WO2004045857A2 - Laser marking process - Google Patents
Laser marking process Download PDFInfo
- Publication number
- WO2004045857A2 WO2004045857A2 PCT/US2003/036222 US0336222W WO2004045857A2 WO 2004045857 A2 WO2004045857 A2 WO 2004045857A2 US 0336222 W US0336222 W US 0336222W WO 2004045857 A2 WO2004045857 A2 WO 2004045857A2
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- laser
- ink
- sensitive material
- laser sensitive
- printed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/46—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography characterised by the light-to-heat converting means; characterised by the heat or radiation filtering or absorbing means or layers
- B41M5/465—Infrared radiation-absorbing materials, e.g. dyes, metals, silicates, C black
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/24—Ablative recording, e.g. by burning marks; Spark recording
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/267—Marking of plastic artifacts, e.g. with laser
Definitions
- the present invention relates to a laser marking process for use on thin flexible plastic films of the type commonly used for the packaging of various types of foodstuffs, and especially to such a process using an ink which contains or is associated with a laser sensitive material.
- Laser marking of plastics materials is now well known [see, for example, "Laser Marking” by Paul D. Hartung, Chapter 17 of “Plastics Finishing and Decoration” edited by Donatas Satas, published by Van Nostrand Reinhold Co., New York, 1986]. It is a valuable method of marking which has found many applications. Its advantages include: the laser does not directly contact the item to be marked, and so there is no mechanical wear, neither is there any impact on the contents of the packaging; it allows extremely small characters or symbols to be drawn; accurately and legibly, markings can be made at extremely high speeds; lasers are extremely reliable and require minimal maintenance, and other moving parts on the marking system are limited.
- Another laser marking technique comprises using a laser to remove thermally a covering layer, thereby exposing a lower layer of a different colour from that of the covering layer, so providing visible markings.
- An example of such a process, for the marking of optical fibres or electric cables, is described in US Patent No. 5,111,523.
- a further laser marking method employs the heat generated by laser radiation striking a substrate to cause a change in the colour of athermosensitive material, as described, for example, in US Patent No. 5,608, 429.
- Another type of laser marking process uses thin aluminium layers which are deposited by vacuum evaporation. Because these absorb in the range of the Nd:YAG-radiation, such aluminium layers can be removed by laser radiation. This can be used to remove coloured ink layers, printed on the aluminium layer or to make contrast forming layers visible, as described in US Patent No. 6,066,437.
- aluminium-coated films are necessary, which are expensive and the deposition of the aluminium requires specialised equipment, which means that it often cannot be done or cannot be done economically at the site where the packages are printed.
- the present invention consists in a process for marking a flexible plastic material using a laser, which process comprises the steps: applying to a surface of a substrate comprising said flexible plastic material in one or more layers an ink in association with a laser sensitive material; drying the ink; exposing portions of the ink to laser radiation at a wavelength to which said laser sensitive material is sensitive so that laser radiation absorbed by the laser sensitive material heats and removes thermally the ink or causes the ink to change colour, so as to cause markings to appear on the exposed portions.
- the expression "in association with” is here defined to mean that the ink and the laser sensitive material are in sufficiently close physical proximity that the heat induced in the laser sensitive material by the laser radiation is sufficient to cause the thermal removal of the ink.
- the laser sensitive material and the ink may be applied in separate layers or together in one composition.
- the present invention consists in a process for marking a flexible plastic material using a laser, which process comprises the steps: applying to a surface of a substrate comprising said flexible plastic material a laser sensitive material which is or is associated with a material fliat generates gas on heating; coating the laser sensitive material with a gas-impermeable layer; exposing portions of the laser sensitive material to laser radiation at a wavelength to which said laser sensitive material is sensitive so that laser radiation absorbed by the laser sensitive material heats and causes gas to be generated, so as to form raised markings to appear on the exposed portions.
- the layer of ink or layers of ink and laser sensitive material referred to above may cover the entire surface of the substrate, if desired. However, it is a benefit of the present invention that they need not do so. Thus, the layers may, if desired, cover only that portion or those portions of the substrate on which markings are subsequently to be printed, and they may be applied by conventional printing processes with considerable accuracy.
- the markings to be printed are "use by" or "best before” information
- a single patch of the coating layers may be applied to the substrate in the position where this information is to be inserted.
- the invention is equally applicable to the printing of statutory information, which may vary from country to country and/or which may need to be in different languages for different countries. In this case, several patches of ink/varnish and laser sensitive material may need to be applied.
- bar codes can be marked on areas that have been selectively coated with laser sensitive material.
- the laser sensitive material When the laser sensitive material is exposed to the laser radiation, it absorbs the energy of the radiation, becomes hot and generally removes the layer containing it and any other layers above it by thermal action. It therefore follows that the ink or non-pigmented coating should burn, degrade, evaporate or otherwise be thermally removable at a temperature to which the laser heats the laser sensitive material. The majority of inks and coatings cu ⁇ ently available will do so, and so the selection of an appropriate ink or coating is not a difficult task.
- the laser sensitive material is a material which can convert the energy of the laser radiation to thermal energy.
- the nature of the laser sensitive material used in the present invention will depend on the laser system chosen, as is well known in the field of laser making .
- the laser sensitive material is preferably: mica or metal oxide-coated mica particles, such as those sold by Merck KgaA, Darmstadt, Germany under the trade names Iriodin LS 800, Iriodin LS 805, Iriodin LS 810, Iriodin LS 830, Iriodin LS 835 or Iriodin LS 850, or those sold by EMI (EMI Industries, Inc.
- Ultrastar GX 2550 that sold by Wolstenholme (Wolstenholme International Ltd., Darwen, Blackburn, England) under the trade name Metasheen 1015 or that sold by Eckart under the trade name Rotosafe 751 or Rotosafe 700; carbon black, such as that sold by Degussa (Degussa AG, Frankfurt, Germany) under the trade name Printex XE2, Printex 3 or Printex L or that sold by Avecia (Avecia, Manchester, England) under the trade name Pro-Jet 900 NP Bx2005; kaolin and other silicates; titanium dioxide; and calcium carbonate.
- the laser sensitive material is preferably: mica or metal oxide-coated mica particles, such as Iriodin LS 820, Iriodin LS 825, Iriodin LS 830, Iriodin LS 835 or Iriodin LS 850 (all ex Merck), or Laser Flair LS 820, Laser Flair LS 825, Laser Flair LS 830, Laser Flair LS 835 or Laser Flair LS 850 (all ex EMI); aluminium powders, such as Silvet LR10, Silvet LR20, Silvet LR30, Silvet ET917, or Silvet ET1630 (all ex Silberline), Ultrastar GX 2550 (ex Eckart), Metasheen 1015 (ex Wolstenholme) or Rotosafe 751 or Rotosafe 700 (both ex Eckart); carbon black, such as Printex
- inks there is no particular restriction on the nature of the ink used in the present invention, and any ink known for use in the printing of flexible plastic films may be used, subject only to the restriction, as explained above, that it should be capable of being removed by the heat generated in the laser sensitive material by the laser radiation.
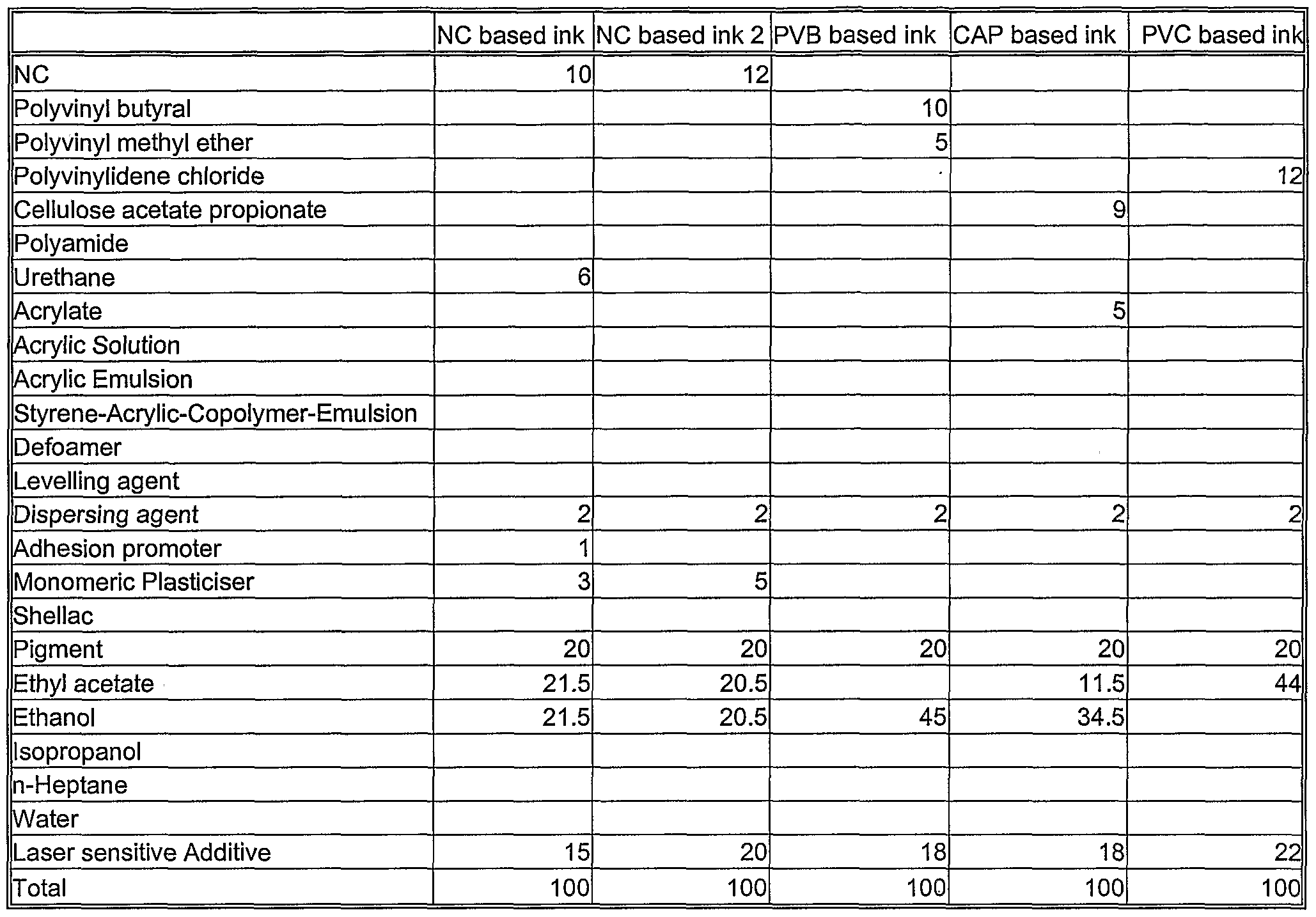
- inks include those comprising: nitrocellulose (NC) based inks, polyvinyl butyrate (PVB) based inks, polyurethane (PUR) based inks, cellulose acetate propionate (CAP) based inks, polyvinyl chloride (PVC) based inks, polyamide (PA) based inks, water based inks.
- NC nitrocellulose
- PVB polyvinyl butyrate
- PUR polyurethane
- CAP cellulose acetate propionate
- PVC polyvinyl chloride
- PA polyamide
- inks by their very nature, necessarily include at least one pigment.
- the laser sensitive material may also be applied as part of an essentially transparent pigment-free coating. The formulation of these coatings is essentially similar to that of the inks, but with the coloured pigment absent.
- the laser sensitive material is incorporated into an ink or into a non-pigmented coating, it is preferably present in an amount from 1 to 40%, more preferably from 5 to 20%, and most preferably from 10 to 15% by weight of the whole composition.
- compositions which may be used in the present invention are given in the following Table 1 (inks) and Table 2(pigment-free coatings), in which the laser sensitive material refe ⁇ ed to may be any of the laser sensitive materials mentioned above.
- plastic film used as the substrate in the process of the present invention there is no particular restriction on the nature of the plastic film used as the substrate in the process of the present invention, and any plastic materials commonly used in the industry, especially for food wrapping, may be used.
- plastic materials include synthetic and semi synthetic organic polymers, such as cellulose acetate, cellulose acetate butyrate (CAB), cellophane, polyvinyl chloride (PVC), polyvinyl fluoride, polyvinylidene chloride (PVDC), polyethylene, polypropylene (PP), polyamides, polyesters, polyphenylene oxide, polyethylene terephthalate (PET), polybutylene terephthalate (PBT), polymethyl methacrylate, poly(methyl pentene (TPX), polyvinyl acetal, polystyrene, acrylonitrile-butadiene-styrene (ABS), acrylonitrile-styrene-acrylate (ASA), polycarbonate, polystyrene, polyether
- films made from any of these polymers may be coated with coating materials well known in the art, and/or may be laminated to a film or films made of the same or different polymers. Further examples of such plastic materials may be found in standard reference texts, such as "Plastic Films", 3rd Edition, by J. H. Briston, published by Longman Group in 1989.
- the substrate may be coated with a colouring layer impervious to the laser radiation, so as to provide a layer of a contrasting colour to that of the ink subsequently applied.
- the lower, laser-impervious, layer will be seen as a contrasting colour and will form the printed markings generated by the laser.
- the coating layer of ink which is selectively removed may be coloured, so that, when it is removed, the native colour of the substrate is seen as a contrast.
- the ink is cured or dried to form a coherent layer on the substrate.
- one or more further films of plastic material may be laminated to the coated substrate. This may be any of the polymers listed above, but should be transparent to the radiation of the laser employed. If another film is laminated on top of the ink, and the ink emits gases or otherwise undergoes an increase in volume on being heated by the heat resulting from absorption of the laser energy by the laser sensitive material, the portion of the laminated film above the markings will be raised, thus giving an embossed effect which otherwise would be difficult to achieve and which can be very desirable.
- the present invention can thus provide thin flexible plastic films which may be coated in many ways. Examples of these include:
- the film may be coated with a single layer of an ink containing the laser sensitive material
- the film may be coated with a layer of laser sensitive material, which, in turn, is coated with a layer of ink;
- the film may be coated with a layer of ink, which, in turn, is coated with a single layer of an ink containing the laser sensitive material;
- the film may be coated with a layer of ink, which, in turn, is coated with a layer of laser sensitive material, that being coated with a layer of ink.
- a layer of ink which, in turn, is coated with a layer of laser sensitive material, that being coated with a layer of ink.
- the laser sensitive material is mixed with the ink or that the ink and the laser sensitive material are in separate, but associated, layers, the layer of ink to be removed by the process of the present invention being on the side of the layer of laser sensitive material remote from the substrate.
- any of the above may be coated with further layers of material, for example, varnish, provided that any such further layers are transparent or essentially transparent, to the laser radiation.
- the film may be coated with one or more other layers of materials, such as inks, varnishes and the like, prior to being coated with the first layer in accordance with the present invention.
- a laser sensitive material is or is associated with a material which evolves gas when heated, it may be the laser sensitive material which evolves gas.
- the laser sensitive material may be associated with, e.g. mixed with, another material which evolves gas.
- the material is then coated with a gas-impermeable layer, which can be any such known material.
- Example 1 A laser sensitive solvent based coating was printed on transparent oriented polypropylene (OPP) film, and then overprinted with a nitrocellulose based cyan ink.
- OPP transparent oriented polypropylene
- the formulation of the laser sensitive coating was (parts by weight):
- the cyan ink was Europa cyan ex Sun Chemical. After exposure to a Nd:YAG laser, marks were visible as a result of removal of the cyan ink from the regions exposed to the laser beam.
- Example 2 A laser sensitive solvent based coating was printed on transparent OPP film, and then overprinted with a nitrocellulose based cyan ink.
- the formulation of the laser sensitive coating was (parts by weight):
- the cyan ink was Europa cyan ex Sun Chemical. After exposure to a C0 2 laser, marks were visible as a result of removal of the cyan ink from the regions exposed to the laser beam.
- a laser sensitive solvent based coating was printed on transparent OPP film, and then overprinted with a nitrocellulose based cyan ink.
- the formulation of the laser sensitive coating was (parts by weight):
- the cyan ink was Europa cyan ex Sun Chemical. After exposure to a C0 2 laser, marks were visible as a result of removal of the cyan ink from the regions exposed to the laser beam.
- a laser sensitive solvent based coating was printed on transparent OPP film, and then ove ⁇ rinted with a nitrocellulose based cyan ink.
- the formulation of the laser sensitive coating was (parts by weight):
- the cyan ink was Europa cyan ex Sun Chemical. After exposure to a Nd:YAG laser, marks were visible as a result of removal of the cyan ink from the regions exposed to the laser beam.
- Example 5 A laser sensitive water based coating was printed on transparent OPP film, and then ove ⁇ rinted with a nitrocellulose based cyan ink.
- the formulation of the laser sensitive coating was (parts by weight):
- the cyan ink was Europa cyan ex Sun Chemical. After exposure to a Nd:YAG laser, marks were visible as a result of removal of the cyan ink from the regions exposed to the laser beam. I xample 6
- a laser sensitive solvent based coating was printed on transparent OPP film, and then ove ⁇ rinted with a nitrocellulose based yellow ink.
- the formulation of the laser sensitive coating was (parts by weight):
- the cyan ink was Europa yellow ex Sun Chemical. After exposure to a Nd:YAG or C0 2 laser, marks were visible as a result of removal of the cyan ink from the regions exposed to the laser beam.
- Example 7 A nitrocellulose based white ink was printed on transparent polyethylene terephthalate (PET), and was ove ⁇ rinted with a solvent based laser sensitive magenta ink.
- the formulation of the laser sensitive magenta ink was (parts by weight):
- the white ink was Europa white ex Sun Chemical. After exposure to a Nd:YAG laser, marks were visible as a result of removal of the magenta ink from the regions exposed to the laser beam, while the white ink film had not been removed by the laser.
- Example 8 A cellulose acetate propionate based orange ink was printed on transparent polypropylene (PP), and then ove ⁇ rinted with a solvent based laser sensitive coating, which,in turn, was ove ⁇ rinted with cellulose acetate propionate based green ink.
- the formulation of the laser sensitive coating was (parts by weight):
- the orange ink was Europa orange ex Sun Chemical.
- the green ink was Europa green ex Sun Chemical. After exposure to a Nd:YAG laser, marks were visible since the orange ink was not removed by the laser and gave contrast to the green ink which had been removed.
- a polyvinyl butyral based laser sensitive coating was printed on PET and ove ⁇ rinted with a polyvinyl butyral based red ink. This film was laminated with a two-pack adhesive onto polyethylene (PE). The formulation of the laser sensitive coating was (parts by weight):
- the red ink was Optiprint red ex Sun Chemical.
- the adhesive was Mor-Free 402A/Mor-Free C79 ex Rohm &Haas. After exposure to a Nd:YAG laser, marks were visible as a result of removal (or change in colour) of the red ink from the regions exposed to the laser beam.
- a nitrocellulose based white ink printed on PET was ove ⁇ rinted with a nitrocellulose based laser sensitive coating and a polyvinyl butyral based yellow ink. This film was laminated with a two-pack solvent free adhesive onto PP.
- the formulation of the laser sensitive coating was (parts by weight):
- the white ink was Europa white ex Sun Chemical.
- the yellow ink was Optiprint yellow ex Sun Chemical.
- the solvent based adhesive was Herberts EPS71-72 / KS65 ex Herberts. After exposure to a Nd:YAG laser, marks were visible as a result of removal of the yellow ink from the regions exposed to the laser beam.
- Example 11 A nitrocellulose based laser sensitive green was printed on polyamide (PA).
- the formulation of the laser sensitive green ink was (parts by weight):
- a nitrocellulose based laser sensitive blue ink was printed on PA.
- the formulation of the laser sensitive blue ink was (parts by weight):
- Example 13 A polyvinyl butyral based laser sensitive blue ink was printed on PA.
- the formulation of the laser sensitive blue ink was (parts by weight):
- a water based laser sensitive blue ink was printed on PA.
- the formulation of the laser sensitive blue ink was (parts by weight):
- a nitrocellulose based laser sensitive yellow ink was printed on PA.
- the formulation of the laser sensitive yellow ink was (parts by weight):
- a laser sensitive nitrocellulose based orange ink was printed on PET.
- the film was laminated with a two-pack adhesive onto PE.
- the formulation of the laser sensitive orange ink was (parts by weight):
- the adhesive was Mor-Free 402A/Mor-Free C79 ex Rohm &Haas. After exposure to a Nd:YAG laser, marks were visible as a result of removal of the orange ink from the regions exposed to the laser beam.
- Example 17 A polyvinyl butyral based white ink was printed on PE, and was ove ⁇ rinted with laser sensitive polyvinyl butyral based violet ink. This film was laminated with water based adhesive on PP. The formulation of the laser sensitive violet ink was )parts by weight):
- the white ink was Europa white ex Sun Chemical.
- the water based adhesive was Aqua-LAM 300A/Aquabond 444C ex Rohm & Haas. After exposure to a Nd:YAG laser, marks were visible as a result of removal of the violet ink from the regions exposed to the laser beam.
- Example 18 A laser sensitive water based coating was printed on a transparent OPP film, and was then ove ⁇ rinted with a water based, i ⁇ eversible, thermochromic ink.
- the formulation of the laser sensitive coating was:
- thermochromic ink was a water based flexo ink ex Sun Chemical with irreversible colour change at 90 °C from colourless to dark grey. After exposure to a NdYAG laser, marks were visible as a result of i ⁇ eversible colour change of the thermochromic ink, due to energy abso ⁇ tion in the laser sensitive coating and temperature increase to more than 90 °C.
- the laser power has to be in a range such that there is enough energy to reach the recommended temperature for the colour change but not to remove the ink layer.
- a laser sensitive solvent based coating was printed on shrinkable PET film, and was then ove ⁇ rinted with a nitrocellulose based white ink.
- the film was shrunk on a glass bottle where the printed side has contact with the bottle.
- the formulation of the laser sensitive coating was:
- the white ink was Europa white ex Sun Chemical. After exposure to a NdYAG laser, dark marks were visible as a result of removal of the white ink from the regions of the film exposed to the laser beam. The ink was transfe ⁇ ed to the surface of the bottle, so a copy of the marks was visible after removal of the film. This can be used as a security characteristic.
- Example 20 A nitrocellulose based laser sensitive blue ink was printed on shrinkable PET. The film was shrunk on a PET bottle where the printed side was in contact with the bottle. The formulation of the laser sensitive blue ink was:
- Example 21 A laser sensitive solvent based coating was printed on transparent OPP film, and was then ove ⁇ rinted with a nitrocellulose based cyan ink. The same coating layers were applied to paper. The printed film over-wrapped the printed paper. The formulation of the laser sensitive coating was:
- the cyan ink was Europa cyan ex Sun Chemical.
- the laser exposure was partly on film and partly on paper. After exposure to a NdYAG laser, marks were visible as a result of removal of the cyan ink from the regions of the film and the paper exposed to the laser beam. This can be used as a security characteristic.
- Example 22 A nitrocellulose based yellow ink was printed on polyvinyl acetal film as micro text. It was then ove ⁇ rinted with a solvent based laser sensitive blue ink. The formulation of the laser sensitive blue ink was:
- the yellow ink was Europa yellow ex Sun Chemical. After exposure to a C0 2 laser, marks were visible as a result of removal of the blue ink from the regions exposed to the laser beam. Inside the marks, formed by the removal of the blue ink, the yellow micro text underneath was visible. This can be used as a security characteristic.
- a nitrocellulose based yellow ink was printed on transparent OPP film as micro text. It was then ove ⁇ rinted with a laser sensitive solvent based coating which was ove ⁇ rinted with a nitrocellulose based cyan ink.
- the formulation of the laser sensitive coating was:
- the yellow ink was Europa yellow ex Sun Chemical
- the cyan ink was Europa cyan ex Sun Chemical.
- marks were visible as a result of removal of the blue ink from the regions exposed to the laser beam. In the marks, formed by the removal of the blue ink, the yellow micro text underneath was visible. This can be used as a security characteristic.
- Example 24 A polyvinyl butyral based laser sensitive coating was printed on PE. This film was laminated onto PET using a 2-compound adhesive. The formulation of the laser sensitive coating was:
- marks were visible and tangible as a result of bubbles, formed in between the two plastic films, caused by the thermal destruction of the laser sensitive coating.
- the intensity of bubble formation can be influenced by the laser power.
- These marks can also be fdt by blind people. They can, therefore, be used as Braille or Moon script.
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Thermal Transfer Or Thermal Recording In General (AREA)
- Dot-Matrix Printers And Others (AREA)
- Inks, Pencil-Leads, Or Crayons (AREA)
- Laser Beam Processing (AREA)
Abstract
Description



























Claims
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03783398.5A EP1560715B2 (en) | 2002-11-14 | 2003-11-12 | Laser marking process |
| AU2003290814A AU2003290814A1 (en) | 2002-11-14 | 2003-11-12 | Laser marking process |
| MXPA05006190A MXPA05006190A (en) | 2002-11-14 | 2003-11-12 | Laser marking process. |
| ES03783398.5T ES2311747T5 (en) | 2002-11-14 | 2003-11-12 | Laser marking procedure |
| BR0307991-0A BR0307991A (en) | 2002-11-14 | 2003-11-12 | Laser Marking Process |
| DE60324311T DE60324311D1 (en) | 2002-11-14 | 2003-11-12 | METHOD FOR LASER LABELING |
| CA002506979A CA2506979A1 (en) | 2002-11-14 | 2003-11-12 | Laser marking process |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB0226597.3A GB0226597D0 (en) | 2002-11-14 | 2002-11-14 | Laser marking process |
| GB0226597.3 | 2002-11-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2004045857A2 true WO2004045857A2 (en) | 2004-06-03 |
| WO2004045857A3 WO2004045857A3 (en) | 2004-07-08 |
Family
ID=9947832
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2003/036222 Ceased WO2004045857A2 (en) | 2002-11-14 | 2003-11-12 | Laser marking process |
Country Status (12)
| Country | Link |
|---|---|
| EP (1) | EP1560715B2 (en) |
| AT (1) | ATE411906T1 (en) |
| AU (1) | AU2003290814A1 (en) |
| BR (1) | BR0307991A (en) |
| CA (1) | CA2506979A1 (en) |
| DE (1) | DE60324311D1 (en) |
| EC (1) | ECSP055842A (en) |
| ES (1) | ES2311747T5 (en) |
| GB (1) | GB0226597D0 (en) |
| MX (1) | MXPA05006190A (en) |
| WO (1) | WO2004045857A2 (en) |
| ZA (1) | ZA200504580B (en) |
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1520887A3 (en) * | 2003-10-02 | 2005-06-15 | National Starch and Chemical Investment Holding Corporation | Primer composition for bonding polymer composites with urethane adhesives and sealants |
| WO2005068207A1 (en) * | 2004-01-14 | 2005-07-28 | Datalase Ltd. | Laser imaging |
| EP1604572A1 (en) * | 2004-06-09 | 2005-12-14 | Eberhard Wiedenmann | Method for marking smoked foodstuff |
| WO2007141522A1 (en) * | 2006-06-08 | 2007-12-13 | Datalase Ltd. | Laser marking |
| DE102008046461A1 (en) | 2008-09-09 | 2010-03-11 | Tesa Se | Process for producing a multicolor laser-inscribable film |
| WO2010060123A1 (en) * | 2008-11-03 | 2010-06-03 | Teich Aktiengesellschaft | Printed circuit board |
| ITMO20110225A1 (en) * | 2011-09-01 | 2013-03-02 | Swisslog Italia Spa | PACKAGING AND PACKAGING MATERIAL |
| US8877332B2 (en) | 2007-11-30 | 2014-11-04 | Eckart Gmbh | Use of a mixture comprising spherical metal particles and metal flakes as laser-marking or laser-weldability agents and laser markable and/or laser weldable plastic |
| US8883900B2 (en) | 2010-10-25 | 2014-11-11 | Sabic Global Technologies B.V. | Electroless plating performance of laser direct structuring materials |
| DE102013218752A1 (en) | 2013-09-18 | 2015-03-19 | Bundesdruckerei Gmbh | Activatable value or security product, method for activating and method for producing the value or security product |
| WO2015122894A3 (en) * | 2014-02-13 | 2015-10-29 | Spectra Systems Corporation | Gas activated security articles |
| EP2946938A1 (en) * | 2014-05-23 | 2015-11-25 | Merck Patent GmbH | Method for the laser treatment of coatings |
| CN107437369A (en) * | 2016-12-21 | 2017-12-05 | 信码互通(北京)科技有限公司 | Plastic sheet and its manufacture method with gray scale mark |
| US10051905B2 (en) | 2016-08-19 | 2018-08-21 | Levi Strauss & Co. | Laser finishing of apparel |
| CN111105701A (en) * | 2020-01-31 | 2020-05-05 | 北京逸智联科技有限公司 | Printed bar code label and printing system |
| US10712922B2 (en) | 2017-10-31 | 2020-07-14 | Levi Strauss & Co. | Laser finishing design tool with damage assets |
| US10994564B2 (en) | 2017-08-09 | 2021-05-04 | Parker-Hannifin Corporation | Enhanced method for product marking |
| US11000086B2 (en) | 2018-02-27 | 2021-05-11 | Levi Strauss & Co. | Apparel design system with collection management |
| US11250312B2 (en) | 2017-10-31 | 2022-02-15 | Levi Strauss & Co. | Garments with finishing patterns created by laser and neural network |
| US11313072B2 (en) | 2018-02-27 | 2022-04-26 | Levi Strauss & Co. | On-demand manufacturing of laser-finished apparel |
| US11484080B2 (en) | 2018-11-30 | 2022-11-01 | Levi Strauss & Co. | Shadow neutral 3-D garment rendering |
| US11530503B2 (en) | 2019-07-23 | 2022-12-20 | Levi Strauss & Co. | Three-dimensional rendering preview in web-based tool for design of laser-finished garments |
| DE102021121059A1 (en) | 2021-08-13 | 2023-02-16 | Koenig & Bauer Ag | Method for producing marked packaging material by means of a laser beam and a marking device for producing marked packaging material with a laser source |
| US11680366B2 (en) | 2018-08-07 | 2023-06-20 | Levi Strauss & Co. | Laser finishing design tool |
| US11813820B2 (en) | 2017-09-22 | 2023-11-14 | Printpack Illinois, Inc. | Packaging material with indicium in metallic layer |
| US20240326500A1 (en) * | 2023-03-30 | 2024-10-03 | The Procter & Gamble Company | Laser marked articles with machine readable codes |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9881714B2 (en) | 2014-06-19 | 2018-01-30 | Saint-Gobain Performance Plastics Corporation | Laser-markable insulation material for wire or cable assemblies |
| US10256009B2 (en) | 2014-06-19 | 2019-04-09 | Saint-Gobain Performance Plastics Corporation | Laser-markable insulation material for wire or cable assemblies |
| US20250296767A1 (en) * | 2024-03-19 | 2025-09-25 | The Procter & Gamble Company | Cartridge with laser marking |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2083726A (en) | 1980-09-09 | 1982-03-24 | Minnesota Mining & Mfg | Preparation of multi-colour prints by laser irradiation and materials for use therein |
| US5035983A (en) | 1988-05-31 | 1991-07-30 | Dainippon Ink And Chemicals, Inc. | Method and composition for laser-marking |
| US5111523A (en) | 1990-01-03 | 1992-05-05 | Filotex | Laser-markable optical fiber or electric cable |
| US5608429A (en) | 1993-08-02 | 1997-03-04 | Nippon Kayaku Kabushiki Kaisha | Laser marking method, laser marking composition and articles having color developing layer made of said composition |
| US5928780A (en) | 1995-06-23 | 1999-07-27 | Merck Patent Gesellschaft Mit Beschrankter Haftung | Laser-markable plastics comprising non-platelet phyllosilicate |
| US5977514A (en) | 1997-06-13 | 1999-11-02 | M.A. Hannacolor | Controlled color laser marking of plastics |
| US6066437A (en) | 1996-10-11 | 2000-05-23 | Schreiner Etiketten Und Selbstklebetechnik Gmbh & Co. | Film which can be lettered using a laser beam |
| US6214917B1 (en) | 1994-05-05 | 2001-04-10 | Merck Patent Gmbh | Laser-markable plastics |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0419377B2 (en) * | 1989-09-22 | 2001-04-18 | Schneider Electric Sa | Procedure apparatus and paint for the laser marking of castings for electrical apparatus |
| US5061341A (en) * | 1990-01-25 | 1991-10-29 | Eastman Kodak Company | Laser-ablating a marking in a coating on plastic articles |
| EP0526396B1 (en) * | 1991-07-30 | 1996-03-20 | Ferchim Engineering Sa | Method for the manufacture of objects having superficial relief patterns |
| EP0675001B1 (en) † | 1994-03-29 | 1999-06-16 | Ge Plastics Japan Limited | Resin compositions for laser marking |
| DE69604636T2 (en) † | 1995-08-30 | 2000-05-18 | Eastman Kodak Co., Rochester | Laser recording element |
| DE19646331C2 (en) * | 1996-11-09 | 2000-08-10 | Fraunhofer Ges Forschung | Process for local plastic deformation by a laser |
| US6259465B1 (en) * | 1998-11-11 | 2001-07-10 | Eastman Kodak Company | Laser thermal media with improved abrasion resistance |
| US6168903B1 (en) † | 1999-01-21 | 2001-01-02 | Presstek, Inc. | Lithographic imaging with reduced power requirements |
| ATE348712T1 (en) † | 2001-03-16 | 2007-01-15 | Datalase Ltd | LASER MARKABLE COMPOSITIONS AND METHOD FOR GENERATING AN IMAGE BY LASER |
-
2002
- 2002-11-14 GB GBGB0226597.3A patent/GB0226597D0/en not_active Ceased
-
2003
- 2003-11-12 DE DE60324311T patent/DE60324311D1/en not_active Expired - Lifetime
- 2003-11-12 BR BR0307991-0A patent/BR0307991A/en not_active IP Right Cessation
- 2003-11-12 ES ES03783398.5T patent/ES2311747T5/en not_active Expired - Lifetime
- 2003-11-12 EP EP03783398.5A patent/EP1560715B2/en not_active Expired - Lifetime
- 2003-11-12 CA CA002506979A patent/CA2506979A1/en not_active Abandoned
- 2003-11-12 AU AU2003290814A patent/AU2003290814A1/en not_active Abandoned
- 2003-11-12 WO PCT/US2003/036222 patent/WO2004045857A2/en not_active Ceased
- 2003-11-12 MX MXPA05006190A patent/MXPA05006190A/en unknown
- 2003-11-12 AT AT03783398T patent/ATE411906T1/en not_active IP Right Cessation
-
2005
- 2005-06-03 ZA ZA200504580A patent/ZA200504580B/en unknown
- 2005-06-08 EC EC2005005842A patent/ECSP055842A/en unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2083726A (en) | 1980-09-09 | 1982-03-24 | Minnesota Mining & Mfg | Preparation of multi-colour prints by laser irradiation and materials for use therein |
| US5035983A (en) | 1988-05-31 | 1991-07-30 | Dainippon Ink And Chemicals, Inc. | Method and composition for laser-marking |
| US5111523A (en) | 1990-01-03 | 1992-05-05 | Filotex | Laser-markable optical fiber or electric cable |
| US5608429A (en) | 1993-08-02 | 1997-03-04 | Nippon Kayaku Kabushiki Kaisha | Laser marking method, laser marking composition and articles having color developing layer made of said composition |
| US6214917B1 (en) | 1994-05-05 | 2001-04-10 | Merck Patent Gmbh | Laser-markable plastics |
| US5928780A (en) | 1995-06-23 | 1999-07-27 | Merck Patent Gesellschaft Mit Beschrankter Haftung | Laser-markable plastics comprising non-platelet phyllosilicate |
| US6066437A (en) | 1996-10-11 | 2000-05-23 | Schreiner Etiketten Und Selbstklebetechnik Gmbh & Co. | Film which can be lettered using a laser beam |
| US5977514A (en) | 1997-06-13 | 1999-11-02 | M.A. Hannacolor | Controlled color laser marking of plastics |
Cited By (69)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1520887A3 (en) * | 2003-10-02 | 2005-06-15 | National Starch and Chemical Investment Holding Corporation | Primer composition for bonding polymer composites with urethane adhesives and sealants |
| WO2005068207A1 (en) * | 2004-01-14 | 2005-07-28 | Datalase Ltd. | Laser imaging |
| US8278243B2 (en) | 2004-01-14 | 2012-10-02 | Datalase Ltd. | Laser imaging |
| EP1604572A1 (en) * | 2004-06-09 | 2005-12-14 | Eberhard Wiedenmann | Method for marking smoked foodstuff |
| WO2007141522A1 (en) * | 2006-06-08 | 2007-12-13 | Datalase Ltd. | Laser marking |
| US8048608B2 (en) | 2006-06-08 | 2011-11-01 | Datalase Ltd. | Laser marking |
| US8877332B2 (en) | 2007-11-30 | 2014-11-04 | Eckart Gmbh | Use of a mixture comprising spherical metal particles and metal flakes as laser-marking or laser-weldability agents and laser markable and/or laser weldable plastic |
| DE102008046461A1 (en) | 2008-09-09 | 2010-03-11 | Tesa Se | Process for producing a multicolor laser-inscribable film |
| WO2010028962A1 (en) | 2008-09-09 | 2010-03-18 | Tesa Se | Method for producing a multi-coloured laser-inscribable film |
| WO2010060123A1 (en) * | 2008-11-03 | 2010-06-03 | Teich Aktiengesellschaft | Printed circuit board |
| US8883900B2 (en) | 2010-10-25 | 2014-11-11 | Sabic Global Technologies B.V. | Electroless plating performance of laser direct structuring materials |
| EP2565036A1 (en) * | 2011-09-01 | 2013-03-06 | SWISSLOG ITALIA S.p.A. | Packaging material and packages |
| ITMO20110225A1 (en) * | 2011-09-01 | 2013-03-02 | Swisslog Italia Spa | PACKAGING AND PACKAGING MATERIAL |
| DE102013218752A1 (en) | 2013-09-18 | 2015-03-19 | Bundesdruckerei Gmbh | Activatable value or security product, method for activating and method for producing the value or security product |
| DE102013218752B4 (en) * | 2013-09-18 | 2021-01-28 | Bundesdruckerei Gmbh | Activatable value or security product, method for activating and method for producing the value or security product |
| WO2015122894A3 (en) * | 2014-02-13 | 2015-10-29 | Spectra Systems Corporation | Gas activated security articles |
| TWI660860B (en) * | 2014-05-23 | 2019-06-01 | 德商麥克專利有限公司 | Process for the laser treatment of coatings |
| EP2946938A1 (en) * | 2014-05-23 | 2015-11-25 | Merck Patent GmbH | Method for the laser treatment of coatings |
| CN105082812A (en) * | 2014-05-23 | 2015-11-25 | 默克专利股份有限公司 | Method for the laser treatment of coatings |
| EP2946938B1 (en) | 2014-05-23 | 2017-04-12 | Merck Patent GmbH | Method for the laser treatment of coatings |
| US9835943B2 (en) | 2014-05-23 | 2017-12-05 | Merck Patent Gmbh | Process for the laser treatment of coatings |
| US10327494B2 (en) | 2016-08-19 | 2019-06-25 | Levi Strauss & Co. | Laser finishing of apparel |
| US10470511B2 (en) | 2016-08-19 | 2019-11-12 | Levi Strauss & Co. | Using laser to create finishing pattern on apparel |
| US11629443B2 (en) | 2016-08-19 | 2023-04-18 | Levi Strauss & Co. | Using fabric response characteristic function to create laser finishing patterns on apparel |
| US11479892B2 (en) | 2016-08-19 | 2022-10-25 | Levi Strauss & Co. | Laser finishing system for apparel |
| US10051905B2 (en) | 2016-08-19 | 2018-08-21 | Levi Strauss & Co. | Laser finishing of apparel |
| US11673419B2 (en) | 2016-08-19 | 2023-06-13 | Levi Strauss & Co. | Creating a finishing pattern on a garment by laser |
| US11384463B2 (en) | 2016-08-19 | 2022-07-12 | Levi Strauss & Co. | Using laser to create finishing pattern on apparel |
| US10980302B2 (en) | 2016-08-19 | 2021-04-20 | Levi Strauss & Co. | Laser finishing of apparel |
| CN107437369A (en) * | 2016-12-21 | 2017-12-05 | 信码互通(北京)科技有限公司 | Plastic sheet and its manufacture method with gray scale mark |
| US10994564B2 (en) | 2017-08-09 | 2021-05-04 | Parker-Hannifin Corporation | Enhanced method for product marking |
| US11813820B2 (en) | 2017-09-22 | 2023-11-14 | Printpack Illinois, Inc. | Packaging material with indicium in metallic layer |
| US10921968B2 (en) | 2017-10-31 | 2021-02-16 | Levi Strauss & Co. | Laser finishing design tool with image preview |
| US11995300B2 (en) | 2017-10-31 | 2024-05-28 | Levi Strauss & Co. | Digital design tool with image preview in web browser |
| US12517642B2 (en) | 2017-10-31 | 2026-01-06 | Levi Strauss & Co. | Garment design tool with image preview |
| US12344979B2 (en) | 2017-10-31 | 2025-07-01 | Levi Strauss & Co. | Jeans with laser finishing patterns created by neural network |
| US10956010B2 (en) | 2017-10-31 | 2021-03-23 | Levi Strauss & Co. | Laser finishing design tool with photorealistic preview of damage assets |
| US10891035B2 (en) | 2017-10-31 | 2021-01-12 | Levi Strauss & Co. | Laser finishing design tool |
| US12086397B2 (en) | 2017-10-31 | 2024-09-10 | Levi Strauss & Co. | Garment design preview tool |
| US11250312B2 (en) | 2017-10-31 | 2022-02-15 | Levi Strauss & Co. | Garments with finishing patterns created by laser and neural network |
| US11952693B2 (en) | 2017-10-31 | 2024-04-09 | Levi Strauss & Co. | Using neural networks in laser finishing of apparel |
| US11592974B2 (en) | 2017-10-31 | 2023-02-28 | Levi Strauss & Co. | Laser finishing design tool with image preview |
| US11941236B2 (en) | 2017-10-31 | 2024-03-26 | Levi Strauss & Co. | Tool with damage assets for laser |
| US10712922B2 (en) | 2017-10-31 | 2020-07-14 | Levi Strauss & Co. | Laser finishing design tool with damage assets |
| US12596468B2 (en) | 2017-10-31 | 2026-04-07 | Levi Strauss & Co. | Digital design tool with preview in browser |
| US11681421B2 (en) | 2017-10-31 | 2023-06-20 | Levi Strauss & Co. | Laser finishing design and preview tool |
| US11313072B2 (en) | 2018-02-27 | 2022-04-26 | Levi Strauss & Co. | On-demand manufacturing of laser-finished apparel |
| US12215457B2 (en) | 2018-02-27 | 2025-02-04 | Levi Strauss & Co. | Online ordering and on-demand manufacturing of apparel |
| US11000086B2 (en) | 2018-02-27 | 2021-05-11 | Levi Strauss & Co. | Apparel design system with collection management |
| US11352738B2 (en) | 2018-02-27 | 2022-06-07 | Levi Strauss & Co. | On-demand manufacturing of apparel by laser finishing fabric rolls |
| US11697903B2 (en) | 2018-02-27 | 2023-07-11 | Levi Strauss & Co. | Online ordering and just-in-time manufacturing of laser-finished garments |
| US11702793B2 (en) | 2018-02-27 | 2023-07-18 | Levi Strauss & Co. | Online ordering and manufacturing of apparel using laser-finished fabric rolls |
| US11618995B2 (en) | 2018-02-27 | 2023-04-04 | Levi Strauss & Co. | Apparel collection management with image preview |
| US12180648B2 (en) | 2018-02-27 | 2024-12-31 | Levi Strauss & Co. | Previewing garments for online ordering before manufacture |
| US11680366B2 (en) | 2018-08-07 | 2023-06-20 | Levi Strauss & Co. | Laser finishing design tool |
| US11925227B2 (en) | 2018-11-30 | 2024-03-12 | Levi Strauss & Co. | Shadow neutral 3-D visualization of garment |
| US12364301B2 (en) | 2018-11-30 | 2025-07-22 | Levi Strauss & Co. | Visualizing garments in shadow neutral 3-D |
| US12035774B2 (en) | 2018-11-30 | 2024-07-16 | Levi Strauss & Co. | Tool with 3D garment rendering and preview |
| US11484080B2 (en) | 2018-11-30 | 2022-11-01 | Levi Strauss & Co. | Shadow neutral 3-D garment rendering |
| US11632994B2 (en) | 2018-11-30 | 2023-04-25 | Levi Strauss & Co. | Laser finishing design tool with 3-D garment preview |
| US11612203B2 (en) | 2018-11-30 | 2023-03-28 | Levi Strauss & Co. | Laser finishing design tool with shadow neutral 3-D garment rendering |
| US12180633B2 (en) | 2019-07-23 | 2024-12-31 | Levi Strauss & Co. | 3D preview of laser-finished garments |
| US11668036B2 (en) | 2019-07-23 | 2023-06-06 | Levi Strauss & Co. | Three-dimensional rendering preview of laser-finished garments |
| US12247337B2 (en) | 2019-07-23 | 2025-03-11 | Levi Strauss & Co. | Client-server design tool with 3D preview for laser-finished garments |
| US11530503B2 (en) | 2019-07-23 | 2022-12-20 | Levi Strauss & Co. | Three-dimensional rendering preview in web-based tool for design of laser-finished garments |
| CN111105701A (en) * | 2020-01-31 | 2020-05-05 | 北京逸智联科技有限公司 | Printed bar code label and printing system |
| DE102021121059A1 (en) | 2021-08-13 | 2023-02-16 | Koenig & Bauer Ag | Method for producing marked packaging material by means of a laser beam and a marking device for producing marked packaging material with a laser source |
| US20240326500A1 (en) * | 2023-03-30 | 2024-10-03 | The Procter & Gamble Company | Laser marked articles with machine readable codes |
| US12589608B2 (en) * | 2023-03-30 | 2026-03-31 | The Procter & Gamble Company | Laser marked articles with machine readable codes |
Also Published As
| Publication number | Publication date |
|---|---|
| GB0226597D0 (en) | 2002-12-24 |
| EP1560715B1 (en) | 2008-10-22 |
| ES2311747T3 (en) | 2009-02-16 |
| CA2506979A1 (en) | 2004-06-03 |
| AU2003290814A8 (en) | 2004-06-15 |
| ZA200504580B (en) | 2006-06-28 |
| MXPA05006190A (en) | 2005-09-21 |
| BR0307991A (en) | 2004-12-21 |
| WO2004045857A3 (en) | 2004-07-08 |
| EP1560715B2 (en) | 2014-08-20 |
| ATE411906T1 (en) | 2008-11-15 |
| AU2003290814A1 (en) | 2004-06-15 |
| ES2311747T5 (en) | 2014-12-03 |
| ECSP055842A (en) | 2005-09-20 |
| EP1560715A2 (en) | 2005-08-10 |
| DE60324311D1 (en) | 2008-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1560715B1 (en) | Laser marking process | |
| EP0771677B1 (en) | Laser-marking laminated structure and laser-marked laminated structure | |
| EP2594405B1 (en) | Laser marking film | |
| US20070080146A1 (en) | Coloured laser marking | |
| US9916777B2 (en) | Label | |
| CA2281503A1 (en) | Laser marking of articles | |
| US20030012902A1 (en) | Compositions for sports equipment having laser-sensitive additives and methods of marking | |
| US20150293437A1 (en) | Laser markable film | |
| EP2935478B1 (en) | Film | |
| JP5296374B2 (en) | Sealing on plastic | |
| WO2018138232A2 (en) | Printing process for a beverage container | |
| JP5936316B2 (en) | Method for producing lid for PTP package | |
| JP3148390U (en) | Laser marking foil for printing | |
| JP6461610B2 (en) | Method for producing heat-shrinkable film with printed layer, heat-shrinkable film with printed layer, package and method for producing package | |
| US20220080760A1 (en) | Methods for Transferring Colored Markings Onto Plastic Surfaces | |
| JPH11152117A (en) | Laser-printable packaging material | |
| WO2021251456A1 (en) | Thermal transfer sheet, discolored/decolored printed article, and method for producing discolored/decolored printed article | |
| EP3616935B1 (en) | A laminated packaging material for liquid food products, a method for making the same, a method for printing on the same and a package made from the same | |
| JP4944163B2 (en) | Laminated film having a printing part that allows easy detection of printing defects | |
| EP4724360A1 (en) | Microwave heatable film, microwave heatable package, and method for producing microwave heatable film | |
| JP2017081109A (en) | Laminated body and method for producing the same | |
| BR112021001735B1 (en) | LAMINATED PACKAGING MATERIAL, SYSTEM FOR PRODUCING A LAMINATED PACKAGING MATERIAL, METHOD FOR PRINTING ON A LAMINATED PACKAGING MATERIAL, AND, PACKAGING FOR LIQUID FOODS |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A2 Designated state(s): AE AG AL AM AT AU AZ BA BB BG BR BY BZ CA CH CN CO CR CU CZ DE DK DM DZ EC EE ES FI GB GD GE GH GM HR HU ID IL IN IS JP KE KG KP KR KZ LC LK LR LS LT LU LV MA MD MG MK MN MW MX MZ NI NO NZ OM PG PH PL PT RO RU SC SD SE SG SK SL SY TJ TM TN TR TT TZ UA UG US UZ VC VN YU ZA ZM ZW |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A2 Designated state(s): GH GM KE LS MW MZ SD SL SZ TZ UG ZM ZW AM AZ BY KG KZ MD RU TJ TM AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LU MC NL PT RO SE SI SK TR BF BJ CF CG CI CM GA GN GQ GW ML MR NE SN TD TG |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2003783398 Country of ref document: EP Ref document number: 2005/04580 Country of ref document: ZA Ref document number: 2506979 Country of ref document: CA Ref document number: 200504580 Country of ref document: ZA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 05056023 Country of ref document: CO |
|
| WWE | Wipo information: entry into national phase |
Ref document number: PA/a/2005/006190 Country of ref document: MX |
|
| WWP | Wipo information: published in national office |
Ref document number: 2003783398 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: JP |