WO2003082962A1 - Biaxially oriented polyester film - Google Patents
Biaxially oriented polyester film Download PDFInfo
- Publication number
- WO2003082962A1 WO2003082962A1 PCT/JP2003/001002 JP0301002W WO03082962A1 WO 2003082962 A1 WO2003082962 A1 WO 2003082962A1 JP 0301002 W JP0301002 W JP 0301002W WO 03082962 A1 WO03082962 A1 WO 03082962A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyester
- layer
- film
- pearl pigment
- aromatic polyester
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/023—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets using multilayered plates or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
- G02B5/3083—Birefringent or phase retarding elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0032—Pigments, colouring agents or opacifiyng agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0029—Translucent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/003—Reflective
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/244—All polymers belonging to those covered by group B32B27/36
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/414—Translucent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/416—Reflective
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
- B32B2457/202—LCD, i.e. liquid crystal displays
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K2323/00—Functional layers of liquid crystal optical display excluding electroactive liquid crystal layer characterised by chemical composition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
Definitions
- the present invention relates to a biaxially oriented polyester film having a transflective performance. More specifically, a biaxially oriented polyester film that has excellent transmissivity when using reflected light and transmitted light, and has a transflective performance and is used in a light source section of a liquid crystal display device.
- liquid crystal displays are easier to lighten, thinner, and smaller than CRT displays, and have the advantages of low power consumption, etc., and are used for displays such as personal convenience displays, car navigation systems, PDAs, and mobile phones. It is rapidly spreading as a body.
- a liquid crystal display requires transmitted light from the opposite side of the liquid crystal cell to be viewed, a light source for display recognition is required. For this reason, even though the liquid crystal display is power-saving, its power consumption is large in the display of portable electronic devices such as mobile phones and PDAs, which is a factor that limits the use time of these devices.
- a transflective liquid crystal display device uses external light to allow the display to be recognized by reflected light when the surrounding environment is bright, and to turn on the built-in light source using the translucency when the surrounding environment is dark. This allows the display to be recognized.
- a transflective liquid crystal display device it is very difficult to ensure sufficient visibility for both display using reflected light and display using transmitted light. This is because if the visibility by reflected light is sufficiently obtained, the visibility by transmitted light is extremely reduced, and if the visibility by transmitted light is sufficiently obtained, the visibility by reflected light is extremely reduced. It depends.
- JP-A-8-179125, JP-A-111-21311114 and JP-A-11-2 Japanese Patent Application Laid-Open No. 7-15212 proposes a method in which a transflective layer containing a pearl pigment is provided on a film substrate by coating.
- a method of orienting the pearl pigment in the transflective layer for example, a method of applying a shear stress to a coating liquid layer forming the transflective layer has been proposed.
- this method it is necessary to adjust the shear speed between the layer thickness adjusting member and the coating liquid layer or the shear speed between the coating liquid supply member and the sheet to be coated.
- the adhesiveness at the interface between the film substrate and the transflective layer is insufficient, peeling may occur over time.
- the transflective layer obtained by coating is easily attacked by organic solvents and the like, and may cause troubles during the processing process.
- the pearl pigment concentration in the coating liquid was increased for the purpose of improving the reflectance, the strength of the resulting semi-transmissive reflective layer was reduced, and the cohesive failure was likely to occur. Disclosure of the invention
- the present invention comprises an aromatic polyester and a pearl pigment having an average major axis of 0.5 to 125 m.
- the content of the pigment is 0.5 to 30% by weight based on the total weight of the aromatic polyester and the pearl pigment, and the following formula (1)
- the above object and advantages of the present invention are, secondly, composed of two layers, a polyester layer (A) and a polyester layer (B), wherein the polyester layer (B) is a second aromatic layer. And a pearl pigment having an average major axis of 0.5 to 12; and a content of the pearl pigment is 0.5 to 30% by weight based on the total weight of the second aromatic polyester and the pearl pigment.
- the polyester layer (A) contains the first aromatic polyester but does not substantially contain the pearl pigment, and has the following formula (1)
- the above object and advantages of the present invention are: Thirdly, at least three layers in which a polyester layer (A), a polyester layer (B) and a polyester layer (A) are laminated in this order.
- the polyester layer (B) contains a second aromatic polyester and a pearl pigment having an average major axis of 0.5 to 125 m, and the content of the pearl pigment is the second aromatic polyester and the pearl pigment. 0.5 to 30% by weight based on the total weight of the pigment, wherein the polyester layer (A) contains the first aromatic polyester but does not contain the pearl pigment, and the following formula (1)
- the aromatic polyester constituting the biaxially oriented single-layer polyester film of the present invention is preferably a copolyester containing ethylene terephthalate as a main component (repeating unit), and contains at least 1 mol% of a copolymer component. Copolyesters are more preferred.
- the dicarboxylic acid component for example, an aromatic dicarboxylic acid such as isophthalic acid, phthalic acid, and naphthalenedicarboxylic acid, an aliphatic carboxylic acid such as adipic acid, azelainic acid, sebacic acid, and decanedicarboxylic acid, and cyclohexane Alicyclic dicarboxylic acids such as xandicarboxylic acid can be mentioned.
- the diol component include aliphatic diols such as tetramethylene glycol and hexamethylene glycol, and aliphatic diols such as 1,4-cyclohexanedimethanol.
- These copolymer components are not limited to one kind, and may be used in combination of two or more kinds. Among these, isophthalic acid is mentioned as a particularly preferred copolymer component from the viewpoint of stretchability during film formation.
- these copolymer components are preferably contained at 1 mol% or more. It is more preferably at least 3 mol%, further preferably at least 5 mol%, particularly preferably at least 8 mol%.
- the upper limit is preferably less than 25 mol%, more preferably less than 18 mol%. If the copolymer component is less than 1 mol%, it is difficult to eliminate voids in the film. If it exceeds 25 mol%, the film formation stability may be lost.
- the aromatic polyester contains a minimum amount of a component having three or more ester-forming functional groups such as glycerin, pentaerythritol, trimellitic acid, and pyromellitic acid. (Available range) It may be copolymerized, or it may be terminated with a compound having one ester-forming functional group such as benzoic acid or methoxypolyalkylene glycol to improve hydrolysis resistance.
- the hydroxyl group and the Z or carboxyl group may be partially or entirely blocked.
- Intrinsic viscosity of aromatic polyester is preferably 0.40 dl / g to 1.50 dlZg, more preferably 0.45 dlZg to 1.20 dl / g. If the intrinsic viscosity is less than 0.40 d1 nog, the mechanical properties required for the polyester film as a semi-transmissive reflective film substrate, including tear strength, may be insufficient. On the other hand, if the intrinsic viscosity exceeds 1.50 d1 Zg, productivity in the raw material manufacturing process and the film forming process is impaired.
- the aromatic polyester is not limited by its production method.
- a method for producing a copolymer of polyethylene terephthalate includes a method in which terephthalic acid, a copolymer component, and ethylene glycol are subjected to an esterification reaction, and the resulting reaction product is further subjected to a polycondensation reaction to obtain a polyester. It is preferably used.
- additives such as a fluorescent whitening agent, an antioxidant, a heat stabilizer, a UV absorber, a flame retardant, and an antistatic agent can be added to the aromatic polyester.
- the pearl pigment which is another component constituting the biaxially oriented single-layer polyester film of the present invention, has an average major axis of 0.5 to 125 m.
- the polyester film of the present invention needs to contain a pearl pigment in order to provide visibility of liquid crystal display in both transmitted light and reflected light.
- the pearl pigment in the present invention is a pigment capable of producing a pearly tone, and is, for example, commercially available as a pearl pigment.
- tabular mica particles are preferable, and tabular my particles coated with titanium dioxide and / or iron oxide are particularly preferable.
- the coverage of the surface of the tabular mica particles with titanium dioxide is in the range of 10% to 50%.
- Such a pearl pigment can be produced, for example, by the method described in JP-A-2002-129064.
- the pearl pigment can be produced, for example, by the following method.
- mica-based titanium pearl pigment suspends mica fine particles in an aqueous solution of titanium chloride and hydrolyzes the aqueous solution of titanium chloride in the presence of mica, thereby precipitating titanium oxide on the surface of the mica To form a titanium oxide film, thereby forming an oxidized film. It can be manufactured by washing mica with water and then firing.
- Such pearl pigments can be obtained, for example, as commercial products “Iliodin” (manufactured by Merck Japan) and “Mear 1 in” (manufactured by Marl).
- the average major axis of the pearl pigment in the present invention needs to be 0.5 to 125 m.
- the average major axis is more preferably from 0.7 to 70 m, and particularly preferably from 0.8 to 40 m. If the average major axis of the pearl pigment is less than 0.5 m, sufficient reflection characteristics cannot be obtained. If the average major axis of the pearl pigment exceeds 125 ⁇ , the smoothness of the polyester film is lost, and the visibility as a display device is also reduced. Also, it is easy to cut at the time of stretching, and when the stretching ratio is reduced, the thickness unevenness increases, the orientation angle of the pearl pigment increases, and the visibility decreases.
- the thickness of such a flat pearl pigment is preferably from 0.01 to: L 0 im.
- the pearl pigment is desirably oriented in the polyester film so that the angle formed by the pearl pigment plate with respect to the plane of the film, that is, the orientation angle is 30 ° or less. Further, the orientation angle of the pearl pigment is more preferably 15 ° or less.
- the orientation angle refers to an average value of the angle formed between the flat surface of the pearl pigment, which is a certain number of plate-like fillers, and the plane of the polyester film.
- the orientation angle of the flat surface of the filler with respect to the polyester film surface is measured to calculate an average value, and the average value is defined as the orientation angle.
- the orientation angle of the pearl pigment contained in the polyester is larger than 30 °, it is difficult to obtain high visibility in reflected light.
- Such orientation can be obtained by stretching the laminate film in the longitudinal and transverse directions by a factor of at least 2.5.
- Pearl pigments use a silane coupling agent or the surface layer of a coating agent such as titanium dioxide. It is desirable to use it after treating with stearic acid. By this treatment, the pearl pigment can be prevented from yellowing due to irradiation with light rays including ultraviolet rays, and can be used without deterioration in visibility even under severe use conditions often used outdoors.
- the method of treatment is not specified, for example, 0.5 to 5% by weight of a treating agent and pearl pigment are mixed, and the mixture is stirred at a temperature of 50 to 110 ° C for 5 to 30 minutes to complete. be able to.
- the silane force coupling agent for example, a compound represented by the formula YR S i X 3 can be mentioned up.
- Y is an organic functional group such as a vinyl group, an epoxy group, an amino group, and a mercapto group
- R is an alkylene group such as methylene, ethylene, and propylene
- X is a water group such as a methoxy group and an ethoxy group. It is a decomposable group or an alkyl group.
- Specific compounds include, for example, biertriethoxysilane, pinyltrimethoxysilane, ⁇ -glycidoxypropyltrimethoxysilane, ⁇ -glycidoxypropylmethyljetoxysilane, ⁇ - ⁇ (aminoethyl) -ryiaminopropyl propyltrimethoxysilane, N — J3 (aminoethyl) -1- ⁇ -aminopropylmethyl dimethoxysilane, ercaptopropyltrimethoxysilane and the like.
- Preferred silane coupling agents are water-soluble or water-dispersible coupling agents.
- Addition of about 10% by weight of alkaline inorganic fine particles', for example, silica sol, to the silane coupling agent is preferable because the initial reactivity of the silane coupling agent is promoted.
- the pH of the aqueous liquid containing the silane coupling agent is adjusted to, for example, 4.0 to 7.0, preferably 5.0 to 6.7. If the pH is less than 4.0, the catalytic activity of the inorganic fine particles tends to be lost, and if it exceeds 7.0, the coating liquid tends to be unstable and precipitate, which is not preferable.
- inorganic acids such as hydrochloric acid, nitric acid, and sulfuric acid
- organic acids such as oxalic acid, formic acid, citric acid, and acetic acid
- organic acids are particularly preferred.
- a necessary amount of a surfactant such as an anionic surfactant, a cationic surfactant, or a nonionic surfactant can be added to such an aqueous liquid.
- the pearl pigment in the aqueous dispersion of the silane coupling agent stir the mixture sufficiently, and air dry at 100 to 130 ° C., taking care not to adhere the pigments to each other. I do.
- the solid content concentration of the aqueous dispersion coating solution of the silane coupling agent is usually 30% by weight or less, and more preferably 10% by weight or less.
- the silane coupling agent undergoes cross-linking while being mixed with the molten resin of the second aromatic polyester, and enhances my strength and adhesion to the polyester resin.
- stearic acid has a melting point of 70.5 ° C., for example, 1 to 5% by weight is added to the pearl pigment, and the mixture is stirred and mixed at a temperature of 71 to 8 Ot to perform a surface treatment.
- the stearinic acid treatment strengthens the adhesion between the polyester resin and my strength and suppresses UV degradation.
- the pearl pigment may be added to the aromatic polyester before the completion of the transesterification reaction in the synthesis of the polyester or before the start of the polycondensation reaction, or may be added during the formation of the polyester film.
- a master pellet containing a large amount of pearl pigment is manufactured in advance, and then kneaded with polyester that does not contain pearl pigment during polyester synthesis or polyester film formation to adjust the concentration to a predetermined level. May be.
- the amount of the pearl pigment to be added to the polyester must be 0.5 to 30% by weight, preferably 1 to 10% by weight, more preferably 2 to 8% by weight. If the amount is less than 0.5% by weight, the reflected light may be insufficient, and if it exceeds 30% by weight, the film-forming properties may be insufficient.
- the polyester film of the present invention can contain inert particles for the purpose of improving the film handleability, as long as the object of the present invention is not impaired.
- inert particles include, for example, inorganic fine particles containing elements of Periodic Tables II, III, IVA and IVB (eg, kaolin, alumina, titanium oxide, calcium carbonate, silicon dioxide, barium sulfate, etc.).
- Organic fine particles made of a heat-resistant polymer such as a crosslinked silicone resin, a crosslinked polystyrene, or a crosslinked acryl resin. These may be used alone or in combination of two or more.
- the average particle size of these inert particles is preferably 0.1 to 5 m, more preferably Is from 0.5 to 3 ⁇ m, particularly preferably from 0.8 to 2.5. If the average particle size of the inert particles is less than 0.1 m, the dispersion in the polyester becomes poor, and the parallel light (linear) transmittance tends to decrease if the lubricity is to be obtained immediately. On the other hand, if it exceeds 5 m, the transmittance of the film is lowered or the stability of the film is easily lowered, which is not preferable.
- the amount of the inert particles to be added is preferably 0.001 to 0.5% by weight based on the weight of the polyester.
- the amount of the inert particles is less than 0.001% by weight, the slipperiness during winding of the polyester film and the handleability during surface application are liable to decrease, and if it exceeds 0.5% by weight. It is not preferable because the transmittance is reduced.
- the timing of adding these inert particles may be at the time of polyester polymerization or at the time of film formation.
- the biaxially oriented single-layer polyester film of the present invention has optical properties satisfying the following formula (1). Thereby, sufficient visibility with transmitted light, which is the object of the present invention, is achieved.
- the total light transmittance is measured at a wavelength of 550 nm using a spectrophotometer.
- the light source irradiates the transflective laminated polyester film, it indicates the percentage of the amount of light transmitted through the film relative to the amount of irradiation.
- the parallel light transmittance (linear transmittance) is the transmittance of only the amount of light that passes straight through the polyester film, and the total light transmittance is a value measured using an integrating sphere.
- the ratio of the parallel light transmittance at 550 nm to the total light transmittance is less than 3%, outlines of characters and the like on the liquid crystal display panel are blurred and visibility is reduced.
- One of the factors that increase the scattered light is voids generated at the interface between the pearl pigment and the polyester.
- Various methods can be used to eliminate the poid. For example,
- polyester as a low-crystalline copolymer to increase the dispersibility and affinity of pearl pigments.
- methods 2 and 3 are preferable, and method 3 is particularly preferable, in which the void is eliminated as much as possible by reducing the elongation ratio and setting the Z or heat setting temperature to a temperature near the melting point.
- the method is relatively inexpensive and effective. In particular, a combination of these is preferred.
- the upper limit of the parallel light transmittance cannot be specified, but it is practically difficult to exceed 70%.
- the total light transmittance is preferably at least 20%, more preferably at least 25%. If the total light transmittance is less than 20%, it is difficult to obtain sufficient visibility in transmitted light.
- the thickness of the biaxially oriented single-layer polyester film of the present invention is not particularly limited, but is preferably 12 to 12511, more preferably 25 to 75 m. If the thickness is less than 12 m, the visibility of reflected light may be insufficient. On the other hand, when the thickness of the polyester film exceeds 125, the rigidity of the film is increased and the handling property is deteriorated, so that the productivity is reduced. Further, the loss of transmitted light passing through the polyester film is increased, and visibility may be reduced.
- the biaxially oriented polyester film of the present invention is obtained by extruding an aromatic polyester into a film by, for example, an extruder and solidifying by cooling with a cooling roll or the like to obtain an unstretched film, which is successively biaxially stretched or simultaneously biaxially stretched.
- the film can be obtained as a biaxially stretched film by a method known per se such as a method.
- the aromatic polyester chips are dried and melt-kneaded together with the pearl pigment in an extruder at a normal extrusion temperature, that is, at a temperature not lower than the melting point (hereinafter referred to as Tm) and not higher than (Tm + 70 ° C).
- Tm melting point
- Tm + 70 ° C melting point
- Extruded from a die for example, T-die, I-die, etc.
- solidified by cooling on a casting drum to obtain an unstretched film.
- the film-like melt is formed to improve the adhesion between the film-like melt and the casting drum. It is preferable to use an electrostatic adhesion method for imparting an electrostatic charge to an object.
- the unstretched film thus obtained is heated by roll heating, infrared heating or the like and stretched in the machine direction to obtain a machined film.
- This stretching is preferably performed by utilizing the peripheral speed difference between two or more rolls.
- the stretching temperature is preferably a temperature higher than the glass transition temperature (hereinafter, referred to as Tg) of the aromatic polyester, and more preferably a temperature of (Tg + 20) to (Tg + 40) ° C.
- Tg glass transition temperature
- the draw ratio depends on the required characteristics of this application, but it is 2.4 times or less. It is preferably 4.2 times or less, more preferably 2.5 times or more and 3.9 times or less, and even more preferably 2.7 times or more and 3.8 times or less.
- the stretching ratio is less than 2.4 times, the thickness unevenness of the polyester film becomes large and it is difficult to obtain a good film.
- the stretching ratio is less than 2.4, the pearl pigment is not sufficiently stressed at the time of stretching, and the orientation angle of the pearl pigment is not required, and visibility in reflected light is low.
- the stretching ratio exceeds 4.2 times, breakage tends to occur during film formation. After the stretching in the longitudinal direction, an easily adhesive water-dispersible coating liquid may be applied to one or both surfaces as needed.
- the obtained longitudinally stretched film is preferably successively subjected to successive processing steps of transverse stretching, heat setting, and heat relaxation to obtain a biaxially oriented film. These processes are performed while the film is running.
- the horizontal stretching process is started at a temperature 20 degrees higher than the glass transition temperature (Tg) of the polyester, and is performed while increasing the temperature to (110 to 140) ° C lower than the melting point (Tm) of the polyester.
- the transverse stretching ratio is preferably 2.5 times or more and 4.7 times or less, more preferably 2.6 times or more and 3.9 times or less, and more preferably 2.times. 8 times or more and 3.8 times or less.
- the ratio is less than 5 times, the thickness unevenness of the film becomes large, so that it is difficult to obtain a good film, the orientation angle of the pearl pigment becomes large, and the visibility tends to be lowered. If it exceeds 4.7 times, breakage is likely to occur during film formation.
- the preferable temperature range of the heat setting is (Tg + 70) to (Tm-10) ° C of the polyester.
- the heat setting time is preferably from! To 60 seconds. For applications that require a further reduction in the heat shrinkage, a heat relaxation treatment may be performed as necessary.
- the pearl pigment preferably has a thickness of 12 to 125 m, an intrinsic viscosity of 0.40 to 1.50 dlZg, and is oriented at an orientation angle of 30 ° or less in the plane direction of the polyester film.
- a transflective polyester film is obtained.
- the biaxially oriented bilayer polyester film of the present invention will be described.
- This two-layer polyester film comprises a polyester layer (A) and a polyester layer (B).
- the polyester layer (A) contains the first aromatic polyester but does not contain the pearl pigment.
- the polyester layer (B) contains a second aromatic polyester and a pearl pigment.
- the first aromatic polyester constituting the polyester layer (A) in the present invention is preferably a crystalline linear saturated polyester composed of an aromatic dicarponic acid component and a diol component.
- examples thereof include polyethylene terephthalate and polyethylene.
- examples thereof include isophthalate, polybutylene terephthalate, and polyethylene-1,2,6-naphthalene dicarboxylate.
- polyethylene terephthalate is particularly preferred from the viewpoint of film forming properties and transparency.
- These first aromatic polyesters may be homopolymers or copolymers, but homopolymers are preferred. In the case of copolymers, the copolymer component is preferably at most 5 mol%.
- the second aromatic polyester constituting the polyester layer (B) preferably has a melting point lower than that of the first aromatic polyester by 15 ° C. or more. If the difference in melting point is less than 15 ° C, voids (voids) generated at the interface between the pearl pigment and the second aromatic polyester in the stretching step are likely to remain after the heat fixing step. Parallel ray (straight line) transmittance Tends to decrease.
- the upper limit of the melting point difference cannot be specified, if there is a melting point difference of 60 ° C. or more, the film forming property of the second aromatic polyester tends to decrease, and film production tends to be difficult.
- the second aromatic polyester it is preferable to use a copolyester having the same main repeating unit as the first aromatic polyester.
- the same copolyesters as those described above as the aromatic polyester for the single-layer polyester film are similarly used.
- the polyester layer (A) preferably contains inert particles.
- inert particles those similar to those described for the single-layer polyester film can be used.
- the polyester layer (B) To eliminate voids in the polyester layer (B), use a second aromatic polyester. It is preferable to heat-set at a temperature higher than the melting point of. Normally, when the film is heat-set at a temperature higher than the melting point, the film may be cut. In the case of the preferred two-layer polyester film of the present invention, the melting point of the polyester layer (B) is at least 15 lower than the melting point of the polyester layer (A). Since it is supported by layer (A), normal heat fixation is possible. The upper limit of the parallel light transmittance cannot be specified, but it is practically difficult to exceed 70%. In the laminated polyester film of the present invention, the total light transmittance of light having a wavelength of 550 nm is preferably at least 20%, more preferably at least 25%. If the total light transmittance is less than 20%, sufficient visibility in transmitted light cannot be obtained.
- the total light reflectance at 55 O nm is preferably at least 40%, more preferably at least 50%.
- the sum of the above total light transmittance and total light reflectance must be 80% or more, and more preferably 90% or more. Preferably, there is.
- the total light reflectance is determined by measuring the amount of light reflected by the film in the above-described measurement of the transmittance and dividing by the irradiation light.
- the layer structure of the two-layer polyester film is preferably such that the polyester layer (A) containing inert particles forms the other layer, and the other layer contains the polyester layer (B) containing the pearl pigment.
- Consists of Thickness of Layer (A) The thickness of the Z layer (B) is 5 to 15 Z70 to 90. When the content of the layer (A) is less than 5%, the role of the support layer cannot be fulfilled. When the content exceeds 15%, the concentration of the pearl pigment becomes excessive, and the film-forming property deteriorates.
- the total thickness is not particularly limited, but is preferably 12 to 125 zm, more preferably 25 to 75 m.
- the thickness of the two-layer polyester film is less than 12 m, the visibility in the reflected light is insufficient, while if the thickness exceeds 125 m, the rigidity of the film is increased and the handling property is deteriorated. As a result, productivity decreases. Further, the loss of transmitted light passing through the polyester film is increased, and the visibility is reduced.
- the bilayer polyester film of the present invention is formed into a biaxially stretched film using a known method such as a sequential biaxial stretching method or a simultaneous biaxial stretching method. Further, as a lamination method, a simultaneous multilayer extrusion method may be mentioned. A specific example will be described below.
- the chips of the first aromatic polyester composing the polyester (A) layer and the chips of the second aromatic polyester composing the layer (B) are dried, respectively, and then subjected to normal extrusion temperature, that is, melting point (Hereinafter referred to as Tm).
- Tm melting point
- the layer (A) Z layer (B) is melt-kneaded at a temperature not lower than (Tm + 70 ° C) and laminated inside a die through, for example, a feed block.
- the laminated molten film extruded from the die is cooled and solidified by a casting drum to obtain a laminated unstretched film.
- an electrostatic adhesion method for applying an electrostatic charge to the film-like melt.
- the unstretched film thus obtained is heated by roll heating, infrared heating or the like, and stretched in the machine direction to obtain a machine-stretched film. This stretching is preferably performed by utilizing the peripheral speed difference between two or more rolls.
- the stretching temperature may be a temperature higher than the glass transition temperature (hereinafter, referred to as Tg) of the first aromatic polyester, and may be a temperature between (Tg + 20) and (Tg + 40).
- Tg glass transition temperature
- the extension ratio is 2.4 to 4.0 times, preferably 2.5 to 3.9 times, depending on the required characteristics of the application. More preferably, it is more preferably 2.7 times or more and 3.8 times or less.
- the stretching ratio is less than 2.4 times, the thickness unevenness of the polyester film becomes large and it is difficult to obtain a good film.
- the stretching ratio is less than 2.4, the pearl pigment is not sufficiently stressed during stretching, so that the orientation angle of the pearl pigment is not required and visibility in reflected light is reduced. .
- the stretching ratio exceeds 4.0 times, breakage tends to occur during film formation. After stretching in the machine direction, an easily adhesive water-dispersible coating solution may be applied to one or both surfaces as needed.
- the obtained longitudinally stretched film is successively subjected to transverse stretching, heat setting, and heat relaxation treatment steps to form a biaxially oriented film. These treatments are performed while the film is running.
- the transverse stretching process is started at a temperature 20 ° C higher than the glass transition point (T g) of the first aromatic polyester, and is higher than the melting point (Tm) of the first aromatic polyester by (110 to 140) ° C. Perform while raising the temperature to a low temperature.
- the magnification of the transverse stretching is preferably 2.5 times or more and 4.2 times or less, though it depends on the required characteristics of this use. More preferably 2.6 times 3.9 times or less, more preferably 2.8 times or more and 3.8 times or less. When the ratio is less than 5 times, the thickness unevenness of the film becomes large and it is difficult to obtain a good film. When the ratio is more than 4.0 times, breakage tends to occur during the film formation.
- the preferable heat setting temperature range is (Tg + 70) to (Tm_10) of the first aromatic polyester.
- C the temperature is preferably 180 to 235 ° C, and when the first aromatic polyester is polyethylene-2,6-naphthalenedicarboxylate, it is preferably 220 to 240 ° C. C is preferred.
- the heat setting time is preferably 1 to 60 seconds. For applications that require a further reduction in the heat shrinkage, a thermal relaxation treatment may be performed if necessary.
- the pearl pigment of layer (B) is preferably a polyester film, preferably having a thickness of 12 to 125 m, an intrinsic viscosity of 0.40 to: L.
- a transflective laminated polyester film oriented at an orientation angle of 30 ° or less in the plane direction is obtained.
- biaxially oriented bilayer polyester film of the present invention matters not described herein are applied as they are for the biaxially oriented monolayer polyester film as they are or with obvious changes to those skilled in the art. Should be understood.
- This multilayer polyester film has at least three layers in which a polyester layer (A), a polyester layer (B) and a polyester layer (A) are laminated in this order.
- the two layers of the polyester layer (A) contain the first aromatic polyester but do not contain the pearl pigment, while the polyester layer (B) contains the second aromatic polyester and the pearl pigment. .
- the layer structure of this multilayer polyester film is such that a polyester layer (A) containing lubricant particles forms both surface layers, an intermediate layer consists of a polyester layer (B) containing pearl pigment, and the number of layers is basically three. is there. That is, another layer can be provided without departing from the gist of the present invention. For example, five layers of layer (A) / layer (B) Z layer (A) Z layer (B) layer (A) can be provided. Can also have a slight difference between the front and back layers (A) (eg For example, the type and amount of the lubricant, the melting point of the polymer, etc.) may be added.
- the thickness ratio of the layer (A) Z layer (B) / "layer (A) is preferably 5 to 15Z 70 to 90/5 to 15 (%).
- the layer (A) is less than 5%, When the content exceeds 15%, the concentration of the pearl pigment may be excessive, and the film forming property may be reduced.
- the thickness of the multilayer polyester film is less than 12 m, the visibility in the reflected light may be insufficient, while the thickness of the laminated polyester film is 125 m.
- the ratio exceeds the above range the rigidity of the film is increased and the handling property is deteriorated, so that the productivity may be reduced, and the loss of transmitted light passing through the laminated polyester film is increased, and the visibility is reduced. Sometimes.
- the biaxially oriented multilayer polyester film of the present invention can be manufactured by the same method as the above-described method for manufacturing a two-layer polyester film.
- the chips of the first aromatic polyester forming the polyester layer (A) and the chips of the second aromatic polyester forming the polyester layer (B) are dried, respectively.
- the pearl pigment of the layer (B) preferably has a thickness of 12 to 125 m, an intrinsic viscosity of 0.40 to: L. 50 dl / g, and is in the plane direction of the polyester film.
- a multilayer polyester film oriented at an orientation angle of 30 ° or less is obtained.
- polyester films of the present invention can have an adhesive layer on at least one surface thereof, and can also have a hard coat layer on one surface.
- the pressure-sensitive adhesive to be used is not particularly limited.
- acrylic, rubber and urethane adhesives are preferably used.
- the thickness of the adhesive layer is preferably 0.5 to 60 m. If the thickness of the adhesive layer is less than 0.5 m, sufficient adhesiveness cannot be obtained, and if it exceeds 6 O ⁇ m, the adhesive will protrude from the end face and it will be difficult to wind up. Decreases. Further, the thickness of the adhesive layer is preferably 2 to 40 m.
- the semi-transmissive reflective polyester film may be damaged during stacking or storage of intermediate parts in which the transflective polyester film and the liquid crystal display or backlight unit are laminated, or during transportation. It is preferable because generation can be suppressed and the yield of the final product can be prevented.
- Such a hard coat layer is preferably formed directly or via an adhesive layer on the surface of the polyester film opposite to the adhesive layer, and furthermore, is located as the outermost layer when used as a product. Is preferred. Further, an antireflection layer and an antifouling layer may be further provided on the outer layer as necessary.
- the hard coat layer is applied to a polyester film by a known coating method and cured. Any known coating method can be applied to the application of the hard coat layer. For example, kiss coat method, bar coat method, dicoat method, reverse coat method, offset gravure coat method, myrbar coat method, gravure coat method, roll brush method, spray coat method, air-niche coat method, impregnation method and force It is preferable to apply the one-coat method alone or in combination.
- the material used for the hard coat layer examples include, for example, commonly used materials such as a silane-based material and a radiation-curable material.
- a radiation-curable hard coat material is preferable, and an ultraviolet (UV) curable hard coat material is particularly preferably used.
- UV curable materials used for forming the hard coat layer include, for example,
- a material for forming the hard coat layer is applied on one side of the polyester film, and the material is cured by heating, irradiation with radiation (for example, ultraviolet rays), or the like. .
- the thickness of the hard coat layer is preferably 0.5 to 10 ⁇ m. If the thickness of the coated layer is less than 0.5 m, the intermediate parts cannot be sufficiently protected, and if it exceeds 10 m, sufficient curing by heating or radiation cannot be obtained, and blocking tends to occur. Further, the thickness of the hard coat layer is more preferably 1 to 5 im. If necessary, an ultraviolet absorbent may be added to the hard coat layer.
- the biaxially oriented polyester film of the present invention has excellent transflective performance, and provides good visibility by transmitting light using a pack light in a liquid crystal display as a light source, and simultaneously reflects and diffuses visible light. Since the pearl pigment is included in the film substrate in a state of exhibiting its properties, the liquid crystal display has excellent visibility in both transmitted light and reflected light. Therefore, it is suitable for a light source unit of a liquid crystal display device.
- UV-visible spectrophotometer UV-310 IPC, manufactured by Shimadzu Corporation
- the melting point of the polyester is measured by a method in which a melting peak is obtained at a heating rate of 20 ° C using a DuPont Instrument 910 DSC.
- the sample amount was about 2 Omg.
- a sample (1 mg) is set in a DSC device (Thermal Analyst 2000 differential calorimeter manufactured by DuPont), melted at a temperature of 300 ° C for 5 minutes, and quenched in liquid nitrogen. Next, the quenched sample was heated with 2 O ⁇ Zmin and the glass transition temperature was measured.
- the film forming status in the film forming process was evaluated according to the following criteria.
- a straight line having a width of 3 mm and a length of 3 cm was drawn on one side of the sample film with an oil-based pen, and the written line was observed from the opposite side using a fluorescent lamp as a light source, and evaluated according to the following criteria.
- ⁇ The line is slightly blurred, but can be recognized considerably.
- the sample film On one side of the sample film, apply the following hard coat agent (manufactured by Dainichi Seika Co., Ltd., PET D-31) by roll coating to a dry thickness of 5 m.
- the film with the hard coat layer which was dried to form an uncured hard coat layer, was incorporated into the display of a mobile phone, and the test pattern was evaluated by 30 testers for visibility, ie, visibility.
- the obtained transflective polyester film was immersed in methyl ethyl ketone for 24 hours, and the appearance of the film after immersion was observed and evaluated according to the following criteria.
- the copolymerized polyester contains 0.07% by weight of bulk silica particles with an average particle diameter of 1.7 and 3.8% by weight of a pearl pigment (Merck, trade name: IRI OD IN 111) with an average major diameter of 15 m.
- a 12 mol% isophthalic acid copolymerized polyethylene terephthalate (intrinsic viscosity: 0.62 d 1 / g, melting point: 228 ° C) was used. This was melt-kneaded at 28 Ot in an extruder, extruded, and quenched and solidified to obtain a 465 m unstretched film.
- the unstretched film was heated to 110 ° C and stretched 3.0 times in the machine direction, and then the stretched film heated to 120 ° C was stretched 3.1 times in the transverse direction. Thereafter, a heat setting treatment was performed at a heat setting temperature of 208 ° C for 3 seconds to obtain a biaxially oriented film having a thickness of 50 m.
- Table 1 shows the properties of the obtained biaxially oriented film.
- a biaxially oriented film was prepared and evaluated in the same manner as in Example 1 except that the materials shown in Table 1 were used and the film was formed under the conditions shown in Table 1. Table 1 shows the evaluation results. table 1
- PET polyethylene terephthalate I ⁇
- PET / IA 1 isophthalic acid 1 mole 0/0 copolymerized polyethylene terephthalate
- PETZIA12 isophthalic acid 12 mol 0/0 copolymerized polyethylene terephthalate
- PET / IA15 isophthalic acid 15 Monore 0/0 copolymerized polyethylene terephthalate, Irgl ll: IRIODIN 111
- Irgl23 IRIODIN 123
- polyester (A) polyethylene terephthalate (intrinsic viscosity: 0.64 d1 / g, melting point: 258 ° C) containing 0.07% by weight of massive silica particles having an average particle diameter of 1.7 m was used.
- polyester (B) As polyester (B), a pearl pigment treated with stearic acid having an average major axis of 15 im (manufactured by Merck Ltd., containing 5% by weight of product name "IRIOD IN 111" and isophthalic acid of 12 mol% copolymerized at a melting point of 228%) Polyethylene terephthalate (intrinsic viscosity: 0.64 d 1 / g) was used, and these polyesters (A) and (B) were melt-kneaded at a temperature of 280 in separate extruders. And (A) / (B) were sent to a two-layer die so that the thickness ratio became 6/19, and quenched and solidified to obtain a 465 m unstretched film.
- the pearl pigment 98 was mixed with stearic acid 2 at a ratio (weight ratio) of 98, and the mixture was not heated at 75.
- the unstretched film was heated to 110 ° C, stretched 3.0 times in the machine direction, and then stretched to 120 ° C, and the unstretched film was heated to 120 ° C in the transverse direction. After that, the film was heat-set at a heat setting temperature of 230 ° C. for 3 seconds to obtain a biaxially oriented film having a thickness of 50 m (thickness ratio: 12 ⁇ 38 ⁇ 1).
- Table 2 shows the properties of the laminated polyester film.
- Example 5 258 228 5 3.0X3.1
- Example 6 258 228 5 3.4X3.5
- Example 7 258 238 4 3.0X3.1
- Example 8 258 238 4 3.4X3.5
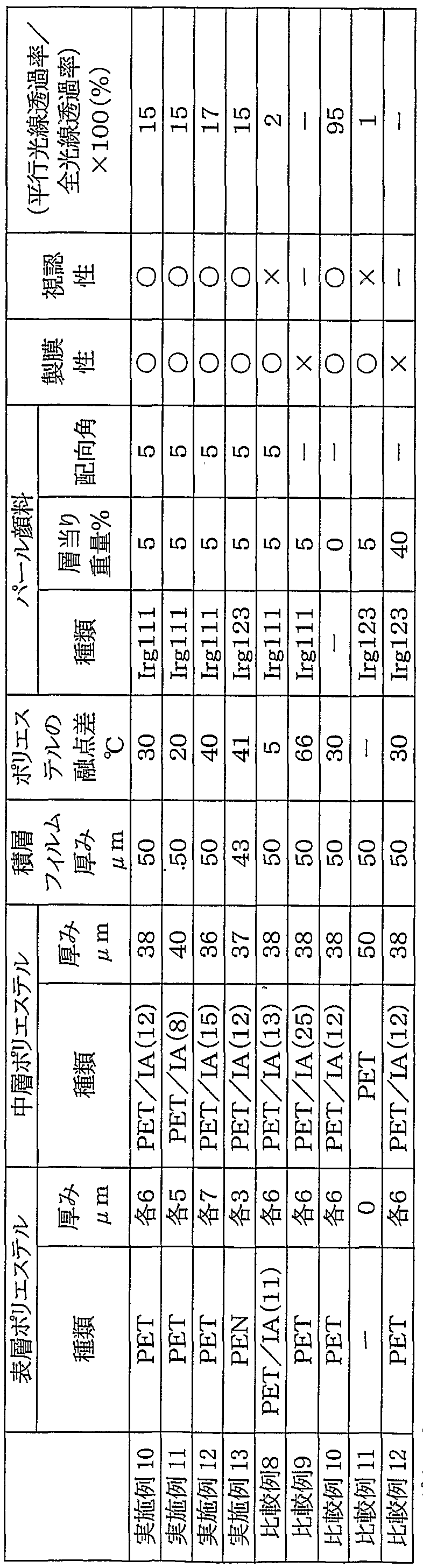
- Polystyrene (A) is polyethylene terephthalate containing 0.07% by weight of bulk silica particles with an average particle size of 1.7 m (intrinsic viscosity: 0.64 dZg, melting point 258 ° C, glass transition temperature 78 ° C And a polyester (B) having a melting point of 228 obtained by copolymerizing 12% by mole of isophthalic acid containing 5% by weight of a pearl pigment having an average major diameter of 15 m (manufactured by Merck, product name "IRI OD IN 111J"). Polyethylene terephthalate copolymer (intrinsic viscosity: 0.64 dlZg, melting point: 228 ° C) was used.
- polyesters (A) and (B) were melt-kneaded at 280 in separate extruders. Then, it was sent to a three-layer die in a three-layer configuration (A) / (B) / (A) with a thickness ratio of 3/19/3, and was quenched and solidified to obtain 465 unstretched films.
- the unstretched film was heated to 110 ° C, stretched 3.0 times in the machine direction, and then stretched to 120 °. The film was stretched 3.1 times in the transverse direction, and then heat-set at a heat-setting temperature of 230 for 3 seconds to form a 50-m thick (thickness ratio 6/38/6) biaxially oriented laminated laminate.
- Table 5 shows the properties of the obtained laminated polyester film.
- a laminated polyester film was prepared in the same manner as in Example 10 except that the materials shown in Table 5 were used. Lum was prepared and evaluated. Table 5 shows the evaluation results.
- Example 13 the stretching temperature was 140 ° C. in both the longitudinal and transverse directions, and the thickness of the unstretched film was 400 m.
- Comparative Example 11 the longitudinal stretching ratio was 3.4 times and the transverse stretching ratio was 3.6 times.
- PET polyethylene terephthalate
- PEN polyethylene mono 2, 6_ naphthalene dicarboxylate
- Irglll IRIODIN 111
- Irgl23 IRIODIN 123
- the films of Examples 10 to 13 have satisfactory characteristics even in actual use.
- the films of Comparative Examples 8 to 12 are rather inferior to the conventional products.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Mechanical Engineering (AREA)
- Thermal Sciences (AREA)
- Materials Engineering (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Laminated Bodies (AREA)
Description


Claims
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2003211447A AU2003211447A1 (en) | 2002-03-28 | 2003-01-31 | Biaxially oriented polyester film |
| EP20030706910 EP1489131A1 (en) | 2002-03-28 | 2003-01-31 | Biaxially oriented polyester film |
| US10/479,084 US20040151900A1 (en) | 2002-03-28 | 2003-01-31 | Biaxially oriented polyester film |
| KR10-2003-7015232A KR20040093376A (ko) | 2002-03-28 | 2003-01-31 | 이축 배향 폴리에스테르 필름 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002-90886 | 2002-03-28 | ||
| JP2002-90885 | 2002-03-28 | ||
| JP2002090885A JP2007015108A (ja) | 2002-03-28 | 2002-03-28 | 積層ポリエステルフィルム |
| JP2002090886A JP2007016056A (ja) | 2002-03-28 | 2002-03-28 | ポリエステルフィルム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2003082962A1 true WO2003082962A1 (en) | 2003-10-09 |
Family
ID=28677552
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2003/001002 Ceased WO2003082962A1 (en) | 2002-03-28 | 2003-01-31 | Biaxially oriented polyester film |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20040151900A1 (ja) |
| EP (1) | EP1489131A1 (ja) |
| KR (1) | KR20040093376A (ja) |
| CN (1) | CN1522272A (ja) |
| AU (1) | AU2003211447A1 (ja) |
| TW (1) | TW200304460A (ja) |
| WO (1) | WO2003082962A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007007885A (ja) * | 2005-06-28 | 2007-01-18 | Teijin Dupont Films Japan Ltd | 太陽電池裏面保護膜用ポリエステルフィルムおよびそれを用いた太陽電池裏面保護膜 |
| EP1666521A4 (en) * | 2003-09-11 | 2008-01-23 | Teijin Dupont Films Japan Ltd | Polyester film |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005105903A2 (en) * | 2004-05-05 | 2005-11-10 | Garware Polyester Ltd. | Low density white polyester film |
| US7445627B2 (en) * | 2005-01-31 | 2008-11-04 | Alpinespine, Llc | Polyaxial pedicle screw assembly |
| CN101600757B (zh) * | 2007-02-01 | 2012-06-06 | 帝人杜邦薄膜日本有限公司 | 电绝缘用双轴取向膜、包含其的膜电容器构成构件以及包含其的膜电容器 |
| TWI437032B (zh) * | 2007-11-30 | 2014-05-11 | Toray Industries | 聚酯薄膜及其製法、與使用它之面光源、太陽電池背板、太陽電池 |
| JP2009231269A (ja) * | 2008-02-25 | 2009-10-08 | Sumitomo Chemical Co Ltd | 反射板及び発光装置 |
| WO2010050603A1 (ja) * | 2008-10-30 | 2010-05-06 | 帝人デュポンフィルム株式会社 | 光学用積層フィルム |
| DE102008056870A1 (de) | 2008-11-12 | 2010-05-20 | Mitsubishi Polyester Film Gmbh | Mehrschichtige, weiße, biaxial orientierte Polyesterfolie mit metallisch glänzender Deckschicht |
| JP5271204B2 (ja) * | 2009-05-25 | 2013-08-21 | 三菱樹脂株式会社 | 積層ポリエステルフィルム |
| JP2012223904A (ja) * | 2011-04-15 | 2012-11-15 | Nitto Denko Corp | 粘着剤層付き透明樹脂フィルム、積層フィルムおよびタッチパネル |
| CN104053535B (zh) * | 2012-01-24 | 2016-08-24 | 东丽株式会社 | 聚酯膜及其制造方法 |
| KR101465871B1 (ko) * | 2013-04-02 | 2014-12-10 | 주식회사 효성 | 이축 연신 다층 폴리에스테르 매트 필름 |
| JP5920641B2 (ja) * | 2014-10-07 | 2016-05-18 | 東洋紡株式会社 | 二軸延伸ポリエチレンテレフタレートフィルム |
| JP6762941B2 (ja) * | 2014-12-15 | 2020-09-30 | ビーエーエスエフ ソシエタス・ヨーロピアBasf Se | 難燃剤としての金属酸化物で被覆された雲母 |
| JP6779755B2 (ja) * | 2015-11-26 | 2020-11-04 | 東洋紡フイルムソリューション株式会社 | 金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム |
| CN106146893A (zh) * | 2016-07-07 | 2016-11-23 | 上海金发科技发展有限公司 | 一种珠光粉母料及其制备方法 |
| CN106444139A (zh) * | 2016-11-02 | 2017-02-22 | 深圳市盛波光电科技有限公司 | 一种半透半反偏光片视觉效果控制方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0668513A1 (en) * | 1994-02-18 | 1995-08-23 | Tomoegawa Paper Co. Ltd. | Semi-transmissive semi-reflective film laminate and a method of production therefor |
| JPH0976393A (ja) * | 1995-09-08 | 1997-03-25 | Oike Ind Co Ltd | 半透過半反射拡散フイルム |
| JPH11271511A (ja) * | 1998-03-20 | 1999-10-08 | Kimoto & Co Ltd | 半透過半反射体 |
| JP2000241609A (ja) * | 1999-02-23 | 2000-09-08 | Daicel Chem Ind Ltd | 光散乱シート |
| US6348960B1 (en) * | 1998-11-06 | 2002-02-19 | Kimotot Co., Ltd. | Front scattering film |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2544245C3 (de) * | 1975-10-03 | 1981-12-17 | Röhm GmbH, 6100 Darmstadt | Infrarot-reflektierendes Verglasungsmaterial |
| US4126727A (en) * | 1976-06-16 | 1978-11-21 | Congoleum Corporation | Resinous polymer sheet materials having selective, decorative effects |
| US4168986A (en) * | 1978-07-03 | 1979-09-25 | Polaroid Corporation | Method for preparing lamellar pigments |
| US4643925A (en) * | 1982-09-07 | 1987-02-17 | The Goodyear Tire & Rubber Company | Multi-layer polyisophthalate and polyterephthalate articles and process therefor |
| US4756951A (en) * | 1986-06-12 | 1988-07-12 | Mannington Mills Inc. | Decorative surface coverings having platey material |
| JPS63289030A (ja) * | 1987-05-22 | 1988-11-25 | Fuji Photo Film Co Ltd | ポリエステルフイルム |
| EP0548822B1 (de) * | 1991-12-21 | 1996-06-05 | Röhm Gmbh | IR-reflektierender Körper |
| US5433779A (en) * | 1993-12-06 | 1995-07-18 | The Mearl Corporation | Rutile titanium dioxide coated micaceous pigments formed without tin |
| JP3929082B2 (ja) * | 1994-12-05 | 2007-06-13 | リケンテクノス株式会社 | 化粧シートおよびその製造方法 |
| CN1529825A (zh) * | 2001-06-04 | 2004-09-15 | 帝人杜邦菲林日本株式会社 | 半透过反射膜 |
| US6599669B2 (en) * | 2001-08-16 | 2003-07-29 | Eastman Kodak Company | Imaging element with nacreous pigment |
| US6596447B2 (en) * | 2001-08-16 | 2003-07-22 | Eastman Kodak Company | Photographic element with nacreous overcoat |
| US6544714B1 (en) * | 2001-08-16 | 2003-04-08 | Eastman Kodak Company | Nacreous photographic packaging materials |
| US6596451B2 (en) * | 2001-08-16 | 2003-07-22 | Eastman Kodak Company | Nacreous imaging element containing a voided polymer layer |
| US6569593B2 (en) * | 2001-08-16 | 2003-05-27 | Eastman Kodak Company | Oriented polyester imaging element with nacreous pigment |
| US6544713B2 (en) * | 2001-08-16 | 2003-04-08 | Eastman Kodak Company | Imaging element with polymer nacreous layer |
-
2003
- 2003-01-31 CN CNA038005158A patent/CN1522272A/zh active Pending
- 2003-01-31 AU AU2003211447A patent/AU2003211447A1/en not_active Abandoned
- 2003-01-31 WO PCT/JP2003/001002 patent/WO2003082962A1/ja not_active Ceased
- 2003-01-31 EP EP20030706910 patent/EP1489131A1/en not_active Withdrawn
- 2003-01-31 US US10/479,084 patent/US20040151900A1/en not_active Abandoned
- 2003-01-31 KR KR10-2003-7015232A patent/KR20040093376A/ko not_active Withdrawn
- 2003-02-06 TW TW92102636A patent/TW200304460A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0668513A1 (en) * | 1994-02-18 | 1995-08-23 | Tomoegawa Paper Co. Ltd. | Semi-transmissive semi-reflective film laminate and a method of production therefor |
| JPH0976393A (ja) * | 1995-09-08 | 1997-03-25 | Oike Ind Co Ltd | 半透過半反射拡散フイルム |
| JPH11271511A (ja) * | 1998-03-20 | 1999-10-08 | Kimoto & Co Ltd | 半透過半反射体 |
| US6348960B1 (en) * | 1998-11-06 | 2002-02-19 | Kimotot Co., Ltd. | Front scattering film |
| JP2000241609A (ja) * | 1999-02-23 | 2000-09-08 | Daicel Chem Ind Ltd | 光散乱シート |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1666521A4 (en) * | 2003-09-11 | 2008-01-23 | Teijin Dupont Films Japan Ltd | Polyester film |
| JP2007007885A (ja) * | 2005-06-28 | 2007-01-18 | Teijin Dupont Films Japan Ltd | 太陽電池裏面保護膜用ポリエステルフィルムおよびそれを用いた太陽電池裏面保護膜 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2003211447A1 (en) | 2003-10-13 |
| CN1522272A (zh) | 2004-08-18 |
| KR20040093376A (ko) | 2004-11-05 |
| EP1489131A1 (en) | 2004-12-22 |
| US20040151900A1 (en) | 2004-08-05 |
| TW200304460A (en) | 2003-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2003082962A1 (en) | Biaxially oriented polyester film | |
| JP5162054B2 (ja) | 光学用積層ポリエステルフィルム | |
| JP2006175628A (ja) | 反射防止フィルム用ポリエステルフィルムおよび反射防止フィルム | |
| JP2003050304A (ja) | 半透過反射ポリエステルフィルムおよび製造方法 | |
| JP4927246B2 (ja) | 共押出積層ポリエステルフィルム | |
| JP2014177522A (ja) | 光学基材用粘着シート | |
| JP2009269172A (ja) | 接着性改質基材フィルムおよびハードコートフィルム | |
| JP2003048291A (ja) | 半透過反射積層ポリエステルフィルムおよび製造方法 | |
| JP2005336395A (ja) | 離型フィルム | |
| WO2002099475A1 (en) | Semipermeable reflecting film | |
| JP2007111923A (ja) | 離型フィルム | |
| JP2013202962A (ja) | 両面粘着テープ用ポリエステルフィルム | |
| JP2004330504A (ja) | 半透過反射積層ポリエステルフィルムおよび液晶表示装置 | |
| JP2004142372A (ja) | 半透過反射積層ポリエステルフィルム | |
| JP2011212891A (ja) | 離型フィルム | |
| JP2007015108A (ja) | 積層ポリエステルフィルム | |
| JP2006175627A (ja) | 積層ポリエステルフィルム | |
| JP2006103249A (ja) | 反射防止フィルム用ポリエステルフィルムおよび反射防止フィルム | |
| JP2007045024A (ja) | 積層ポリエステルフィルム | |
| JP2007016056A (ja) | ポリエステルフィルム | |
| JP4769812B2 (ja) | 光反射体 | |
| JP2012192533A (ja) | 多層ポリエステルフィルム | |
| JP2014152278A (ja) | 光学基材用粘着シート | |
| JP2014177521A (ja) | 光学基材用粘着シート | |
| JP2013156458A (ja) | 光学基材用粘着シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AE AG AL AM AT AU AZ BA BB BG BR BY BZ CA CH CN CO CR CU CZ DE DK DM DZ EC EE ES FI GB GD GE GH GM HR HU ID IL IN IS KE KG KR KZ LC LK LR LS LT LU LV MA MD MG MK MN MW MX MZ NO NZ OM PH PL PT RO RU SC SD SE SG SK SL TJ TM TN TR TT TZ UA UG US UZ VC VN YU ZA ZM ZW |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): GH GM KE LS MW MZ SD SL SZ TZ UG ZM ZW AM AZ BY KG KZ MD RU TJ TM AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LU MC NL PT SE SI SK TR BF BJ CF CG CI CM GA GN GQ GW ML MR NE SN TD TG |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020037015232 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 10479084 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2003706910 Country of ref document: EP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 038005158 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 2003706910 Country of ref document: EP |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 2003706910 Country of ref document: EP |