンデカン酸) 等が例示される。
その第 2は、 構造上ハ一ドセグメン卜とソフトセグメントを有するプロック共 重合体型のものであって、 ハードセグメントとしてポリアミド構造を、 ソフトセ グメン卜としてポリエーテルまたはポリエーテルエステル構造を有するポリアミ ド系ブロック共重合体である。
ハ一ドセグメントを構成するポリアミ ド構造としては、 ポリアミ ド一 6、 ポリ アミ ド— 66、 ポリアミ ド一 6 10、 ポリアミド一 6 1 2、 ポリアミ ド— 1 1、 ポリアミド一 1 2、 芳香族ポリアミ ド等のポリアミ ド構造が例示される。
ソフトセグメントを構成するポリエーテルまたはポリエーテルエステル構造と しては、 ポリエチレングリコール、 ポリプロピレングリコール、 ポリテトラメチ レンダリコール等のポリエーテルまたはポリエーテルエステル構造が例示される。 これらは、 容易に市場から入手することができ、 その具体的な商品例は、 「熱 可塑性エラストマ一」 (199卜 2- 15) 化学工業日報社 Ρ. 210-235 に紹介されてお り、 本発明のポリアミ ド系エラストマ一として用いることができる。 具体的には、 ハードセグメントとしてポリアミ ド 1 2の構造を有し、 ソフトセグメントとして ポリエーテルの構造を有するポリアミ ド系熱可塑性エラストマ一である 「ΡΑΕ 12 1 0U」 (商品名、 宇部興産(株)製) などを例示することができる。
また、 その構造は、 例えば、 B. M. Walker, C. P. Rader編 "Handbook of Thermoplas t ic El as tomers econd edi t ion) ( 1988) Van Nos t rand R e i n h o 1 d , New York> p. 258-282 (Chapter 8)、 および N. R. Legge, G. Hoi den, H. E. Schroecler編 "Thermoplast ic Elastomers" ( 1987) H a n s e r , New York、 p. 197- 214 (Chapter 9Λ) , p. 215-230 (Chapter 9 B)等でに記載されれいる。
さらに、 本発明の第一において、 熱可塑性樹脂、 好ましくは L C Pに配合する 「非液晶性のポリエステル樹脂」 は、 L CPに比べて融点およびガラス転移点が 低いものである。 そのために、 組成物が溶融状態から固化する際に、 非液晶性ポ
リエステル樹脂は固化速度が遅く、 溶融樹脂が固化する過程において分子運動の 自由度が大きく、 結果として、 金属表面、 または、 金属表面上のトリアジンチォ ール類との間に相互作用を生じる機会が多く、 優れた接着複合体を与えるものと 考えられる。
非液晶性のポリエステル樹脂としては、 P B T (ポリブチレンテレフ夕レート) 、 P C T (ポリシクロへキサンジメチレンテレフタレ一卜) 、 P E T (ポリエチレ ンテレフ夕レート) 等の高融点ポリエステル系樹脂が例示され、 これらは液晶ポ リマーの耐熱性を損なうことが少ない点で好ましい。
また、 低融点または低ガラス転移点を有するポリエステル系熱可塑性エラスト マーは、 広範な温度範囲にわたって分子運動が活発であり、 そのため溶融時にェ ラストマ一と金属体との相互作用が生じ易く、 接着特性に優れた接着複合体を与 えるので好ましい。
ここで用いるポリエステル系熱可塑性エラス卜マーは、 巨視的な構造の点から 次の 2種に分類することができる。 いずれも単独でまたは混合して L C Pに配合 することができる。
第 1のポリエステル系熱可塑性エラストマ一は、 P E T (ポリエチレンテレフ 夕レート) 、 P B T (ポリブチレンテレフ夕レート) 、 P C T (ポリシクロへキ サンジメチレンテレフ夕レート) 、 P E N (ポリエチレンナフ夕レート) 等の芳 香族ジカルボン酸と脂肪族ジオールとのポリエステルにおいて、 ジカルボン酸か ら誘導される構成単位の少なくとも一部を、 長鎖アルキル成分を含有する炭素数 が 3 0以上のジカルボン酸、 例えばダイマー酸から誘導される構成単位に置換し たコポリエステルである。
ダイマー酸以外のジカルボン酸から誘導される構成単位は、 好ましくはテレフ タル酸、 ナフ夕レンジカルボン酸などの芳香族ジカルボン酸から誘導されるもの である。 ジオールから誘導される構成単位は、 エチレングリコール、 1 , 4ーブ夕 ンジォ一ル、 1 , 4ーシクロへキサンジオールなどの脂肪族ジオールから誘導され るものである。
ここで用いるダイマー酸として代表的なものは、 炭素数 3 6のジカルボン酸で あって、 トール油等の乾性油や半乾性油などから得られる精製植物性不飽和脂肪
酸を熱重合して得られるものである。 原料、 触媒の有無とその種類、 反応条件、 反応後の分離条件等を変えることにより、 重合、 環化、 異性化等の各種反応の組 合わせに応じて、 構造の大きく異なるダイマー酸が得られる。 好ましくは、 さら に水素添加したダイマー酸を用いる。 本発明においては、 ダイマー酸としていず れの構造のものも使用することができる。
水素添加したダイマ一酸の代表的な構造としては、 下記式 〔V〕 、 〔VI〕 および 〔VI I〕 に示すような直鎖脂肪族型、 脂環族型および芳香族型の 3種の長鎖力ルポ ン酸が例示される。
R 1-CH- R3COO H
I 〔V〕
R2-CH- C H2- R4COOH
(式中、 R i〜R4は同一または異なる炭化水素基であり
その合計炭素数は 31である。 ) OH 〔VI〕
(式中、 R'1~R'4は同一または異なる炭化水素基であり
その合計炭素数は 28である。 )
(式中、 R ' 〜 R "4は同—または異なる炭化水素基であリ
その合計炭素数は 28である。 )
具体的な水素添加ダイマー酸としては、 例えば、 いずれもュニケマ社製の
「P R I P OL 1 00 8」 (商品名 ;炭素数 36、 芳香族型:脂環族型:直鎖脂 肪族型のモル比 = 9 : 5 4 : 3 7のダイマ一酸) 、 「PR I POL 1 0 0 9」
(商品名 ; 炭素数 3 6、 芳香族型:脂環族型:直鎖脂肪族型のモル比 = 1 3 : 6 4 : 2 3のダイマ一酸) 、 およびそれらのエステル誘導体、 例えば、 上記 P R I POL 1 0 0 8のダイマー酸のジメチルエステルである 「PR I PLAST 3 0 0 8」 (商品名) などが例示される。 これらは単独でまたは混合して他のジカ ルボン酸とともに縮合することができる。
なお、 本発明において用いるダイマー酸としては、 例えば下記式に示す混合物 からなるハリマ化成(株)製の 「ハリダイマ一 30 0」 (商品名) が挙げられる。
長鎖アルキル成分で構成される炭素数が 30以上のジカルボン酸、 例えばダイ マ一酸または水素添加ダイマ一酸の使用量は、 ポリエステルエラストマ一のジカ ルボン酸に相当する構成単位の合計モル数に対して 0. 1 ~30モル%、 好ましく は 1〜 20モル%、 さらに好ましくは 3〜 1 0モル%である。
具体例としては、 ジメチルテレフ夕レートと 1, 4—ブタンジオールを原料とし て P BTを製造する際に、 上記例示のようなダイマ一酸を単独でまたは混合物と して上記割合で混合して製造したポリエステルエラストマ一が挙げられる。 これ らは、 特開平 5— 5 1 5 20号公報、 特開平 5— 1 1 7 5 1 2公報、 特開平 5— 1 7 1 0 1 5号公報、 特開平 5— 2 142 1 9号公報、 特開平 5— 295240 号公報、 特開平 6 — 7 3 27 7号公報、 特開平 8— 2 1 7 9 6 5号公報等に記載 されている方法により製造することができる。 水添ダイマー酸含有熱可塑性エラ ストマ一の市販品としては、 カネボウ合繊(株)製の 「PO 2 1 20」 、 「P〇 2 1 2 1」 (いずれも商品名) 等が挙げられる。
また、 このようなダイマ一酸を共重合させたポリエステル系熱可塑性エラスト マ一は、 サーモト口ピック液晶樹脂の流動性を向上させることにより、 射出成形 時の所要充塡圧力を低下させるので、 リードフレーム等の封止部材の損傷を回避 する効果も有する。
第 2のポリエステル系熱可塑性エラストマ一は、 巨視的な構造の点から、 ハー ドセグメントとソフトセグメン卜とのプロックポリエステル共重合体からなる熱 可塑性エラストマ一である。 ハードセグメントとしては結晶性ポリエステル構造 を、 ソフトセグメントとしてはポリエーテル構造または非晶性のポリエステル構 造を有するブロック共重合体である。 ハードセグメントを構成する構造としては P ET、 P BT、 PEN, P CT等に相当する芳香族ジカルボン酸と脂肪族ジォ —ルとのポリエステル構造が例示される。 またソフトセグメントを構成する構造 としては、 ポリエチレングリコール、 ポリプロピレングリコール、 ポリテトラメ チレングリコール等に相当するポリエーテル構成が例示される。 これらは、 容易 に市場から入手することができ、 例えば、 「熱可塑性エラストマ一」 (199卜 2- 15) 化学工業日報社 P. 184-207 に記載されている。
また、 その構造は、 例えば、 Β· M. Walker, C. P. Rader編 "Handbook of
Thermo las t ic Elastomers (second edi t ion)" ( 1988) Van No s t r and Re i nh o 1 d , New York, p. 181 -223 (Chapter 6)、 および N. R. Legge, G. Hoi den, 〖し E. Schroeder編 hermoplast ic Elas tomers ( 1987) H a n s e r , New York、 p . 163- 196 (Chapter 8) 等に記載されている。
前記第 1のポリエステル系熱可塑性エラストマ一は、 ソフトセグメントが均一 微細に存在するランダム構造を有しており、 第 2のものはソフトセグメントが局 部的に存在するブロック構造を有すると考えられる。
以上詳述した本発明の第一において、 金属体、 好ましくはトリアジンチオール 類化合物で表面処理を施した金属体に接着させる熱可塑性樹脂に各種接着効果増 強剤を配合するには、 公知の方法を採用することができる。
すなわち,適宜の配合割合とした接着効果増強剤とサーモト口ピック液晶樹脂と を、 あらかじめ混練機で溶融混練するか、 または射出成形機の溶融工程中で溶融 混練すればよい。 配合比は、 耐熱性、 剛性、 加工性などのバランスを考慮して調 整する。
通常の電気部材ゃ光学部材の封止用の樹脂材料を得るためには、 各接着効果増 強剤を樹脂成分全体に対して 0. 5〜40 %の範囲で使用する。
なお、 含酸素炭化水素樹脂の場合には、 好ましくは熱可塑性樹脂 1 00重量部 に対して、 0. 1〜30重量部、 さらに好ましくは 0. 5〜20重量部である。 ま た、 α, /3—不飽和カルボン酸またはその酸無水物から誘導される構成単位を含む 熱可塑性エラストマ一、 およびはポリアミド系熱可塑性エラストマ一の場合には、 各エラストマ一 1〜 30重量部とサーモト口ピック液晶樹脂 9 9〜 7 0重量部 (両成分の合計を 100重量部とする) の割合で配合することが好ましい。 また、 ポリエステル系熱可塑性エラス卜マーの場合には、 上記エラストマ一 1〜40重 量部とサーモト口ピック液晶樹脂 99〜60重量部 (両成分の合計を 1 00重量 部とする) の割合で配合することが好ましい。
本発明の第一において用いる樹脂組成物には、 目的に応じて種々の添加物を配 合することができる。 例えば、 無機または有機充塡剤 (ガラス繊維、 炭素繊維、 タルク、 マイ力、 炭酸カルシウム、 クレー、 硫酸カルシウム、 水酸化マグネシゥ ム、 シリカ、 アルミナ、 硫酸バリウム、 酸化チタン、 酸化亜鉛、 黒鉛、 木粉、 各
種ゥイスカー、 金属粉、 金属繊維等) 、 各種安定剤 (酸化防止剤、 紫外線吸収剤、 光安定剤、 金属不活性化剤等) 、 顔料、 染料、 可塑剤、 オイル、 滑剤、 造核剤、 帯電防止剤、 難燃剤等が挙げられる。
充塡剤の配合量は、 一般に上記各種の添加物を含む樹脂組成物の合計重量に対 して 1〜 9 0重量%、 好ましくは 5〜 8 5重量%の範囲である。
なお、 熱可塑性樹脂、 特に液晶樹脂のような固化時の収縮の異方性が大きい熱 可塑性樹脂においては、 収縮の異方性を緩和することも接着性 (密着性) を向上 させる上で有効である。 すなわち、 熱可塑性樹脂の収縮異方性は、 等方性の収縮 を示す金属体との相対的関係において必然的に剥離力として作用するため、 熱可 塑性樹脂の収縮異方性を抑制あるいは緩和すれば、 接着性 (密着性) の向上が期 待される。 上記の収縮異方性を抑制あるいは緩和するため、 収縮異方性の小さい 別の熱可塑性樹脂をブレンドする手法、 またはァスぺク ト比の小さい充塡剤を配 合する方法が有効である。
収縮異方性の高い特徴を有する液晶樹脂を例にとれば、 これにブレンドする収 縮異方性の小さい別の熱可塑性樹脂の具体例としては、 ポリカーボネート樹脂、 ポリアリレー卜樹脂等が挙げられる。 熱可塑性樹脂 1 0 0重量部当たり、 これら 収縮異方性の小さい別の熱可塑性樹脂を 1〜 3 0重量部配合することができる。 収縮異方性を抑制あるいは緩和する目的のために配合するアスペク ト比の小さ ぃ充塡剤としては、 具体的には、 タルク、 シリカ、 炭酸カルシウム等の粒状の充 塡剤が挙げられる。 アスペクト比は、 好ましくは 1 0以下である。 これらのァス ぺク ト比の小さい充塡剤の配合量は、 上記各種の添加物を含む樹脂組成物の合計 重量に対して 1〜 9 0重量%、 好ましくは 5〜 8 5重量%の範囲である。
さらに、 前記のように、 熱可塑性エラス卜マ一を配合して見かけのガラス転移 温度を低下させるほか、 実質的に活発な分子運動の期間 (時間) を延長させるた めには、 金型冷却温度を通常設定する温度よりも高くする方法がある。 具体的に は、 金型冷却温度を、 「 (熱可塑性樹脂のガラス転移点一 2 0 ) 〜 (熱可塑性 樹脂の融点 + 2 0 ) 」 の範囲に設定することが好ましい。 なお、 この温度範囲 は、 一般には通常設定される金型冷却温度よりも高い温度である。
また、 ィンサー卜成形等においてはィンサート部材を予備加熱することが多い。
この予備加熱温度を通常設定する温度より高くすることも、 上記の目的のために 有効である。 具体的には、 上記と同様に、 インサート部材の予備加熱温度を、
「 (熱可塑性樹脂のガラス転移点一 2 0 °C ) 〜 (熱可塑性樹脂の融点 + 2 0 °C) 」 の範囲に設定することが好ましい。 この温度範囲は、 一般には通常設定される予 備加熱温度よりも高い温度である。
本発明の第一においては、 上記のように、 金属表面と熱可塑性樹脂中に含まれ る接着.効果増強剤との相互作用、 金属表面に存在するトリアジンチオール類化合 物と熱可塑性樹脂との相互作用、 または金属表面に存在するトリアジンチオール 類化合物と熱可塑性樹脂中に含まれる接着効果増強剤との相互作用に起因して接 着効果が得られる。 従って、 これらの相互作用を十二分に発揮させるためには、 溶融状態にある熱可塑性樹脂と、 金属体、 好ましくはトリアジンチオール類化合 物により処理した金属体と接触させることが必要である。 特に、 熱可塑性樹脂中 に含まれる接着効果増強剤を利用する場合には、 溶融樹脂と接触させることによ り、 分子運動を積極的に行わせて接着効果増強剤を熱可塑性樹脂内部から表面に 移行させ、 金属表面と接触させることによって、 前記相互作用をさらに増大させ ることができる。 このように、 本発明においては、 熱可塑性樹脂を溶融状態にお いて金属体と接触させ接着することがきわめて重要である。
得られた樹脂組成物は、 適宜の溶融成形機、 例えば射出成形機により溶融射出 し、 金属体、 好ましくはトリアジンチォ一ル類化合物により表面処理を施した金 属体と、 樹脂の溶融下で接着させる。 具体的な部材としてリードフレームを例に とると、 金属製リードフレームに、 好ましくはあらかじめトリアジンチオール類 化合物により表面処理を施して、 封止成形におけるインサート部材とする。 これ を常法により金型内にセットし (はめ込み) 、 樹脂を溶融射出することにより封 止成形を行い、 封止部品としての接着複合体を得る。
また、 金属体または表面処理を施した金属体をアウトサート部材として、 ァゥ トサー卜成形により樹脂を溶融射出して接着複合体を得ることもできる。 その外、 樹脂と金属体、 または表面処理を施した金属体とを接触させ、 樹脂を加熱溶融し て熱プレス成形等を行うことにより接着複合体を得ることもできる。
本発明の接着複合体は、 一般工業部品、 および電気、 電子、 光学等の各種部品
として用いられる。 これらの部品の代表的な形態としては、 ランプソケット、 デ イストリビュー夕一キャップ、 ィグニシヨンコイル、 ヒューズケース、 各種スィ ツチ、 ブラケット、 ボビン、 インテ一クテンペラチヤ一コントロールパネル、 バ ィメタルバキュームスイッチングバルブ、 ガソリンタンク等の自動車部品、 樹脂 被覆鋼板、 樹脂被覆金属管、 コネクタ、 ブラケット端子台座、 コイルポビン、 チ ユーナ部品リレー、 ソケット、 スィッチ、 ミシンモー夕一ケース、 中継端子取付 けターミナル、 ヒューズケ一ス、 コンデンサ一ケース、 C Dプレーヤーシャーシ、 H D Dシャーシ等の電気部品、 ポンプケーシングゃカメラ等の外装部品等の一般 工業部品、 および電気、 電子、 光学の各分野で使用されるリードフレーム封止部 材等が挙げられる。
次に、 本発明の第二は、 金属体、 好ましくはトリアジンチアゾール類化合物に より表面処理を施した金属体と、 芳香族ヒドロキシルァミン、 芳香族ジァミンお よび芳香族ァミノカルボン酸からなる群から選ばれる少なくとも一つを構成モノ マーとして含有するサーモト口ピック液晶樹脂とを接着してなる接着複合体に関 するものである。
上記発明においては、 金属と L C Pとの接着性 (密着性) を向上させるために、 芳香族ヒドロキシルァミン、 芳香族ジァミンおよび芳香族ァミノカルボン酸から なる群から選ばれる少なくとも一つを構成モノマ一として含有する L C Pを選択 し、 金属との溶融接着を行う。 また、 L C Pの構成成分である窒素含有基と、 表 面処理により金属表面に付与した卜リアジンチオール類化合物との相互作用を利 用し、 さらに金属との接着性 (密着性) を向上させるため、 好ましくは L C Pに 前記接着効果増強剤を加える。
ここで使用する金属体は、 上記本発明の第一の場合と同一のものを用いること ができ、 また同様に、 前記式 〔I〕 に示す構造のトリアジンチオール類化合物によ り表面処理を施すことによって、 接着性を向上させることができる。
本発明の第二において用いる L C Pとしては、 液晶性ポリエステル一アミ ド、 ポリエステル一アミドーカーボネート等が挙げられ、 好ましくはサーモトロピッ ク液晶ポリエステル一アミド樹脂、 さらに好ましくは芳香族ポリエステル一アミ ドである。
上記 L C Pの構成モノマーとして挙げた芳香族ヒドロキシルァミンおよび芳香 族ジァミンは、 先に本発明の第一においてサ一モト口ピック液晶ポリエステルを 構成するモノマーの代表例として挙げた成分 (a ) 〜 (e ) の中の成分 (e ) と 同一のものを用いることができる。 また、 芳香族ァミノカルボン酸としては、 m ーァミノ安息香酸、 p—ァミノ安息香酸、 p—( 4—ァミノフエニル)安息香酸な どが例示される。
芳香族ヒドロキシルァミン、 芳香族ジアミンおよび芳香族アミノカルボン酸は、 各単独で使用してもよくまた混合して使用してもよい。
なお、 芳香族ヒドロキシルァミン、 芳香族ジァミンまたは芳香族ァミノカルボ ン酸のみで L C Pを構成することも可能であるが、 通常は、 前記成分 (a ) から ( d ) のモノマーを含むものである。
L C Pに芳香族ヒドロキシルァミン、 芳香族ジァミンおよび芳香族ァミノカル ボン酸からなる群から選ばれる少なくとも一つを構成モノマーとして含有させる ことにより、 L C Pの末端にアミノ基を付与したり、 あるいは主鎖もしくは側鎖 中にアミ ド結合 (一 N R— C O—) を付与することができる。 ここで、 上記アミ ド結合における Rは、 水素原子または結合を表す。 従って、 本発明のサーモト口 ピック液晶樹脂は、 アミノ基を有するか、 または主鎖もしくは側鎖中にアミ ド結 合を有するものである。
芳香族ヒドロキシルァミン、 芳香族ジァミンおよび芳香族ァミノカルボン酸か らなる群から選ばれる少なくとも一つを構成モノマ一として含有する L C Pが優 れた接着複合体を与える理由としては、 サーモトロピック液晶樹脂の分子中にお いて、 これらの化合物中の窒素含有基が分子鎖末端部に配置されたときに生成す る基、 例えばアミノ基、 またはァミノ基がカルボン酸との間で形成するアミ ド結 合 (— N R— C O—) 部分と、 金属表面、 または、 金属表面上のトリアジンチォ ール類との間に強い相互作用が存在するためと思われる。
上記本発明の第二において用いるサ一モトロピック液晶樹脂としては、 好まし くは前記の通りサーモトロピック液晶ポリエステル—アミド樹脂が挙げられる。 この樹脂は、 上記モノマーから溶融ァシドリシス法やスラリー重合法等の多様な エステル形成法等により製造することができる。 例えば、 いくつかのサーモト口
P J 98/0262
26 ピック液晶ポリエステル一アミ ドについて、 製造方法が特開昭 5 7— 1 7 7 0 2 1号公報、 特開昭 6 1— 2 5 4 6 2 2号公報および特開平 0 1— 3 1 9 5 3 4号 公報などに開示されている。
芳香族ヒドロキシルァミン、 芳香族ジァミンおよび芳香族ァミノカルボン酸な どの構成モノマーの合計含有量は、 全モノマー量 1 0 0モル%に対して 5 0モル %以下、 好ましくは 1〜 4 0モル%の範囲である。
なお、 本発明に用いる好適なサーモト口ピック液晶樹脂の分子量の範囲および その測定法は、 本発明の第一の場合と同様である。
また、 上記芳香族ポリエステル一アミドのうち、 ポリエステル部分としては、 本発明の第一の場合と同様に、 前記式 〔Π〕 、 ( I I I ] および 〔I V〕 で表される構 成モノマーを含むものが好ましい。
なお、 本発明の第二においては、 本発明の第一の場合と全く同様に、 各種の接 着効果増強剤および添加物を配合することができる。 また、 金型冷却温度やイン サート部材の予備加熱温度を通常よりも高く設定することが好ましい点も同様で ある。 さらに、 含酸素炭化水素樹脂等の配合方法や接着複合体の製作方法および その用途についても同様である。
次に、 本発明の第三は、 前記接着複合体に用いられる、 封止用樹脂として好適 なし C P組成物に関するものである。
すなわち、 炭化水素樹脂、 α , /3—不飽和カルボン酸またはその酸無水物から誘 導される構成単位を含む熱可塑性エラス卜マー、 ポリアミド系熱可塑性エラスト マ一およびポリエステル系熱可塑性エラストマ一からなる群から選ばれる少なく とも 1つの樹脂 0 . 5〜 4 0重量%を含有するサーモト口ピック液晶樹脂組成物に 関する。
ここで用いるサ一モト口ピック液晶樹脂は、 前記本発明の第一の場合と同様、 成分 (a ) 〜 (e ) のモノマ一からなる芳香族ポリエステルである。
上記樹脂類のうち、 α . /3—不飽和カルボン酸またはその酸無水物から誘導され る構成単位を含む熱可塑性エラストマ一、 ポリアミ ド系熱可塑性エラストマ一お よびポリエステル系熱可塑性エラス卜マ一としては、 本発明の第一において、 金 属体との接着複合体を形成する際に有効な接着効果増強剤として詳述したものを
P T JP98/02623
27 用いることができる。
また、 上記炭化水素樹脂としては、 「テルペン類樹脂」 が挙げられ、 これを L
C Pに添加することにより、 射出注入や金型充塡に必要な充塡圧力を低減するこ とが可能である。 以下、 テルペン類樹脂について説明する。
上記発明において用いるテルペン類樹脂とは、 テルペン系化合物の単独重合体、 または、 テルペン系化合物と極性化合物との共重合体であって、 3 ~ 2 0個のモ ノマー分子からなる重合体を主成分とするものを指す。 またこれらの水素添加処 理物も挙げられる。
テルペン系化合物と共重合可能な極性化合物としては、 芳香族ビニルモノマー、 フエノール系化合物、 不飽和カルボン酸などが挙げられる。
これらテルペン系化合物の単独重合体、 またはテルペン系化合物と極性化合物 との共重合体は、 有機溶媒中でフリーデルークラフツ型触媒の存在下に、 テルべ ン系化合物単独、 またはテルペン系化合物と芳香族ビニルモノマ一、 フエノール 系化合物、 不飽和カルボン酸もしくはこれらの混合物とを反応させることにより 得られる。 これらの水素添加処理物は、 公知の水素添加処理により製造すること ができる。
テルペン系化合物としては、 α —ピネン、 j3—ピネン、 リモネン、 α—テルビ ネン、 /3—テルビネン、 ァーテルビネン、 ジペンテン等が例示される。
芳香族ビニルモノマーとしては、 スチレン、 α —メチルスチレン、 ビニルトル ェン等が挙げられる。
フエノール系化合物としては、 フエノール、 クレゾール、 ビスフエノール Α等 を例示することができる。
また、 不飽和カルボン酸としては、 ひ, /3—不飽和カルボン酸またはその無水物、 例えば無水マレイン酸などが挙げられる。 テルペン系化合物と不飽和カルボン酸 との共重合体の場合には、 充塡圧力を低下させるほか、 金属との接着強度を向上 させるという効果を得ることもできる。
このようにして得られるテルペン類樹脂としては、 例えば、 ヤスハラケミカル
(株)より、 「Y Sレジン P X」 、 「Y Sレジン T〇」 、 「Y Sレジン T R」 、 「クロアリン」 、 「Y Sポリス夕一」 、 「マイティエース」 、 「Y P— 9 0」 、
「T M— 6 0」 等の商品名のものが市販されており、 容易に入手することができ る。
また、 C 9系石油樹脂の芳香族環を水素化することにより得られる、 脂環構造を 有する石油樹脂は、 いわゆるテルペン樹脂と類似の構造を有し、 同様の効果が期 待される。 従って、 本発明に用いるテルペン類樹脂には水素添加 C 9系石油樹脂も 含まれる。 このような石油樹脂としては、 例えば荒川化学(株)製の脂環族飽和炭 化水素樹脂である 「アルコン P」 (商品名、 完全水素化品) や 「アルコン MJ (商品名、 部分水素化品) を入手することができる。
これらの中で、 テルペン系化合物とフエノール系化合物とを反応させて得られ る 3〜 1 0分子からなる重合体を主成分とするものが好ましい。
テルペン類樹脂を配合することにより本発明の効果が得られる理由は明かでは ないが、 テルペン類樹脂が、 テルペン構造、 あるいは成分として含有するフエノ ール系化合物の水酸基の親和性などによって容易にサーモト口ピック液晶樹脂分 子の間に入り込み、 分子間の滑りを向上させることによると考えられる。 従って、 テルペン類樹脂の中でも、 テルペン系化合物とフエノール系化合物を反応させて 得られる重合体を主成分とするものが好ましい。
上記発明の組成物に対しては、 さらに他の樹脂を配合することもできる。 配合 する他の樹脂としては、 熱可塑柱樹脂および熱硬化性樹脂のいずれでもよいが、 好ましくはポリアミド樹脂、 ポリ力一ポネート樹脂、 ポリエチレンテレフタレ一 ト樹脂、 ポリブチレンテレフタレ一卜樹脂、 ポリフエ二レンサルファイ ド樹脂、 ポリエーテルサルフォン樹脂、 ポリサルフォン樹脂、 ポリエーテルケトン樹脂、 ポリエーテルエ一テルケトン樹脂などのいわゆる熱可塑性のエンジニアリングプ ラスチックが例示される。
上記他の熱可塑性樹脂の配合量は、 本発明に用いる L C P 1 0 0重量部あたり 1〜 2 0 0重量部、 好ましくは 1〜 1 0 0重量部、 さらに好ましくは 1〜 5 0重 量部である。
さらに上記発明の樹脂組成物に対して、 耐熱性や機械的性質を向上させるため に強化剤または充塡剤を添加することができる。 強化剤または充塡剤の具体例と しては、 繊維状、 粉粒状および両者の混合物が挙げられる。
繊維状の強化剤としてはガラス繊維、 シラスガラス繊維、 アルミナ繊維、 炭化 ゲイ素繊維、 セラミック繊維、 アスベスト繊維、 石こう繊維、 金属繊維 (例えば ステンレス鋼繊維など) 等の無機質繊維および炭素繊維などが挙げられる。
また粉粒状の強化剤としては、 ウォラストナイ ト、 セリサイ ト、 カオリン、 マ イカ、 クレー、 ベントナイト、 アスベスト、 タルク、 アルミナシリケートなどの ケィ酸塩、 アルミナ、 酸化ケィ素、 酸化マグネシウム、 酸化ジルコニウム、 酸化 チタンなどの金属酸化物、 炭酸カルシウム、 炭酸マグネシウム、 ドロマイ トなど の炭酸塩、 硫酸カルシウム、 ピロ硫酸カルシウム、 硫酸バリウムなどの硫酸塩、 ガラスビーズ、 窒化ほう素、 炭化ケィ素、 サロヤンなどが挙げられる。 これらは 中空であってもよく、 例えば、 中空ガラス繊維、 ガラスマイクロバルーン、 シラ スバル一ン、 カーボンバルーンなどが挙げられる。
上記強化剤は、 必要に応じシラン系またはチタン系の力ップリング剤で予備処 理を行って使用することもできる。
強化剤および充塡剤などは、 組成物全体に対して 8 0重量%以下、 好ましくは 7 0重量%以下を配合することができる。
また、 上記発明の樹脂組成物には、 酸化防止剤、 熱安定剤、 紫外線吸収剤、 骨 剤および離型剤、 染料や顔料を含む着色剤、 難燃剤、 可塑剤、 帯電防止剤などの 通常の添加剤を添加し、 所定の特性を付与することができる。
熱安定剤としては、 例えば、 ヒンダードフエノール、 ヒドロキノン、 フォスフ アイ ト類およびこれらの置換体などが挙げられる。
紫外線吸収剤としては、 例えば、 レゾルシノール、 サリシレート、 ベンゾ卜リ ァゾール、 ベンゾフエノンなどが用いられる。
また、 染料としてはニトロシンなどが、 顔料としては、 硫化カドミウム、 フタ ロシアニン、 カーボンブラックなどを添加することができる。
上記発明において、 L C Pとテルペン類樹脂とを混合するには、 従来公知の方 法を用いることができる。 例えば、 押出機を用いて加熱溶融し混合する方法、 L C Pを溶融合成する過程でテルペン系樹脂を混合する方法などが挙げられるが、 本発明においては、 押出機により溶融混練する方法が簡便であり、 しかも均一に 混合することができるので特に好ましい。 溶融混練を行う装置としては、 バンバ
リーミキサー、 スタチックミキサー口一ラ一、 ニーダ一等を連続的にあるいは回 分式に用いることができるが、 単軸押出機または二軸押出機を連続で用いること が効果的である。
なお、 前記他の熱可塑性樹脂を混合する方法としては、 上記発明の組成物の製 造と同時に混合してもよいし、 またはあらかじめ調製した本発明の組成物に混合 してもよい。 あるいは L C Pに他の樹脂をあらかじめ混合した後、 テルペン類樹 脂を混合してもよい。
なお、 本発明の第三において、 前記ポリエステル系熱可塑性エラストマ一を添 加する場合には、 低いウエルド強度、 表面のフィブリル化剝離、 収縮率の異方性 に起因する反りなどを改良する効果が得られる。 これらの効果は、 本発明の第一 において述べた 2種の熱可塑性ポリエステル系エラストマ一のうち、 ブロック構 造を有するものよりもランダム構造を有するものの方が優れており、 特に水素添 加ダイマー酸含有熱可塑性エラストマ一を用いると大きな効果が得られる。
ランダム構造を有するポリエステル系エラストマ一、 特に水素添加ダイマー酸 を含有するものが優れた効果を示す理由は明かではない。 ただし、 サーモトロピ ック液晶樹脂の上記問題点を改善する要因は、 主としてポリエステル系熱可塑性 エラストマ一分子に存在するソフトセグメント部分とサ一モト口ピック液晶樹脂 分子との相互作用であると考えられる。 従って、 ソフトセグメントが局部的に存 在するプロック構造を有するものよりも、 ソフトセグメン卜が均一かつ微細に分 散して存在するランダム構造を有する水添ダイマー酸含有熱可塑性エラストマ一 の方が、 均一で広範囲に相互作用を発揮することができるために、 L C Pの特性 を改良する効果が大きいと考えられる。
電気、 電子、 光学などの分野の素子の封止材料として使用可能なサーモトロピ ック液晶樹脂組成物、 あるいは低圧成形で薄肉成形品を得ることが可能なサーモ トロピック液晶樹脂組成物を提供するためには、 低分子量のポリエステル系熱可 塑性エラストマ一を使用すればよい。
この特性をさらに改善するためには、 前記テルべン類樹脂を添加することが効 果的である。
上記本発明の第三において、 各種樹脂を添加する際の配合量は、 いずれの場合
も組成物全体に対して 0. 5〜40重量%であり、 好ましくは 3〜 20重量%であ る。 0. 5重量%未満では発明の効果が十分に発揮されず、 40重量%を超えると 機械的特性等の低下が著しい。 なお、 テルペン系樹脂の場合には、 好ましくは組 成物全体に対して 0. 5〜 10重量%であり、 さらに好ましくは 1〜3重量%であ る。 図面の簡単な説明
第 1図 (a) は接着評価に用いた金型の略示断面図であり、 第 1図 (b) は金 属体の平面図である。
第 2図 (a) および (b) は最小充塡圧力測定のために成形する試験片のそれ ぞれ側面図および正面図である。
第 3図は、 ウエルド強度測定用試験片の平面図である。
第 4図は、 反り測定用試験片の平面図である。 発明を実施するための最良の形態
以下、 実施例により本発明をさらに説明する。
1. サ一モト口ピック液晶樹脂
使用したサ一モト口ピック液晶樹脂の組成は以下の通りである。
<L C P>
フタル酸 Zィソフタル酸/ P—ヒドロキシ安息香酸 Z 4. 4 '—ジヒドロキシビ フエニルからそれぞれ誘導される繰返し単位を有するサ一モト口ピック液晶樹脂 であって、 各モル比は、 0. 7 5 / 0. 25/3/1である。 ホットステージを装 着した偏光顕微鏡を用いて観察したところ、 340 ^以上の溶融状態において光 学的異方性を示した。
<L CP- 1>
アミノ系 L CPであり、 フタル酸 Zイソフ夕ル酸 Zp—ヒドロキシ安息香酸 Z 4, 4'ージヒドロキシビフエニルノ 4—アミノフエノールからそれぞれ誘導され る繰返し単位を有するサ一モト口ピック液晶樹脂であって、 各モル比は、 0. 75 /0. 25/ 3Z 1 0. 25である。 この樹脂も、 上記と同様の方法により光学
的異方性を示した。
ぐ L C P - 2 >
アミノ系 LCPであり、 フ夕ル酸 Zィソフタル酸 Zp—ヒドロキシ安息香酸/ 4, 4 'ージヒドロキシビフエニル /4—アミノフエノールからそれぞれ誘導され る繰返し単位を有するサーモト口ピック液晶ポリマーであって、 各モル比は、
0. 7 5Z0.25 Z3Z 1 /0.75である。 この樹脂も、 上記と同様の方法によ り光学的異方性を示した。
2. 接着効果増強剤
使用した各種接着効果増強剤は以下の通りである。
ぐ含酸素炭化水素樹脂、 テルペン類樹脂を含む >
(1) マイティエース G— 1 50 (商品名)
テルペン系化合物とフエノールとのフリ一デル一クラフツ反応生成物の水添物、 ヤスハラケミカル(株)製。 表中では 「G— 1 50」 と略すことがある。
(2) YP- 90 (商品名)
テルペンージフエノール系樹脂、 ヤスハラケミカル(株)製。
(3) TM- 60 (商品名)
テルペン系化合物と無水マレイン酸とのディ一ルス—アルダー反応生成物、 ャ スハラケミカル(株)製。
(4) ポリテール H (商品名)
含酸素炭化水素ワックス、 三菱化学(株)製。
<熱可塑性エラス卜マー >
(1) S E B S
水添スチレン—エチレンーブチレン—スチレンブロック共重合体; 商品名 : 夕 フテック H I 29 5、 旭化成工業(株)製。
(2) マレイン化変性 S EB S
無水マレイン酸変性水添スチレン一エチレン—ブチレン—スチレンプロック共 重合体;商品名 : 夕フテック M 195 3、 旭化成工業(株)製。 表中では 「MS E」 と略す。
(3) SMA R e s i n (商品名)
スチレン—無水マレイン酸共重合体、 藤井義通商(株)製。 表中では 「SMA」 と略す。
<ポリアミ ド系樹脂 >
(1) PA6 : ポリアミド 6
(2) P A 1 2 : ポリアミド 1 2
(3) P AE 1 2 10 U (商品名)
ハードセグメントとしてポリアミド 12、 ソフトセグメントとしてポリエーテ ルを有するポリアミド系熱可塑性エラストマ一、 宇部興産(株)製。
ぐ非液晶性ポリエステル樹脂 >
(1) P ETE - 1
P R I P LAS T 3 008 (商品名; ダイマ一酸ジメチルエステル、 ュニケマ 社製) を 1 0モル%含むジメチルテレフタレートと、 1 , 4一ブタンジオールとを エステル交換反応させた後、 重縮合して得られる共重合体;商品名 : カネボウ P BT PO 2 1 20、 鐘紡(株)製。
(2) P E T E— 2
ハードセグメントとして PBT構造を、 ソフトセグメントとしてポリエーテル 構造を有するポリエステル系熱可塑性エラストマ一 ;商品名 : ペルプレン P— 3 0 B、 東洋紡績(株)製。
(3) P B T : ポリブチレンテレフ夕レート
3. 金属体の表面処理
使用した卜リアジンチオール類化合物の種類および表面処理の方法は以下の通 りである。
(1) 1. 3, 5—トリァジン— 2, 4. 6—トリチオールモノナトリウム塩 (TTN) 丁丁?^の0. 4 %水溶液に所定の金属板を 80〜90°Cで 30秒間浸漬した後、 40 °Cで乾燥した。
(2) 1, 3, 5—トリァジン一 2, 4, 6 _卜リチオールトリエ夕ノールァミン
(TEA)
TEAの 1 %水溶液を電解槽に入れて 2 Ot:に保ち、 所定の金属板を入れて一 定電圧 (0. 6V以下) で 2分間印加することにより電気化学的処理を行った。
なお、 表中において金属体材料としての 「KFC」 とは、 鉄一ニッケル合金製 のリードフレーム材 (商品名、 神戸製鋼(株)製) である。
4. 測定方法
各種性状の測定方法は以下の通りである。
<接着評価 >
まず、 第 1図を参照して金属体と樹脂との接着方法を説明する。 第 1図 ( a) は、 成形に用いる金型 1の略示断面図であり、 第 1図 (b) は、 金属体 2の平面 図である。
(1) あらかじめ脱脂乾燥した後、 表面処理を施した金属体 2 (板状体、 50mmx 5 0關 X 0. 5mra) の片面の一部に両面テープ 3を貼り、 これを片開き射出成形用 金型 2のキヤビティ 4 ( 1 0 ΟπιπιΧ 1 0 OmmX Irani) 内の壁に貼り付ける。
(2) 移動金型 5を閉じ、 所定の熱可塑性樹脂をゲート (図示せず) からキヤビテ ィ 4内へ射出し射出成形を行う。 金型の冷却温度は 50°Cである。
(: i) 移動金型 5を開き、 突出ピン 6で成形品 (接着複合体) を突出して取り出す。 上記で得られた接着複合体の接着性は、 下記に示す Aおよび Bの比 (AZB) により表す。 すなわち、 3Z5は、 合計 5回の成形実験のうち、 3回において良 好な接着が得られたことを意味する。
A :成形品の取り出し操作において、 金属体と樹脂との一体化した複合体が金 型から取り出された回数。 接着不良の場合は、 金属が金型側に接着し、 成形され た樹脂板のみが取り出されるので、 一体化した複合体が取り出されたことは、 接 着が十分であることを意味する。
B :合計の成形実験回数。
<最小充塡圧力( 1)>
第 2図に示す試験片を射出成形する際の最小充塡圧力を求める。 第 2図 ( a) および (b) は、 それぞれ試験片の側面図および正面図である。 金型のタブゲー 卜から樹脂原料を注入して射出成形し、 矩形状の試験片 7を作成する。 図示の試 験片 7は、 金型から取り出した状態のものであり、 タブゲート部 8を有している。 試験片の寸法は、 a = 1 0 Ommおよび b= 2 Ommであり、 厚み ( t ) は 0. 5 〜 2 mmの範囲で可変とし各組成物に応じて表に示す値に設定した。
なお、 最小充填圧力の値は、 対応する比較例の値を 1 0 0とした相対値 (%) で表す。
ぐウエルド強度〉
第 3図は、 ウエルド強度測定用試験片の平面図である。 5 φピンを設置した金 型を使用し、 5 φピンの反対側からフィルムゲートを経て樹脂材料を射出成形し、 ピン穴 9の下流側にウエルドライン 1 0を有する矩形状の試験片 7 aを作成する。 図示の試験片 7 aは、 金型から取り出した状態のものであり、 フィルムゲート部 1 1を有している。 各部寸法は、 a = 1 0 0 mm、 b = 1 0 0 mm, c = 3 0 mmおよび cl = 1 2 . 7 mmであり、 試験片の厚みは 3 mmである。 この試験片か ら図の A、 Bおよび Cの部分を切り出して、 各部の曲げ強度を測定する。
続いて、 同金型から 5 φピンを除き、 同様に射出成形を行ってウエルドライン を有しない試験片を作成し、 Aの部分を切り出して曲げ強度を測定する。
上記ゥエルドラインを有する試験片 3種の曲げ強度を、 ウエルドラインを有し ない試験片の曲げ強度を 1 0 0とした相対値 (%) で表す。
く最小充塡圧力(2 )〉
第 3図において、 5 φピンを設置しない金型を使用して試験片を作成する際に 必要な最小充塡圧力を測定する。 結果は、 対応する比較例の値を 1 0 0とした相 対値 (%) で表す。
ぐ反り >
第 4図は、 反り測定用試験片の平面図である。 ピンゲートから樹脂材料を射出 成形して円盤状の試験片 7 bを作成する。 図示の試験片 7 bは、 金型から取り出 した状態のものであり、 ピンゲート部 1 2を有している。 円盤の直径は 1 0 0 mm, 厚み【ま 1 . 6 mmでめる。
高さ基準線 1 3に対する A、 B、 Cおよび Dの各点の相対高さ (mm) を測定 して比較する。
ぐ表面のフィプリル化剝離 >
第 3図において、 5 φピンを設置しない金型を使用して射出成形により製造し た各試験片の表面を、 市販の粘着テープを巻いた直径 5 mmの鋼棒により 5 kg f の力を加えて 1 0回擦り、 その痕跡を目視により観察する。 判定は外観の良否に
より、 ◎、 〇、 △、 X および X X の 5段階で表す。
5. 含酸素炭化水素樹脂の効果に関する実施例
<実験例 1 0 1〜 1 12 >
表 1および表 2に、 粒状シリカを 40重量%含有するサーモト口ピック液晶樹 脂 (LCP) を熱可塑性樹脂として使用し、 含酸素炭化水素樹脂,
化合物を添加した場合の効果を示す。
注. ( 1 ) 各種添加物を含む全樹脂組成物を 100重量%とする。
(2) 熱可塑性樹脂を 100重量部とする。
実 験 例
107 108 109 110 111. 1 12
熱可塑性樹脂 し CP し CP LCP LCP LCP LCP
粒 状 in 状 粒 状 粒 状 粒 状
種類 粒 状
シリカ シリカ シリカ シリカ シリカ
充塡剤 シリカ
40 40 40 40 40 40
金属体材料 銅 銅 銅 銅 銅 銅
マイティ マイティ
ス M- YP- TM- YP- 含酸素 エー T
60 90 エース 60 90 '
炭化水 G 150 G 150
素樹脂
12 12 12 15 15 15
接着評価 1/5 0/5 0/5 2/5 1/5 1/5
ぐ実験例 2 0 1〜 2 3 0〉
表 3から表 8に、 ガラス繊維充塡のポリブチレンテレフタレート (PBT) 、 ポリアミ ド (PA 6 6) 、 ポリフエ二レンサルファイ ド (P P S) およびサ一モ トロピック液晶樹脂 (L CP) の熱可塑性樹脂と、 トリアジンチオール類で表面 処理を施した各種金属体とを接着させる際に、 含酸素炭化水素樹脂として各種テ ルペン化合物を添加した場合の効果を示す。
3
4 実 験 例
206 207 208 209 210 熱可塑性樹脂 PBT PA66 PPS LCP LCP 種 類 ガラス ガラス繊維ガラス 維 ガラス繊雜 ガラス繊維 充塡剤
30 30 40 30 40 金属体材料 リン青銅 リン青銅 リン青銅 リン青銅 リン青銅 含酸素炭化水素
樹脂
トリアジンチオール TTN TTN TTN TTN TTN 接着評価 1/5 3/5 0/5 0/5 0/5
実 験 例
211 212 213 214 , 215 熱可塑性樹脂 PBT PA66 PP S し CP LCP 種 類 ガラス繊維 ガラス繊維ガラス繊維 ガラス繊維ガラス繊維 充塡剤
30 30 40 30 40 金属体材料 42ァロイ 42ァロイ 42ァロイ 42ァロイ 42ァロイ 含酸素炭化水素
樹脂
トリアジンチオール TEA TEA TEA TEA TEA 接着評価 1/5 2/5 0/5 0/5 0/5
表 6 験 例
216 217 218 219 220 熱可塑性樹脂 PBT PA66 PPS し CP し CP ガラス繊維 ガラス繊維ガラス 維 ガラス繊維 ガラス繊維 充填剤
30 30 40 30 40 金属体材料 銅 銅 銅 銅 銅 マイティ マイティ マイティ マイティ マイティ 含酸素 種 類 エース エース エース エース エース 炭化水 G 150 G 150 G 150 G 150 G 150 素樹脂
5 5 5 5 5 卜リアジンチオール TTN TTN TTN TTN TTN 接着評価 4/5 5/5 3/5 3/5 4/5
表 7
表 8 験 例
226 227 228 229 230 熱可塑性樹脂 PBT PA66 PPS し CP し CP ガラス繊維ガラス繊維 ガラス繊維ガラス繊雜 ガラス繊維 充塡剤
30 30 40 30 40 金属体材料 42ァロイ 42ァロイ 42ァロイ 42ァロイ 42ァロイ 含酸率 種 類 YP- 90 YP- 90 YP-90 YP-90 YP- 90 炭化 *
素樹脂 5 5 5 5 5 トリアジンチオール TEA TEA TEA TEA TEA 接着評価 2/5 5/5 3/5 3/5 3/5
<実験例 3 0 1〜 3 1 9 >
表 9から表 1 2に、 サーモト口ピック液晶樹脂を熱可塑性樹脂として使用し、 含酸素炭化水素樹脂として各種テルペン化合物を添加したほか、 各種トリアジン チオール類で表面処理を施した KFC (商品名、 鉄一ニッケル合金製リードフレ 一ム材;神戸製鋼(株)製) を金属体として用い、 さらに各種の接着効果増強剤を 使用した結果を示す。
なお、 収縮異方性の小さい熱可塑性樹脂の例としてポリカーボネー卜樹脂 (P C) を加えた実験、 および金型冷却温度を通常の値よりも高い 1 50°Cに設 定した実験も行つた。
注. (2) 熱可塑性樹脂を 100重量部とする。
表 10 実 験 例
307 308 309 310 311 312 熱可塑性樹脂 LCP し CP LCP し CP LCP LCP ガラス
種 類 タルク 粒 状 ガラス
充塡剤 繊 維 シリカ 繊 維 タルク 粒 状 シリカ
30 30 40 30 30 40 金属体材料 KFC KFC KFC KFC KFC KFC
. ノ —―
マイアイ マイアイ マイアイ マイティ マイティ マイティ 含酸素 エース エース エース エース エース エース 炭化水 G 150 G 150 G 150 G 150 G 150 G 150 素樹脂
5 5 5 5 5 5 トリアジンチオール TTN TTN TTN
PETE
接着効果 種 類 P AE P AE PAE PETE PETE
-2 一 一 2 増強剤
5 5 5 5 5 5 接着評価 1/5 2/5 2/5 2/5 3/5 3/5
表 11 実 験 例
313 314 315 熱可塑性樹脂 L C Ρ L C Ρ L C Ρ
刀ラス 状 タルク fei 充塡剤 繊 維 シリカ
30 30 40 金属体材料 KFC KFC KFC
マイティ マイティ マイティ 含酸素 種 類 エース エース エース 炭化水 G 150 G 150 G 150 素樹脂
5 5 5 トリアジンチオール ΤΤΝ ΤΤΝ TTN
種 類 MSE MSE MSE 接着効果
増^剤 5 5 5 接着評価 3/5 3/5 5/5
1 2
<実験例 4 0 1〜 4 1 5 >
表 1 3から表 1 5に、 サーモト口ピック液晶樹脂を熱可塑性樹脂として使用し、 含酸素炭化水素樹脂として水酸基変性ポリォレフィンワックスとしてポリテール H (商品名、 三菱化学(株)製) を添加した場合の添加効果のほか、 ト
オール類による表面処理の効果および接着効果増強剤の添加効果を示す。
表 13 実 験 例
401 402 403 404 405 406 熱可塑性樹脂 LCP LCP LCP LCP LCP LCP
ガラス ci 状 ガラス 粒 状 充塡剤 繊 維 ノレソ f
シリカ ) ヮ
繊 維 シリカ
30 30 40 30 30 40 金属体材料 リン青銅 リン青銅 リン青銅 リン青銅 リン青銅 リン青銅 ポリテ一 ポリテ一ポリテ一 含酸素 ル H ル H ル 炭化水 H 素樹脂 20 20 20 トリアジンチオール
種 類
接着効果
増強剤 接着評価 0/5 0/5 0/5 1/5 1/5 2/5
表 14 実 験 例
407 408 409 410 411 412 熱可塑性樹脂 LCP LCP LCP LCP LCP LCP
ガラス ガラス 粒 状 種 類 タルク 粒 状 タルク 繊 維 シリカ 繊 維 シリカ 充塡剤
30 30 40 30 30 40 金属体材料 リン青銅 リン青銅 リン青銅 リン青銅 リン青銅 リン青銅 今 奉 ポリテ一 ポリテ一 ポリテ一 ポリテー ポリテーポリテー 種 類 ル H ル H ル H ル H ル H ル H 炭化水
素樹脂 15 15 15 15 15 15 卜リアジンチオール TTN TTN TTN
S EBS SEBS SEBS
接着効果
増強剤 5 5 5
接着評価 2/5 3/5 4/5 1/5 2/5 3/5
表 1 5
6 . 熱可塑性エラストマ一の効果に関する実施例
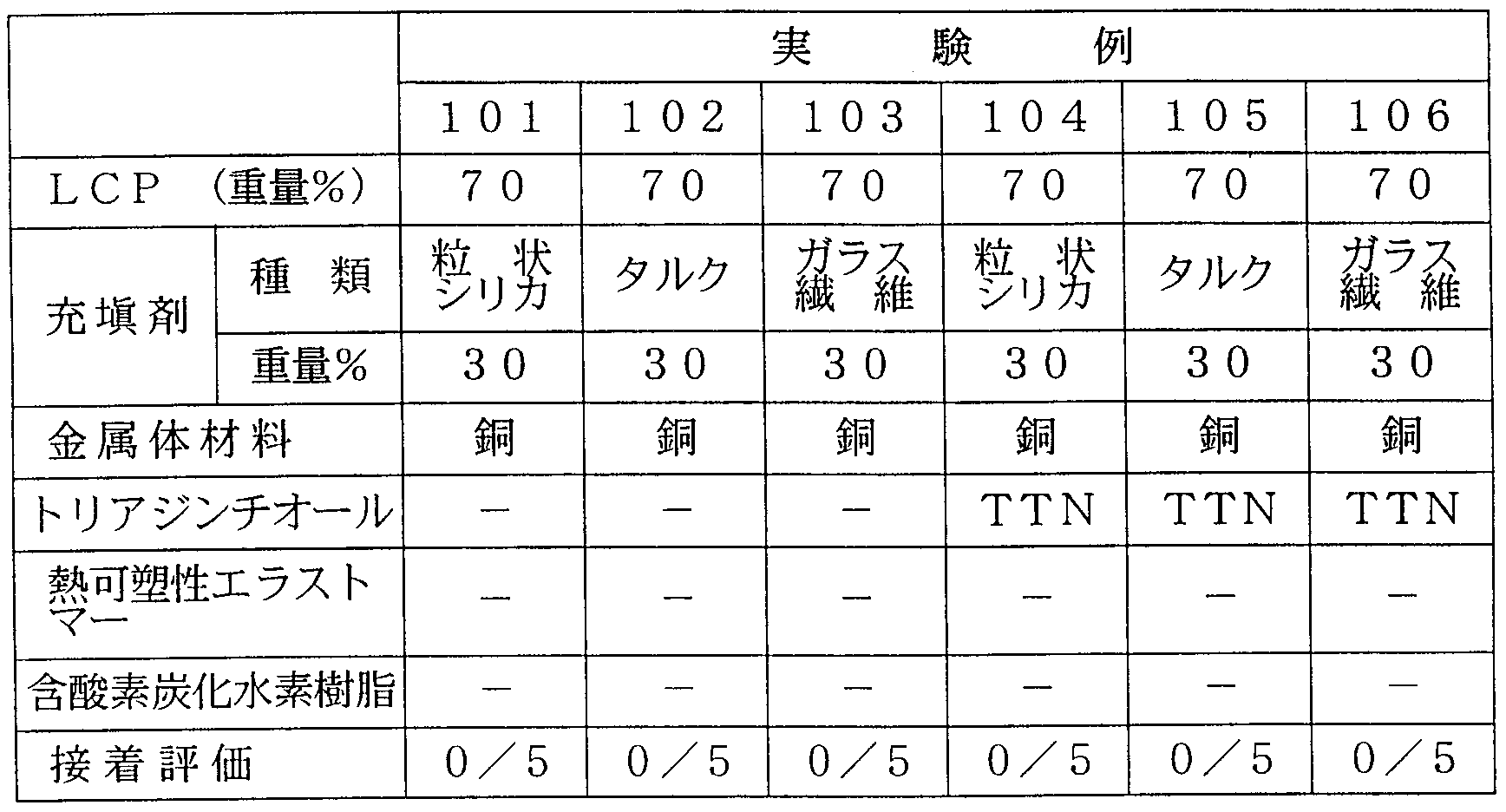
<実験例 1 0 1 〜 1 3 0 >
表 1 6から表 2 1に樹脂組成および接着性の評価結果を示す。
表 16
表 17
実 験 例
107 108 109
LCP (重量%) 70 70 70
種 類 fei 状 ラス 充塡剤 シリ Λ タルク ガ 繊 維
30 30 30 金属体材料 銅 銅 銅 トリアジンチオール TEA TEA TEA 熱可塑性エラスト
マ一
含酸素炭化水素樹脂
接着評価 0/5 0/5 0/5
表 1 8
注. (l) LCPを 1 00重量部とする。
実 験 例
1 16 1 17 1 18 1 1 9 1 20 12 1
LCP (重量%) 70 70 70 70 70 70 種 類 粒
シリ タルク ガラス 粒 迖 タルク
繊 維 シリ ¾7維 充塡剤
30 30 30 30 30 30 銅 銅 42 42 42 金属体材料 銅 ァロイ ァロイ ァロイ 卜リアジンチオール TEA TEA TEA
熱可塑性 種 類 SMA SMA SMA MSE MSE MSE エラス ト
マ一 3 3 3 5 5 5 含酸素炭化水素樹脂
接着評価 4/5 2/5 2/5 2/5 0/5 0/5
表 20
実 験 例
122 123 124 125 126 127
LCP (重量%) 70 70 70 70 70 70 種 類 ノリ Λ/ タルク ガラス 粒
ノ 1リ T タルク 充塡剤
30 30 30 30 30 30 金属体材料 42 42 42 42 42 42 ァロイ ァロイ ァロイ ァロイ ァロイ ァロイ 卜リアジンチオール TTN TTN TTN TEA TEA TEA 種 類 MSE MSE MSE MSE MSE MSE
5 5 5 5 5 5 含酸素炭化水素樹脂
接着評価 5/5 3/5 3/5 5/5 4/5 3/5
表 21
注. (2) LCPを 100重量部とする <
7. ポリアミ ド系樹脂の効果に関する実施例
ぐ実験例 1 0 1〜 1 3 9 >
表 2 2から表 2 8に、 樹脂組成および接着性の評価結果を示す。
表 22
表 23
107 108 109
LCP (重量%) 70 70 70
種 類 タルク ガラス 充塡剤 繊 維
30 30 30 金属体材料 銅 銅 銅 トリアジンチォ一ル TEA TEA TEA ポリアミド系樹脂
含酸素炭化水素樹脂
接着評価 0/5 0/5 0/5
表 24
注. (1) LCPを 100重量部とする。
表 25
実 験 例
116 117 118 119 120 121
LCP (重量%) 70 70 70 70 70 70 種 類 タルク ガラス 粒
充塡剤 繊 維 シリ タルク ラス 繊 維
30 30 30 30 30 30 金属体材料 銅 銅 銅 42 42 42 ァロイ ァロイ ァロイ 卜リアジンチオール TEA TEA TEA
ポリアミ 種 類 PA6 P A6 PA6 PA12 PA12 PA12 ド系樹脂 10 10 10 10 10 10 含酸素炭化水素樹脂
接着評価 4/5 2/5 2/5 0/5 0/5 0/5
表 26
注. (2) LCPを 100重量部とする。
表 2 8
8 . 非液晶性ポリエステル樹脂の効果に関する実施例
<実験例 1 0 1〜 1 4 2 >
表 2 9から表 3 6に、 使用したサーモト口ピック液晶樹脂、 充塡剤、 金属体材 料、 ポリエステル系熱可塑性エラストマ一、 トリアジンチオール化合物および含 酸素炭化水素樹脂、 ならびに接着性の評価結果を示す。
表 29
表 30
実 験 例
107 108 109
LCP (重量%) 70 70 70 種 類 タルク 充塡剤
30 30 30 金属体材料 銅 銅 銅 卜リアジンチオール TEA TEA TEA ポリエ テル系
エラス卜マ一
含酸素炭化水素樹脂
接着評価 0/5 0/5 0/5
表 3
注. (1) LCPを 100重量部とする。
表 32
実 験 例
1 16 1 17 118 11 9 120 121
LCP (重量%) 70 70 70 70 70 70 タルク ¾ラ
充塡剤 織 維 タルク
30 30 30 30 30 30 金属体材料 銅 銅 銅 KFC KFC KFC トリアジンチオール TEA TEA TEA
ポリエステ 種類 PBT PBT PBT PETE PETE PETE リ,レ系エラス -2 一 2 -2 卜マー 10 10 10 10 10 10 含酸素炭化水素樹脂
接着評価 2/5 0/5 0/5 0/5 0 5 0/5
表 33
注. (2) LCPを 100重量部とする。
表 35
表 36
実 験 例
140 141 142
LCP (重量%) 70 70 70 充塡剤 i¾
30 30 30 金属体材料 KFC KFC KFC 卜リアジンチオール TEA TEA TEA ホリエステ 種類 PETE PETE PETE ル系エラス 一 1 一 1 - 1 トマ一 5 5 5 含酸素 マイティ
エース TM— YP— 炭化水 G 150 60 90 素樹脂 2 2 2 接着評価 5/5 5/5 5/5
9. アミノ系 L C Pに関する実施例
<実験例 1 0 1〜 1 2 1〉
表 3 7から表 40に、 トリアジンチオール系化合物で処理た金属と各種充塡剤 を含有する各 L C Pの接着性の比較を示す。
表 37
注. (1) 各種添加物を含む全樹脂組成物を 100重量%とする。
表 38 実 験 例
107 108 109
LCP種類 し CP LCP LCP 種 類 粒 状 ラス
シリカ タルク ガ
充塡剤 繊 維
30 30 30
金属体材料 銅 銅 銅
トリアジンチオール TEA TEA TEA
接着評価 0/5 0/5 0/5
表 39 実 験 例
110 1 11 112 113 114 115
LCP LCP LCP LCP LCP LCP
- 1 一 1 一 1 一 1 一 1 - 1 種 類 粒 状 タルク ガラス 粒 状
シリカ タルク ガラス リカ
充塡剤 繊 維 シ 繊 維
30 30 30 30 30 30 金属体材料 銅 銅 銅 銅 銅
TTN TTN TTN TEA TEA TEA
接着評価 3/5 2/5 1/5 4/5 2/5 2/5
表 40 実 験 例
116 1 17 118 119 120 121
LCP種類 LCP し CP LCP LCP し CP し CP 一 2 一 2 一 2 一 2 —2 一 2 種 類 粒 状 タルク ガラス 粒 状
シリカ タルク ガラス 充塡剤 繊 維 シリカ 繊 維
30 30 30 30 30 30 金属体材料 銅 銅 銅 銅 銅 銅 トリアジンチオール TTN TTN TTN TEA TEA TEA 接着評価 4/5 2/5 2/5 5/5 3/5 3/5
GO
<実験例 20 1〜 2 18〉
表 4 1から表 43に、 本発明の効果を発揮する接着複合体に対し、 さらに優れ た効果を高めるための各種操作を行つた結果を示す。 表 41
注. (2) LCPを 100重量部とする。
表 4 3
1 0 . テルペン類樹脂含有 L C Pに関する実施例
二軸押出機を用い、 その混練部の温度を 3 5 0 °Cに設定して、 表 4 4および表 4 5に示す原料を溶融混合して押出成形によりペレツ 卜を製造した。 このペレツ トを用いて、 第 1図に示す試験片を射出成形する際の最小充塡圧力を求めた。 結 果を表 4 4および表 4 5に示す。
表 44 牧 実 施 例
1 n 丄 Δ o
6 4 b D
LCP (重量部) 1 0 0 1 00 1 00 1 0 0 1 0 0 1 0 0 1 00 ガラス ガラス ガラス ガラス ガラス ガラス ガラス 種類 繊 維繊 維 繊 維 繊 維 繊 維繊 維 充填剤
30 3 0 3 0 3 0 30 30 30
G— YP- TM— G- YP- TM- 種類
テルペン 1 50 90 60 1 5 0 90 6 0 類樹脂
3 3 3 6 6 6 成形品厚み(mm) 0. 5 0. 5 0. 5 0. 5 0. 5 0. 5 0. 5 最小充塡圧力( 1) 1 00 8 8 8 8 9 2 7 8 80 85
(%)
表 45 比較例 実 施 例 比較例 実 施 例
2 7 8 3 9 1 0 1 1
LC P (重量部) 1 00 1 00 1 00 1 0 0 1 0 0 1 0 0 1 00 粒 状 粒 状 粒 状 ガラス ガラス ガラス ガラス シリカ シリカ シリカ
充塡剤 繊 維 繊 維 繊 維繊 維
50 5 0 5 0 5 0 50 50 50
G— YP- 種類 G— YP— TM- テルペン 1 5 0 9 0 1 5 0 90 6 0 類樹脂
重量部 3 3 2 2 2 成形品厚み(mm) 1. 0 1. 0 1. 0 2. 0 2. 0 2. 0 2. 0 最小充塡圧力(1) 1 00 8 8 9 0 1 0 0 88 88 92
(%)
1 1. ポリエステル系熱可塑性エラストマ 含有 L C Pに関する実施例 二軸押出機を用い、 その混練部の温度を 3 5 Ot:に設定して、 表 46から表 に示す原料を溶融混合した後、 押出しによりペレッ トを製造した。 このペレット を用い、 各種測定用の試料片を射出成形により作成した。 樹脂組成および測定結 果を表 46から表 50に示す。 表 46
注. (1) 樹脂成分を 100重量部とする。
表 47 比較例 実 施 例
2 6 7 8 9 10
LCP 纖 K
100 95 90 80 90 80 樹
脂
ポリエ PETE PETE PETE PETE PETE 成ステル 一 1 一 1 - 1 一 2 一 2 系エラ
分ス卜マ
5 10 20 10 20 ガラス ガラス ガラス ガラス ガラス 繊 維 繊 維 繊 維 繊 維 繊 維 充塡剤
軍暈部 40 40 40 40 40 40 ゥ ウエルド
4ιπι A 100 100 100 100 100 100 ェ
ル
A 80 83 85 90 82 84 強 ウエルド
度 有 B 85 90 92 92 87 90
(%) C 87 90 95 95 90 92
A -0. 34 -0. 17 一 0. 10 一 0. 05 -0. 17 一 0. 11 反 り B -0. 34 -0. 19 一 0. 11 -0. 04 -0. 19 -0. 12 (mm) C 0. 11 0. 10 0. 07 0.02 0. 11 0. 07
D 0. 15 0. 13 0. 05 0.02 0. 13 0. 07 耐フイブリル化性 X Δ 〇 ◎ Δ 〇
表 48
表 49
注. (2) 樹脂成分を 100重量部とする。
表 50
産業上の利用可能性
金属体、 好ましくはトリアジンチオール類化合物により表面処理を施した金属 体に、 各種の接着効果増強剤を配合した熱可塑性樹脂、 好ましくはサーモトロピ ック液晶樹脂を溶融接着することにより、 金属 Z樹脂間の接着性 (密着性) に優 れた接着複合体が得られる。 この効果は、 接着効果増強剤として用いる含酸素炭 化水素樹脂、 /3—不飽和カルボン酸またはその酸無水物から誘導される構成単 位を含む熱可塑性エラストマ一、 ポリアミ ド系樹脂および非液晶性ポリエステル 樹脂などが、 金属体表面または金属体表面に存在するトリアジンチオール類化合 物に対して水素結合、 化学結合等の化学作用を生じたり、 熱可塑性樹脂の固化後 も混合物中で分子運動を行うことができることなどによると考えられる。 上記接 着効果増強剤を配合した熱可塑性樹脂組成物、 特にサーモト口ピック液晶樹脂組 成物は、 リ一ド線などの導体を有する電気電子部品などの封止材として好適であ る。
また、 芳香族ヒドロキシルァミン、 芳香族ジァミン、 芳香族ァミノカルボン酸 などを構成モノマーとして含有するサーモト口ピック液晶樹脂は、 これらの窒素 含有基が形成するァミノ基あるいはアミ ド結合により、 前記と同様に金属体、 ま たは卜リアジンチオール類化合物により表面処理した金属体との間に強い相互作 用を生じて、 優れた接着複合体を形成するので、 封止材として有用である。
さらに、 サーモト口ピック液晶樹脂に、 テルペン類樹脂やポリエステル系熱可 塑性エラストマ一を配合することにより、 金型充塡における最小充塡圧力を低下 させたり、 低いウエルド強度、 表面のフィブリル化剥離、 収縮率の異方性による 反り等の問題点を解決することが可能になり、 封止材料としての応用範囲を拡大 することができる。